Эластомерные пленки с хрупкими неслипающимися поверхностными слоями - RU2434753C2
Код документа: RU2434753C2
Чертежи
Описание
Область техники
Настоящее изобретение относится к неслипающимся многослойным эластомерным пленкам и относится к способам получения неслипающихся многослойных эластомерных пленок.
Уровень техники
Эластомерные материалы в течение длительного времени высоко ценились за свою способность расширяться до покрытия или охватывания более крупного предмета, а после этого сжиматься до получения охватывания предмета с плотным обтягиванием. Данное качество высоко ценилось в течение столетий, и значительное количество ранних изысканий в Европе было связано с поиском каучуконосных деревьев для получения их латекса.
В последние годы натуральный каучук был дополнен и замещен синтетическими полимерными эластомерными материалами. На современном уровне техники хорошо известны соединения, такие как полиуретановые каучуки, стирольные блок-сополимеры, этиленпропиленовые каучуки и другие синтетические полимерные эластомеры.
Эластомерные материалы могут принимать широкий ассортимент форм. Эластомеры можно формовать в виде нитей, кордов, лент, пленок, тканей и других различных форм. Форму и структуру эластомерного материала определяет предполагаемый вариант конечного использования продукта. Например, эластомеры зачастую используют в предметах одежды для получения плотного обтягивания, такого как в одежде для занятий фитнесом и активного отдыха. Эластомеры также могут формировать упругие, но эффективные непроницаемые слои, такие как в манжетах предметов теплосохраняющей одежды, предназначенной для сохранения тепла организма. В данных сферах применения наиболее часто эластомер имеет форму нитей или волокон, которые включены в ткань предмета одежды.
Одним примером типа предмета одежды, для которого большое значение имеют как обтягивание, так и характеристики непроницаемости, являются гигиенические продукты, такие как подгузники. Эластомерные материалы используют на талии, вокруг отверстий для ног и в застежках (для подгузника) или по бокам (для предмета одежды, относящегося по типу к трусам). Эластомерные материалы в данных областях улучшают общее обтягивание предмета одежды, а также делают намного более легкими как надевание, так и снятие предмета одежды. Эластомерные материалы также выступают в роли упругих непроницаемых слоев, улучшающих герметизирующую способность предмета одежды при одновременном все еще обеспечении комфорта и свободы движения для его владельца.
В гигиеническом продукте эластомер может иметь форму нитей, тканей или пленок. Использование эластомерных нитей может привести к возникновению проблем при компоновке предмета одежды, поскольку в производственном способе нити необходимо использовать в качестве одного компонента в числе многих. Данные нити также могут оказаться ослабленными, и они имеют тенденцию к разрыву, что может привести к утрате эластичности даже в случае наличия избыточного количества нитей. С эластомерными тканями в производственном способе иметь дело несколько легче, но сами ткани имеют тенденцию к приобретению высокой стоимости как в связи с материалами исходного сырья, так и в связи со стоимостью производства самой ткани. В сопоставлении с нитями эластомерные пленки легче использовать при производстве, и в сопоставлении с эластомерными тканями их изготовление требует меньших затрат. Эластомерные пленки также имеют тенденцию к демонстрации большей прочности в сопоставлении с нитями или тканями, и для них менее вероятен выход из строя во время использования.
Однако недостаток эластомерных пленок заключается в том, что полимеры, используемые для получения пленок, по своей природе являются липкими или клейкими. В случае экструдирования эластомерной пленки и сматывания ее в рулон пленка имеет тенденцию к прилипанию к самой себе или «слипанию», что, таким образом, приводит к трудности или невозможности разматывания. Слипание становится более ярко выраженным тогда, когда пленка подвергается старению или ее хранят в теплой среде, такой как внутри склада длительного хранения.
Проблему слипания эластомеров решали несколькими способами. В пленку можно ввести вещества, препятствующие слипанию, которые обычно представляют собой порошкообразные неорганические материалы, такие как диоксид кремния или тальк. Веществами, препятствующими слипанию, также можно обсыпать внешние поверхности экструдированной пленки во время формования пленки. Однако для уменьшения слипания до приемлемого уровня вещества, препятствующие слипанию, необходимо добавлять в больших количествах, и данные высокие уровни содержания вещества, препятствующего слипанию, оказывают неблагоприятное воздействие на эластомерные свойства пленки. Еще один способ уменьшения слипания заключается в придании шероховатости поверхности пленки, таком как в результате тиснения пленки, которое приводит к уменьшению контакта между поверхностями смотанной в рулон пленки и включению мелких воздушных полостей, что способствует уменьшению слипания. К сожалению, данный вариант также имеет тенденцию к созданию утонченных ослабленных областей пленки, которые затем подвергаются раздирам и разрушаются при растяжении пленки. Еще один способ уменьшения слипания заключается во введении в рулон между слоями смотанной пленки физически непроницаемого слоя, такого как покровная пленка. Покровную пленку затем удаляют при разматывании рулона пленки для последующей переработки. Покровную пленку обычно выбрасывают, хотя это приводит к созданию отходов и значительных дополнительных расходов для производителя. Еще один способ уменьшения слипания эластомерной пленки заключается в совместном экструдировании с нанесением очень тонких внешних слоев, также называемых «поверхностными слоями» или «покровными слоями», из удлиняемого или менее эластомерного неслипающегося полимера на поверхность эластомерной пленки. Неслипающиеся полимеры, подходящие для использования в данных поверхностных слоях, включают полиолефины, такие как полиэтилен или полипропилен. Такими полиолефиновыми поверхностными слоями являются удлиняемые, но неэластомерные материалы. В целом они оказывают незначительное влияние на эластомерные свойства пленки, поскольку они составляют только незначительную долю от совокупной композиции пленки. Однако при растяжении или «активировании» в первый раз эластомерной пленки в целом данные полиолефиновые поверхностные слои будут растягиваться и приобретать необратимую деформацию. При устранении воздействия растягивающего усилия на активированную эластомерную пленку эластомерная сердцевина будет сжиматься так, как это происходит обычно. Растянутые поверхностные слои, которые не являются эластомерными, вместо этого будут сморщиваться по мере сжатия сердцевины и создавать микротекстурированную поверхность.
Сохраняется потребность в эффективном изготовлении эластомерной пленки, которую можно будет сматывать в рулон и хранить без слипания. Такая пленка не должна обладать ухудшенными эластомерными свойствами, не должна приводить к созданию излишних отходов и производственных расходов и после активирования должна характеризоваться привлекательной текстурой поверхности.
Краткое изложение изобретения
В одном варианте реализации настоящее изобретение относится к неслипающейся многослойной пленке. Неслипающаяся многослойная пленка включает первый хрупкий полимерный пленочный слой и второй эластомерный полимерный пленочный слой, где первый полимерный слой соединяют с первой поверхностью второго полимерного пленочного слоя. Неслипающуюся многослойную пленку можно активировать с разрушением первого хрупкого полимерного слоя и приданием многослойной пленке эластомерности.
В еще одном варианте реализации настоящее изобретение относится к неслипающейся многослойной эластомерной пленке. Неслипающаяся многослойная эластомерная пленка включает первый хрупкий полимерный пленочный слой и второй эластомерный полимерный пленочный слой, где первый полимерный слой соединяют с первой поверхностью второго полимерного пленочного слоя. Многослойную пленку активируют с разрушением первого хрупкого полимерного пленочного слоя и приданием многослойной пленке эластомерности.
В еще одном варианте реализации настоящее изобретение относится к способу получения неслипающейся многослойной эластомерной пленки. Способ включает соединение первого хрупкого полимерного пленочного слоя с первой поверхностью второго эластомерного полимерного пленочного слоя для получения многослойной пленки. После этого многослойную пленку активируют с разрушением первого хрупкого полимерного пленочного слоя и приданием многослойной пленке эластомерности.
В еще одном варианте реализации настоящее изобретение относится к способу получения неслипающейся многослойной эластомерной пленки. Способ включает получение неслипающегося многослойного пленочного слоя, включающего первый хрупкий полимерный пленочный слой, соединенный с первой поверхностью второго эластомерного полимерного пленочного слоя. После этого неслипающуюся многослойную пленку активируют с разрушением хрупкого полимерного пленочного слоя и приданием неслипающейся многослойной пленке эластомерности.
С учетом следующего далее подробного описания изобретения очевидными будут и дополнительные варианты реализации изобретения.
Краткое описание чертежей
Изобретение будет более полно понято с учетом чертежей, среди которых
фиг.1а-1d иллюстрируют несколько возможных структур многослойной эластомерной пленки изобретения;
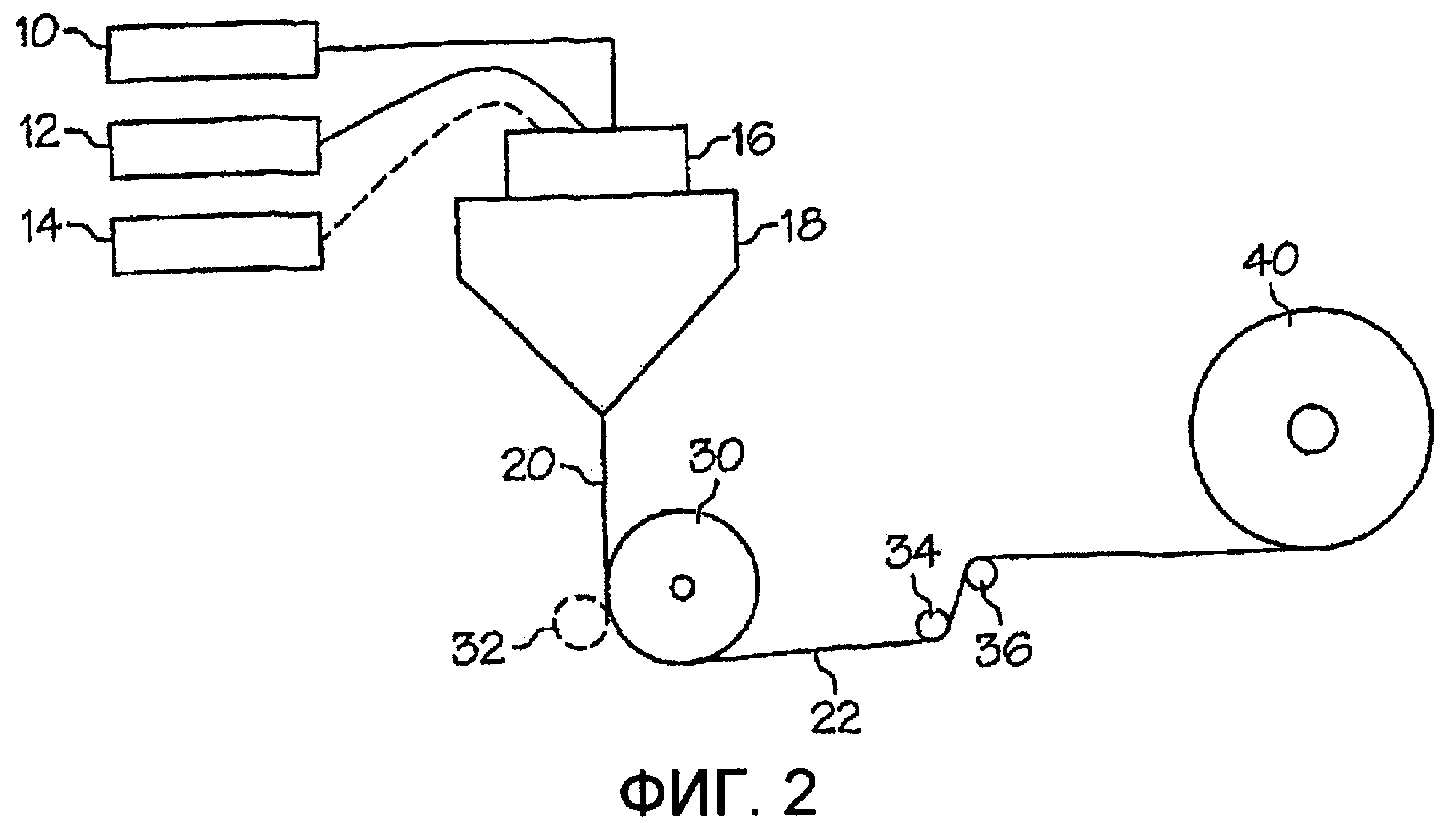
фиг.2 представляет собой схематическое изображение типичного способа экструдирования через плоскощелевую экструзионную головку;
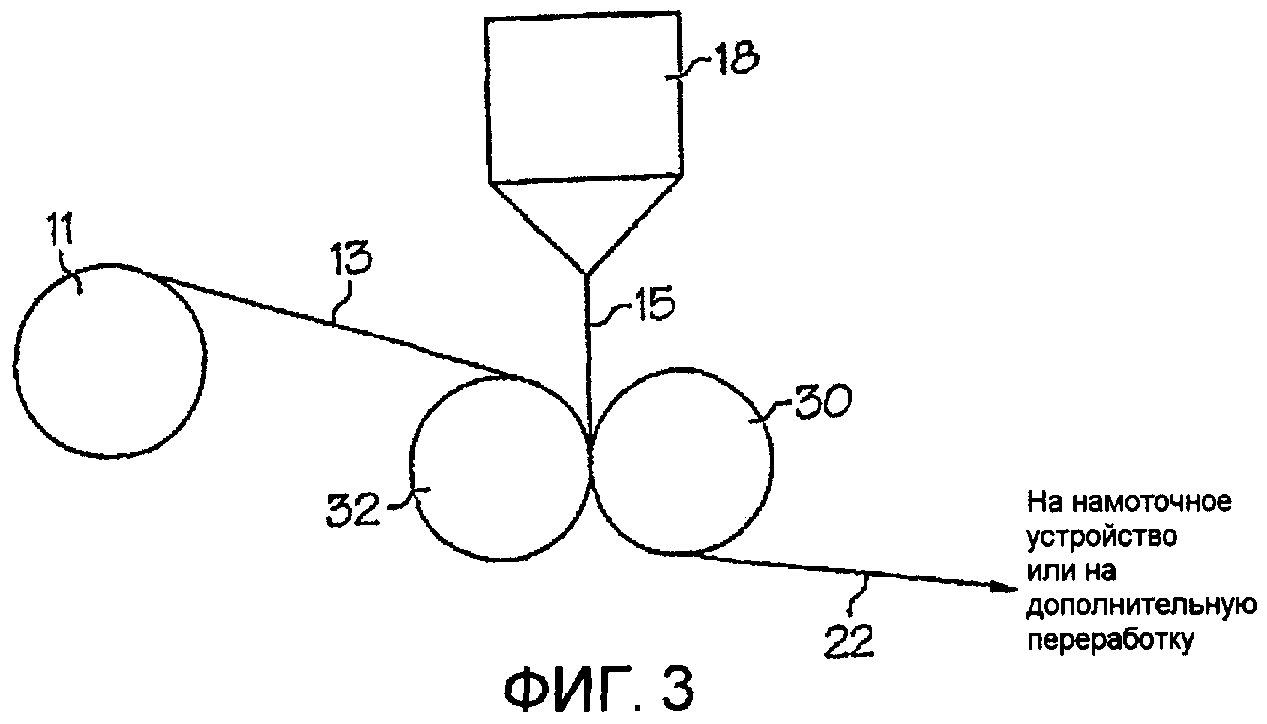
фиг.3 представляет собой схематическое изображение типичного способа нанесения покрытия при помощи экструдирования;
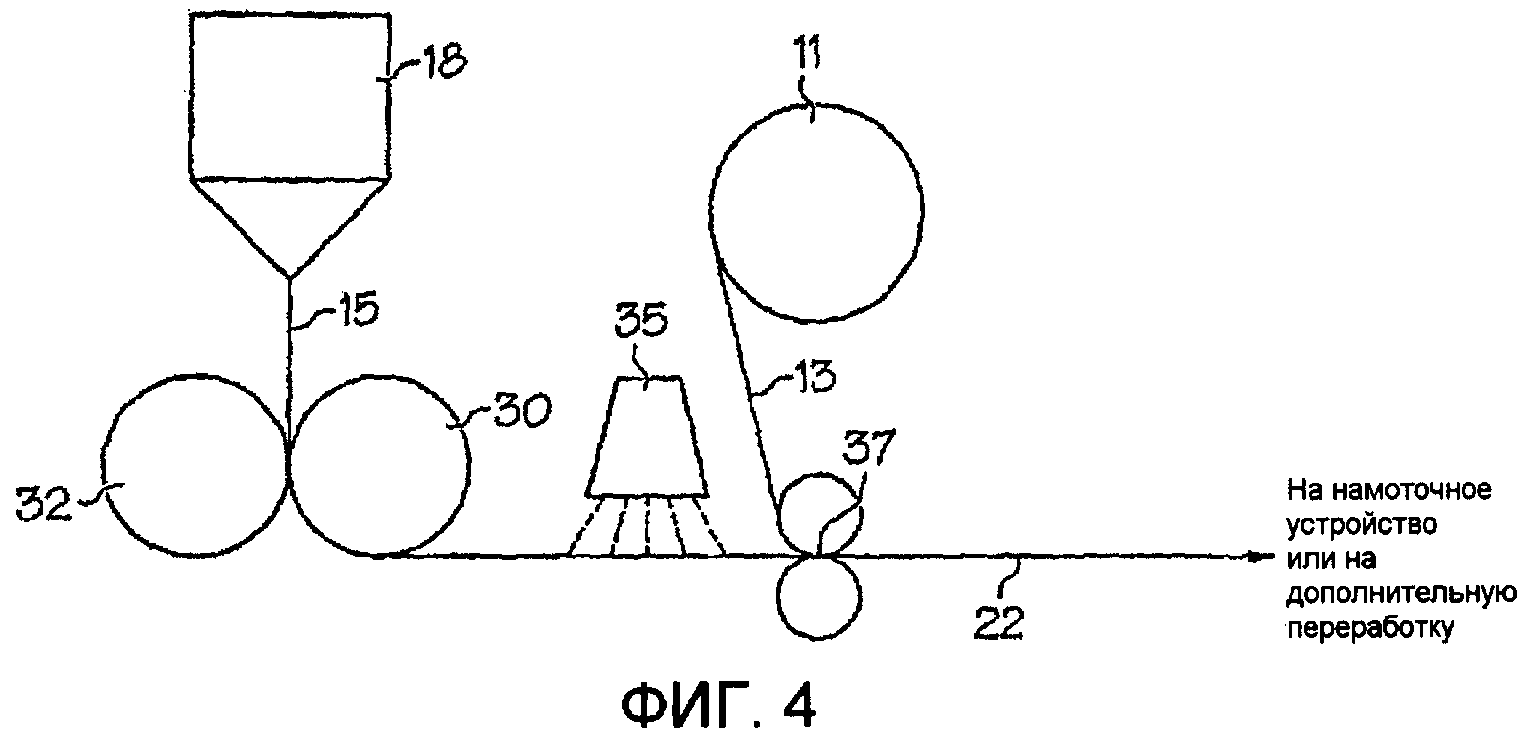
фиг.4 представляет собой схематическое изображение типичного способа адгезионного ламинирования;
фиг.5 иллюстрирует микрофотографии неактивированной пленки настоящего изобретения;
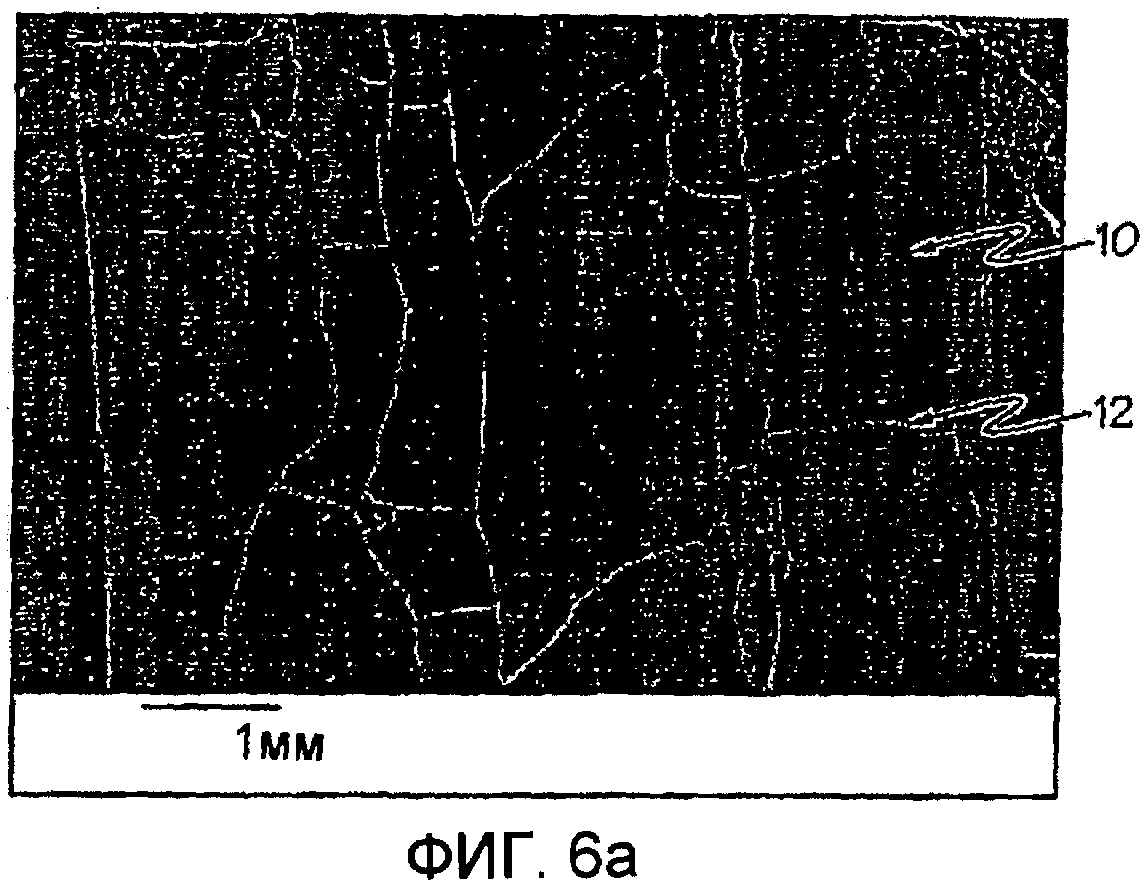
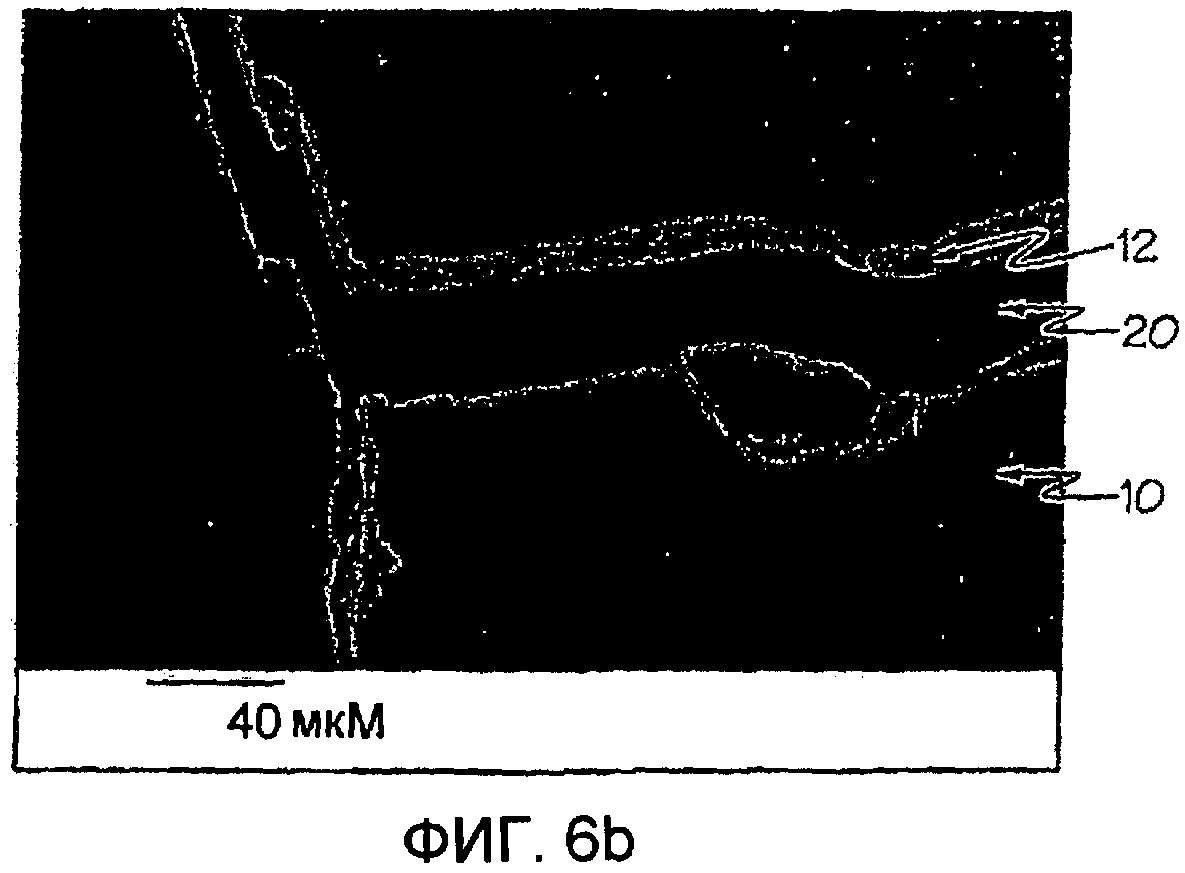
фиг.6а и 6b иллюстрируют микрофотографии активированной пленки настоящего изобретения;
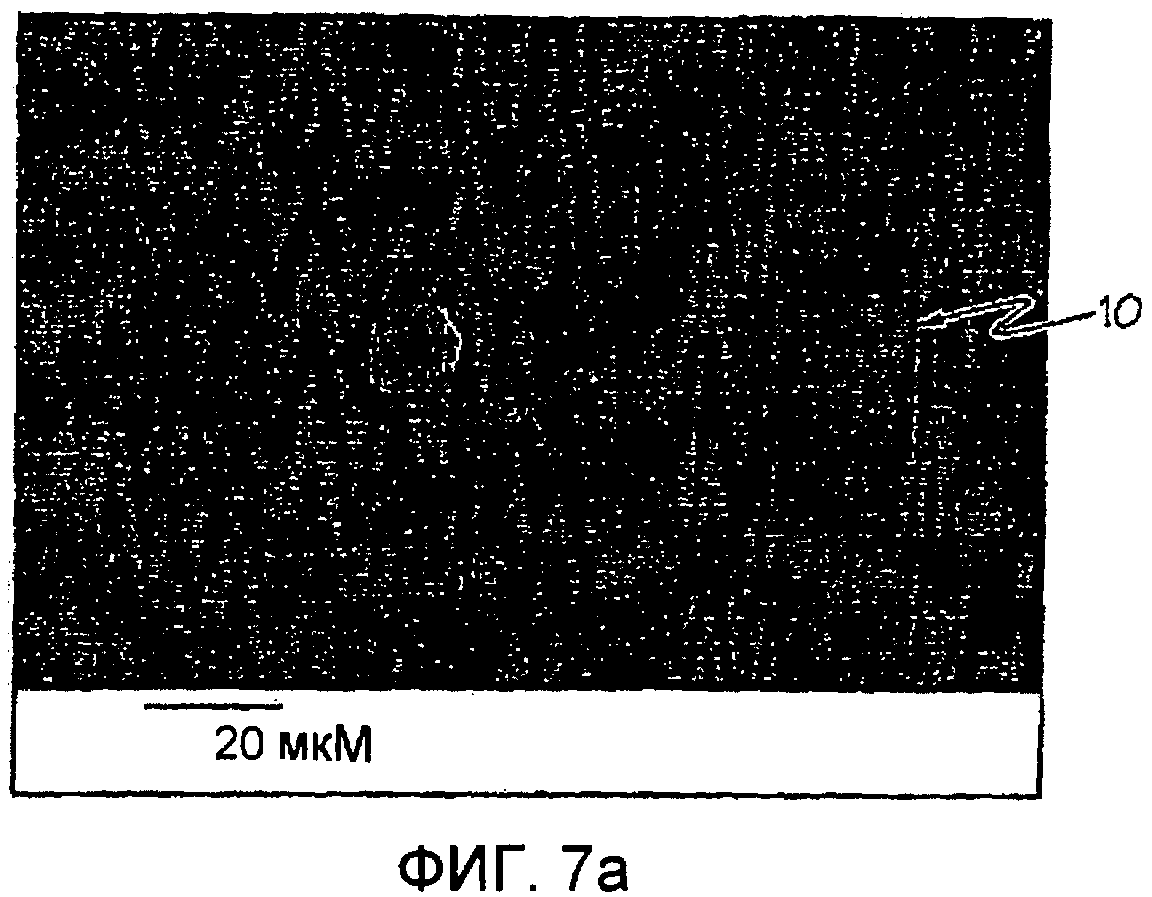
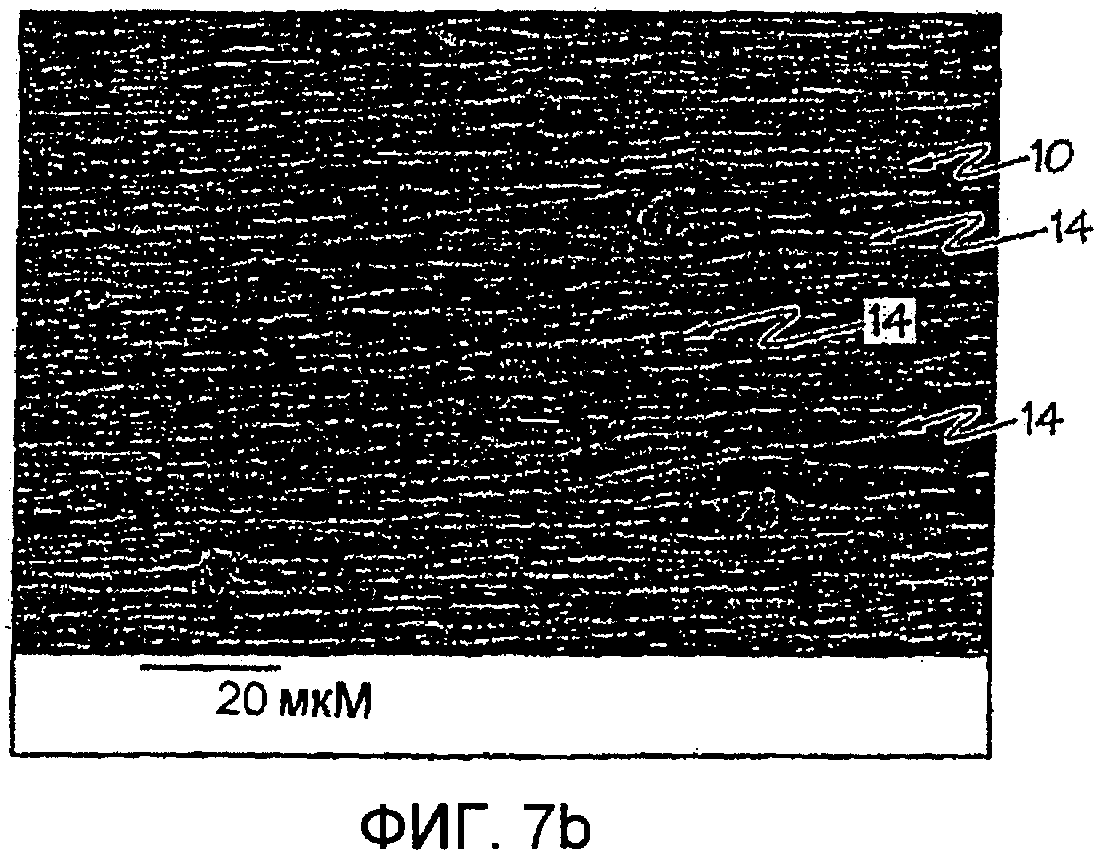
фиг.7а и 7b иллюстрируют микрофотографии сравнительных неактивированных и активированных пленок с удлиняемыми полиолефиновыми поверхностными слоями; и
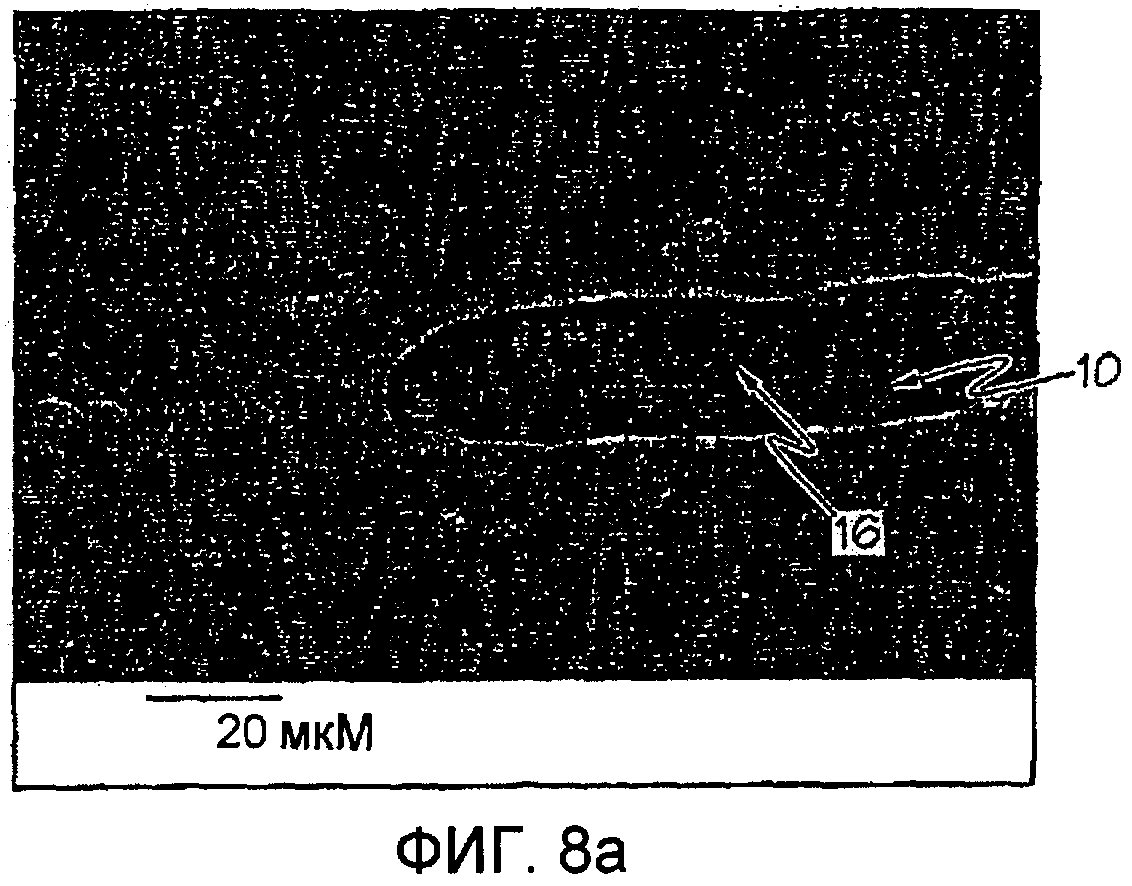
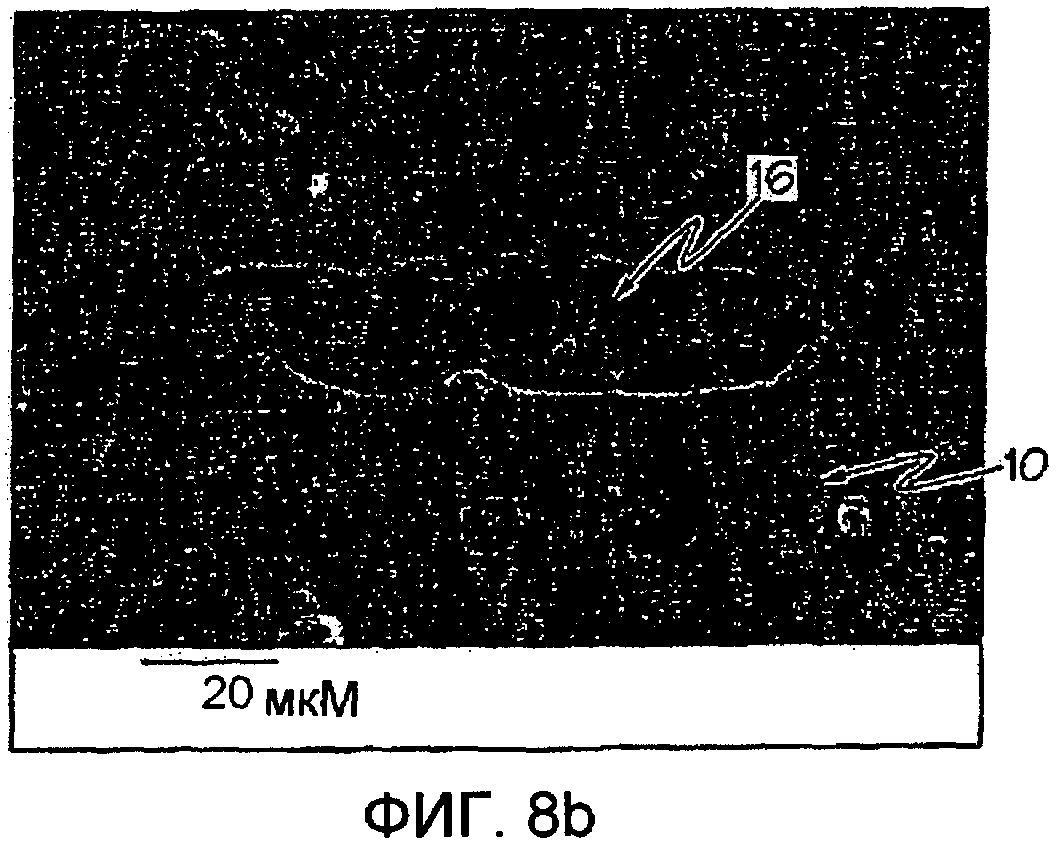
фиг.8а и 8b иллюстрируют микрофотографии сравнительных неактивированных и активированных пленок с включением веществ, препятствующих слипанию.
Подробное описание изобретения
Изобретатели обнаружили, что использование в качестве слоя, соединенного с поверхностью эластомерного пленочного слоя, хрупкого неслипающегося полимера вместо удлиняемого полимерного поверхностного слоя может обеспечить радикальное уменьшение или устранение слипания, испытываемого эластомерной пленкой. Использование одного или нескольких хрупких полимерных пленочных слоев устраняет потребность в удлиняемых полиолефиновых поверхностных слоях и не приводит к созданию микротекстуры на поверхности пленки. Как это ни неожиданно, но данные многослойные пленки можно легко активировать известными способами, которые обеспечивают разрушение хрупкого полимерного пленочного слоя и придание многослойной пленке эластомерности. Кроме того, как это ни неожиданно, но в качестве слоев на эластомерной пленке могут быть использованы один или несколько хрупких полимерных пленочных слоев без значительного ухудшения эластомерных свойств неслипающейся многослойной эластомерной пленки. Кроме того, как это ни неожиданно, но хрупкий полимерный пленочный слой, будет ли он неразрушенным или разрушенным, улучшает предел прочности при раздирании неслипающейся многослойной эластомерной пленки. Неслипающуюся многослойную эластомерную пленку можно сматывать в рулон либо до, либо после ее активирования и хранить при обычной комнатной температуре в течение продолжительных периодов времени без значительного слипания.
Для целей данного описания следующие далее термины определяют следующим образом:
* «Пленка» обозначает материал листовидной формы, где размеры материала в направлениях х (длина) и у (ширина) существенно превышают размер в направлении z (толщина). Пленки имеют толщину в направлении z в диапазоне от приблизительно 1 мкм до приблизительно 1 мм.
* «Ламинат» в качестве имени существительного обозначает слоистую структуру листовидных материалов, уложенных в стопку и соединенных таким образом, чтобы слои имели по существу одинаковую протяженность по ширине наиболее узкого листа материала. Слои могут включать пленки, ткани или другие материалы листовой формы или их комбинации. Например, ламинатом может являться структура, включающая слой пленки и слой ткани, соединенные друг с другом по их ширине таким образом, чтобы при обычном варианте использования два слоя оставались соединенными в виде одного листа. Ламинат также можно называть композитом или материалом с нанесенным покрытием. «Ламинировать» в качестве глагола обозначает способ, по которому такую слоистую структуру получают.
* «Совместное экструдирование» обозначает способ получения многослойных полимерных пленок. В случае получения многослойной полимерной пленки по способу совместного экструдирования каждые полимер или полимерную смесь, составляющие слой пленки, сами по себе расплавляют. Расплавленные полимеры можно наслаивать внутри экструзионной головки, и слои расплавленных полимерных пленок экструдируют из экструзионной головки по существу одновременно. В полимерных пленках, полученных по способу совместного экструдирования, индивидуальные слои пленки соединяют, но они остаются по существу несмешанными и четко различающимися в виде слоев в пленке. Данный случай противостоит смешанным многокомпонентным пленкам, где полимерные компоненты смешивают до получения по существу гомогенной смеси или гетерогенной смеси полимеров, которые экструдируют в виде одного слоя.
* «Ламинирование при помощи экструдирования» или «нанесение покрытия при помощи экструдирования» обозначают способы, по которым пленку расплавленного полимера экструдируют на твердую подложку для того, чтобы получить на подложке покрытие в виде полимерной пленки и соединить подложку и пленку.
* «Растяжимый» и «восстанавливаемый» представляют собой описательные термины, используемые для описания эластомерных свойств материала. «Растяжимый» обозначает то, что материал под действием растягивающего усилия может без разрыва удлиняться до указанного размера, значительно превышающего его первоначальный размер. Например, как растяжимый мог бы быть описан материал, который имеет в длину 10 см, и который под действием растягивающего усилия может без разрыва удлиняться до длины, равной приблизительно 13 см. «Восстанавливаемый» обозначает то, что материал, который под действием растягивающего усилия без разрыва удлиняется до определенного размера, значительно превышающего его первоначальный размер, при устранении растягивающего усилия будет возвращаться к своему первоначальному размеру или к указанному размеру, который надлежащим образом приближен к первоначальному размеру. Например, как восстанавливаемый мог бы быть описан материал, который имеет в длину 10 см который под действием растягивающего усилия может без разрыва удлиняться до длины, равной приблизительно 13 см, и который возвращается к длине, равной приблизительно 10 см, или к указанной длине, которая надлежащим образом приближена к 10 см.
* «Эластомерный» или «эластомер» обозначают полимерные материалы, которые могут растягиваться, по меньшей мере, до приблизительно 150% от их первоначального размера и которые после этого восстанавливаются до не более чем 120% от своего первоначального размера в направлении приложенного растягивающего усилия. Например, эластомерная пленка, которая имеет в длину 10 см, под действием растягивающего усилия должна растягиваться, по меньшей мере, до приблизительно 15 см, после этого при устранении растягивающего усилия сжиматься до не более чем приблизительно 12 см. Эластомерные материалы являются как растяжимыми, так и восстанавливаемыми.
* «Удлиняемый» обозначает полимерные материалы, которые могут без разрыва растягиваться, по меньшей мере, до приблизительно 130% от их первоначального размера, но которые либо не восстанавливаются значительным образом, либо восстанавливаются до более чем приблизительно 120% от своего первоначального размера, и поэтому не являются эластомерными в определенном выше смысле. Например, удлиняемая пленка, которая имеет в длину 10 см, под действием растягивающего усилия должна растягиваться, по меньшей мере, до приблизительно 13 см, после этого при устранении растягивающего усилия она либо остается с длиной, равной приблизительно 13 см, либо восстанавливается до длины, большей, чем приблизительно 12 см. Удлиняемые материалы являются растяжимыми, но не восстанавливаемыми.
* «Хрупкий» обозначает полимерные материалы, которые обладают высокой стойкостью к растяжению и без разрыва или растрескивания не могут растягиваться до более чем 110% от своего первоначального размера. Например, хрупкая пленка, которая имеет в длину 10 см, под действием растягивающего усилия не может без разрыва растягиваться до более чем приблизительно 11 см. Хрупкие пленки при устранении растягивающего усилия не восстанавливаются или восстанавливаются только в минимальной степени. Хрупкие материалы не являются ни растяжимыми, ни восстанавливаемыми.
* «Слипание» обозначает явление прилипания пленки к самой себе при сматывании в рулон, складывании или другом размещении с непосредственным контактом между поверхностями вследствие клейкости или липкости, присущих самой природе одного или нескольких компонентов пленки. Количественные характеристики слипания можно получить в соответствии с ASTM D3354 «Blocking Load of Plastic Film by the Parallel Plate Method».
* «Неслипающийся» обозначает материал, который не слипается при размещении в непосредственном контакте с самим собой.
* «Поверхностный слой» или «поверхностные слои» обозначают тонкие внешние слои полимерной пленки на одной или обеих сторонах другой, центральной сердцевины полимерной пленки. Например, в случае пленочной структуры АВА поверхностными слоями были бы слои А.
* «Сердцевинный слой» или «сердцевинные слои» обозначают внутренние слой или слои полимерной пленки, которые не являются поверхностными слоями. Например, в пленочной структуре АВА слой В представляет собой сердцевину. В пленочной структуре АВСВА сердцевинными слоями являются все слои В и С.
* «Активация» или «активирование» обозначают способ, при использовании которого добиваются легкости растяжения эластомерных пленки или материала. Наиболее часто активирование представляет собой физическую обработку, модифицирование или деформирование эластомерной пленки. Растяжение пленки в первый раз представляет собой один способ активирования пленки. Эластомерный материал, который подвергся активированию, называют «активированным». Обычным примером активирования является раздувание пузыря. В первый раз, когда пузырь надувают (или «активируют»), материал в пузыре подвергается растяжению. Если раздуть пузырь будет трудно, то тогда лицо, надувающее пузырь, зачастую будет вручную растягивать ненадутый пузырь для облегчения надувания. Если надутому пузырю дать сдуться, а после этого раздуть его еще раз, то тогда «активированный» пузырь будет надуваться намного легче.
* «Прочность пленки» или «механическая прочность» представляют собой характеристики пленки при растяжении, измеряемые в соответствии с ASTM D-822 «Tensile Properties of Thin Plastic Sheeting». Если только не будет указано другого, то «прочность пленки» или «механическая прочность» конкретно обозначают предел прочности при растяжении и % относительного удлинения при разрыве.
* «Предел прочности при раздирании» представляет собой свойство пленки, которое определяет легкость или трудность, с которыми пленка может разрываться, начиная с надреза или отверстия, прорезанных в пленке. Хрупкие полимеры, используемые в первом полимерном пленочном слое или «поверхностном слое», в случае пленок и способов данного изобретения могут включать любой обычный экструдируемый хрупкий полимер, который можно формовать до получения пленки по способу, известному на современном уровне техники, такой как полистирол, полиметилметакрилат, другие акрилатные полимеры, сложные полиэфиры, поликарбонаты и т.п. Без желания связывать себя теорией изобретатели полагают, что для демонстрации необходимой хрупкости требуется полимер, характеризующийся высокой степенью кристалличности. Один хрупкий полимер, который является в особенности предпочтительным, представляет собой высококристаллический полистирол. Например, подходящие для использования полистирольные смолы, помимо прочего, можно получать от Dow Chemical Company из Мидленда, Мичиган, или NOVA Chemicals Corporation из Калгари, Альберта.
В качестве второго поверхностного слоя в случае пленок и способов данного изобретения можно использовать еще один слой хрупкой полимерной пленки. В случае наличия на эластомерном полимерном пленочном слое в сердцевине пленки изобретения двух хрупких полимерных пленочных поверхностных слоев поверхностные слои могут содержать одну и ту же композицию (например, пленка АВА) или различные композиции (например, пленка АВС), составляющие хрупкий полимер. В случае неслипающихся многослойных эластомерных пленок, включающих один поверхностный слой или два поверхностных слоя, каждый поверхностный слой неслипающейся многослойной эластомерной пленки должен составлять от приблизительно 0,5% до 20% от совокупной массы многослойной пленки, и, таким образом, сердцевинный слой(слои) должен составлять приблизительно от 60% до 99% от совокупной массы многослойной пленки.
Эластомерные полимеры, используемые во втором полимерном пленочном слое в случае пленок и способов данного изобретения, могут включать любой экструдируемый эластомерный полимер. Примеры таких эластомерных полимеров включают блок-сополимеры винилариленовых и сопряженных диеновых мономеров, натуральные каучуки, полиуретановые каучуки, каучуки на основе сложного полиэфира, эластомерные полиолефины и полиолефиновые смеси, эластомерные полиамиды и т.п. Эластомерная пленка также может содержать смесь из двух или более эластомерных полимеров, относящихся к ранее описанным типам. Предпочтительными эластомерными полимерами являются блок-сополимеры винилариленовых и сопряженных диеновых мономеров, такие как блок-сополимеры АВ, АВА, АВС или АВСА, где сегменты А содержат арилены, такие как полистирол, а сегменты В и С содержат диены, такие как бутадиен, изопрен или этиленбутадиен. Подходящие для использования блок-сополимерные смолы легко доступны от KRATON Polymers из Хьюстона, Техас или Dexco Polymers LP из Планкимайна, Луизиана.
Неслипающаяся многослойная эластомерная пленка настоящего изобретения может включать другие компоненты, модифицирующие свойства пленки, способствующие проведению переработки пленки или модифицирующие внешний вид пленки. Данные дополнительные компоненты могут быть одними и теми же или могут быть различными в каждом имеющемся слое. Например, для того чтобы придать пленке жесткость и улучшить ее прочностные свойства, с эластомерным полимером в сердцевинном слое пленки можно смешивать полимеры, такие как полистирольный гомополимер или высокоударопрочный полистирол. В качестве технологических добавок можно добавлять полимеры, понижающие вязкость, и пластификаторы. Могут быть добавлены и другие добавки, такие как пигменты, красители, антиоксиданты, антистатики, добавки, понижающие трение, пенообразователи, тепло- и/или светостабилизаторы и неорганические и/или органические наполнители. Каждая добавка может присутствовать в одном, более чем в одном или во всех слоях многослойной пленки.
Фиг.1а-1d демонстрируют несколько возможных вариантов реализации неслипающихся многослойных эластомерных пленок настоящего изобретения. На каждой из фиг.1а-1d: 10 представляет собой слой А, которым может являться хрупкий полимерный пленочный слой; 20 представляет собой слой В, которым может являться эластомерный полимерный пленочный слой; и 30 представляет собой слой С, которым может являться хрупкий полимерный пленочный слой, если он представляет собой поверхностный слой, или эластомерный полимерный пленочный слой, если он представляет собой поверхностный слой или сердцевинный слой. Таким образом, фиг.1а представляет пленочную структуру АВ, фиг.1b представляет пленочную структуру АВА, фиг.1с представляет пленочную структуру АВС, а фиг.1d представляет пленочную структуру АВСВА. Специалист в соответствующей области техники должен понимать, что в объем настоящего изобретения попадают и дополнительные варианты реализации и комбинации пленочных слоев.
Неслипающуюся многослойную эластомерную пленку изобретения можно получать по любому способу пленкообразования. В конкретном варианте реализации для получения неслипающейся многослойной эластомерной пленки используют способ совместного экструдирования, такой как совместное экструдирование через плоскощелевую экструзионную головку или получение пленки по способу совместного экструдирования с раздувом. Совместное экструдирование многослойных пленок по способам с использованием плоскощелевой экструзионной головки или раздува хорошо известны.
Фиг.2 иллюстрирует схематическое представление типичного способа получения пленки по способу совместного экструдирования через плоскощелевую экструзионную головку. В данном примере пленка могла бы представлять собой многослойную пленку АВ, АВА, АВС, АВСВА или другую такую многослойную пленку, содержащую две или более четко различающиеся полимерные композиции. Одну эластомерную полимерную композицию расплавляют в обычно используемом шнековом экструдере 10. Экструдер 12 используют для расплавления еще одной полимерной композиции. Можно добавить и дополнительные экструдеры 14 и т.п., в особенности тогда, когда необходимы три или более полимерные композиции. После этого расплавленные полимерные композиции переводят из экструдеров в питающий блок 16, который компонует индивидуальные композиции для проведения совместного экструдирования до получения многослойной пленки. После этого расплавленный полимер экструдируют из экструзионной головки 18 до получения полотна 20. Полотно из расплавленного полимера 20 отливают на охлаждающий валик 30, где полотно быстро охлаждают до получения пленки 22. Охлаждающий валик 30 может быть гладким валиком, который позволяет получать гладкую пленку, или валиком для тиснения, который обеспечивает тиснение рисунка на поверхности пленки. При получении пленки 22 действию охлаждающего валика 30 может способствовать необязательный поддерживающий валик 32. После этого пленку 22 можно перепускать через необязательное оборудование, такое как направляющие валики 34 и 36, которые облегчают передачу пленки от секции экструдирования через плоскощелевую экструзионную головку на намоточное устройство 40, где ее сматывают и хранят в ожидании последующей переработки.
В еще одном варианте реализации для получения неслипающейся многослойной эластомерной пленки используют способ нанесения покрытия при помощи экструдирования. Такие способы нанесения покрытия при помощи экструдирования хорошо известны. Фиг.3 иллюстрирует типичный способ нанесения покрытия при помощи экструдирования. Полимерный пленочный слой 15 экструдируют из расплава через пленкообразующую экструзионную головку 18 и дают ему опуститься в зазор между проиллюстрированными металлическим валиком 30 и резиновым валиком 32. Для быстрого охлаждения расплавленной полимерной пленки металлический валик можно охлаждать. На металлическом валике 30 также можно выгравировать рисунок тиснения, если наличие такого рисунка на получающейся в результате пленке будет желательным. С валика 11 сматывают и также вводят в зазор между металлическим и резиновым валиками другой полимерный пленочный слой неслипающейся многослойной пленки 13. Обратите внимание на то, что экструдированный пленочный слой 15 может представлять собой либо хрупкий полимерный пленочный слой, либо эластомерный полимерный пленочный слой настоящего изобретения; в противоположность этому, другой полимерный пленочный слой 13 будет другим полимерным пленочным слоем настоящего изобретения. Экструдированный пленочный слой 15 и другой пленочный слой 13 спрессовывают вместе в зазоре для соединения слоев. Теперь неслипающуюся многослойную пленку 22 можно сматывать в рулон или перепускать далее для проведения последующей переработки.
Еще одним вариантом реализации способа получения неслипающейся многослойной эластомерной пленки изобретения является адгезионное ламинирование, проиллюстрированное на фиг.4. Один полимерный пленочный слой 15 экструдируют из расплава из пленкообразующей экструзионной головки 18 и дают ему опуститься в зазор между проиллюстрированными металлическим валиком 30 и резиновым валиком 32. Для быстрого охлаждения расплавленной полимерной пленки металлический валик 30 можно охлаждать. На металлическом валике также можно выгравировать рисунок тиснения, если наличие такого рисунка на получающейся в результате пленке будет желательным. После остывания и затвердевания экструдированного пленочного слоя его перепускают на станцию адгезионного соединения, где на пленку наносят клей при помощи такого приспособления, как разбрызгивающее устройство 35. В альтернативном варианте разбрызгивающее устройство 35 может разбрызгивать клей на поступающем полимерном пленочном слое 13. Другой полимерный пленочный слой неслипающейся многослойной пленки 13 с валика 11 вводят в зазор 37, который спрессовывает экструдированный пленочный слой 15 и другой пленочный слой 13 для соединения слоев. Обратите внимание на то, что экструдированный пленочный слой 15 может быть либо хрупким полимерным пленочным слоем, либо эластомерным полимерным пленочным слоем настоящего изобретения; в противоположность этому, другой полимерный пленочный слой 13 будет другим полимерным пленочным слоем настоящего изобретения. Теперь неслипающуюся многослойную пленку 22 можно сматывать в рулон или перепускать далее для проведения последующей переработки.
Для соединения полимерных пленочных слоев неслипающейся многослойной пленки изобретения можно использовать и другие известные способы соединения. Такие способы включают термическую сварку, ультразвуковую сварку, соединение при помощи каландрования, точечное соединение и лазерную сварку. В объем настоящего изобретения также попадают и комбинации способов соединения.
Для того чтобы придать неслипающейся многослойной пленке изобретения эластомерность, пленку необходимо активировать. Хрупкий полимерный пленочный слой на неслипающейся многослойной пленке необходимо подвергнуть разрыву, разрушению или растрескиванию для того, чтобы поверхностный слой перестал быть непрерывным, и эластомер в сердцевинном слое приобрел способность растягиваться под растрескавшимися частями поверхностного слоя. Пленку изобретения можно активировать несколькими способами. Например, пленку можно подвергать растяжению, складыванию, нанесению зазубрин, гофрированию, тиснению, каландрованию с использованием валика с нанесенным рисунком или другому деформированию таким образом, чтобы поверхностный слой был разорван. Предпочтительный способ растяжения пленки заключается в использовании известных методик растяжения, таких как ориентирование в направлении экструдирования (MDO), растяжение в раме или пошаговое растяжение. В особенности предпочтительным способом активирования пленки является способ пошагового растяжения пленки между валиками, находящимися в зацеплении, что описывается в патенте США 4144008. Пошаговое растяжение обладает тем преимуществом, что поверхностный слой можно преимущественно разрушать только в направлении, поперечном направлению экструдирования (CD) для того, чтобы сделать пленку растяжимой только в направлении CD, или только в направлении экструдирования (MD) для того, чтобы сделать пленку растяжимой только в направлении MD. Пленку также можно активировать в направлениях как CD, так и MD для того, чтобы сделать материал растяжимым в обоих направлениях.
Неожиданно было обнаружено, что хрупкий полимерный пленочный слой на эластомерном полимерном пленочном слое будет предотвращать слипание неслипающейся многослойной эластомерной пленки, если ее будут сматывать и хранить в течение определенного периода времени при обычных температурах хранения. Это остается верным вне зависимости от того, будет ли неслипающаяся многослойная эластомерная пленка храниться в активированном или неактивированном состояниях. Необходимо понимать то, что могут быть добавлены и дополнительные стадии переработки, такие как проделывание отверстий в неслипающейся многослойной эластомерной пленке, печать на пленке, резка пленки, ламинирование на пленку дополнительных слоев и другие такие способы, и они попадают в объем данного изобретения.
Пленку изобретения можно ламинировать на слой подложки по известным способам ламинирования. Слоем подложки может являться любой удлиняемый листовидный материал, такой как еще одна полимерная пленка, ткань или бумага. В одном неограничивающем варианте реализации слоем подложки является нетканое полотно. Примеры подходящих для использования нетканых полотен включают нетканые полотна, получаемые по способу скрепления прядением, по способу кардочесания, по способу аэродинамической переработки из расплава и по способу скрепления водяными струями под давлением. Данные полотна могут включать волокна из полиолефинов, таких как полипропилен или полиэтилен, сложных полиэфиров, полиамидов, полиуретанов, эластомеров, вискозы, целлюлозы, их сополимеров или их смесей. Неткаными волокнистыми полотнами или неткаными материалами, которые попадают в объем данного изобретения, считаются бумажные продукты, такие как бумажная салфетка или продукты, подобные бумажной салфетке, включающие сформованные в виде мата волокна на целлюлозной основе или волокна целлюлозы. Нетканые полотна также могут включать волокна, которые обладают гомогенными структурами, или включать двухкомпонентные структуры, такие как оболочка/ядро, «бок о бок», «острова в море» и другие известные двухкомпонентные конфигурации. Для ознакомления с подробным описанием нетканых полотен см. “Nonwoven Fabric Primer and Reference Sampler”, E.A. Vaughn, Association of the Nonwoven Fabrics Industry, 3d Edition (1992). Такие нетканые волокнистые полотна обычно имеют массу в диапазоне приблизительно от 5 граммов на квадратный метр (г/м2) до 75 г/м2. Для целей настоящего изобретения нетканый материал может быть очень легким при основной массе в диапазоне приблизительно от 5 до 20 г/м2 или любой другой основной массе, которая соответствует предотвращению слипания в рулоне при ламинировании на желательную эластомерную пленку. Однако для того, чтобы добиться наличия у получающегося в результате ламината или продукта конечного использования определенных свойств, таких как приятная текстура, подобная текстуре ткани, желательным может оказаться и более тяжелое нетканое полотно с основной массой в диапазоне приблизительно от 20 до 75 г/м2.
Кроме того, в объем данного изобретения попадают и другие типы слоев подложки, такие как тканые материалы, вязаные материалы, сетки, решетки и т.п. Само собой разумеется, что данные материалы можно использовать в качестве защитного слоя, который предотвращает слипание эластомерного пленочного слоя в рулоне. Однако по причинам, связанным со стоимостью, доступностью и легкостью переработки, в качестве ламинатов в способе изобретения предпочтительными обычно являются нетканые материалы.
Пленку изобретения можно ламинировать на слой подложки по известным способам ламинирования. Данные способы ламинирования включают ламинирование при помощи экструдирования, адгезионное ламинирование, термическую сварку, ультразвуковую сварку, соединение при помощи каландрования, точечное соединение и лазерную сварку и другие такие способы. В объем настоящего изобретения также попадают и комбинации данных способов соединения.
Неслипающуюся многослойную эластомерную пленку изобретения также можно ламинировать на два или более таких слоя подложки, как и описанные выше.
Неслипающуюся многослойную эластомерную пленку изобретения можно ламинировать на один или несколько слоев подложки в любой точке способа. Говоря конкретно, пленку можно ламинировать на слой подложки до или после активирования пленки. В случае большинства неэластомерных слоев подложки желательно либо проводить ламинирование до активирования, а после этого активировать ламинат. Либо в альтернативном варианте неслипающуюся многослойную эластомерную пленку можно активировать, слой подложки можно ламинировать на активированную неслипающуюся многослойную эластомерную пленку, затем ламинат активируют второй раз для обеспечения легкости растяжения всех слоев ламината. Если активированную пленку необходимо будет ламинировать на неэластомерную подложку, и активирование после ламинирования будет нежелательно, то тогда неэластомерную подложку можно будет подвергнуть сужению, гофрированию, извиванию, складыванию, собиранию в складки или другой обработке, позволяющей пленочному компоненту ламината растягиваться без разрыва или повреждения второй подложки.
Следующие далее примеры представлены для иллюстрирования различных аспектов настоящего изобретения. Данные примеры никоим образом не предназначены для ограничения изобретения.
Пример 1
Эластомерную пленку получали по способу экструдирования через плоскощелевую экструзионную головку. Пленка включала многослойную структуру АВА, где слои А располагались на поверхности, а слой В располагался в сердцевине. Слои А содержали кристаллический полистирол (NOVA® 3900 от NOVA Chemicals®). Слой В содержал стирол-бутадиен-стирольный (SBS) блок-сополимер (Vector™ 7400 от Dexco™ Polymers LP). Из слоев А и В по способу совместного экструдирования получали пленку, где каждый из слоев А имел толщину, равную приблизительно 20 мкм, а слой В имел толщину, равную приблизительно 80 мкм. Данную пленку сматывали без дополнительной переработки. Фиг.5 демонстрирует полученную по методу СЭМ микрофотографию пленки из примера 1 в горизонтальной проекции. На данной микрофотографии можно видеть (хрупкий полимерный пленочный) слой А 10.
Пример 2
Эластомерную пленку из примера 1 активировали в результате пошагового растяжения в направлениях как CD, так и MD. Использованные способы пошагового растяжения в направлениях как CD, так и MD представляли собой то, что было описано в патенте США № 5865926. Активированную пленку можно было легко растягивать вручную в направлениях как CD, так и MD. Фиг.6а и 6b иллюстрируют полученные по методу СЭМ микрофотографии подвергнутой пошаговому растяжению пленки из примера 2. На данных чертежах можно отчетливо видеть растрескивание поверхности 12 полистирольного поверхностного слоя 10 на эластомерном пленочном слое 20. Данный случай радикально противостоит гладкой поверхности, видимой на фиг.5. Действительно, поверхностные трещины на пленке с фиг.6а и 6b имеют резкие границы, и в просветах трещин 12 можно видеть сердцевинный слой эластомера 20.
Сравнительный пример 1
Эластомерную пленку получали по способу экструдирования через плоскощелевую экструзионную головку. Пленка включала многослойную структуру АВА, где слои А располагались на поверхности, а слой В располагался в сердцевине. Слои А содержали приблизительно 80% линейного полиэтилена низкой плотности (ЛПЭНП) (Attane® 4202 от Dow Chemical Company) и приблизительно 20% полиэтилена низкой плотности (ПЭНП) (Dow® LDPE 640 от Dow Chemical Company). Слой В содержал приблизительно 58% стирол-изопрен-стирольного (SIS) блок-сополимера (Vectorтм 4111 от Dexco Polymers LP), 19% стирол-бутадиен-стирольного (SBS) блок-сополимера (Vectorтм 8508 от Dexco Polymers LP), 19% ПЭНП (Affinity® EG 8200 от Dow Chemical Company) и 4% концентрата белой маточной смеси (Ampacet® 7188763 от Ampacet Corporation). Из слоев А и В по способу совместного экструдирования получали пленку, где слои А имели толщину, равную приблизительно 4 мкм, а слой В имел толщину, равную приблизительно 65 мкм. Данную пленку после получения сматывали без переработки.
Часть пленки из сравнительного примера 1 активировали в результате растяжения пленки в направлении CD. После этого активированную пленку можно было легко растягивать вручную в направлении CD. Фиг.7а и 7b иллюстрируют полученные по методу СЭМ микрофотографии как неактивированной, так и активированной пленки из сравнительного примера 1. В данном случае неактивированный пленочный поверхностный слой 10 имеет гладкую поверхность, но активированный пленочный поверхностный слой 10 ясно обнаруживает появление морщин и микротекстурирования 14 на удлиняемых полиэтиленовых поверхностных слоях. Поверхностные слои, несмотря на наличие текстурирования, все еще остаются непрерывными по всей поверхности пленки. Внешний вид данной пленки достаточно сильно отличается от внешнего вида активированной пленки из примера 2, для которой растрескивание поверхности полистирольных поверхностных слоев на эластомерной пленке можно ясно видеть на фиг.6а и 6b. Обращается внимание на то, что в обеих пленках можно видеть частицы красителя белой маточной смеси.
Сравнительный пример 2
Эластомерную пленку получали по способу экструдирования через плоскощелевую экструзионную головку. Пленка включала многослойную структуру АВА, где слои А располагались на поверхности, а слой В располагался в сердцевине. Слои А содержали приблизительно 60% блок-сополимера SIS (Vector™ 4211А от Dexco™ Polymers LP) и приблизительно 40% маточной смеси, препятствующей слипанию, (AB MB 6017-PS от Polytechs SAS, содержащей приблизительно 20% синтетического вещества, препятствующего слипанию, на основе диоксида кремния в носителе на основе полистирольной смолы), что в результате приводило к получению конечной концентрации вещества, препятствующего слипанию, равной приблизительно 8% в каждом слое А. Слой В содержал приблизительно 46% блок-сополимера SIS (Vector™ 4211А от Dexco™ Polymers LP), 21% блок-сополимера SBS (Vector™ 7400 от Dexco™ Polymers LP), 30% маточной смеси, препятствующей слипанию, (AB MB 6017-PS от Polytechs SAS, содержащей приблизительно 20% синтетического вещества, препятствующего слипанию, на основе диоксида кремния в носителе на основе полистирольной смолы), что в результате приводило к получению конечной концентрации вещества, препятствующего слипанию, равной приблизительно 6% в каждом слое В, и 3% концентрата белой маточной смеси (Schulman® 8500 от компании Schulman Corporation). Из слоев А и В по способу совместного экструдирования получали пленку, где каждый из слоев А имел толщину, равную приблизительно 4 мкм, а слой В имел толщину, равную приблизительно 65 мкм. Данную пленку сматывали без дополнительной переработки.
Часть пленки из сравнительного примера 2 активировали в результате растяжения пленки в направлении CD. После этого активированную пленку можно было легко растягивать вручную в направлении CD. Активированную пленку можно было легко растягивать вручную в направлениях как CD, так и MD. Фиг.8а и 8b иллюстрируют полученные по методу СЭМ микрофотографии как неактивированной, так и активированной пленки из сравнительного примера 2. В ходе реализации способа экструдирования имело место разрушение 16, продемонстрированное на поверхностном слое 10. Тем не менее, за исключением данного разрушения неактивированная и активированная пленки имели гладкие поверхности при отсутствии каких-либо признаков либо растрескивания из примера 2, либо микротекстурирования из сравнительного примера 1. Кроме того, на обеих микрофотографиях можно видеть частицы вещества, препятствующего слипанию.
Конкретные иллюстрации и варианты реализации, описанные в настоящем документе, по своей природе представляют собой только лишь примеры и не предназначены для ограничения изобретения, определенного в формуле изобретения. С учетом данного описания изобретения специалисту в соответствующей области техники будут очевидны и дополнительные варианты реализации и примеры, которые попадают в объем заявленного изобретения.
Дополнительный пример, демонстрирующий эластомерную пленку с хрупким неслипающимся верхним слоем, в которой внутренний слой представляет собой эластомер на основе полиолефина.
Эластомерную пленку получали по способу экструдирования через плоскощелевую экструзионную головку. Пленка включала многослойную структуру АВА, где слои А располагались на поверхности, а слой В располагался в сердцевине. Слои А содержали кристаллический полистирол (СХ5243 от Petrochemicals®). Слой В содержал полиолефиновый эластомер на основе полипропилена (Vistamaxxтм 6102 от ExxonMobil Chemicals). Из слоев А и В по способу совместного экструдирования получали пленку, где каждый из слоев А имел толщину, равную приблизительно 7 мкм, а слой В имел толщину, равную приблизительно 35 мкм. Данную пленку сматывали без дополнительной переработки. После хранения пленку можно было легко разматать без слипания.
Данную многослойную эластомерную пленку активировали в результате пошагового растяжения в направлениях как CD, так и MD, как описано в патенте США №5865926. Активированную пленку можно было легко растягивать вручную в направлениях как CD, так и MD. Растрескивание поверхности полистирольного поверхностного слоя на эластомерном пленочном слое было подобно тому, что представлено на стр.4 чертежей настоящей заявки.
Реферат
Настоящее изобретение относится к неслипающейся многослойной эластомерной пленке, а также к способу ее получения. Пленка включает первый хрупкий полимерный пленочный слой, который не может растягиваться до более чем 110% от своего первоначального размера без разрыва или растрескивания, и второй эластомерный полимерный пленочный слой. Первый полимерный слой соединяют с первой поверхностью второго полимерного пленочного слоя. Первый слой представляет собой полистирол, а второй слой выбирают из группы, включающей блок-сополимер стирола и эластомерного полиолефина. Многослойную пленку можно активировать с разрушением первого хрупкого полимерного слоя и с приданием многослойной пленке эластомерности. Пленка может растягиваться до приблизительно 150% от своего первоначального размера и восстанавливаться после растяжения до не более чем 120% от своего первоначального размера. Способ получения указанной пленки включает обеспечение наличия неслипающегося многослойного пленочного слоя и активирование неслипающейся многослойной пленки с разрушением хрупкого полимерного пленочного слоя и приданием неслипающейся многослойной пленке эластомерности. Технический результат - получение эластомерной пленки, характеризующейся привлекательной текстурой поверхности, которую возможно сматывать в рулон и хранить без слипания. 2 н. и 17 з.п. ф-лы, 8 ил.
Формула
где первый слой содержит хрупкий полимер, выбранный из полистирола, и второй слой содержит эластомерный полимер, выбранный из группы, включающей блок-сополимер стирола и эластомерные полиолефины,
где первый полимерный слой соединяют с первой поверхностью второго полимерного пленочного слоя, и где многослойную пленку можно активировать с разрушением первого хрупкого полимерного пленочного слоя и приданием многослойной пленке эластомерности, которая может растягиваться, по меньшей мере, до приблизительно 150% от своего первоначального размера, и которая после этого восстанавливается до не более, чем 120% от своего первоначального размера.
а) обеспечение наличия неслипающегося многослойного пленочного слоя, включающего первый полимерный пленочный слой, содержащий хрупкий полимер, выбранный из полистирола, где хрупкий полимер не может растягиваться до более чем 110% от своего первоначального размера без разрыва или растрескивания, соединенный с первой поверхностью второго полимерного пленочного слоя, содержащего эластомерный полимер, выбранный из группы, включающей блок-сополимер стирола и эластомерные полиолефины; и
b) активирование неслипающейся многослойной пленки с разрушением хрупкого полимерного пленочного слоя и приданием неслипающейся многослойной пленке эластомерности, которая может растягиваться, по меньшей мере, до приблизительно 150% от своего первоначального размера, и которая после этого восстанавливается до не более, чем 120% от своего первоначального размера.
Комментарии