Упаковочный материал и способ его изготовления - RU2739313C2
Код документа: RU2739313C2
Чертежи
Описание
Область техники, к которой относится изобретение
Данное изобретение относится к упаковочным материалам и к адаптации для включения колпачка или крышки.
Уровень техники
Продуктовая тара с колпачками или крышками хорошо известна. После изготовления упаковочных материалов, которые затем сгибаются в продуктовую тару, могут возникать чувствительные зоны, в которых взаимодействуют различные компоненты и/или слои упаковочного материала.
Упаковочные материалы могут содержать различные слои. В качестве примера, упаковочный материал может содержать картон по меньшей мере с одним декоративным слоем, нанесенным на его одну сторону с образованием наружной поверхности упаковки, и содержащим полимерный состав или слой на своей наружной стороне, не обязательно, защитную фольгу, например алюминиевую, и находящимся на внутреннем слое в контакте с продуктом, подлежащим хранению в продуктовой таре. Если продуктовая тара должна быть адаптирована для колпачка или крышки, то необходимо выполнять подгонку упаковочного материала. Известно, что перед нанесением любых дополнительных слоев картона, картон адаптируется для последующего нанесения колпачка посредством включения для этой цели отверстия. Такие отверстия для колпачков и крышек часто имеют слабые или чувствительные зоны при нанесении следующих слоев, например, за счет проблем сцепления между дополнительными слоями в отверстии и вокруг его места расположения.
Кроме того, включения воздуха в виде воздушных карманов могут создаваться во время ламинирования упаковочных материалов, что приводит к не идеальному сцеплению между слоями материала, закрывающими отверстие. Если отверстие выполнено в материале сердечника, то воздух может захватываться при нанесении пленочных материалов, таких как продуктов ламинирования, на кромках отверстия, поскольку материал для ламинирования не всегда полностью следует за кромками отверстий. Отверстие обычно штампуется в материале сердечника с помощью ортогонального толкателя под прямым углом к поверхности упаковочного материала.
Слабое сцепление слоев является основной причиной многих упаковочных дефектов, а также ограничивает производственную скорость и может приводить к вынужденному использованию чрезмерного количества металлической фольги и полимерных покрытий.
Желательно найти новые пути и изделия для обеспечения лучшего взаимодействия между компонентами упаковочной тары, с целью уменьшения дефектов, обусловленных взаимодействием.
Существует потребность в новых упаковочных материалах и способах, которые способны уменьшить проблему сцепления между отдельными слоями и компонентами упаковочного материала.
Сущность изобретения
Данное изобретение относится к уменьшению проблемы сцепления между отдельными слоями упаковочного материала в связи с отверстиями, выполняемыми в упаковочном материале, например, в связи с предпочтительно ламинированными отверстиями в упаковочных материалах. Воздушные карманы могут образовываться во время ламинирования предварительно пробитых отверстий в упаковочных материалах. Воздушные карманы могут также возникать за счет сильного нарушения непрерывности на кромках предварительно пробитых отверстий.
Когда подложка, подлежащая ламинированию, имеет небольшие отверстия, то важно также получать хорошее сцепление между слоями ламината. Если как толщина подложки, так и размер отверстия являются небольшими и сравнимыми по размеру, то это становится тем более важным.
Данное изобретение предлагает путь получения более гладких изменений толщины у кромок отверстий. У отверстий и вокруг них предпочтительно имеется наклон по меньшей мере на одной стороне упаковочного материала, означающий, что толщина упаковочного материала постепенно уменьшается в зоне вокруг отверстия. Уменьшенная толщина материала вокруг отверстия приводит к положительным эффектам во время ламинирования. Наклон у отверстия и вокруг него может быть выполнен посредством вырезания и/или сжатия. Вырезание и/или сжатие предпочтительно выполняется по меньшей мере на одной стороне упаковочного материала, предусмотренной в качестве внутренней стороны упаковки. Дополнительно к этому, отверстие упаковочного материала можно пробивать со стороны упаковочного материала, предусмотренной в качестве внутренней стороны упаковки, в направлении стороны, предусмотренной в качестве наружной стороны упаковки.
Данное изобретение обеспечивает такие преимущества, как улучшенное сцепление между слоями упаковочного материала, уменьшенная опасность утечки и улучшенная возможность открывания.
Данное изобретение обеспечивает в целом улучшенные характеристики упаковки.
Одной задачей данного изобретения является создание упаковочного материала, содержащего слой сердцевинного материала, имеющий зону, проходящую радиально от кромки отверстия в указанный слой сердцевинного материала, при этом указанная зона имеет линейно или нелинейно уменьшающуюся толщину слоя сердцевинного материала в направлении кромки отверстия.
Согласно одному варианту выполнения, сердцевинный материал является пластмассой, бумагой, картоном или тонким картоном.
Согласно одному варианту выполнения, толщина сердцевинного материала у кромки отверстия уменьшена по меньшей мере на 30%, предпочтительно по меньшей мере на 50%, предпочтительно на 50-95%.
Согласно одному варианту выполнения, зона проходит радиально по меньшей мере на 1 мкм от отверстия, предпочтительно по меньшей мере на 2,5 мкм, предпочтительно по меньшей мере на 5 мкм.
Согласно одному варианту выполнения, зона уменьшенной толщины сердцевинного материала предусмотрена на одной стороне сердцевинного материала, предназначенной в качестве части внутренней стороны готовой упаковки.
Согласно одному варианту выполнения, зона уменьшенной толщины сердцевинного материала предусмотрена на обеих сторонах слоя сердцевинного материала.
Согласно одному варианту выполнения, сердцевинный материал снабжен наружным слоем, содержащим по меньшей мере один полимерный слой на одной стороне слоя сердцевинного материала; и/или снабжен внутренним слоем, содержащим по меньшей мере один полимерный слой; и, не обязательно, защитный слой и/или запечатывающий слой на другой стороне слоя сердцевинного материала.
Задачей данного изобретения является создание способа изготовления упаковочного материала, согласно данному изобретению, в котором зона уменьшенной толщины сердцевинного материала получается посредством сжатия и/или пробивания слоя сердцевинного материала.
Согласно одному варианту выполнения, сжатие выполняется перед, одновременно и/или после пробивания отверстия в слое сердцевинного материала.
Согласно одному варианту выполнения, сжатие больше у кромки отверстия и постепенно уменьшается линейно или нелинейно в радиальном направлении от кромки отверстия.
Согласно одному варианту выполнения, пробивание отверстия выполняется с использованием наклонного пробойника, расположенного не ортогонально относительно сердцевинного материала.
Согласно одному варианту выполнения, пробивание отверстия выполняется на стороне слоя сердцевинного материала, предназначенного в качестве внутренней стороны готовой упаковки. Отверстие в слое сердцевинного материала выполняется со стороны сердцевинного материала, предназначенной в качестве внутренней стороны подлежащей изготовлению упаковки, в направлении другой стороны сердцевинного материала, предназначенной в качестве наружной стороны упаковки.
Согласно одному варианту выполнения, пробивание отверстия выполняется с использованием по меньшей мере одного пробивного инструмента под углом к поверхности слоя сердцевинного материала меньше 90°. Угол может предпочтительно составлять до 85°.
Согласно одному варианту выполнения, используются по меньшей мере два пробивных инструмента для пробивания отверстия слоя сердцевинного материала, и указанные пробивные инструменты имеют различные направления пробивания для получения наклона на обеих сторонах слоя сердцевинного материала.
Согласно одному варианту выполнения, два пробивных инструмента образуют угол друг с другом 10-178°.
Согласно одному варианту выполнения, наклонный пробойник включает пробивную систему, имеющую различные пробивные направления для получения наклонов на обеих сторонах сердцевинного материала. Например, пробивная система включает две расположенные ортогонально относительно друг друга пробойные части.
Согласно одному варианту выполнения, пробойник расположен в машинном направлении (MD).
Согласно одному варианту выполнения, сердцевинный материал снабжен наружным слоем, содержащим по меньшей мере один полимерный слой на одной стороне сердцевинного материала и/или снабжен внутренним слоем, содержащим по меньшей мере один полимерный слой и, не обязательно, защитным слоем в виде пленки на другой стороне сердцевинного материала.
Согласно одному варианту выполнения, сторона сердцевинного материала, на которую сначала наносится дополнительный слой и которая обрабатывается для получения уменьшенной толщины сердцевинного материала, является стороной сердцевинного материала, предназначенной в качестве внутренней стороны подлежащей изготовлению упаковки.
Согласно одному варианту выполнения, когда нанесен первый слой или покрытие, то слой сердечника приводится в контакт с роликом на противоположной стороне слоя сердечника, с целью обеспечения растяжения сердцевинного материала. Когда наносится любой следующий слой, то слой сердечника с первым слоем приводится в контакт с роликом на противоположной стороне слоя сердечника, с целью обеспечения растяжения первого слоя и любого следующего слоя (слоев).
Задачей данного изобретения является получение упаковочного материала, изготовленного с помощью данного способа.
Задачей данного изобретения является создание упаковки или контейнера, содержащего данный упаковочный материал.
Задачей данного изобретения является использование данного упаковочного материала или контейнера/упаковки для пищевых продуктов или напитков.
Краткое описание чертежей
На чертежах изображено:
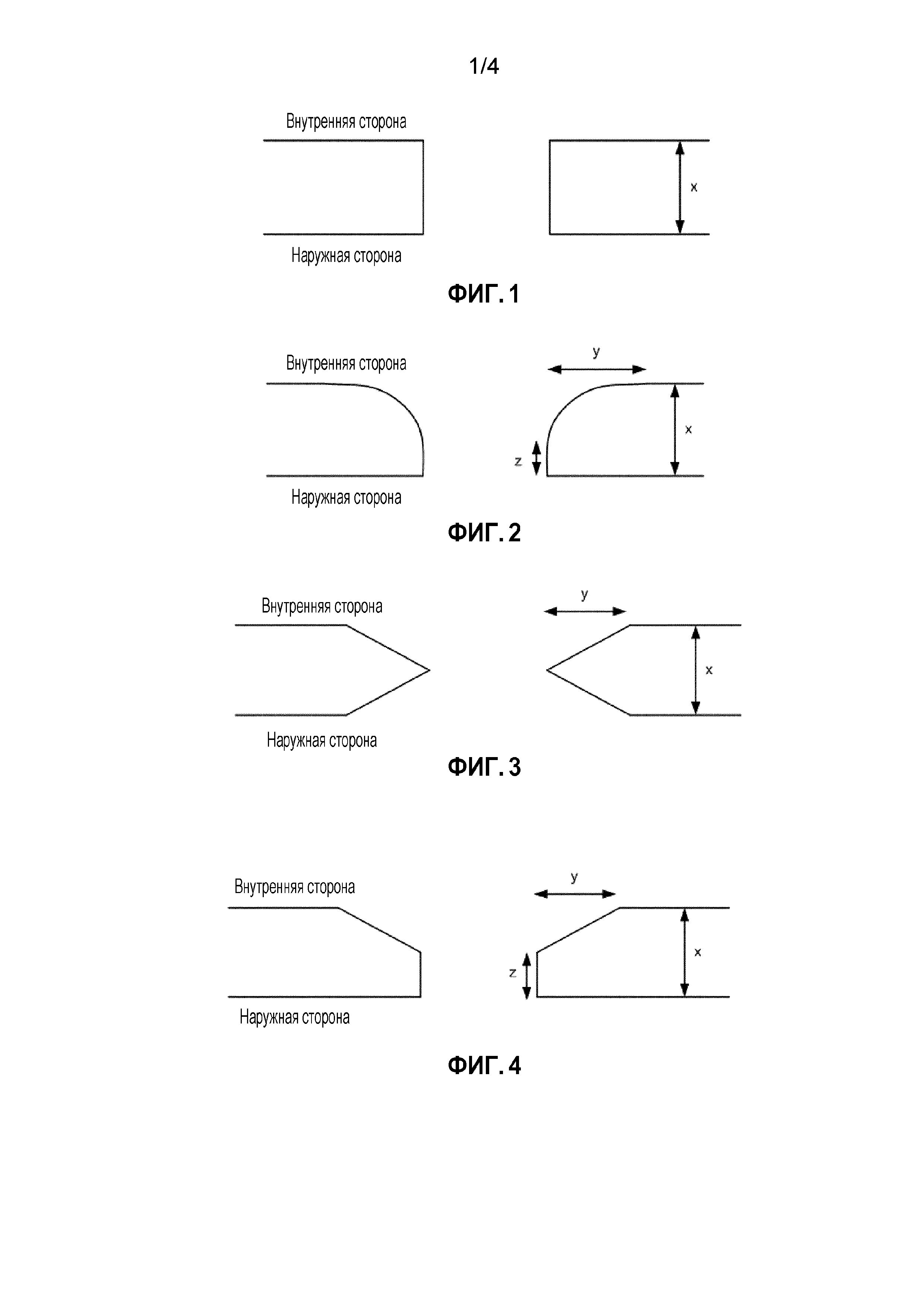
фиг. 1 - отверстие в слое сердцевинного материала;
фиг. 2-4 - отверстия в слое сердцевинного материала, имеющего зоны уменьшенной толщины слоя в направлении отверстия;
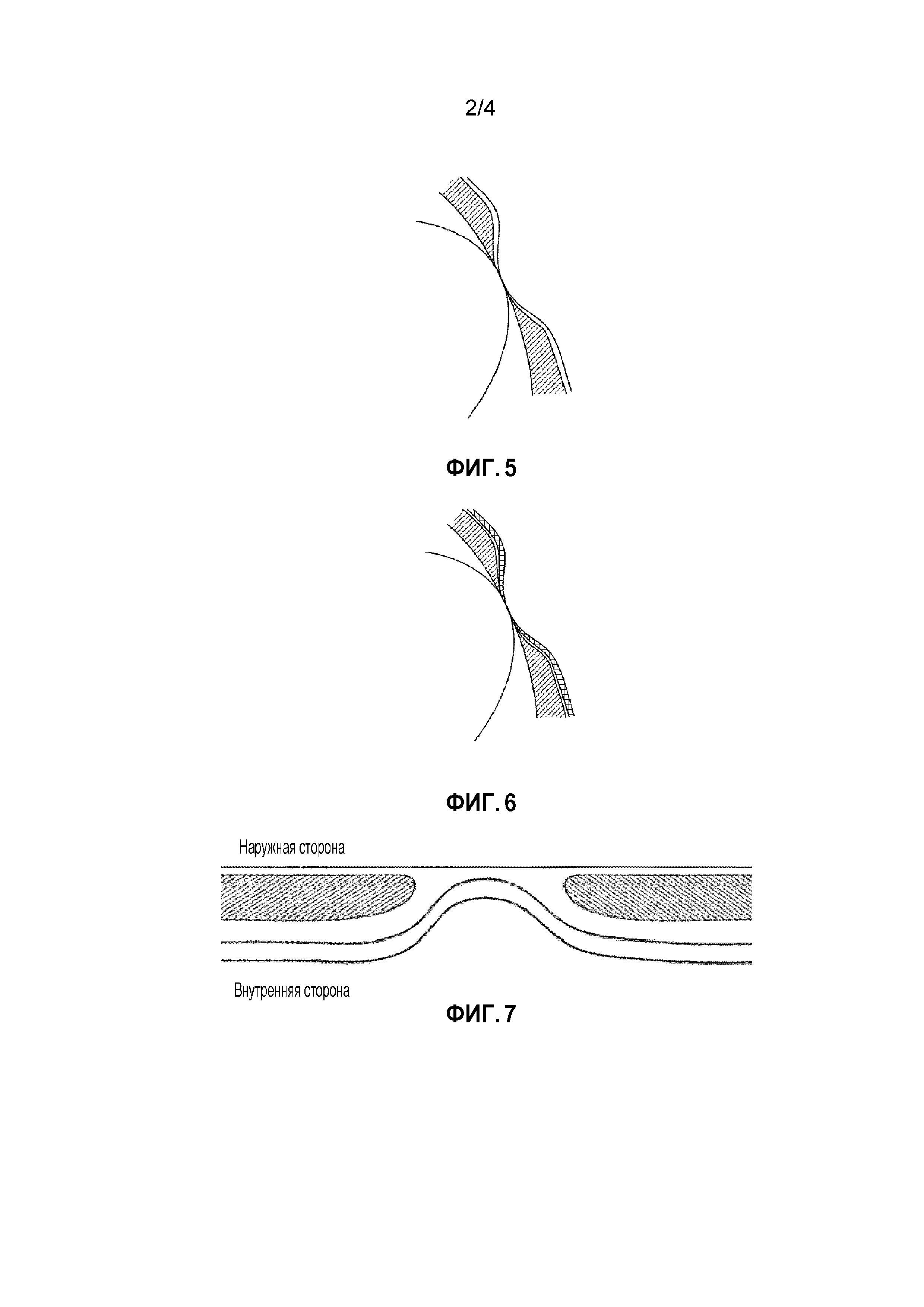
фиг. 5 - слой сердцевинного материала с нанесенным на него слоем, при этом слой сердцевинного материала опирается на прижимной ролик;
фиг. 6 - слой сердцевинного материала с нанесенными на него слоями, при этом слой сердцевинного материала опирается на прижимной ролик;
фиг. 7 - упаковочный материал, имеющий слой сердцевинного материала и нанесенные на него слои на обеих его сторонах;
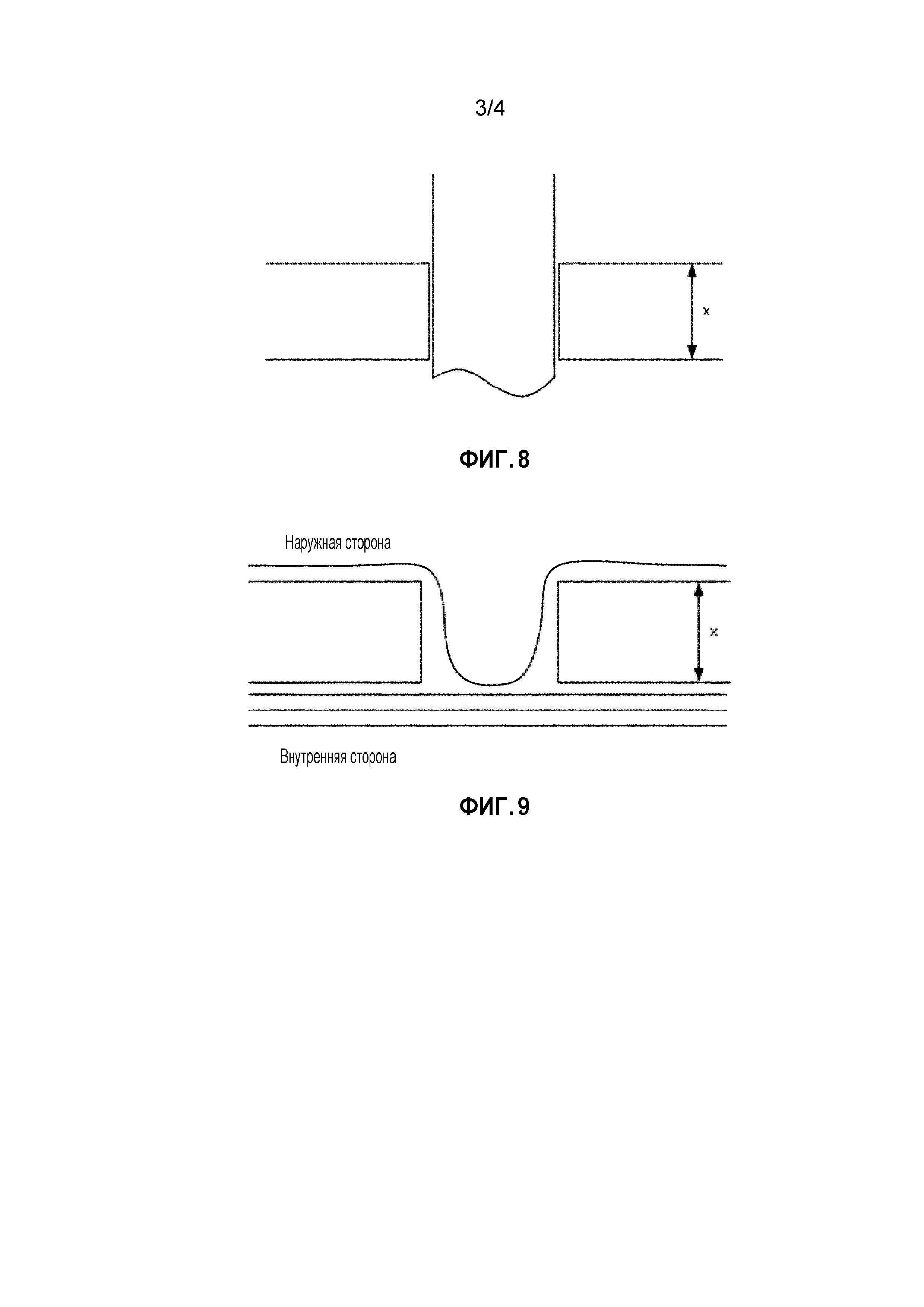
фиг. 8 - ортогональный пробивной инструмент, выполняющий отверстие в слое сердцевинного материала ортогональным образом;
фиг. 9 - упаковочный материал, имеющий слой сердцевинного материала и нанесенные на него слои на обеих его сторонах;
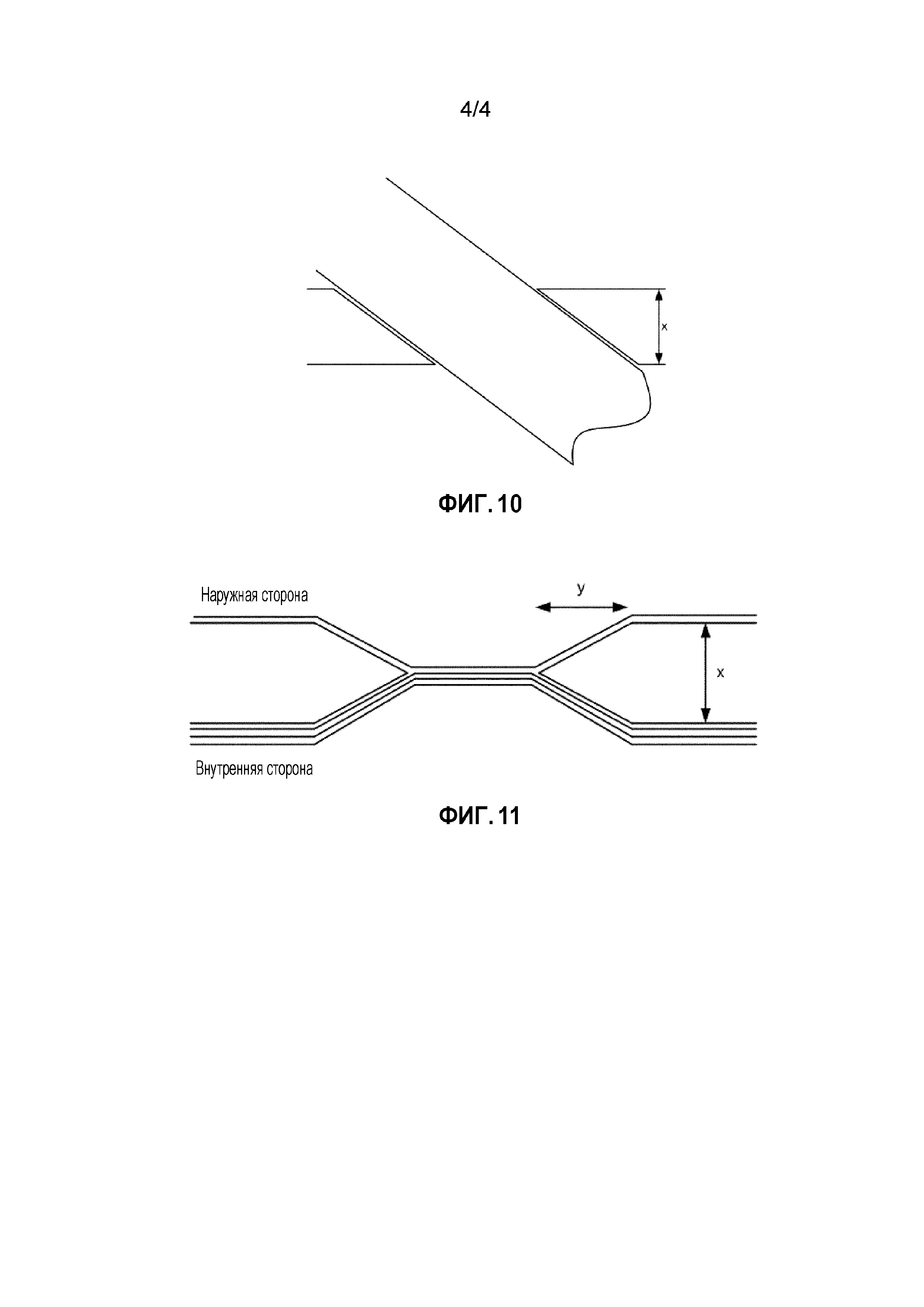
фиг. 10 - наклоненный пробивной инструмент, выполняющий отверстие в слое сердцевинного материала наклонным образом;
фиг. 11 - упаковочный материал, имеющий слой сердцевинного материала и нанесенные на него слои на обеих его сторонах.
Подробное описание
Упаковочный материал, согласно данному изобретению, содержит слой сердцевинного материала, наружный слой и внутренний слой, при этом наружный слой и внутренний слой нанесены на противоположные стороны слоя сердцевинного материала. Наружный слой, нанесенный на одну сторону слоя сердцевинного материала, предназначен для образования наружной поверхности подлежащей созданию упаковки, при этом наружная поверхность и наружный слой обращены к окружению упаковки. Внутренний слой нанесен на наружную сторону слоя сердцевинного материала и предназначен для создания внутренней поверхности изготавливаемой упаковки, которая находится в контакте с хранящимся в упаковке материалом.
Сердцевинный материал может быть листом, предпочтительно выполненным из пластмассы, бумаги, картона или тонкого картона.
Наружный слой может содержать по меньшей мере один слой полимерного материала, который нанесен на слой сердцевинного материала. Кроме того, один из слоев, образующих наружный слой, может быть декоративным слоем, образующим наружную поверхность изготавливаемой упаковки.
Печатный слой может быть включен на слой сердцевинного материала вблизи наружного слоя.
Внутренний слой может содержать по меньшей мере один слой полимерного материала.
Защитный слой может быть предусмотрен между слоем сердцевинного материала и внутренними слоем. Защитный слой может быть пленкой, такой как металлическая фольга, предпочтительно алюминиевая фольга. Защитный слой защищает от кислорода и света для сохранения питательных свойств и ароматов пищевого продукта в упаковке при окружающих температурах.
Дополнительно к этому, может быть предусмотрен слой ламинирования между защитным слоем и слоем сердцевинного материала. Слой ламинирования может быть по меньшей мере одним слоем полимерного материала.
Согласно одному варианту выполнения, слои упаковочного материала, предназначенные для внутренней стороны готовой упаковки, которые находятся в контакте с материалом внутри упаковки, содержат, начиная со слоя сердцевинного материала: слой ламинирования, защитный слой и запечатывающий слой. Слой ламинирования обеспечивает прилипание сердцевинного материала к любому нанесенному защитному слою. Запечатывающий слой обеспечивает герметизацию упаковки.
Полимерные слои упаковочного материала могут быть полимерным материалом любого типа, предпочтительно пластмассовым материалом, таким как полиэтилен.
Для снабжения колпачком или крышкой, слой сердцевинного материала снабжен отверстием, при этом отверстие и его окружение на слое сердцевинного материала предпочтительно обработаны так, что поперечное сечение слоя сердцевинного материала вокруг отверстия имеет наклонную структуру. Наклон получается в виде постепенного увеличения толщины сердцевинного материала, начиная от кромки отверстия в направлении окружения, до получения полной толщины сердцевинного материала. Толщина сердцевинного материала может изменяться, т.е. уменьшаться относительно полной толщины сердцевинного материала, на одной или на обеих сторонах сердцевинного материала. Полная толщина сердцевинного материала может уменьшаться в направлении пробитого отверстия постепенно, например, линейным или нелинейным образом. Нелинейное уменьшение толщины может быть экспоненциальным уменьшением. На фиг. 1 показано обычное ортогонально пробитое отверстие в слое сердцевинного материала. Толщина слоя сердечника обозначена позицией х. На фиг. 2-4 показаны сердцевинные материалы, имеющие зоны уменьшения толщины сердцевинного материала линейным и нелинейным образом. Полная толщина сердцевинного материала обозначена как на фиг. 1 позицией х. Уменьшающаяся толщина слоя сердечника показана в виде радиального расстояния y от кромки отверстия. Остаточная толщина слоя сердечника у кромки отверстия, выполненного ортогональным образом, обозначена позицией z.
Согласно одному варианту выполнения, изменение толщины сердцевинного материала в наклонной зоне может составлять 30-95% толщины сердцевинного материала. Кроме того, толщина сердцевинного материала у кромки отверстия может быть уменьшена по меньшей мере примерно до 30%, предпочтительно по меньшей мере до 50% по сравнению с полной толщиной сердцевинного материала. При рассматривании по оси z, заданной в качестве ортогональной к плоскости, в которой расположена поверхность слоя сердечника, имеется полное уменьшение толщины сердцевинного материала по меньшей мере на 30%.
Согласно одному варианту выполнения, степень наклона от кромки отверстия за счет уменьшения толщины материала в радиальном направлении от отверстия составляет по меньшей мере 1 мкм, по меньшей мере 2,5 мкм, по меньшей мере 5 мкм, по меньшей мере 10 мкм, по меньшей мере 50 мкм, по меньшей мере 100 мкм или по меньшей мере 200 мкм от отверстия. Длина зоны может составлять до примерно 2 мм, примерно до 1 мм, примерно до 800 мкм, до 600 мкм, до 200 мкм или до 100 мкм. Верхняя и нижняя величины могут комбинироваться в приемлемые диапазоны. При рассматривании в плоскости вдоль осей х и у, имеется наклонная зона по меньшей мере 1 мкм, окружающая отверстие, в которой имеется уменьшенная толщина сердцевинного материала. На фиг. 2-4 и 11 зона с наклонной структурой обозначена позицией у.
Согласно одному варианту выполнения, проходящая радиально зона с уменьшенной толщиной сердцевинного материала расположена по меньшей мере на одной стороне слоя сердцевинного материала, предпочтительно расположена на стороне слоя сердцевинного материала, которая предназначена в качестве внутренней стороны упаковки. В качестве альтернативного решения, проходящая радиально зона с уменьшенной толщиной сердцевинного материала может иметься на обеих сторонах слоя сердцевинного материала, как показано на фиг. 3.
Если наклон или уменьшение толщины сердцевинного материала получен посредством сжатия, то это может быть выполнено одновременно с выполнением отверстия, перед и/или после выполнения отверстия. Если отверстие выполнено, например, с помощью ортогонального пробивного инструмента, то стадия сжатия может быть предусмотрена перед, во время и/или после указанной пробивки отверстия. На фиг. 8 показан ортогональный пробивной инструмент во время пробивания отверстия в слое сердцевинного материала. После пробивания отверстия, кромки и стенки отверстия ортогональны относительно друг другу. При приложении давления к кромке отверстия и его окружению, слой сердцевинного материала сжимается. Предпочтительно, прикладываемое сжатие больше непосредственно у кромки отверстия и постепенно уменьшается, например линейно или нелинейно, в радиальном направлении от кромки отверстия. При рассматривании слоя сердечника в поперечном сечении, такое сжатие приводит к образованию конусной формы вокруг отверстия на стороне слоя сердцевинного материала, подвергаемой сжатию. В одном варианте выполнения, показанном на фиг. 7, сжатие выполнено на стороне слоя сердцевинного материала, предусмотренной для расположения внутри готовой упаковки.
В качестве альтернативы или дополнительно к сжатию, отверстие может выполняться с помощью наклонного пробивного инструмента, что приводит к тому, что слой сердечника имеет наклонное поперечное сечение, проходящее радиально наружу от отверстия. Это показано на фиг. 10.
В одном варианте выполнения пробивание отверстия выполняется со стороны слоя сердцевинного материала, предназначенной в качестве обращенной внутрь готовой упаковки.
Может быть предусмотрена пробивная система, имеющая по меньшей мере два пробивных инструмента. Если используются по меньшей мере два пробивных инструмента для выполнения отверстия, то пробивные инструменты могут иметь различные направления пробивания для получения наклонов на обеих сторонах слоя сердцевинного материала. Пробивные инструменты могут быть предназначены для пробивания отверстий под наклонным углом (меньше прямого угла) относительно плоскости, в которой расположен слой сердцевинного материала. Два пробивных инструмента могут быть расположены противоположно друг другу на одной и той же стороне или на противоположной стороне слоя сердцевинного материала и плоскости, которую он образует. Предпочтительно, самый малый угол между каждым пробивным инструментом и плоскостью, в которой расположен слой сердцевинного материала, приблизительно одинаков для обоих пробивных инструментов. На фиг. 10 показан наклонный пробивной инструмент, пробивающий отверстие в слое сердцевинного материала. Два пробивных инструмента могут быть расположены ортогонально относительно друг друга. Пробивные инструменты могут быть расположены в любом направлении относительно машины, но положение в машинном направлении является предпочтительной по сравнению с положением, поперечным машинному направлению, т.е. поперек направления транспортировки машины. Положение в машинном направлении пробивного инструмента означает, что инструмент проходит и отходит в том же направлении, что и направление транспортировки сердцевинного материала через машину для изготовления упаковочного материала, т.е. вдоль оси транспортировки сердцевинного материала в машине для изготовления упаковочного материала. Положение в машинном направлении обеспечивает плавное изменение толщины слоя сердцевинного материала. Это означает подготовку отверстия под различным углом. Было установлено, что предусмотрение отверстия в слое сердцевинного материала, которое проходит под углом меньше 90°, улучшает сцепление слоев во время последующего процесса ламинирования. В этом случае пробивной инструмент наклонен и не ортогонален поверхности слоя сердцевинного материала. Отверстие может пробиваться так, что зона слоя сердцевинного материала вокруг кромок отверстия наклонена на обеих сторонах слоя сердцевинного материала. В одном варианте выполнения отверстие предпочтительно выполнено посредством пробивания отверстия два раза под углом меньше 90° относительно поверхности слоя сердцевинного материала, при этом две части пробивного инструмента расположены под углом друг к другу 10-178°, таком как 20-170°, 40-160° или 50-150°. Если используются два пробивных инструмента, то они могут быть расположены под углом по меньшей мере 90° друг к другу. Таким образом, отверстие, вырезанное в слое сердечника, оказывает воздействие на обе стороны слоя сердечника, так что его поперечное сечение получает наклон с обеих сторон. Отверстие может вырезаться под углом 1-85° относительно поверхности слоя сердечника, таком как 5-80°, 10-70° или 15-65°. Согласно одному варианту выполнения, наклон от кромки отверстия за счет уменьшения толщины сердцевинного материала, проходит радиально от кромки отверстия по меньшей мере на 1 мкм, предпочтительно по меньшей мере на 2 мкм, предпочтительно по меньшей мере на 5 мкм. При таком вырезании отверстия, зона, затронутая наклоном, т.е. уменьшенной толщиной сердцевинного материала, может предпочтительно составлять по меньшей мере 100 мкм, например, по меньшей мере 200 мкм, от отверстия. Зона может иметь прохождение до примерно 1 мм, например, до примерно 800 мкм.
В одном варианте выполнения сторона слоя сердечника, имеющая наклонный профиль толщины вокруг отверстия, может быть стороной, на которую в последующем наносятся слои. Использование наклонного профиля толщины слоя сердцевинного материала в направлении выполненного отверстия помогает скреплению любых следующих слоев, например, слоя (слоев) ламината и защитных слоев, с кромкой отверстия. Улучшенное скрепление обеспечивает большее сцепление слоев у отверстия и у кромки отверстия готового упаковочного материала. Во время и/или после нанесения ламината и/или защитных слоев, противоположная сторона слоя сердцевинного материала может приводиться в контакт с прижимным роликом. На фиг. 5 показан контакт между прижимным роликом и слоем сердечника с нанесенными слоями. Прижимной ролик может быть большого размера, т.е. иметь большой диаметр. Комбинация наклона и контакта с изогнутой поверхностью прижимного ролика приводит к тому, что слои, нанесенные на указанную сторону, лучше сцепляются со слоем сердечника в зоне с наклонным профилем толщины слоя сердцевинного материала. В результате получается более гладкая комбинация слоев, и улучшается сцепление между этими слоями вокруг зоны отверстия.
Растяжение слоев, нанесенных на слой сердцевинного материала, может осуществляться для обеспечения гладкого соединения между слоями.
Во время дальнейшего изготовления упаковочного материала, сердцевинный материал, включая ламинирование и защитные слои, может быть снабжен запечатывающий слоем. Предпочтительно, противоположная сторона слоя сердцевинного материала приводится в контакт с прижимным роликом небольшого размера, т.е. его диаметр меньше диаметра используемого ранее ролика для нанесения ламината и защитных слоев. В этом случае прижимной ролик меньшего диаметра растягивает ламинат и защитные слои, и в особенности защитный слой. Во время и/или после нанесения герметизирующего слоя, противоположная сторона слоя сердцевинного материала может приводиться в контакт с указанным прижимным роликом. На фиг. 6 показан контакт между прижимным роликом и слоем сердечника с нанесенными слоями. В результате получается более гладкая комбинация и сцепление между этими слоями вокруг зоны отверстия.
Другая сторона слоя сердечника, предназначенная для наружной части изготавливаемой упаковки, может быть снабжена покрытием перед или после нанесения слоев на внутреннюю сторону упаковочного материала. На фиг. 7 показан упаковочный материал со слоем сердечника с нанесенными на обе стороны слоями.
На фиг. 9 показан обычный упаковочный материал с отверстием, выполненным ортогональным пробойником на поверхности слоя сердечника. Такие упаковочные материалы могут иметь проблемы сцепления между слоями, которые не желательны, например, в точке пересечения между кромками отверстия, наружным слоем и первым слоем на противоположной стороне слоя сердечника.
На фиг. 7 показан вариант выполнения, в котором кромка отверстия и окружающая зона имеют уменьшающуюся толщину слоя сердечника, т.е. профиль, который приводит к улучшенному сцеплению слоев у и вокруг отверстия по сравнению с показанным на фиг. 9 вариантом выполнения.
На фиг. 11 показан другой вариант выполнения, в котором кромка отверстия и окружающие зоны имеют профиль с уменьшающейся толщиной слоя сердечника на обеих сторонах слоя сердечника, что приводит к еще более улучшенному сцеплению между слоями у и вокруг отверстия.
В варианте выполнения на фиг. 11, согласно данному изобретению, показано, что слой сердцевинного материала, например картона, может быть покрыт наружным слоем, показанным здесь в виде верхнего слоя на картоне. На другой стороне слоя сердцевинного материала показаны, начиная со слоя сердцевинного материала: слой ламинирования, защитный слой и запечатывающий слой.
Упаковочный материал может быть получен с помощью данного способа. Различные типы контейнеров можно получать из упаковочного материала, согласно данному изобретению. Упаковочный материал или контейнер, согласно данному изобретению, можно использовать для пищевых продуктов, которые могут быть предпочтительно жидкими.
Реферат
Изобретение относится к области упаковки пищевых продуктов и касается упаковочного материала и к его адаптации для включения колпачка или крышки. Упаковочный материал содержит слой сердцевинного материала, имеющий зону, проходящую радиально от кромки отверстия в слой сердцевинного материала, при этом указанная зона имеет профиль линейно или нелинейно уменьшающейся толщины слоя сердцевинного материала в направлении кромки отверстия. Сердцевинный материал выполняют из бумаги, картона или тонкого картона и при этом сердцевинный материал снабжен наружным слоем, содержащим по меньшей мере один полимерный слой на одной стороне и/или снабжен внутренним слоем, содержащим по меньшей мере один полимерный слой на другой стороне слоя сердцевинного материала, как закрывающие отверстие и сцепленные друг с другом у отверстия. Изобретение обеспечивает улучшенное сцепление между слоями упаковочного материала, уменьшенную опасность утечки и улучшенную возможность открывания. 4 н. и 11 з.п. ф-лы, 11 ил.
Формула
Документы, цитированные в отчёте о поиске
Упаковочный материал в виде полотна и способ его производства
Патенты аналоги
Упаковочный материал в виде полотна и способ его производства
Комментарии