Многослойные композитные изделия и способы их изготовления - RU2752490C2
Код документа: RU2752490C2
Чертежи

Описание
ПЕРЕКРЕСТНЫЕ ССЫЛКИ НА РОДСТВЕННЫЕ ЗАЯВКИ
[1] Данная заявка испрашивает приоритет предварительной заявки на патент США № 62/422,308, поданной 15 ноября 2016 года, и по предварительной заявке на патент США № 62/553,271, поданной 1 сентября 2017 года, обе из которых включены в данный документ посредством ссылки в полном объеме.
УРОВЕНЬ ТЕХНИКИ
[2] Древесноволокнистые плиты, в частности, древесноволокнистые плиты средней плотности и древесноволокнистые плиты высокой плотности, а также пластмассовые материалы (такие как ПВХ–смолы или другие твердые термопластичные или термореактивные полимеры) обычно используются в качестве материалов подложки внутреннего слоя для напольных покрытий, настенных покрытий и потолочных панелей. Например, некоторые имеющиеся в наличии напольные панели обычно состоят из внутреннего слоя из древесно–стружечной плиты (такого как внутренний слой из древесно–волокнистой плиты средней плотности (Medium–Density Fiberboard – MDF) или древесно–волокнистой плиты высокой плотности (High–Density Fiberboard – HDF)) или внутреннего слоя из ПВХ, которые покрыты (ламинированы) декоративным слоем и рабочей поверхностью или отделочным слоем.
[3] Ламинированные полы также оказались визуально привлекательным, экономичным, относительно легким напольным материалом, который также может быть установлен непрофессионалами. Кроме того, они соответственно широко распространены. Тем не менее, эти ламинированные полы, как правило, имеют относительно высокий показатель ударного шума, низкие показатели панели радиационного отопления и сильное воздействие на окружающую среду. Поэтому было предпринято много попыток разработать композитные плиты на основании альтернативных материалов.
[4] Однако все еще существует потребность в получении композитных плит, для которых не требуется сложная слоевая структура, чтобы получить характеристики, подходящие для использования в условиях интенсивного применения. Кроме того, существует необходимость в получении композитных плит, имеющих одну или более характеристик высокой ударной прочности, теплостойкости при набухании, огнестойкости, стабильности размеров, приемлемых характеристик панели радиационного отопления и усовершенствованных акустических свойств (таких как распространение звука) по сравнению с имеющимися в наличии древесноволокнистыми плитами или композитными плитами.
[5] Кроме того, существует потребность в способах, благодаря которым можно изготавливать такие композитные плиты. Эти и другие потребности, которые будут дополнительно описаны в данном документе, могут быть по меньшей мере частично удовлетворены одним или более аспектами данного изобретения.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[6] Данное изобретение относится к многослойному композитному изделию, которое обычно содержит жесткую подложечную часть (подложку), при этом жесткая подложка содержит жесткую внутреннюю часть, имеющую первую поверхность и противоположную вторую поверхность, при этом жесткая внутренняя часть содержит по меньшей мере одну смесь из уплотненного волокна, при этом по меньшей мере одна смесь из уплотненного волокна состоит из первого множества ориентированных волокон, имеющих первую температуру плавления, и второго множества ориентированных волокон, имеющих вторую температуру плавления, отличную от первой температуры плавления. Кроме того, многослойный композит также содержит декоративную часть, имеющую первую поверхность и противоположную вторую поверхность, при этом вторая поверхность декоративной части прикреплена к первой поверхности жесткой внутренней части.
[7] В дополнительных аспектах, которые будут обсуждаться более подробно ниже, по меньшей мере одно из первого и второго множеств волокон включает многокомпонентное волокно. В еще других аспектах многокомпонентное волокно может содержать по меньшей мере первый компонент, имеющий первую температуру плавления, и по меньшей мере второй компонент, имеющий вторую температуру плавления, отличную от первой температуры плавления. В еще других аспектах по меньшей мере одна из смесей из уплотненного волокна может дополнительно содержать третье множество ориентированных волокон, включающее, например, натуральное волокно.
[8] В другом аспекте данное изобретение предлагает многослойное композитное изделие, обычно содержащее жесткую подложечную часть (подложку), при этом жесткая подложка содержит жесткую внутреннюю часть, имеющую первую поверхность и противоположную вторую поверхность. Жесткая внутренняя часть дополнительно содержит по меньшей мере одну смесь из уплотненного волокна, при этом по меньшей мере одна смесь из уплотненного волокна состоит из первого множества ориентированных волокон, содержащих натуральное волокно, имеющее определенную температуру разложения, и второго множества ориентированных волокон, температура плавления которых ниже, чем температура разложения первого множества ориентированных волокон. Многослойный композит дополнительно содержит декоративную часть, имеющую первую поверхность и противоположную вторую поверхность, при этом вторая поверхность декоративной части прикреплена к первой поверхности жесткой внутренней части.
[9] В еще других аспектах в данном документе раскрыто многослойное композитное изделие, содержащее жесткую подложечную часть (подложку), причем жесткая подложка содержит жесткую внутреннюю часть, имеющую первую поверхность и противоположную вторую поверхность, при этом жесткая внутренняя часть содержит по меньшей мере одну смесь из уплотненного волокна и при этом по меньшей мере одна смесь из уплотненного волокна состоит из множества ориентированных многокомпонентных волокон, при этом каждое из множества ориентированных многокомпонентных волокон содержит по меньшей мере первый компонент, имеющий первую температуру плавления, и по меньшей мере второй компонент, имеющий вторую температуру плавления, которая отличается от первой температуры плавления. Этот многослойный композит дополнительно содержит декоративную часть, имеющую первую поверхность и противоположную вторую поверхность, при этом вторая поверхность декоративной части прикреплена к первой поверхности жесткой внутренней части.
[10] В еще одном аспекте данное изобретение обеспечивает способ изготовления многослойного композитного изделия, описанного в данном документе, обычно включающий этап образования жесткой подложки, содержащей жесткую внутреннюю часть, имеющую первую поверхность и противоположную вторую поверхность, при этом жесткая внутренняя часть содержит по меньшей мере одну смесь из уплотненного волокна, при этом по меньшей мере одна смесь из уплотненного волокна состоит из первого множества ориентированных волокон, имеющих первую температуру плавления, и второго множества ориентированных волокон, имеющих вторую температуру плавления, отличную от первой температуры плавления. Способ дополнительно включает образование декоративной части, имеющей первую поверхность и противоположную вторую поверхность, и прикрепление второй поверхности декоративной части к первой поверхности жесткой внутренней части.
[11] В еще одном аспекте данное изобретение обеспечивает способ изготовления многослойного композитного изделия, раскрытого в данном документе, в общем, включающий этап образования жесткой подложки, содержащей жесткую внутреннюю часть, имеющую первую поверхность и противоположную вторую поверхность, при этом жесткая внутренняя часть содержит по меньшей мере одну смесь из уплотненного волокна, и при этом по меньшей мере одна смесь из уплотненного волокна состоит из множества ориентированных многокомпонентных волокон, при этом каждое из множества многокомпонентных волокон содержит по меньшей мере первый компонент, имеющий первую температуру плавления, и по меньшей мере второй компонент, имеющий вторую температуру плавления, отличную от первой температуры плавления. Способ дополнительно включает образование декоративной части, имеющей первую поверхность и противоположную вторую поверхность, и прикрепление второй поверхности декоративной части к первой поверхности жесткой внутренней части.
[12] В еще одном аспекте данное изобретение обеспечивает способ изготовления многослойного композитного изделия, раскрытого в данном документе, обычно включающий этап образования жесткой подложки, содержащей жесткую внутреннюю часть, имеющую первую поверхность и противоположную вторую поверхность, при этом жесткая внутренняя часть содержит по меньшей мере одну смесь из уплотненного волокна, и при этом по меньшей мере одна смесь из уплотненного волокна состоит из первого множества ориентированных волокон, содержащих натуральное волокно, имеющее определенную температуру разложения, и второго множества ориентированных волокон, имеющих температуру плавления ниже, чем температура разложения первого множества ориентированных волокон. Способ дополнительно включает образование декоративной части, имеющей первую поверхность и противоположную вторую поверхность, и прикрепление второй поверхности декоративной части к первой поверхности жесткой внутренней части.
[13] В еще других аспектах этап образования жесткой подложки может дополнительно включать образование жесткой внутренней части с помощью способа, включающего наложение первого множества ориентированных волокон и второго множества ориентированных волокон для образования волокнистой матрицы; обработку волокнистой матрицы или иное воздействие на волокнистую матрицу в условиях или на этапах процесса, эффективных для образования волокнистой смеси; и последующий нагрев и обработку под давлением волокнистой смеси в условиях, предназначенных для образования смеси из уплотненного волокна.
[14] Дополнительные аспекты изобретения будут изложены, частично, в подробном описании, фигурах и формуле изобретения, которые следуют дальше, и частично, будут получены из подробного описания или могут быть изучены при практическом применении изобретения. Следует понимать, что как предшествующее общее описание, так и последующее подробное описание являются только примерными и пояснительными и не ограничивают раскрытое изобретение.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
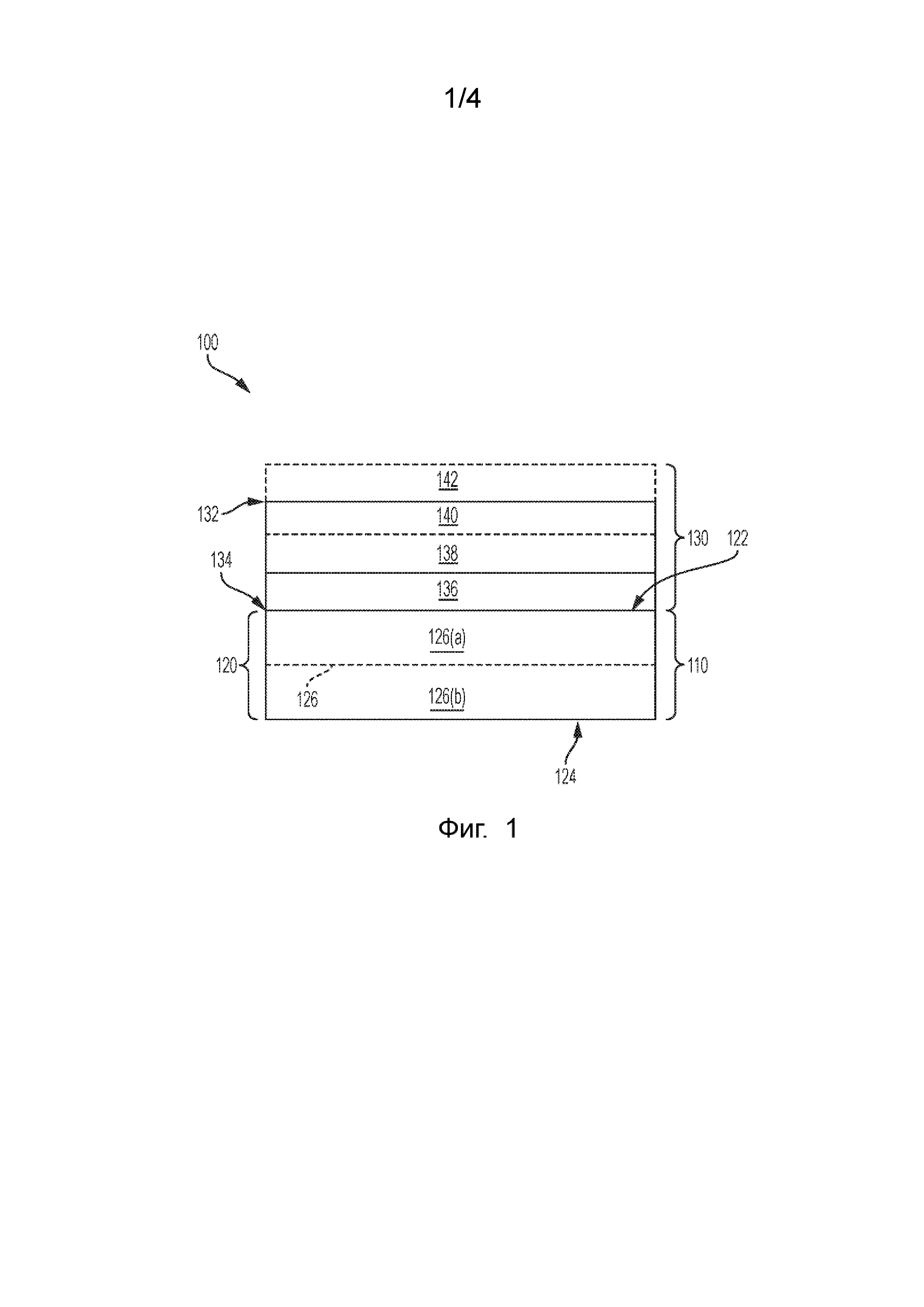
[15] На фиг. 1 проиллюстрирован схематический вид сбоку приведенного в качестве примера многослойного композитного напольного покрытия, раскрытого и описанного в данном документе.
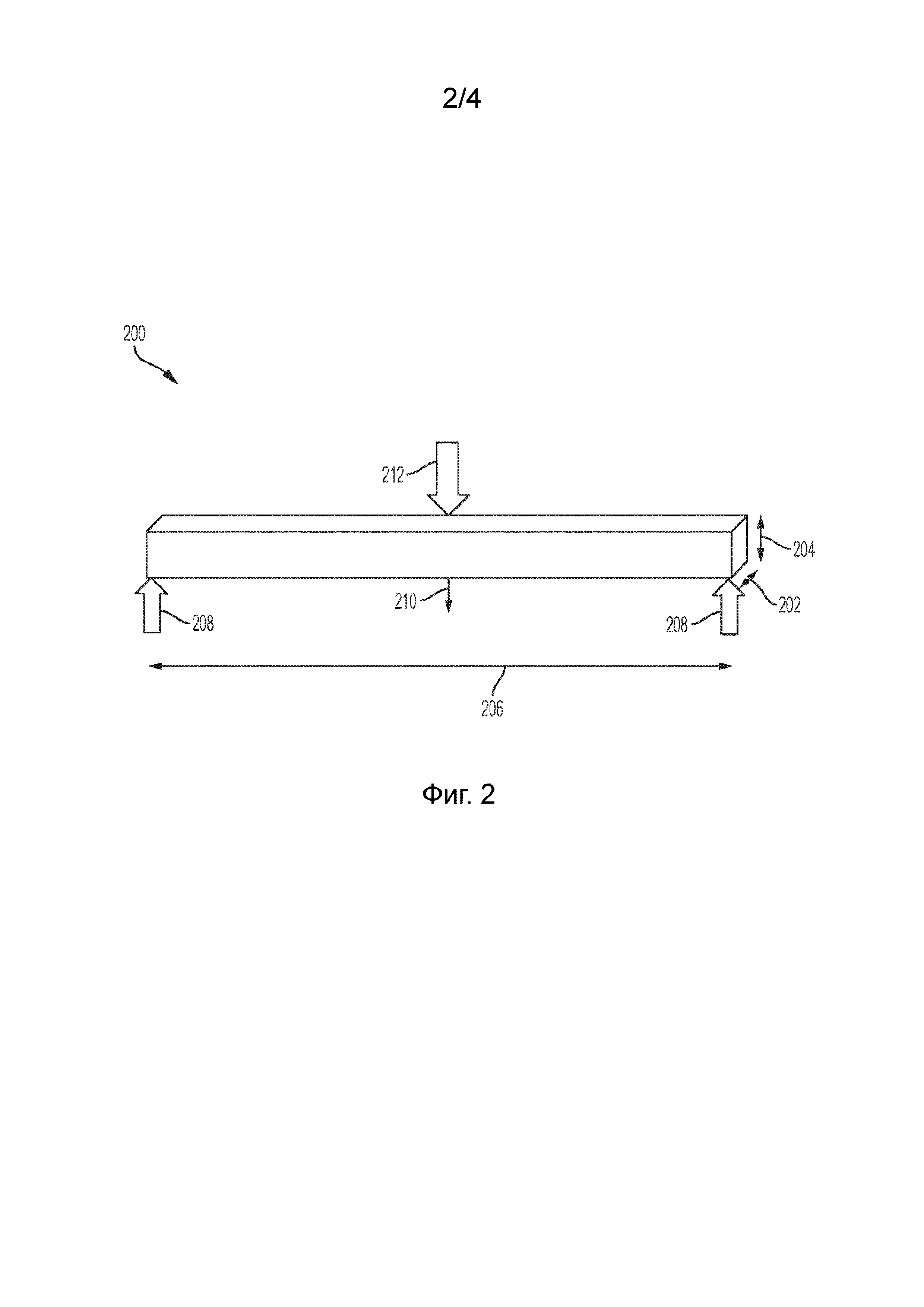
[16] На фиг. 2 проиллюстрировано схематическое изображение испытания на изгиб при трехточечном изгибе, которое можно использовать для оценки приведенных в качестве примера многослойных композитных изделий, раскрытых в данном документе.
[17] На фиг. 3(a) проиллюстрировано изображение в поперечном сечении приведенного в качестве примера обычного напольного покрытия, содержащего внутреннюю часть из ПВХ, а на фиг. 3(b) проиллюстрировано изображение в поперечном сечении приведенного в качестве примера напольного покрытия, покрывающего являющуюся предметом предлагаемого изобретения жесткую внутреннюю часть согласно данному изобретению.
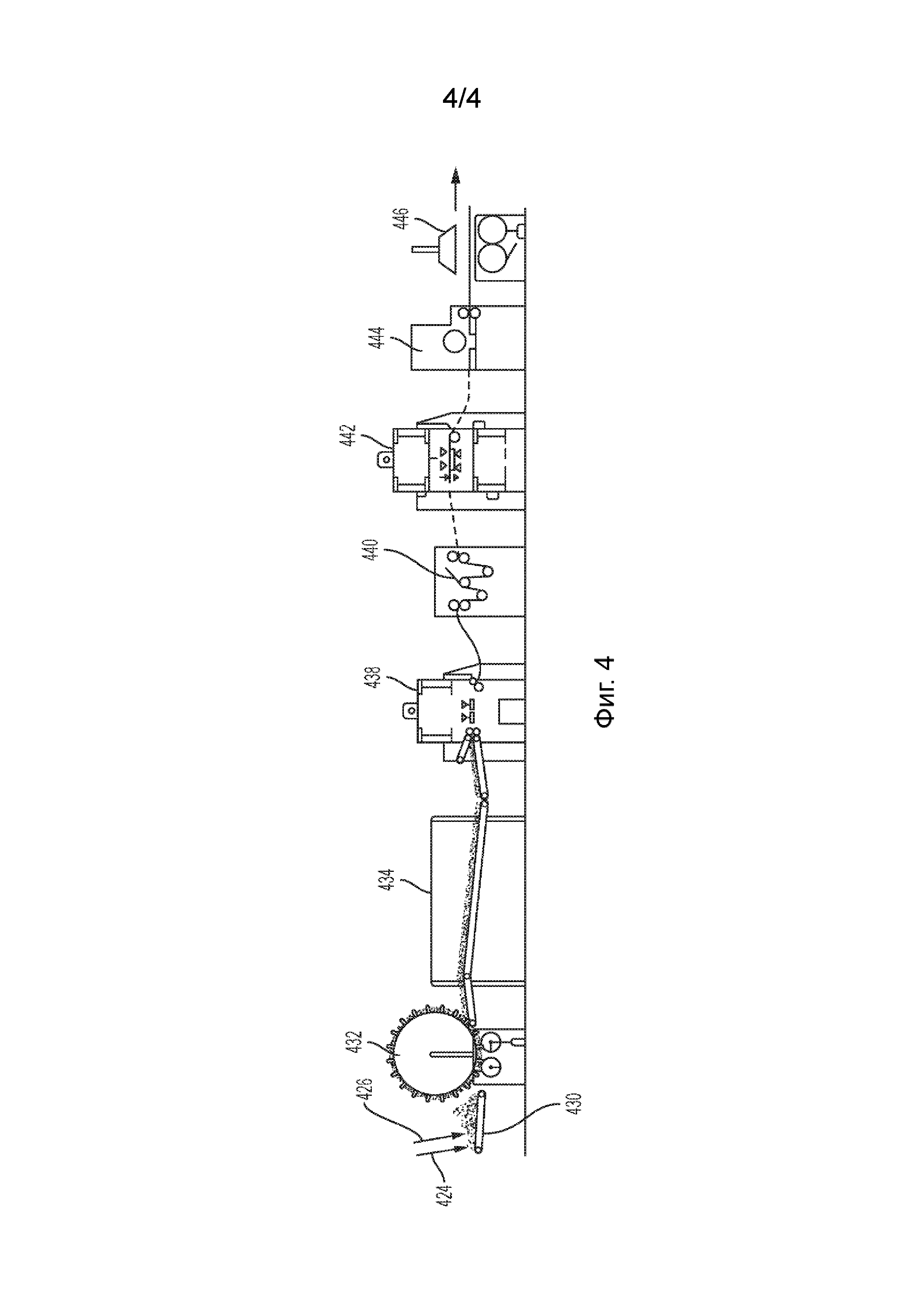
[18] На фиг. 4 проиллюстрировано схематическое изображение процесса и устройства для образования композита высокой плотности в соответствии с различными аспектами данного изобретения.
ПОДРОБНОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[19] Данное изобретение может быть более легко понято при обращении к последующему подробному описанию, примерам, графическим материалам и формуле изобретения, а также к их предшествующему и последующему описанию. Однако до того, как данные изделия, системы и/или способы будут раскрыты и описаны более подробно, следует понимать, что данное изобретение не ограничено конкретными или приведенными в качестве примера аспектами раскрытых изделий, систем и/или способов, если не указано иное, и что, как таковое, может, конечно, меняться. Также следует понимать, что используемая в данном документе терминология предназначена только для описания конкретных аспектов и не предназначена для ограничения.
[20] Нижеследующее описание изобретения предоставлено в качестве возможного описания изобретения в его лучшем, известном в данное время аспекте. С этой целью специалисты в соответствующей области техники поймут и оценят, что в различные аспекты изобретения, описанные в данном документе, могут быть внесены многие изменения, с одновременным достижением полезных результатов данного изобретения. Также будет очевидно, что некоторые из требуемых преимуществ данного изобретения могут быть получены путем выбора некоторых признаков данного изобретения без использования других признаков. Соответственно, специалистам в данной области техники будет понятно, что многие модификации и адаптации данного изобретения возможны и могут даже быть желательными в определенных обстоятельствах и являются частью данного изобретения. Таким образом, последующее описание снова приведено в качестве иллюстрации принципов данного изобретения, а не в качестве его ограничения.
ОПРЕДЕЛЕНИЯ
[21] Используемые в данном документе формы единственного числа включают также формы множественного числа, если контекст явно не предписывает иное. Таким образом, например, упоминание «волокна» подразумевает аспекты, включающие два или более таких волокон, если контекст явно не указывает иное.
[22] Используемый в данном документе термин «содержащий» может включать аспекты «состоящий из» и «состоящий, по существу, из». Термин «содержащий» может также означает «включающий, но не ограничивающийся ими».
[23] Диапазоны могут быть выражены в данном документе как от «около» одного конкретного значения и/или до «около» другого конкретного значения. Когда такой диапазон выражен, другой аспект содержит от одного конкретного значения и/или до другого конкретного значения. Точно так же, когда значения выражены в виде приближений, при использовании предшествующего «около» будет понятно, что конкретное значение образует другой аспект. Следует также понимать, что конечные значения каждого из диапазонов являются значимыми как по отношению к другому конечному значению, так и независимо от другого конечного значения. Кроме того, в еще других аспектах ссылка на параметр, который равен конкретному конечному значению или конкретной величине, также включает аспекты, которые характеризуются как превышающие указанное значение или, в качестве альтернативного варианта, аспекты, которые меньше, чем указанное значение.
[24] Используемые в данном документе термины «необязательный» или «необязательно» означают, что описанное в дальнейшем событие или обстоятельство может произойти или может не произойти и что описание содержит случаи, когда указанное событие или обстоятельство происходит, и случаи, когда оно не происходит.
[25] Ссылки в описании и заключительной формуле изобретения на массовые доли конкретного элемента или компонента в композиции или изделии обозначают отношение массы между элементом или компонентом и любыми другими элементами или компонентами в композиции или изделии, для которых выражается массовая доля. Таким образом, в композиции или выбранной части композиции, содержащей 2 массовых доли компонента X и 5 массовых долей компонента Y, X и Y присутствуют в массовом соотношении 2:5 и присутствуют в таком соотношении независимо от того, содержаться ли в композиции дополнительные компоненты.
[26] Массовый процент компонента, если конкретно не указано иное, основан на общей массе состава или композиции, в которую включен компонент.
[27] Используемый в данном документе термин «волокно» включает волокна чрезмерной или неопределенной длины (то есть нити волокон) и волокна короткой длины (то есть штапельные волокна). Кроме того, понятно, что описанное в данном документе волокно может быть истолковано как содержащее материалы первичного или переработанного происхождения или их комбинацию. В определенных аспектах данного изобретения волокно содержит переработанные материалы, при этом переработанные материалы включают, но не ограничиваются ими, вторичные или постиндустриальные материалы или их комбинацию. В еще других аспектах волокно, используемое в данном изобретении, содержит первичные материалы.
[28] Используемый в данном документе термин «ориентированное волокно» относится к ориентации волокна в волокнистой смеси или волокнистой матрице.
[29] Термин «жесткая внутренняя часть» относится к любому композитному материалу, содержащему жесткую внутреннюю часть, который способен выдерживать тяжелые условия эксплуатации, такие как, например, интенсивное пешеходное движение, без какой–либо существенной деформации панели. Кроме того, в аспектах изобретения жесткая композитная панель может быть определена функционально в том смысле, что она по меньшей мере, по существу, предотвращает передачу неровностей структуры основания пола с твердой поверхностью, таких как морщины и волнистость, на участок декоративного слоя, когда жесткое композитное напольное покрытие примыкает к структуре основания пола в выбранной ориентации.
[30] Используемый в данном документе термин «сложный полиэфир» относится к категории полимеров, которые содержат сложноэфирную функциональную группу в своей основной цепи. Раскрытые в данном документе сложные полиэфиры включают встречающиеся в природе химические вещества, такие как кутины кожиц растений, а также синтетические вещества, полученные путем ступенчатой полимеризации. Неограничивающий пример сложных полиэфиров включает любой длинноцепочечный синтетический полимер, состоящий по меньшей мере из 85 мас. % эфира замещенной ароматической дикарбоновой кислоты, включая, но не ограничиваясь этим, замещенные терефталевые звенья, р(–R–O–CO–C6H4–CO–O–)x и паразамещенные гидроксибензоатные звенья, p(–R–O–CO–C6H4–O)x. В некоторых примерах сложные полиэфиры включают гомополимер и сополимеры полиэтилентерефталата (ПЭТ), гомополимер и сополимеры полипропилентерефталата (ППТ) и гомополимер и сополимеры полибутилентерефталата (ПБТ) и тому подобное, включая те, которые содержат сомономеры, такие как циклогександиметанол, циклогександикарбоксиловая кислота, изофталевая кислота и тому подобное.
[31] Используемый в данном документе термин «полиамид» определяется как любой длинноцепочечный полимер, в котором связывающие функциональные группы представляют собой амидные (–CO–NH–) связи. Термин «полиамид» дополнительно определяется как включающий сополимеры, терполимеры и тому подобное, а также гомополимеры, а также включает смеси двух или более полиамидов. В некоторых аспектах множество полиамидных волокон содержит один или более из нейлона 6, нейлона 66, нейлона 10, нейлона 612, нейлона 12, нейлона 11 или любой их комбинации. В других аспектах множество полиамидных волокон содержит нейлон 6 или нейлон 66. В еще одном аспекте множество полиамидных волокон представляет собой нейлон 6. В еще одном дополнительном аспекте множество полиамидных волокон представляет собой нейлон 66.
[32] Как определено в данном документе, термин «полиолефин» относится к любому классу полимеров, полученных из простого олефина (также называемого алкеном с общей формулой CnH2n) в качестве мономера. В некоторых аспектах полиолефины включают, но не ограничиваются ими, полиэтилен, полипропилен, как гомополимер, так и сополимеры, поли(1–бутен), поли(3–метил–1–бутен), поли(4–метил–1–пентен) и тому подобное, а также комбинации или смеси двух или более из вышеперечисленного.
[33] Как определено в данном документе, термин «полиуретан» относится к любому классу полимеров, состоящих из цепи органических звеньев, соединенных карбаматными (уретан, R1–O–CO–NR2–R3, при этом R1, R2 и R3 являются одинаковыми или разными) связями.
[34] Как определено в данном документе, термин «полистирол» относится к любому классу синтетических полимеров, полученных из простого стирола в качестве мономера. Понятно, что термин «полистирол» включает как атактические, так и синдиотактические полистиролы. В некоторых конкретных аспектах описаны также сополистиролы, включающие ударопрочные полистиролы (HIPS), акрилонитрил–бутадиен–стирол (ABS) или сополимер стирола с акрилонитрилом (SAN) или сополимер стирола с малеиновой кислотой (SMA).
[35] Как определено в данном документе, термин «ацеталь» относится к функциональной группе со следующей связностью R2C(OR’)2, при этом обе группы R’' могут содержать водород или органические фрагменты. Обе группы R’O могут быть эквивалентны друг другу (известные как симметричный ацеталь) или отличаться друг от друга (известные как смешанный ацеталь).
[36] Используемый в данном документе термин «по существу» может в некоторых аспектах относиться к количеству или признаку, который представлен или количественно определен как составляющий по меньшей мере около 80%, по меньшей мере около 85%, по меньшей мере около 90%, по меньшей мере около 91%, по меньшей мере около 92%, по меньшей мере около 93%, по меньшей мере около 94%, по меньшей мере около 95%, по меньшей мере около 96%, по меньшей мере около 97%, по меньшей мере около 98%, по меньшей мере около 99% или даже около 100% заявленного свойства, компонента, состава или другого состояния, для которого он, по существу, используется для характеристики или количественного определения количества.
[37] В других аспектах используемый в данном документе термин «по существу, не содержит» при использовании в контексте композиции или компонента композиции, который, по существу, отсутствует, предназначен для обозначения количества, которое составляет менее чем около 1 мас. %, например, менее чем около 0,5 мас. %, менее чем около 0,1 мас. %, менее чем около 0,05 мас. % или менее чем около 0,01 мас. % заявленного материала, в расчете на общую массу композиции.
[38] Используемый в данном документе термин или фраза «эффективное», «эффективное количество» или «эффективные условия» относится к такому количеству или состоянию, которое способно выполнять функцию или свойство, для которых выражено эффективное количество или условие. Как будет указано ниже, точное требуемое количество или конкретное условие будет варьироваться в зависимости от аспекта, в зависимости от признанных переменных, таких как используемые материалы и наблюдаемые условия обработки. Таким образом, не всегда возможно указать точное «эффективное количество» или «эффективное условие». Однако следует понимать, что подходящее эффективное количество будет без труда определено специалистом в данной области техники с помощью только обычно предусмотренных экспериментов.
[39] В контексте данного документа и если контекст явно не указывает иное, термин «ковровое покрытие» используется для общего обозначения широкого прошивного коврового покрытия, ковровых плиток, ковриков и даже искусственной травы (или дерна). С этой целью термин «широкое прошивное ковровое покрытие» относится к широкому прошивному текстильному настильному продукту, изготовленному и предназначенному для использования в рулонном виде. Термин «ковровая плитка» относится к модульному напольному покрытию, традиционно изготавливаемому в виде квадратов 18” х 18” (18 дюймов на 18 дюймов – 45,7 на 45,7 см), 24” х 24” или 36” х 36”, но другие размеры и формы также входят в объем данного изобретения. Любое из этих приведенных в качестве примера ковровых покрытий может быть тканым, нетканым, ворсовым или иглопробивным.
[40] Используемый в данном документе термин «регенерированное волокно» включает волокно, полученное из нового продукта, постиндустриального продукта, производственных остатков, отбракованного или забракованного материала в рамках контроля качества или бывшего в употреблении продукта. В некоторых приведенных в качестве примера аспектах такие продукты включают ковровые покрытия или ковровые плитки.
[41] Используемый в данном документе термин «бывшее в употреблении» относится к волокну, которое было составной частью продукта, ранее использовавшегося потребителем. Бывшие в употреблении волокна включают волокна, полученные из продуктов, которые использовались в жилых, коммерческих и промышленных помещениях и впоследствии были убраны с места использования или иным образом списанные за негодностью.
[42] Используемый в данном документе термин «постиндустриальное волокно» относится к волокну, полученному из продукта, являющегося побочным продуктом производства, который был выведен из потока производственных отходов.
[43] Используемый в данном документе термин «период акклиматизации» относится к периоду времени, необходимому для приспосабливания одного или более компонентов в многослойном композитном изделии или к условиям для выравнивания различных нагрузок, которые могут присутствовать в различных компонентах. В некоторых аспектах отсутствие «периода акклиматизации» может относиться к отсутствию периода акклиматизации, связанного со сборкой различных составных частей во время изготовления многослойного композитного изделия в соответствии с данным изобретением. В других аспектах период акклиматизации может относиться к требуемому периоду времени или его отсутствию между прибытием продукта на место установки и фактической установкой продукта.
[44] Хотя аспекты данного изобретения могут быть описаны и заявлены в конкретном нормативном классе, таком как нормативный класс системы, это делается только для удобства, и специалист в данной области техники поймет, что каждый аспект данного изобретения может быть описан и заявлен в любом нормативном классе. Если четко не указано иное, ни в коем случае не предполагается, что какой–либо способ или аспект, изложенный в данном документе, следует истолковывать как требующий выполнения его этапов в определенном порядке. Соответственно, если в формуле изобретения в заявке или описаниях конкретно не указано, что этапы должны быть сведены к конкретному порядку, ни в коем случае не предполагается, что в каком–либо отношении вводится порядок. Это относится к любой возможной не выраженной основе для истолкования, включая вопросы логики в отношении расположения этапов или последовательности операций, простого значения, полученного на основании грамматической конструкции или пунктуации, или количества или типа аспектов, изложенного в данном описании.
[45] Данное изобретение может быть более легко понято с помощью ссылки на последующее подробное описание различных аспектов изобретения и включенных в него примеров, а также на фигуры и их предшествующее и последующее описание.
ИЗДЕЛИЕ
[46] В некоторых аспектах и, как в целом проиллюстрировано на фиг. 1, в данном документе описано многослойное композитное изделие 100, содержащее: а) жесткую подложку 110, содержащую жесткую внутреннюю часть 120, имеющую первую поверхность 122 и противоположную вторую поверхность 124, при этом жесткая внутренняя часть содержит по меньшей мере одну смесь 126 из уплотненного волокна и при этом по меньшей мере одна смесь из уплотненного волокна состоит из первого множества ориентированных волокон, имеющих первую температуру плавления, и второго множества ориентированных волокон, имеющих вторую температуру плавления, отличную от первой температуры плавления; и б) декоративную часть 130, имеющую первую поверхность 132 и противоположную вторую поверхность 134, при этом вторая поверхность декоративной части прикреплена к первой поверхности жесткой внутренней части.
[47] В некоторых аспектах смесь из уплотненного волокна имеет плотность в диапазоне от около 5 фунтов/фут3 (80 кг/м3) до около 100 фунтов/фут3(1600 кг/м3), включая приведенные в качестве примера плотности 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90 и 95 фунтов/фут3. В еще других аспектах объемная плотность может быть значением в любом диапазоне, полученном из вышеуказанных значений, включая, например, плотность от около 15 фунтов/фут3(240 кг/м3) до около 75 фунтов/фут3(1200 кг/м3).
[48] В определенных аспектах смесь из уплотненного волокна может иметь плотность по меньшей мере около 10 фунтов/фут3(160 кг/м3), включая приведенные в качестве примера значения по меньшей мере около 15 фунтов/фут3 (240 кг/м3), около 20 фунтов/фут3, около 25 фунтов/фут3, около 30 фунтов/фут3, около 35 фунтов/фут3, около 40 фунтов/фут3, около 45 фунтов/фут3 или около 50 фунтов/фут3 (800 кг/м3). В определенных аспектах смесь из уплотненного волокна может иметь плотность в диапазоне между любыми двумя вышеупомянутыми значениями.
[49] В еще других аспектах смесь из уплотненного волокна может иметь плотность не более чем около 50 фунтов/фут3 (800 кг/м3), около 45 фунтов/фут3, около 40 фунтов/фут3, около 35 фунтов/фут3, около 30 фунтов/фут3, 25 фунтов/фут3, около 20 фунтов/фут3, около 15 фунтов/фут3 или около 10 фунтов/фут3 (160 кг/м3). В определенных аспектах смесь из уплотненного волокна может иметь плотность в диапазоне между любыми двумя вышеупомянутыми значениями. Понятно, что уплотненная смесь может иметь плотность, столь же низкую, как плотность волокнистой смеси, содержащей, по существу, идентичное первое множество ориентированных волокон и, по существу, идентичное второе множество ориентированных волокон, которые не подвергались каким–либо процессам уплотнения, например процессам термической обработки или обработки под давлением.
[50] В еще других аспектах жесткая внутренняя часть многослойного композитного изделия в соответствии с данным изобретением может иметь несколько областей или участков меняющейся или различной плотности. Например, жесткая внутренняя часть многослойного композита может содержать первый участок 126(а), имеющий первую плотность, и второй участок 126(b), имеющий вторую плотность, отличную от первой плотности. В некоторых аспектах первый участок жесткой внутренней части является смежным с первой поверхностью жесткой внутренней части. В других аспектах второй участок жесткой внутренней части находится рядом со второй поверхностью жесткой внутренней части. В определенных аспектах первая плотность больше, чем вторая плотность. В других аспектах первая плотность меньшая, чем вторая плотность. Эти участки с различной плотностью могут встречаться в пределах одной волокнистой смеси или могут быть обеспечены наличием более чем одной волокнистой смеси, которые расположены одна среди другой.
[51] В еще других аспектах жесткая внутренняя часть может содержать по меньшей мере две смеси из уплотненного волокна. Например, снова, как проиллюстрировано на фиг. 1, первый и второй участки 126(a) и 126(b) также могут представлять собой наличие двух волокнистых смесей. В аспектах, в которых присутствуют две или более смесей из уплотненного волокна, каждая из смесей из уплотненного волокна имеет плотность, которая может быть такой же или отличаться от другой смеси из уплотненного волокна. В некоторых аспектах жесткая внутренняя часть может содержать первую смесь из уплотненного волокна, имеющую третью плотность, и вторую смесь из уплотненного волокна, имеющую четвертую плотность. В некоторых аспектах третья плотность больше, чем четвертая плотность. В других аспектах третья плотность меньше, чем четвертая плотность. В определенных аспектах первая смесь из уплотненного волокна прилегает к первой поверхности жесткой внутренней части, в то время как второй состав из уплотненного волокна расположен рядом со второй поверхностью жесткой внутренней части. В аспектах, в которых присутствуют более двух смесей из уплотненного волокна, каждая из смесей из уплотненного волокна может быть расположена в любой конфигурации, определенной специалистом в данной области техники и пригодной для конечного применения. В этих аспектах каждая из смесей из уплотненного волокна может иметь одинаковую или разную плотность.
[52] В еще других аспектах жесткая внутренняя часть в соответствии с данным изобретением может обладать плотностью, которая ниже плотности обычной жесткой подложки, содержащей в качестве внутренней части слой поливинилхлоридного материала или материала на основе древесины, и при этом в такой обычной жесткой подложке отсутствует смесь из уплотненного волокна. В еще других аспектах жесткая внутренняя часть в соответствии с данным изобретением имеет более высокую пористость, чем сопоставимая обычная жесткая подложка, содержащая слой поливинилхлоридного материала или древесного материала в качестве внутренней части, и при этом в такой обычной жесткой подложке отсутствует смесь из уплотненного волокна.
[53] В еще других аспектах многослойный композит может необязательно содержать уплотненный слой, содержащий неволокнистую композицию. Например, уплотненный слой неволокнистой композиции может представлять собой уплотненный порошковый слой. Уплотненная порошковая композиция может содержать полимерный порошок. В еще других аспектах полимерный порошок может содержать полипропилен, сложный полиэфир, полиэтилен или их комбинацию. В других аспектах такой слой может быть образован путем рассеяния полимерного порошка с помощью машины для рассеивания порошка. Необязательный уплотненный неволокнистый слой может быть расположен в любом требуемом месте внутри многослойной композитной структуры. Например, уплотненный неволокнистый слой может быть расположен между верхней поверхностью слоя жесткой внутренней части и декоративной частью. В этом аспекте уплотненный неволокнистый слой может необязательно служить подложкой для печати слоя красящего вещества. Совместно это может образовывать декоративную часть или слой, как описано далее в данном документе. В еще других аспектах уплотненный неволокнистый слой может увеличить плотность жесткой внутренней части, чтобы противостоять вдавливанию во время активного применения.
[54] В некоторых аспектах первое и второе множество ориентированных волокон могут иметь, по существу, произвольную ориентацию, по существу, однородную ориентацию или любое изменение предварительно определенной ориентации, которое находится между произвольной и равномерной ориентацией. Кроме того, само множество волокон может содержать любую требуемую комбинацию различных ориентаций. В некоторых аспектах первое множество ориентированных волокон, по существу, ориентировано произвольным образом. В других аспектах первое множество ориентированных волокон ориентировано равномерно. В еще других аспектах первое множество ориентированных волокон размещено в заданной ориентации.
[55] В некоторых аспектах второе множество ориентированных волокон, по существу, ориентировано произвольным образом. В еще других аспектах второе множество ориентированных волокон ориентировано равномерно. В еще других аспектах второе множество ориентированных волокон размещено в заданной ориентации.
[56] В еще других аспектах первое и второе множество ориентированных волокон могут иметь одинаковую или разную ориентацию. В некоторых приведенных в качестве примера аспектах первое множество ориентированных волокон может иметь, по существу, произвольную ориентацию, тогда как второе множество ориентированных волокон может иметь однородную ориентацию. В еще других приведенных в качестве примера аспектах первое множество ориентированных волокон может иметь однородную ориентацию, тогда как второе множество ориентированных волокон, по существу, ориентировано произвольным образом. В еще других аспектах как первое, так и второе множество ориентированных волокон могут иметь одинаковую ориентацию.
[57] В некоторых аспектах первое и второе множество ориентированных волокон могут содержать штапельное волокно, объемно–жгутовое волокно (bulk continuous fiber – BCF) или их комбинацию. В некоторых аспектах первое множество ориентированных волокон может содержать штапельное волокно. В других аспектах первое множество ориентированных волокон может содержать объемно–жгутовое волокно. В еще других аспектах первое множество ориентированных волокон может содержать как штапельное, так и объемно–жгутовое волокно.
[58] В других аспектах второе множество ориентированных волокон может содержать штапельное волокно. В других аспектах второе множество ориентированных волокон может содержать объемно–жгутовое волокно. В других аспектах второе множество ориентированных волокон может содержать как штапельное, так и объемно–жгутовое волокно.
[59] В еще других аспектах первое множество ориентированных волокон может содержать штапельное волокно, тогда как второе множество ориентированных волокон может содержать объемно–жгутовое волокно. В еще других аспектах первое множество ориентированных волокон может содержать объемно–жгутовое волокно, тогда как второе множество ориентированных волокон может содержать штапельное волокно. В еще других аспектах как первое, так и второе множество ориентированных волокон могут содержать штапельное волокно. В еще других аспектах как первое, так и второе множество ориентированных волокон могут содержать объемно–жгутовое волокно.
[60] В соответствии с некоторыми аспектами, первое и второе множества ориентированного волокна могут иметь, по существу, одинаковый размер, включая, по существу, однородную линейную плотность, измеренную в единицах денье, и, по существу, одинаковую длину волокна. Однако в альтернативных аспектах волокна, присутствующие в первом и втором множествах ориентированных волокон, могут иметь неоднородные линейные плотности и неодинаковые длины волокон. В соответствии с этими аспектами совокупность первого и второго множеств ориентированных волокон, имеющих неоднородные линейные плотности волокон, может, например, иметь отдельные линейные плотности волокон в диапазоне от около 1 денье до около 500 денье, включая приведенные в качестве примера значения около 3 денье, около 5 денье, около 10 денье, около 15 денье, около 20 денье, около 25 денье, около 30 денье, около 35 денье, около 40 денье, около 45 денье, около 50 денье, около 60 денье, около 70 денье, около 80 денье, около 90 денье, около 100 денье, около 120 денье, около 150 денье, около 170 денье, около 200 денье, около 250 денье, около 300 денье, около 350 денье, около 400 денье и около 450 денье. Кроме того, понятно, что совокупность первого и второго множеств ориентированных волокон может иметь отдельную линейную плотность волокна в любом диапазоне между двумя вышеупомянутыми значениями. Например, в определенных аспектах отдельная линейная плотность волокна может составлять от около 1 денье до около 5 денье, от около 5 денье до около 25 денье, от около 5 денье до около 200 денье или от около 100 денье до около 500 денье. Кроме того, совокупность первого и второго множеств ориентированных волокон, имеющих неоднородную линейную плотность, может совместно обеспечить среднюю линейную плотность волокна, которая, например, более чем 5 денье, более чем 10 денье, более чем 15 денье, более чем 20 денье, более чем 25 денье, более чем 30 денье, более чем 35 денье, более чем 40 денье, более чем 45 денье, более чем 50 денье, более чем 100 денье, более чем 200 денье, более чем 300 денье или даже более чем 400 денье.
[61] В других аспектах первое и второе множества ориентированных волокон, каждое из которых может независимо содержать сложный полиэфир, полипропилен, полиэтилен, полиамиды, полиуретан, полимолочную кислоту, ацеталь, сополиэфир, сополиамид, полистирол или их комбинацию.
[62] Приведенные в качестве примера волокна, присутствующие в первом и/или втором множестве ориентированных волокон, могут содержать полиамиды, сложный полиэфир, полипропилен, полиэтилен, полиуретан, полиэтилентерефталат, политриметилентерефталат, латекс, бутадиен–стирольный каучук или любую их комбинацию.
[63] В некоторых аспектах уплотненное волокно может дополнительно содержать третье множество ориентированных волокон. В таких аспектах третье множество ориентированных волокон имеет третью температуру плавления, отличную от первой температуры плавления первого множества волокон или второй температуры плавления второго множества волокон. В некоторых аспектах третье множество ориентированных волокон может представлять собой натуральные волокна. В еще одном аспекте натуральные волокна имеют определенную температуру разложения. В еще других аспектах третье множество ориентированных волокон может содержать штапельное волокно, объемно–жгутовое волокно или их комбинацию.
[64] В еще других аспектах натуральные волокна включают лубяные волокна, хлопок, целлюлозу, шерсть, шелк, лен, минерал, кокос, стекло или любую их комбинацию.
[65] В некоторых аспектах третье множество ориентированных волокон может иметь, по существу, произвольную ориентацию. В еще других аспектах третье множество ориентированных волокон может иметь, по существу, однородную ориентацию. В других аспектах третье множество ориентированных волокон может иметь заданную ориентацию.
[66] В еще других аспектах третье множество ориентированных волокон может иметь, по существу, одинаковый размер, включая, по существу, однородную линейную плотность, измеренную в единицах денье, и, по существу, одинаковую длину волокна. Однако в альтернативных аспектах волокна, присутствующие в третьем множестве ориентированных волокон, могут иметь неоднородные линейные плотности и неодинаковые длины волокон. В соответствии с этими аспектами совокупность третьего ориентированного волокна, имеющего неоднородные линейные плотности волокон, может, например, иметь отдельные линейные плотности волокон в диапазоне от около 1 денье до около 500 денье, включая приведенные в качестве примера значения около 3 денье, около 5 денье, около 10 денье, около 15 денье, около 20 денье, около 25 денье, около 30 денье, около 35 денье, около 40 денье, около 45 денье, около 50 денье, около 60 денье, около 70 денье, около 80 денье, около 90 денье, около 100 денье, около 120 денье, около 150 денье, около 170 денье, около 200 денье, около 250 денье, около 300 денье, около 350 денье, около 400 денье и около 450 денье. Кроме того, понятно, что совокупность первого и второго множеств ориентированных волокон может иметь отдельную линейную плотность волокна в любом диапазоне между двумя вышеупомянутыми значениями. Например, в определенных аспектах отдельная линейная плотность волокна может составлять от около 1 денье до около 5 денье, от около 5 денье до около 25 денье, от около 5 денье до около 200 денье или от около 100 денье до около 500 денье. Кроме того, совокупность первого и второго множеств ориентированных волокон, имеющих неоднородную линейную плотность, может совместно обеспечивать среднюю линейную плотность волокна, которая составляет, например, более чем 5 денье, более чем 10 денье, более чем 15 денье, более чем 20 денье, более чем 25 денье, более чем 30 денье, более чем 35 денье, более чем 40 денье, более чем 45 денье, более чем 50 денье, более чем 100 денье, более чем 200 денье, более чем 300 денье или даже более чем 400 денье.
[67] В еще других аспектах понятно, что температура разложения волокон, присутствующих в третьем множестве ориентированных волокон, выше, чем первая и/или вторая температура плавления, так что термическая обработка, которая предназначена для того, чтобы привести к плавлению и уплотнению по меньшей мере при одном из первого и второго множеств волокон, не приводит к какому–либо существенному разложению присутствующих натуральных волокон.
[68] В еще других аспектах многослойное композитное изделие может содержать: а) жесткую подложку, содержащую жесткую внутреннюю часть, имеющую первую поверхность и противоположную вторую поверхность, при этом жесткая внутренняя часть содержит по меньшей мере одну смесь из уплотненного волокна, и при этом по меньшей мере одна смесь из уплотненного волокна состоит из первого множества ориентированных волокон, включающих натуральное волокно, имеющее определенную температуру разложения, и второго множества ориентированных волокон, имеющих температуру плавления ниже, чем температура разложения первого множества ориентированных волокон; и б) декоративную часть, имеющую первую поверхность и противоположную вторую поверхность, при этом вторая поверхность декоративной части прикреплена к первой поверхности жесткой внутренней части. Понятно, что в этих аспектах первое множество ориентированных волокон, содержащее натуральные волокна, может представлять собой любые натуральные волокна, перечисленные выше. Кроме того, понятно, что второе множество ориентированных волокон может содержать любые вышеупомянутые волокна или любые волокна, описанные ниже.
[69] В еще других аспектах, когда первое множество волокон не является натуральным волокном, первое множество волокон может содержать многокомпонентное волокно. В еще других аспектах вторые множества волокон могут содержать многокомпонентное волокно. Понятно, что в некоторых аспектах данного изобретения многокомпонентные волокна можно определить как «формирование выдавливанием двух полимеров из одной фильеры с обоими полимерами, содержащимися в одной и той же нити». В некоторых аспектах многокомпонентные волокна могут иметь любую форму или геометрию поперечного сечения, которая может быть рассмотрена специалистом в данной области техники. В некоторых аспектах многокомпонентные волокна могут иметь структуры поперечного сечения, которые включают, но не ограничиваются ими, типы поперечного сечения расположенных бок–о–бок волокон, бикомпонентных волокон (волокон с сердечником), островковых волокон и разбитых на сегменты волокон.
[70] Понятно, что в некоторых аспектах многокомпонентное волокно может содержать по меньшей мере первый компонент, имеющий первую температуру плавления, и по меньшей мере второй компонент, имеющий вторую температуру плавления, отличную от первой температуры плавления. Также понятно, что в некоторых аспектах по меньшей мере первый компонент может содержать полимерный компонент. В еще других аспектах по меньшей мере второй компонент может содержать полимерный компонент.
[71] В еще других приведенных в качестве примера аспектах многокомпонентные волокна содержат конфигурацию нити "ядро–оболочка". В некоторых аспектах внешняя часть содержит первый компонент. В еще других аспектах внутренняя часть содержит второй компонент. В еще других аспектах внешняя часть может содержать второй компонент, а внутренняя часть может содержать первый компонент. Понятно, что внешняя часть и внутренняя часть могут содержать любые упомянутые выше волокна в качестве компонента. В некоторых аспектах компонент полимерной внутренней части может иметь более высокую температуру плавления, чем компонент полимерной внешней части. В некоторых аспектах компонент полимерной внутренней части может содержать сложный полиэфир, алифатические полиамиды, полифениленоксид и/или сополимеры или их смеси. В еще других аспектах компонент полимерной внутренней части может содержать сложный полиэфир, полипропилен, полиэтилен, полиамиды, полиуретан, полимолочную кислоту, ацеталь, сополиэфир, сополиамид, полистирол или их комбинацию. В других аспектах сложный полиэфир может включать полиэтилентерефталат, полибутилентерефталат или полипарафенилентерефталамид. В еще других аспектах полимерная внутренняя часть содержит полиэтилентерефталат. В еще других аспектах полимерная внешняя часть может содержать полиамид, полиэтилен или сложный полиэфир. В еще других аспектах полимерная внешняя часть может содержать сложный полиэфир, полипропилен, полиэтилен, полиамиды, полиуретан, полимолочную кислоту, ацеталь, сополиэфир, сополиамид, полистирол или их комбинацию. В еще других аспектах полимерная внешняя часть может содержать нейлон или полипропилен. В еще других аспектах многокомпонентное волокно внешней части и внутренней части содержит сложный полиэфир в качестве компонента внутренней части и нейлон в качестве компонента внешней части.
[72] Кроме того, следует понимать, что в некоторых аспектах внешняя часть и внутренняя часть многокомпонентного волокна могут содержать один и тот же полимер, имеющий разные температуры плавления. В еще других аспектах многокомпонентное волокно внешней части и внутренней части содержит сложный полиэфир в качестве компонента внутренней части и полиэтилен в качестве компонента внешней части. В еще других аспектах многокомпонентное волокно с внешней частью и внутренней частью содержит сложный полиэфир, имеющий первую температуру плавления в качестве компонента внутренней части, и сложный полиэфир, имеющий вторую температуру плавления в качестве компонента внешней части.
[73] Понятно, что в аспектах, в которых многокомпонентное волокно используется в комбинации с натуральным волокном, температура плавления каждого компонента в многокомпонентном волокне ниже, чем температура разложения натурального волокна.
[74] В некоторых аспектах по меньшей мере одна смесь из уплотненного волокна, описанная в данном документе, может содержать первое множество ориентированных волокон, имеющих первую температуру плавления, при этом первое множество ориентированных волокон содержит однокомпонентное волокно. В еще одних аспектах по меньшей мере одна смесь из уплотненного волокна, описанная в данном документе, может содержать второе множество ориентированных волокон, содержащих многокомпонентное волокно, содержащее по меньшей мере первый компонент, имеющий первую температуру плавления, и по меньшей мере второй компонент, имеющий вторую температуру плавления.
[75] В еще других аспектах по меньшей мере одна смесь из уплотненного волокна, описанная в данном документе, содержит множество ориентированных многокомпонентных волокон, при этом каждое из множества ориентированных многокомпонентных волокон содержит по меньшей мере первый компонент, имеющий первую температуру плавления, и по меньшей мере второй компонент, имеющий вторую температуру плавления, отличную от первой температуры плавления. В этих аспектах множество ориентированных многокомпонентных волокон может содержать любые конфигурации многокомпонентных волокон, описанные в данном документе. В еще других аспектах любые раскрытые в данном документе полимеры могут быть использованы в качестве любого компонента из множества ориентированных многокомпонентных волокон.
[76] В еще других аспектах жесткая внутренняя часть, по существу, не содержит материал ПВХ или волокно высокой плотности (HDF), полученное из материала на основе древесины, или волокно средней плотности (MDF), полученное из материала на основе древесины. В других аспектах жесткая внутренняя часть, по существу, не содержит материал на основе древесины.
[77] В еще других аспектах жесткая внутренняя часть может дополнительно содержать компонент наполнителя. Типичные и неограничивающие наполнители, которые могут быть включены в слой жесткой внутренней части, могут включать карбонат кальция, летучую золу, переработанный карбонат кальция, тригидрат алюминия, тальк, наноглину, сульфат бария, барит, стекловолокно барита, стеклянный порошок, стеклобой, металлический порошок, глинозем, гидратированный глинозем, глину, карбонат магния, сульфат кальция, диоксид кремния, стекло, коллоидный диоксид кремния, сажу, графит, цементную пыль, полевой шпат, нефелин, оксид магния, оксид цинка, силикат алюминия, силикат кальция, диоксид титана, титанаты, стеклянные микросферы, мел, оксид кальция и любые их комбинации. В некоторых аспектах наполнитель может быть первичным. В других аспектах содержание наполнителя может быть регенерировано. В определенных аспектах содержание наполнителя может быть регенерировано из бывших в употреблении изделий. В еще других аспектах содержание наполнителя может быть регенерировано из постиндустриальных изделий.
[78] В некоторых аспектах наполнитель содержит одно или более из карбоната кальция, тригидрата алюминия, барита, полевого шпата, стеклобоя, летучей золы, каолиновой глины, известняка, пенополиуретана, резины, термопластичного порошка, термопластичного полиуретана (TPU), волластонита, или любой их комбинации.
[79] В еще других аспектах жесткая внутренняя часть может дополнительно содержать пигмент, антипирен, поверхностно–активное вещество, технологические добавки или их комбинацию. В определенных аспектах жесткая внутренняя часть может содержать один или более антипиреновых компонентов. Приведенные в качестве примера антипирены, которые могут быть включены в твердую внутреннюю часть, включают, без ограничения, фосфорорганические антипирены, красный фосфорный гидроксид магния, дигидроксид магния, гексабромциклододекан, бромсодержащие антипирены, бромированные ароматические антипирены, цианурат меламина, полифосфат меламина, меламин борат, метилол и его производные, диоксид кремния, карбонат кальция, ресурцинол бис–(дифенилфосфат), бромированное латексное основание, триоксид сурьмы, борат стронция, фосфат стронция, мономерный N–алкокси–затрудненный амин (NOR HAS), триазин и его производные, тальк с высоким аспектным отношением, фосфатированные сложные эфиры, органически модифицированные наноглины и нанотрубки, неорганически модифицированные наноглины и нанотрубки, полифосфат аммония, полифосфорную кислоту, соль аммония, триарилфосфаты, изопропилированный трифенилфосфат, эфиры фосфата, гидроксид магния, борат цинка, бентонит (активированную щелочью наноглину и нанотрубки), органоглину, алюминий тригидрат (ATH), азодикарбонамид, диазендикарбоксамид, диамид азодикарбоновой кислоты (ADC), триарилфосфаты, изопропилированный трифенилфосфат, производные триазина, щелочно–активированную органоглину и оксид алюминия. В жесткой внутренней части может быть использовано любое требуемое количество антипирена, и выбор такого количества будет зависеть от требуемого применения. Такие количества могут быть легко определены с помощью обычных экспериментов.
[80] В других аспектах могут быть использованы любые пигменты или поверхностно–активные вещества, известные в данной области техники. В еще других аспектах могут использоваться любые средства обработки, известные в данной области техники. В некоторых аспектах технологические добавки могут включать, без ограничения, антистатические химические вещества, смазочные материалы, масла или любую их комбинацию.
[81] В еще других аспектах по меньшей мере одно из первого или второго множеств волокон или даже из третьего множества волокон, если они присутствуют, может содержать регенерированные волокна. В некоторых аспектах регенерированные волокна могут включать бывшее в употреблении волокно. В других аспектах регенерированные волокна могут включать постиндустриальное волокно. В других аспектах регенерированные волокна могут включать как бывшее в употреблении, так и постиндустриальное волокно. Понятно, что как бывшие в употреблении, так и постиндустриальные волокна могут включать любые волокна, описанные выше. Понятно, что в некоторых аспектах регенерированное волокно регенерируют из коврового покрытия или ковровой плитки. В еще других аспектах регенерированное волокно может быть регенерировано из любого материала, например из любого материала, содержащего полимерные и/или натуральные волокна.
[82] Регенерированные волокна могут присутствовать в конечной жесткой внутренней части в любом требуемом количестве, включая, например, количество в диапазоне от более 0 мас. % до 100 мас. %, включая приведенные в качестве примера количества, составляющие 5 мас. %, 10 мас. %, 15 мас. %, 20 мас. %, 25 мас. %, 30 мас. %, 35 мас. %, 40 мас. %, 45 мас. %, 50 мас. %, 55 мас. %, 60 мас. %, 65 мас. %, 70 мас. %, 75 мас. %, 80 мас. %, 85 мас. %, 90 мас. % и 95 мас. %. В еще других аспектах регенерированные волокна могут присутствовать в количестве в любом диапазоне, полученном из вышеуказанных значений, включая, например, количество в диапазоне от более 0 мас. % до 90 мас. %, от 30 мас. % до 70 мас. % или от 40 мас. % до 60 мас. %. В еще других аспектах многослойное композитное изделие может содержать по меньшей мере около 10 мас. %, по меньшей мере около 20 мас. %, по меньшей мере около 30 мас. %, по меньшей мере около 40 мас. % или по меньшей мере около 50 мас. % регенерированного материала, такого как бывший в употреблении материал, постиндустриальный материал, бывший в продаже материал или их комбинацию. В другом аспекте многослойное композитное изделие содержит от около 50 мас. % до около 100 мас. % регенерированного материала. Также понятно, что регенерированный материал в многослойном композитном изделии может присутствовать в качестве регенерированных волокон, регенерированных наполнителей или их комбинации.
[83] Понятно, что путем включения регенерированного материала в многослойные композитные изделия в соответствии с данным изобретением может быть достигнуто несколько преимуществ. Например, продукты второго поколения, включающие регенерированный материал, имеют меньший экологический след по сравнению с широко применяемыми композитами, включающими только первичные материалы. В дополнительном аспекте использование регенерированного материала уменьшает количество широко применяемых, часто экологически вредных материалов, которые ранее были отправлены на свалку, при этом обеспечивая тот же или аналогичный уровень характеристик композита. Кроме того, замена первичного материала регенерированным материалом может снизить производственные затраты, связанные с производством различных композитных изделий, таких как напольные покрытия. К тому же, включение регенерированного материала в композит второго поколения может также обеспечить, если требуется, механическое усиление или стабильность композита второго поколения.
[84] В определенных аспектах понятно, что первое множество ориентированных волокон, второе множество ориентированных волокон и третье множество ориентированных волокон, описанных в данном документе, могут присутствовать в любом количестве, чтобы обеспечить жесткую внутреннюю часть, имеющую требуемую плотность. Понятно, что первое, второе и третье множество ориентированных волокон могут присутствовать в любом соотношении для обеспечения жесткой внутренней части, имеющей требуемую плотность.
[85] В некоторых аспектах множество ориентированных волокон, имеющих самую низкую температуру плавления, могут присутствовать в конечной жесткой внутренней части (или в смеси из уплотненного волокна) в любом требуемом количестве, включая, например, количество в диапазоне от более чем 0 мас. % до 100 мас. %, включая приведенные в качестве примера количества, составляющие 5 мас. %, 10 мас. %, 15 мас. %, 20 мас. %, 25 мас. %, 30 мас. %, 35 мас. %, 40 мас. %, 45 мас. %, 50 мас. %, 55 мас. %, 60 мас. %, 65 мас. %, 70 мас. %, 75 мас. %, 80 мас. %, 85 мас. %, 90 мас. %, 95 мас. % и 100 мас. %. В еще других аспектах множество ориентированных волокон, имеющих наименьшую температуру плавления, могут присутствовать в определенном количестве в любом диапазоне, полученном из вышеуказанных значений, включая, например, количество в диапазоне от около 0 мас. % до около 80 мас. % от общего количества волокон, присутствующих в смеси из уплотненного волокна, в качестве альтернативного варианта от около 5 мас. % до около 60 мас. % от общего количества волокон, присутствующих в смеси из уплотненного волокна, в качестве альтернативного варианта от около 30 мас. % до около 50 мас. % от общего количества волокон, присутствующих в смеси из уплотненного волокна, или еще в качестве альтернативного варианта от около 40 мас. % до около 60 мас. % от общего количества волокон, присутствующих в смеси из уплотненного волокна. В аспектах, в которых по меньшей мере одно множество ориентированных волокон содержит многокомпонентное волокно, соотношение между различными компонентами, имеющими разные температуры плавления в многокомпонентном волокне, может быть любым соотношением, выбранным специалистом в данной области техники. В некоторых аспектах, в которых присутствуют два компонента, массовое соотношение между двумя компонентами, имеющими разные температуры плавления, может составлять от около 0,1, около 0,2, около 0,3, около 0,4, около 0,5, около 0,6, около 0,7, около 0,8, около 0,9 или 1.
[86] В аспектах, в которых по меньшей мере первое множество ориентированных волокон содержит многокомпонентное волокно по меньшей мере первый компонент многокомпонентного волокна может иметь первую температуру плавления, и по меньшей мере второй компонент многокомпонентного волокна может иметь вторую температуру плавления, отличную от температуры плавления первого компонента. Кроме того, второе множество ориентированных волокон может содержать множество однокомпонентных волокон, при этом однокомпонентное волокно также может иметь примерно такую же температуру плавления, что и первая температура плавления первого многокомпонентного компонента. Кроме того, соотношение между первым множеством волокон и вторым множеством волокон может быть любым требуемым значением, предназначенным для того, чтобы получить волокнистую смесь, имеющую заданную требуемую плотность. В некоторых приведенных в качестве примера аспектах многокомпонентное волокно может присутствовать в количестве от более чем 0 мас. % до 100 мас. %, включая приведенные в качестве примера значения, составляющие около 1 мас. %, около 5 мас. %, около 10 мас. %, около 20 мас. %, около 30 мас. %, около 40 мас. %, около 50 мас. %, около 60 мас. %, около 70 мас. %, около 80 мас. %, около 90 мас. %, около 95 мас. %, около 99 мас. % и около 99,9 мас. %. В некоторых аспектах многокомпонентное волокно может присутствовать в количестве 100 мас. %.
[87] В определенных аспектах жесткая внутренняя часть может иметь толщину в диапазоне от около 0,5 мм до около 12 мм, включая приведенные в качестве примера значения, составляющие около 1 мм, около 2 мм, около 3 мм, около 4 мм, около 5 мм, около 6 мм, около 7 мм, около 8 мм, около 9 мм, около 10 мм и около 11 мм. В еще других аспектах жесткая внутренняя часть может иметь толщину в любом диапазоне между двумя вышеупомянутыми значениями. В некоторых аспектах толщина может находиться в диапазоне от около 0,5 мм до около 12 мм, от около 2 мм до около 12 мм или от около 5 мм до около 12 мм.
[88] В некоторых аспектах жесткая внутренняя часть в соответствии с данным изобретением может быть проницаемой для влаги. В еще одном аспекте заявляемая жесткая внутренняя часть является непроницаемой для влаги. В еще других аспектах жесткая внутренняя часть в соответствии с данным изобретением не накапливает и не удерживает влагу внутри смеси из уплотненного волокна. Кроме того, понятно, что в некоторых аспектах присутствие влаги не изменяет жесткую внутреннюю часть. В определенных аспектах влага не изменяет механические свойства жесткой внутренней части. В еще других аспектах жесткая внутренняя часть демонстрирует скорость проницаемости водяных паров более чем около 3 фунтов на 1000 футов2 за 24 часа, более чем около 3,5 фунта на 1000 футов2 за 24 часа, более чем около 4 фунтов на 1000 футов2 за 24 часа, более чем около 4,5 фунта на 1000 футов2 за 24 часа или более чем около 5 фунтов на 1000 футов2 за 24 часа.
[89] Как кратко изложено выше и снова проиллюстрировано на фиг. 1, многослойное композитное изделие содержит декоративную часть 130, имеющую первую поверхность 132 и противоположную вторую поверхность 134, при этом вторая поверхность декоративной части прикреплена к первой поверхности жесткой внутренней части. В определенных аспектах декоративная часть изделия в соответствии с данным изобретением содержит декоративный слой подложки или декоративный поверхностный слой 136. При использовании в данном документе следует понимать, что термин «декоративный слой подложки» и «декоративный поверхностный слой» могут использоваться взаимозаменяемо. В некоторых аспектах декоративный поверхностный слой содержит поливинилхлорид (ПВХ), отбеленный ПВХ, непрозрачный ПВХ, ориентированный полипропилен (OПП), полиолефин (ПO), тканый полиэтилен (ПЭ), нетканый ПЭ, тканый полипропилен (ПП), нетканый ПП, тканый ПЭТ, отбеленный волокнистый ПЭТ, нетканый ПЭТ, тканый нейлон, нетканый нейлон, обычную бумага, обычную фольгу или фольгированный ориентированный полипропилен. В других аспектах декоративный поверхностный слой может содержать одно или более из термостабилизированного двухосноориентированного ПЭТ (ДоПЭТ), аморфного ПЭТ (aПЭТ), регенерированного ПЭТ (рПЭТ), модифицированного полиэтилентерефталатгликоля (ПЭТГ), полиолефина, циклического олефинового сополимера (ЦОС), циклического олефинового полимера (ЦОП), поливинилиденфторида (ПВДФ), сополимеров полимолочной кислоты (PLA), нейлона, ацетата целлюлозы, полиметилметакрилата (ПММА), термопластичного полиуретана (ТПУ), термопластичных эластомеров (ТПЭ), поликарбоната, полиэтилена (ПЭ) или их сополимера.
[90] В некоторых аспектах толщина декоративной поверхности или подложки составляет от около 0,5 мил до около 20 мил, включая приведенные в качестве примера значения, составляющие около 2 мил, около 3 мил, около 4 мил, около 5 мил, около 6 мил, около 7 мил, около 8 мил, около 9 мил, около 10 мил, около 11 мил, около 12 мил, около 13 мил, около 14 мил, около 15 мил, около 16 мил, около 17 мил, около 18 мил и около 19 млн. В еще других аспектах декоративная поверхность или слой подложки может иметь любую толщину в диапазоне, полученном из любых двух из приведенных выше примерных значений. Например, слой подложки может иметь толщину в диапазоне от около 0,5 мил до около 5 мил, или от около 3 мил до около 7 мил, или от около 7 мил до около 20 мил. В еще других аспектах слой подложки может быть пленкой.
[91] В еще других аспектах декоративная часть содержит слой 138 изображения. В определенных аспектах слой изображения печатается или иным образом переносится на поверхность слоя декоративной подложки или слоя декоративной поверхности. В еще других аспектах слой изображения печатается или иным образом переносится на поверхность любого видимого слоя. В некоторых аспектах слой подложки и видимый слой являются одинаковыми. В других аспектах слой подложки и видимый слой различны.
[92] В некоторых аспектах декоративный слой прикреплен к первой поверхности жесткой внутренней части с помощью адгезива. Понятно, что адгезив может быть любым адгезивом, известным в данной области техники. В некоторых аспектах адгезив включает по меньшей мере одно из акрилового адгезива, этиленвинилацетата (ЭВА), этиленакриловой кислоты (ЭАК), малеинового ангидрида этиленакриловой кислоты (EAA–MAH), этиленметилакрилат малеинового ангидрида (EMA–MAH), этиленвинилацетат малеинового ангидрида (EVA–MAH), полиэтилен малеинового ангидрида низкой плотности (LDPE–MAH), полиэтилен малеинового ангидрида высокой плотности (HDPE–MAH), полиуретана (PUR), полиуретановых дисперсий (PUD), полиэфирного термоклея, отверждаемого ультрафиолетовым излучением адгезива или их комбинации. В некоторых аспектах полиуретановые дисперсии могут содержать уретановый полимер с концевыми изоцианатными группами, метиленбис(фенилизоцианат), метиленбисфенилизоцианат и тому подобное. Полиуретановая дисперсия может дополнительно содержать оксазолидиновые отвердители и различные модификаторы.
[93] В некоторых аспектах отверждаемые ультрафиолетовым излучением адгезивы могут содержать полимеры с основной цепью на основе полиуретанакрилата, полимеры с основной цепью на основе полиизопренакрилата, полимеры с основной цепью на основе полибутадиена акрилата, мономерные (мет) акрилаты и тому подобное. В определенных аспектах отверждаемые ультрафиолетовым излучением адгезивы могут включать в себя любые адгезивы, известные в данной области техники, которые способны отверждаться при воздействии ультрафиолетового излучения. В других аспектах отверждаемый ультрафиолетовым излучением адгезив может дополнительно содержать другие добавки, такие как, например, и без ограничения, инициаторы фотополимеризации, добавки, которые увеличивают гибкость смолы, и тому подобное.
[94] В еще других аспектах адгезив включает этиленвинилацетат (ЭВА). В еще других аспектах адгезив включает этилен–акриловую кислоту (EAA). В еще других аспектах адгезив включает полиуретановые дисперсии (PUD), полиуретановый реактивный (PUR) термоплавкий клей или сложный полиэфир. В еще других аспектах сложный полиэфир может содержать полиэтилентерефталат (ПЭТ), полилактид (PLA), сложный эфир, модифицированный полиэтилентерефталатгликолем, политриметилентерефталат или любую их комбинацию.
[95] Адгезив может включать, по существу, линейные этиленовые полимеры и гомогенно разветвленные линейные этиленовые полимеры (то есть гомогенно разветвленные этиленовые полимеры). Гомогенно разветвленные этиленовые полимеры (в частности, в основном линейные этиленовые полимеры) имеют низкие температуры затвердевания, хорошую адгезию по отношению к полипропилену и низкий коэффициент по сравнению с обычными этиленовыми полимерами, такими как полиэтилен низкой плотности (LDPE), гетерогенно разветвленный линейный полиэтилен низкой плотности (LLDPE), полиэтилен высокой плотности (HDPE) и гетерогенно разветвленный полиэтилен сверхнизкой плотности (ULDPE).
[96] В некоторых аспектах адгезив имеет толщину от около 0,1 мил до около 5 мил, включая приведенные в качестве примера значения около 0,5 мил, около 1 мил, около 1,5 мил, около 2 мил, около 2,5 мил, около 3 мил, около 3,5 мил, около 4 мил и около 4,5 мил. В еще других аспектах адгезив может иметь любую толщину в диапазоне, полученном из любых двух из приведенных выше примерных значений. Например, адгезив может иметь толщину в диапазоне от около 0,5 мил до около 4 мил или от около 0,1 мил до около 3 мил.
[97] В еще других аспектах декоративная часть может быть прикреплена к первой поверхности жесткой внутренней части любыми другими известными в данной области техники способами. В некоторых приведенных в качестве примера аспектах декоративная часть может быть прикреплена к первой поверхности жесткой внутренней части с помощью иглопробивания. Например, декоративная часть, содержащая множество отбеленных ПЭТ–волокон в качестве подложки, может быть прикреплена иглопробиванием к первой поверхности жесткой внутренней части. В других аспектах декоративная часть, прикрепленная иглопробиванием, может быть дополнительно подвергнута тепловому припрессовыванию к первой поверхности жесткой внутренней части. В этих аспектах слой изображения может быть образован путем прямой печати на подложке после того, как декоративная часть прикреплена к первой поверхности жесткой внутренней части. В таких аспектах произвольно ориентированные волокна с основным оттенком белого или почти белого цвета могут быть прикреплены к первой поверхности жесткой внутренней части. Волокна, используемые для образования этого субстрата, могут составлять по меньшей мере около 10 мас. %, по меньшей мере около 20 мас. %, по меньшей мере около 30 мас. %, по меньшей мере около 40 мас. %, по меньшей мере около 50 мас. %, по меньшей мере около 60 мас. %, по меньшей мере около 70 мас. %, по меньшей мере около 80 мас. %, по меньшей мере около 90 мас. % или по меньшей мере около 95 мас. % легкоплавкого волокна, которое может создавать связь с жесткой внутренней частью при нагревании до температуры от около 110°C до около 250 °C, включая приведенные в качестве примера значения, составляющие около 120 °С, около 130 °С, около 140 °С, около 150 °С, около 160 °С, около 170 °С, около 180 °С, около 190 °С, около 200 °С, около 210 °С, около 220 °С, около 230 °С и около 240 °С. В еще других аспектах получаемая поверхность может быть дополнительно выровнена, чтобы поддерживать уровень гладкости, позволяющий перенесенному изображению иметь достаточную детализацию с помощью технической ленты или снимаемой пленки либо бумаги.
[98] В еще других аспектах декоративная часть может быть прикреплена к первой поверхности жесткой внутренней части путем первого рассеяния полимерного порошка. В таких аспектах рассеянный порошок содержит полимер, содержащий полипропилен, сложный полиэфир, полиэтилен или их комбинацию. В еще других аспектах декоративная часть, расположенная на рассеянном порошке, дополнительно подвергается термическому прессованию с первой поверхностью жесткой внутренней части.
[99] В некоторых аспектах слой изображения может содержать любые обычные чернила, краситель, пигмент или другое маркирующее вещество, которые можно наносить в виде требуемого рисунка. Например, и без ограничения, слой изображения может содержать чернила на водной основе, на основе сои, чернила, отверждаемые УФ–излучением, и/или пигменты на основе растворителя. В еще одном аспекте слой изображения представляет собой чернила, отверждаемые УФ–излучением.
[100] Понятно, что чернила, отверждаемые УФ–излучением, могут содержать фотоинициаторы, пигменты, добавки, мономеры и олигомеры различных полимеров и тому подобное. В некоторых приведенных в качестве примера аспектах чернила, отверждаемые УФ–излучением, могут включать, без ограничения, (5–этил–1,3–диоксан–5–ил)метилакрилат, 2–феноксиэтилакрилат; 1–винилгексагидро–2Н–азепин–2–он, замещенный фосфиноксид, триакрилат триметилолпропана, фенил–бис (2,4,6–триметилбензоил)фосфиноксид, эпоксиакрилатный олигомер, диакрилатный мономер, многофункциональные мономеры, модифицированный амином акрилатный олигомер, 1–винилгексагидро–2Н–асепин–2–он, диакрилатные олигомеры, бензофенон, триакриалтономеры, 1–гидроксициклогексилфенилкетон, 2–гидрокси–2–метилпропиофенон и тому подобное.
[101] Также понятно, что слой изображения может быть нанесен на слой декоративной подложки или декоративный поверхностный слой или любой другой видимый слой любыми обычными средствами печати, которые могут включать, без ограничения, прямую печать, ротогравюрную печать, цифровую печать, шелкографию, флексографическую печать, литографическую печать, офсетную литографию, рельефную печать, термографическую печать, термическую сублимационную печать, сублимационную печать, термопечатающую печать, цифровую печать и тому подобное. В еще других аспектах слой изображения может быть нанесен путем выворотной печати. В таких приведенных в качестве примера аспектах изображение печатается на нижней стороне прозрачной пленки, а не на верхней стороне пленки. Согласно этому аспекту слои 136 и 138 на фиг. 1 будет полностью вывернуты.
[102] В еще других аспектах слой изображения может быть нанесен посредством цифровой печати. В некоторых аспектах слой изображения наносят до прикрепления декоративной части к жесткой внутренней части. В других аспектах слой изображения наносится после того, как декоративная часть прикреплена к жесткой внутренней части. В приведенного в качестве примера аспекте слой изображения может содержать чернила и пигменты, производимых компаниями INX Inks, Durst, HP, EFI, Sun Chemical, DyStar, Sensient Inks Technologies, Kao Collins, Mankiewicz, Marabu, Borbeaux или Tiger. В еще других аспектах слой изображения может быть напечатан цифровым способом с помощью цифровых принтеров, производимых компаниями Cefla, Durst, Hymmen, EFI, Barbaran, Zimmer Austria, HP, Fujifilm, Mimaki, AGFA, Kodak, Canon, Epson, KBA, OKI, Ricoh, Heidelberg, Mutoh или Inca.
[103] В определенных аспектах образованный слой изображения может быть непрерывным слоем, который покрывает, по существу, всю верхнюю поверхность подложки. В еще других аспектах образованный слой изображения может быть прерывистым слоем, который покрывает только часть верхней поверхности подложки. В еще других аспектах слой изображения может иметь любой необходимый эстетический вид. В некоторых приведенных в качестве примера аспектах слой изображения может иметь вид имитированных напольных покрытий из дерева, бетона, кровельной плитки или керамики.
[104] В некоторых аспектах часть декоративного слоя может иметь любой подходящий вес и толщину. В некоторых вариантах реализации изобретения часть декоративного слоя имеет вес от около 0,2 унции на квадратный ярд до около 1,0 унции на квадратный ярд, включая, без ограничения, части декоративного слоя, имеющие вес около 0,3, 0,4, 0,5, 0,6, 0,7, 0,8 и 0,9 унции за квадратный ярд. В дополнительном аспекте часть декоративного слоя может иметь общую толщину от около 1 мил до около 20 мил, включая приведенные в качества примера значения, составляющего около 2 мил, около 3 мил, около 4 мил, около 5 мил, около 6 мил, около 7 мил, около 8 мил, около 9 мил, около 10 мил, около 11 мил, около 12 мил, около 13 мил, около 14 мил, около 15 мил, около 16 мил, около 17 мил, около 18 мил и около 19 мил; хотя можно использовать практически любую толщину.
[105] В еще других аспектах декоративный слой может дополнительно содержать эстетический слой, такой как тонкий шпон из сланца, керамики, камня, дерева, пробки, пленки, тканого или нетканого материала.
[106] В еще одном аспекте декоративный слой может дополнительно содержать слой, изготовленный из порошка с рассеивающим покрытием. В некоторых аспектах рассеянный порошок может содержать полипропилен, сложный полиэфир, полиэтилен или их комбинацию.
[107] В других аспектах декоративный слой может содержать тканые волокна, камень, керамику, стекло, иглопробивные материалы, кожу, шкуры животных, шпон или любую их комбинацию.
[108] В дополнительном аспекте любой из эстетических слоев, описанных выше, может быть приклеен к любой вышеупомянутой подложке.
[109] В еще других аспектах декоративная часть дополнительно содержит необязательный износостойкий слой 140, приклеенный к верхней поверхности 132 декоративного слоя. В еще одном аспекте износостойкий слой отсутствует. В тех аспектах, в которых присутствует износостойкий слой, износостойкий слой может содержать, например и без ограничения, обычные иономеры, полиэтилентерефталат (ПЭТ), полиуретан, полиуретановый реактивный термоплавкий адгезивный (PUR), полипропилен, политриметилентерефталат (РТТ), полиамид, поливинилхлорид (ПВХ) и тому подобное. В дополнительном аспекте износостойкий слой может содержать смолу Surlyn, такую как, например и без ограничения, смола Surlyn® 1706, производимую компанией E.I. du Pont de Nemours and Company, Inc, или Incor PUR, поставляемую компанией Kleiberit или Henkel.
[110] В еще одном аспекте слой износа может содержать термостабилизированный двуосно–ориентированный ПЭТ (ДоPET), аморфный ПЭТ (aПЭТ), регенерированный ПЭТ (рПЭТ), модифицированный полиэтилентерефталатгликоль (PETG), полиолефин, циклический олефиновый сополимер (ЦОС), циклический олефиновый полимер (ЦОП), поливинилиденфторид (ПВДФ), сополимеры полимолочной кислоты (PLA), нейлон, ацетат целлюлозы, полиметилметакрилат (ПММА), термопластичный полиуретан (ТПУ), термопластичные эластомеры (ТПЭ), поликарбонат, полиэтилен (ПЭ), полиэтилен высокой плотности (HDPE), полиэтилен низкой плотности (LDPE) или их сополимер.
[111] В некоторых аспектах износостойкий слой является, по существу, прозрачным. В других аспектах износостойкий слой является, по существу, непрозрачным.
[112] В еще одном аспекте износостойкий слой может иметь толщину в диапазоне от более чем 0 мил до около 30 мил, включая приведенные в качестве примера диапазоны толщин, составляющие от около 0,5 мил, около 1 мил, около 1,5 мил, около 2 мил, около 2,5 мил, около 3 мил, около 3,5 мил, около 4 мил, около 5 мил, около 6 мил, около 7 мил, около 8 мил, около 9 мил, около 10 мил, около 12 мил, около 15 мил, около 17 мил, около 20 мил, около 22 мил, около 25 мил и около 27 мил. В еще одном дополнительном аспекте толщина износостойкого слоя может находиться в диапазоне, полученном из любого из перечисленных выше приведенных в качестве примера значений. Например, толщина может находиться в диапазоне вплоть до 4 мил, или в диапазоне от около 4 мил до около 9 мил, или от 4 мил до около 16 мил.
[113] В некоторых аспектах износостойкий слой наслаивают на декоративную часть. В еще других аспектах износостойкий слой отверждается ультрафиолетовым излучением в декоративную часть. В некоторых аспектах, в которых износостойкий слой отсутствует, распыляемый материал может быть нанесен на верхнюю поверхность декоративной части. В таких аспектах наслаиваемый материал может служить в качестве слоя для защиты от царапин.
[114] В определенных аспектах декоративная часть имеет верхний слой. В еще других аспектах верхняя поверхность декоративной части тиснена или тиснена в регистр. В тех аспектах, в которых присутствует износостойкий слой, верхний слой декоративной части является износостойким слоем. В тех аспектах, в которых износостойкий слой отсутствует, но декоративная часть содержит слой подложки, поверхность подложки также может быть верхним слоем декоративной части. В аспектах, в которых присутствуют какие–либо дополнительные эстетические слои, а износостойкий слой отсутствует, верхняя поверхность дополнительного эстетического слоя также является верхней поверхностью декоративной части. В еще других аспектах может присутствовать слой 142 для защиты от царапин. Слой для защиты от царапин может быть нанесен на верхнюю поверхность износостойкого слоя 140. В качестве альтернативного варианта, в аспектах, в которых необязательный износостойкий слой отсутствует, слой для защиты от царапин может быть непосредственно нанесен на верхнюю поверхность декоративного слоя. Понятно, что слой для защиты от царапин может быть нанесен любым из известных в данной области техники способов. В некоторых аспектах слой для защиты от царапин может содержать любые материалы, подходящие для этой цели. В еще других аспектах слой для защиты от царапин может содержать прозрачные материалы на основе полиуретана или прозрачные материалы на основе акрила. В еще других аспектах слой для защиты от царапин может быть отвержден ультрафиолетом.
[115] При необходимости может быть выполнено тиснение для создания визуальных элементов и текстур, предназначенных для дублирования или имитации вида древесных зерен, шифера и других визуальных элементов. Вместо тиснения для достижения требуемой эстетики могут также использовать лазерное травление. Некоторые другие потенциальные способы текстурирования поверхности напольных материалов, стеновых панелей, потолков или кровельных изделий включают проводное сопротивление, когда температура экструдированного продукта все еще выше температуры стеклования, или перемещение зондов по поверхности при перемещении продукта или датчика. Кроме того, текстура может быть также встроена в поверхность формы для литья под давлением, пресс–формы или вакуум–формы. Текстура также может быть текстурой горячей или холодной штамповки под давлением для придания необходимого вида. Понятно, что тиснение может быть выполнено любыми способами, известными в данной области техники. В некоторых аспектах можно использовать тиснильный валик, тиснение с помощью пленки или УФ–замораживания. В еще других аспектах тиснение может быть выполнено с использованием нагрева или инертного УФ–отверждения под пленкой или лентой. В некоторых приведенных в качестве примера аспектах тиснение может быть выполнено путем нанесения вязкой жидкости, которая может быть отверждена и сшита. В некоторых дальнейших аспектах пленка с текстурой может быть нанесена на вязкую жидкость, которая затем отверждается через пленку с образованием текстурированной поверхности, отражая в зеркальном отображении текстуру, которая присутствовала на текстурированной пленке. В еще других аспектах неотвержденный УФ–излучением полимер может быть спрессован с помощью ленты или пленки, имеющей негативную структуру для тиснения, и затем отвержден посредством УФ–излучения, чтобы заставить УФ–лаковые материалы затвердеть в форме пленки, полосы или бумаги для тиснения или создания структуры.
[116] В определенных аспектах тиснение может быть запрессовано или отверждено в слое для защиты от царапин или износостойком слое. В других аспектах слой изображения, содержащий тиснение, может быть запрессован или отвержден в слое для защиты от царапин или износостойком слое различными способами, например и без ограничения, способом формообразования путем отверждения УФ–излучением.
[117] В еще других аспектах вся декоративная часть, например композитная часть, содержащая слой изображения, износостойкий слой и слой для защиты от царапин, может быть предварительно изготовлена, а затем нанесена на жесткую внутреннюю часть с помощью любого способа, известного в данной области техники. В некоторых приведенных в качестве примера аспектах такое прикрепление может быть выполнено с помощью любого известного адгезивного материала.
[118] Многослойное композитное изделие обычно может иметь любую требуемую форму. В одном аспекте многослойное композитное изделие является, по существу, плоским. Плоские композитные изделия могут быть полезны для напольных покрытий или материала для настила, стеновых панелей и тому подобного. Плоские композитные изделия могут быть изготовлены в любом требуемом размере, который обычно будет зависеть от целевого применения. В одном аспекте плоское композитное изделие может иметь размер длины, превышающий размер ширины. Например, плоское композитное изделие может иметь размеры в виде листа, например листа размером 5’x12’. Такой лист можно разрезать на листы меньших размеров по мере необходимости. В других аспектах, среди других удлиненных размеров, композитные изделия могут иметь размеры 4’x8’, или 4’x10’ или 5’x12’. В других аспектах композитные изделия могут иметь дополнительные размеры, чтобы соответствовать конечному продукту. Удлиненные композитные изделия могут быть полезны, например, в качестве материалов для настила. Композитные изделия также могут иметь любую требуемую толщину. В одном аспекте композит имеет толщину от около 0,25 дюйма до около 3 дюймов, или от 0,5 дюйма до 1,0 дюйма, или от около 0,25 до около 0,75 дюйма, или от около 0,6 дюйма до около 0,75 дюйма. В дополнительном аспекте композитные изделия могут иметь подходящие форму и размеры, обычно используемые в напольной плитке, настенной плитке, потолочной плитке, включая, но не ограничиваясь этим, такие размеры, как 1’ x 1’, 2’ x 2’, 3’ x 3, 3’ x 5’ и тому подобное. В некоторых аспектах напольное изделие может быть выполнено в виде панели, планки, листа, доски или плитки. В других аспектах многослойное композитное изделие представляет собой изделие облицовочной плитки. В еще одном аспекте многослойный композит представляет собой потолочное изделие. Другие формы включают ромб, прямоугольники, треугольники, круги и другие формы.
[119] В некоторых аспектах многослойное композитное изделие содержит первую пару сближаемых боковых кромок и вторую пару противоположных боковых кромок. В определенных аспектах множество боковых кромок не профилировано для определения какой–либо формы взаимозамыкаемых или других крепежных механизмов, с помощью которых смежные изделия могут быть прикреплены друг к другу. В еще других аспектах множество боковых кромок может быть профилировано для формирования механизма взаимозамкнутости.
[120] Используемые в данном документе термины «механизм взаимозамкнутости» или «конструкция взаимозамкнутости» относятся к механизму, который позволяет соединять различные части доски для настила пола так, что действие одной части автоматически вызывает или предотвращает действие другой части. Механизмы взаимозамкнутости содержат замыкающие средства, которые замыкают смежные плиты для покрытия пола по меньшей мере по горизонтали или по меньшей мере по вертикали, или могут содержать аспекты, которые замыкаются как в горизонтальном, так и в вертикальном направлении. Некоторые приведенные в качестве примера механизмы взаимозамкнутости содержат как выступ в виде шпунта, так и профиль в виде канавки внутри одной и той же доски для покрытия пола. Например, профиль шпунта может быть подвергнут механической обработке с одной стороны и с одной кромки доски, при этом канавка обрабатывается с противоположной стороны и кромки той же панели. Такие соединения могут быть сделаны путем механической обработки краев досок. В качестве альтернативного варианта, части механизма взаимозамкнутости могут быть изготовлены из отдельного материала, который затем интегрируется с доской для настила пола. Понятно, что термин «механизм взаимозамкнутости» не следует рассматривать как ограниченный профилями шпунта и пазов только досок для покрытия пола. Другие приведенные в качестве примера механизмы взамозамкнутости включают защелкивающиеся соединения, встроенные в края доки, наклонную доску с взаимозамыкаемыми краями, доски с перекрывающимися краями, доски с краями замка–заглушки, доски с наклонными краями и т. д. Понятно, что термин «механизм взаимозамкнутости» относится к множеству панелей, которые можно легко соединять друг с другом так, чтобы при сборке не было необходимости в отдельных конструкционных рамах. В других аспектах механизм взаимозамкнутости может содержать крепежный элемент. В других аспектах изделия являются свободно плавающими или механически закрепленными.
[121] В качестве дополнения или альтернативы интегрированным механизмам блокировки, описанным в данном документе, раскрытый многослойный композит может дополнительно содержать или устанавливаться с помощью дополнительных фиксирующих элементов. В некоторых примерах такие фиксирующие элементы могут включать полосы с выступающими элементами, которые зацепляют фиксирующий элемент на двух смежных изделиях. Такие фиксирующие устройства могут быть выполнены из того же материала, что и многослойное композитное изделие: из алюминия, древесного волокна и т. д.
[122] В дополнительных аспектах многослойное композитное изделие согласно изобретению может быть непосредственно приклеено к подповерхности. В других аспектах многослойное композитное изделие может быть свободно уложено на подповерхность. В еще других аспектах многослойное композитное изделие может быть приклеено к поверхности с помощью фиксирующих точек, клейких полос и тому подобного. В таких аспектах клеи, которые можно использовать, включают, но не ограничиваются ими, клей Dupont VHB Gorilla, жидкие гвозди или любой другой коммерчески доступный клей. В других аспектах многослойное композитное изделие может быть магнитным путем прикреплено к подповерхности. В некоторых приведенных в качестве примера аспектах подповерхность может быть, например, покрыта любым веществом, которое имеет магнитные свойства или которое содержит материал, иным образом притягивающийся к магнитному материалу. Например, основание пола может быть покрыто оксидом железа или железом. В таких аспектах многослойное композитное изделие может дополнительно содержать любое вещество, проявляющее магнитные свойства, и может быть соединено с основанием пола с помощью магнитного поля, присутствующего после установки настила пола.
[123] В еще других аспектах многослойное композитное изделие согласно изобретению может быть прикреплено к дополнительному материалу подложки. Понятно, что прикрепление многослойного композитного изделия согласно изобретению к дополнительному материалу подложки может быть выполнено любыми способами, известными в данной области техники. Например, и без ограничения, прикрепление может быть выполнено путем нанесения адгезивного материала или свободной укладки многослойного композитного изделия на дополнительную подложку. Понятно, что такие адгезивы могут включать в себя любой известный в данной области техники адгезив, например без ограничения, полиуретановые адгезивы. В еще других приведенных в качестве примера аспектах дополнительный материал подкладки может представлять собой пленку подложки, пену, слой клея или адгезива или другие упругие или мягкие подложки, такие как корковая пробка. В определенных аспектах дополнительная подложка может содержать нескользящую подложку, подушку, тисненую подложку, пену, подложку для ковра или любую их комбинацию.
[124] Понятно, что нескользящая подложка, подушка, тисненая подложка, пена или подложка для ковра могут состоять из любых материалов подложки, известных в данной области техники. В некоторых аспектах они могут включать в себя пенополиуретаны. В других аспектах они могут включать в себя пены или подложки на основе пластомерного полиэтилена, такие как пены на основе HBEP или SLEP. Описание приведенных в качестве примера подложек можно найти, например, в заявке на патент США №11/915,553, заявке на патент США №12/786,036, заявке на патент США №12/619,059 или в патенте США № 9,410,026, которые включены в данный документ посредством ссылки в полном объеме.
[125] В определенных аспектах многослойное композитное изделие, описанное в данном документе, может демонстрировать рейтинги испытания на поток излучения класса I в соответствии со стандартом ASTM E–648.
[126] В еще других аспектах многослойное композитное изделие демонстрирует местную остаточную деформацию поверхности в жилых помещениях менее 0,0005 дюйма при измерении в соответствии с ASTM F1914–07(2011). В других аспектах многослойное композитное изделие демонстрирует местную остаточную деформацию поверхности в жилых помещениях менее 8% от общей толщины при измерении в соответствии с ASTM F1914–07(2011). В еще других аспектах многослойное композитное изделие демонстрирует местную остаточную деформацию поверхности в коммерческих помещениях менее 0,005 дюйма при измерении в соответствии с ASTM F970. В еще других аспектах многослойное композитное изделие проявляет статическую нагрузку, составляющую менее 0,005 дюйма, при измерении в соответствии с ASTM F970.
[127] В еще других аспектах многослойное композитное изделие проходит испытание на радиус изгиба оправки, измеренное в соответствии с ASTM F137(2013). В определенных аспектах испытание считается пройденным, если не наблюдается трещин или разрывов, когда образец изделия согласно изобретению изгибается вокруг оправки размером 1”. В еще одном аспекте многослойное композитное изделие проходит испытание на радиус изгиба оправки менее 1 дюйма, измеренное в соответствии с ASTM F137(2013).
[128] Понятно, что жесткость изделия может быть определена путем измерения модуля упругости при изгибе и прочности изделия на изгиб.
[129] В некоторых аспектах модуль упругости при изгибе и прочность на изгиб можно измерить с помощью испытания на изгиб при трехточечном изгибе. В некоторых аспектах модуль упругости при изгибе (также известный как модуль изгиба) рассчитывается как отношение напряжения к деформации при деформации изгиба или тенденция материала к изгибу. В определенных аспектах это значение измеряется в единицах силы на площадь и может быть определено по наклону кривой напряжения–деформации, полученной при испытании на изгиб, например, при испытании в соответствии со стандартом ASTM D790. Схема условий, используемых в испытании при трехточечном изгибе, проиллюстрирована на фиг. 2. Для испытания используют прямоугольную балку (200), действующую как изотропный линейный материал, имеющий ширину w (202) и высоту h (204). Значения, используемые в испытании в дополнение к ширине w (202) и высоте h (204) балки, представляют собой расстояние L (206), которое измеряется между двумя внешними опорами (208), второй момент площади поперечного сечения балки I (не проиллюстрирован) и отклонение d (210), которое существует из–за нагрузки F (212), приложенной в середине балки. Расчет модуля упругости при изгибе можно выполнить по формуле (1)
[130]
[131] Исходя из теории упругой балки, d можно вычислить по формуле (2)
[132]

[133] при этом снова I представляет собой момент инерции площади поперечного сечения, а E представляет собой модуль упругости. Для прямоугольной балки I можно вычислить по формуле (3)
[134]
[135] Таким образом, Ef=E, то есть Efравно модулю Юнга или модулю упругости.
[136] Без привязки к какой–либо теории, в идеале, модуль упругости при изгибе или на изгиб эквивалентен модулю растяжения (модулю Юнга) или комплексному модулю упругости. Однако, как легко может понять специалист в данной области техники, полимеры являются частью непредсказуемого уровня техники, и, таким образом, значения модуля упругости при изгибе могут значительно варьироваться.
[137] Строительные нормы определяют максимальное отклонение, обычно как часть пролета, например, 1/400 или 1/600. Таким образом, допустимое напряжение (или состояние предела прочности) или предельное состояние по пригодности к эксплуатации (различные факторы прогиба) может влиять на минимальные размеры элемента, требуемого для испытания.
[138] В некоторых аспектах многослойное композитное изделие проявляет модуль упругости при изгибе от около 0,1 ГПа до около 15,0 ГПа, включая приведенные в качестве примера значения, составляющие около 0,5 ГПа, около 1 ГПа, около 1,5 ГПа, около 2 ГПа, около 2,5 ГПа, около 3 ГПа, около 3,5 ГПа, около 4 ГПа, около 4,5 ГПа, около 5 ГПа, около 5,5 ГПа, около 6 ГПа, около 6,5 ГПа, около 7 ГПа, около 7,5 ГПа, около 8 ГПа, около 8,5 ГПа, около 9 ГПа, около 9,5 ГПа, около 10 ГПа, около 10,5 ГПа, около 11 ГПа, около 11,5 ГПа, около 12 ГПа, около 12,5 ГПа, около 13 ГПа, около 13,5 ГПа, около 14 ГПа и около 14,5 ГПа.
[139] В еще других аспектах многослойное композитное изделие проявляет прочность на изгиб от около 20 МПа до около 400 МПа, включая приведенные в качестве примера значения около 30 МПа, около 50 МПа, около 70 МПа, около 100 МПа, около 130 МПа, около 150 МПа, около 170 МПа, около 200 МПа, около 230 МПа, около 250 МПа, около 270 МПа, около 300 МПа, около 330 МПа, около 350 МПа и около 370 МПа.
[140] В еще других аспектах многослойное композитное изделие проявляет, по существу, выровненное напряжение компонента. В определенных аспектах данного изобретения многослойное композитное изделие проявляет, по существу, равномерную стабильность по всему изделию и, таким образом, не требует периодов акклиматизации, чтобы обеспечить выравнивание напряжений перед любой установкой. В еще других аспектах стабильность размеров и отсутствие необходимости в периоде акклиматизации могут быть измерены в соответствии со стандартами ISO 23999 «Стабильность размеров при термозагибании» (Heat Curl Dimensional Stability). В определенных аспектах стабильность размеров может быть измерена путем анализа изменений размеров изделия, когда изделие нагревают до температуры около 80 °С/180 °F, а затем охлаждают до температуры окружающей среды. Максимальное отклонение, показанное в таких аспектах, может составлять не более чем около 0,05%, не более чем около 0,1%, не более чем около 0,11%, не более чем около 0,12%, не более чем около 0,13%, не более чем около 0,14%, не более чем около 0,15%, не более чем около 0,16%, не более чем около 0,17%, не более чем около 0,18%, не более чем около 0,19%, не более чем около 0,20%, не более чем около 0,25% не более чем около 0,30%, не более чем около 0,35%, не более чем около 0,40% или не более чем около 0,5%. В еще других аспектах наблюдаемое максимальное отклонение может представлять собой любой диапазон значений, полученных из любых двух вышеупомянутых значений. В некоторых аспектах максимальное отклонение составляет от около 0,1% до около 0,2% или от около 0,15% до около 0,5%. В еще других аспектах максимальное отклонение составляет не более чем около 0,17%, когда изделие нагревают до 80 °С/180 °F, а затем охлаждают до температуры окружающей среды. В еще других аспектах стабильность размеров может быть измерена в соответствии с ASTM F2199 и имеет усадку менее 0,020 дюйма/фут, менее 0,015 дюйма/фут, менее 0,010 дюйма/фут или менее 0,005 дюйма/фут. В еще других аспектах стабильность размеров может быть измерена в соответствии с ASTM F2199 и имеет усадку максимум около 0,200%, максимум около 0,167%, максимум около 0,170%, максимум около 0,160%, максимум около 0,155%, максимум около 0,150% или максимум около 0,145%.
[141] На фиг. 3(а) проиллюстрировано изображение в поперечном сечении приведенного в качестве примера многослойного композитного изделия, содержащего слой поливинилхлоридного материала в качестве жесткой подложки. Это проиллюстрировано в сравнении с фиг. 3(b), которая иллюстрирует приведенный в качестве примера многослойный композит, содержащий жесткую внутреннюю часть из смеси из уплотненного волокна согласно изобретению. В частности, на фиг. 3(а) проиллюстрировано изображение поперечного сечения обычного изделия с жесткой внутренней частью, имеющего внутреннюю часть из ПВХ или слой (310а) подложки и прикрепленную к нему декоративную часть 330а. Декоративная часть 330a состоит из слоя печатного изображения (336/338a). Сам слой печатного изображения состоит из подложки 336, на которой напечатан слой 338 печатного изображения, и износостойкого слоя (340a). На фиг. 3(b) проиллюстрировано изображение в поперечном сечении приведенного в качестве примера многослойного композита в соответствии с данным изобретением, содержащего жесткую подложку (310b) внутренней части в соответствии с данным изобретением, содержащую волокнистую смесь в соответствии с данным изобретением и прикрепленную к ней декоративную часть 330b. Декоративная часть 330b состоит из слоя (336/338а) печатного изображения. Сам слой печатного изображения состоит из подложки 336, на которой напечатан слой 338 печатного изображения, и износостойкого слоя (340b).
СПОСОБ
[142] Данное изобретение также предусматривает способы изготовления каждого из многослойных композитных изделий, описанных выше. В одном аспекте предусмотрен способ, который обычно включает этапы: а) образования жесткой подложки, содержащей жесткую внутреннюю часть, имеющую первую поверхность и противоположную ей вторую поверхность, при этом жесткая внутренняя часть содержит по меньшей мере одну смесь из уплотненного волокна и при этом по меньшей мере одна смесь из уплотненного волокна состоит из первого множества ориентированных волокон, имеющих первую температуру плавления, и второго множества ориентированных волокон, имеющих вторую температуру плавления, отличную от первой температуры плавления; б) образования декоративной части, имеющей первую поверхность и противоположную ей вторую поверхность; и в) прикрепления второй поверхности декоративной части к первой поверхности жесткой внутренней части.
[143] В еще другом аспекте в данном документе раскрыт способ, включающий: а) образование жесткой подложки, содержащей жесткую внутренняя часть, имеющую первую поверхность и противоположную ей вторую поверхность, при этом жесткая внутренняя часть содержит по меньшей мере одну смесь из уплотненного волокна, и при этом по меньшей мере одна смесь из уплотненного волокна состоит из множества ориентированных многокомпонентных волокон, при этом каждое из множества многокомпонентных волокон содержит по меньшей мере первый компонент, имеющий первую температуру плавления, и по меньшей мере второй компонент, имеющий вторую температуру плавления, отличную от первой половины плавления; б) образование декоративной части, имеющей первую поверхность и противоположную ей вторую поверхность; и в) прикрепление второй поверхности декоративной части к первой поверхности жесткой внутренней части.
[144] В еще одном дополнительном аспекте в данном документе описан способ изготовления многослойного композитного изделия, включающий: а) образование жесткой подложки, содержащей жесткую внутренняя часть, имеющую первую поверхность и противоположную ей вторую поверхность, при этом жесткая внутренняя часть содержит по меньшей мере одну смесь из уплотненного волокна, при этом по меньшей мере одна смесь из уплотненного волокна состоит из первого множества ориентированных волокон, включающих натуральное волокно, имеющее определенную температуру разложения, и второго множества ориентированных волокон, имеющих температуру плавления ниже, чем температура разложения первого множества ориентированных волокон; б) образование декоративной части, имеющей первую поверхность и противоположную ей вторую поверхность; и в) прикрепление второй поверхности декоративной части к первой поверхности жесткой внутренней части.
[145] Этап образования жесткой подложки может дополнительно включать образование жесткой внутренней части, включающее: а) наложение друг на друга первого множества ориентированных волокон и второго множества ориентированных волокон с образованием волокнистой матрицы; б) обработку волокнистой матрицы с образованием волокнистой смеси; и в) термообработку волокнистой смеси и обработку волокнистой смеси под давлением в условиях, эффективных для образования смеси из уплотненного волокна.
[146] В других аспектах может присутствовать третье множество ориентированных волокон. В этих аспектах этап образования жесткой внутренней части может включать: а) наложение друг на друга первого множества ориентированных волокон, второго множества ориентированных волокон и третьего множества ориентированных волокон с образованием волокнистой матрицы; б) обработку волокнистой матрицы с образованием волокнистой смеси и в) термообработку волокнистой смеси и обработку волокнистой смеси под давлением в условиях, эффективных для образования смеси из уплотненного волокна. Следует понимать, что первое, второе и третье множество ориентированных волокон могут содержать любое из волокон, описанных в данном документе.
[147] Кроме того, следует понимать, что любой способ, известный в данной области техники, который предусматривает перепутывание волокон, может быть использован для образования волокнистой смеси. В некоторых аспектах этап обработки может включать этап иглопробивания. В других аспектах этап обработки может включать процесс рассеивания порошка. В других аспектах этап обработки может включать любой известный процесс, способный образовывать смесь. В некоторых аспектах этап иглопробивания является необязательным. В еще других аспектах этап иглопробивания может быть заменен этапом гидравлического перепутывания, пневматического перепутывания или любым другим способом, способным удерживать волокна вместе, например, способом термического связывания или использованием дополнительных адгезивов.
[148] В аспектах, в которых этап обработки включает рассеивание порошка, порошок может быть сначала рассеян на ленте, и волокна могут быть наложены поверх порошка. В дополнительных аспектах компоненты могут быть подвергнуты совместному термическому прессованию с образованием смеси. В таких аспектах рассеянный порошок может содержать полипропилен, сложный полиэфир, полиэтилен или их комбинацию.
[149] Способы, описанные в данном документе, могут снова обеспечить смесь из уплотненной волокна, имеющую плотность от около 5 фунтов/фут3 до около 100 фунтов/фут3, включая приведенные в качестве примера плотности, составляющие 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90 и 95 фунтов/фут3. В еще других аспектах объемная плотность может быть значением в пределах любого диапазона, полученного из вышеуказанных значений, включая, например, плотность от около 15 фунтов на кубический фут до около 75 фунтов на кубический фут.
[150] В определенных аспектах способы, описанные в данном документе, обеспечивают смесь из уплотненного волокна, имеющую плотность по меньшей мере около 10 фунтов/фут3, включая приведенные в качестве примера значения, составляющие по меньшей мере около 15 фунтов/фут3, около 20 фунтов/фут3, около 25 фунтов/фут3, около 30 фунтов/фут3, около 35 фунтов/фут3, около 40 фунтов/фут3, около 45 фунтов/фут3 или около 50 фунтов/фут3. В определенных аспектах смесь из уплотненного волокна может иметь плотность в диапазоне между любыми двумя вышеупомянутыми значениями.
[151] В других аспектах способы, описанные в данном документе, обеспечивают смесь из уплотненного волокна, имеющую плотность, составляющую не более чем около 50 фунтов/фут3, около 45 фунтов/фут3, около 40 фунтов/фут3, около 35 фунтов/фут3, около 30 фунтов/фут3, 25 фунтов/фут3, около 20 фунтов/фут3, около 15 фунтов/фут3 или около 10 фунтов/фут3. В определенных аспектах смесь из уплотненного волокна может иметь плотность в диапазоне между любыми двумя вышеупомянутыми значениями. Понятно, что смесь из уплотненного волокна может иметь такую же низкую плотность, как и плотность волокнистой смеси, содержащей, по существу, идентичное первое множество ориентированных волокон и, по существу, идентичное второе множество ориентированных волокон, которые не подвергались каким–либо процессам уплотнения, например нагреву или опрессовыванию давлением.
[152] Способы, описанные в данном документе, могут обеспечить смесь из уплотненного волокна, имеющую такую же низкую плотность, как и плотность волокнистой смеси, содержащей, по существу, идентичное первое множество ориентированных волокон, по существу, идентичное второе множество ориентированных волокон и, по существу, идентичное третье множество ориентированных волокон, которые не подвергались каким–либо процессам уплотнения, например нагреву или опрессовыванию давлением.
[153] В некоторых аспектах в данном документе описаны способы, которые обеспечивают жесткую внутреннюю часть, описанную в данном документе, при этом жесткая внутренняя часть имеет переменную плотность по частям жесткой внутренней части. Например, в данном документе описаны способы, которые могут обеспечить жесткую внутреннюю часть, содержащую первую часть, имеющую первую плотность, и вторую часть, имеющую вторую плотность, отличную от первой плотности. Чтобы образовать такую жесткую внутреннюю часть, имеющую различные плотности, в некоторых аспектах соотношение первого и второго множеств волокон можно регулировать для достижения требуемого результата. В других аспектах соотношение первого, второго и третьего множеств волокон может регулироваться для достижения требуемого результата.
[154] В еще других аспектах изделие может содержать уплотненный слой, содержащий неволокнистую композицию. В таких аспектах уплотненный слой может быть расположен между жесткой внутренней частью и декоративной частью.
[155] Понятно, что первое, второе и третье множества волокон могут присутствовать в любом вышеуказанном количестве или соотношении.
[156] В еще других аспектах в данном документе описаны способы обеспечения жесткой подложки многослойного композитного изделия в соответствии с данным изобретением, имеющей переменную плотность по всей жесткой внутренней части. Эти способы могут включать образование по меньшей мере двух отдельных смесей из уплотненного волокна, которые затем наслаивают одну возле другой. В этих аспектах каждая из смесей из уплотненного волокна может быть образована любым способом, описанным в данном документе, и может иметь плотность, которая может быть такой же или быть другой, чем другая смесь из уплотненного волокна.
[157] В определенных аспектах этап наложения друг на друга множеств ориентированных волокон может быть выполнен с использованием системы кардной ленты и преобразования прочеса, системы рециркуляции горячего воздуха или их комбинации. Понятно, что в некоторых аспектах после этапа наложения этап образования жесткой внутренней части может дополнительно включать иглопробивание. В других аспектах после этапа наложения этап образования жесткой внутренней части может дополнительно включать любые способы, известные в данной области техники, например, без ограничений, этап рассеивания порошка. В еще других аспектах этап образования жесткой внутренней части дополнительно включает термообработку и обработку под давлением в условиях, эффективных для образования смеси из уплотненного волокна.
[158] В зависимости от температуры, при которой нагревается композитный слой, может быть желательным использование термостойких конвейерных лент. Обычно композитный слой нагревают до температуры, достаточной для того, чтобы по меньшей мере частично расплавить множество волокон, имеющих самую низкую температуру плавления. В некоторых аспектах условия термообработки, эффективные для образования смеси из уплотненного волокна, могут включать нагревание при температуре от около 82 °С (180 °F) до около 427 °С (800 °F), включая приведенные в качестве примера температуры около 93 °С, 120 °С, 150 °С, 177 °С, 204 °С, 230 °С, 260 °С, 290 °С, 315 °С, 370 °С и около 400 °С (200 °F, 250 °F, 300 °F, 350 °F, 400 °F, 450 °F, 500 °F, 550 °F, 600 °F, 700 °F и 750 °F). В еще других аспектах условия термообработки, эффективные для образования смеси из уплотненного волокна, могут включать нагревание при температуре от около 82 °С (180 °F) до около 177 °С (350 °F), от около 120 °С (250 °F) до около 230 °С (450 °F) или от около 120 °С (250 °F) до около 177 °С (350 °F), или от около 177 °С (350 °F) до около 315 °С (600 °F).
[159] В определенных аспектах для термообработки может быть использована печь. В других аспектах понятно, что могут быть использованы любые известные в данной области средства нагрева. Например, в некоторых аспектах волокнистая смесь может быть каландрирована в горячем масле. В других аспектах тепло и давление могут поступать от непрерывных прессов с двойной лентой, например, доступных в продаже от TPS, Sandvik, Meyer, HELD, Schott и Meissner, Meyer, HELD или Hymmen. В еще других аспектах тепло и давление могут поступать от статических прессов с одним или множеством отверстий. В еще одном аспекте смесь может быть нагрета в проходной печи с подачей воздуха, а затем каландрирована.
[160] Во время или после выполнения этапа нагрева волокнистая смесь может быть необязательно подвергнута условиям обработки под давлением, эффективным для образования смеси из уплотненного волокна. В этих аспектах волокнистая смесь подвергается воздействию давления, составляющего от около 0 фунтов на квадратный дюйм до около 1200 фунтов на квадратный дюйм (фунтов/кв. дюйм), в том числе, например, от около 10 фунтов/кв. дюйм до около 500 фунтов/кв. дюйм, от 100 фунтов/кв. дюйм до 1000 фунтов/кв. дюйм, от около 250 фунтов/кв. дюйм до 1000 фунтов/кв. дюйм, от около 400 фунтов/кв. дюйм до около 950 фунтов/кв. дюйм, от около 500 фунтов/кв. дюйм до 750 фунтов/кв. дюйм или от около 600 фунтов/кв. дюйм до 700 фунтов/кв. дюйм.
[161] Приведенное в качестве примера устройство, подходящее для изготовления многослойных композитных изделий, проиллюстрировано на фиг. 4. В заданном соотношении первое множество волокон и второе множество волокон удаляются из пучков 424, 426 и вручную или механически размещаются на подающем конвейере 430 в виде рыхлой смеси ориентированных волокон. Рыхлая волокнистая смесь первоначально перемещается через текстильную кардную машину 432, которая ориентирует волокна с образованием волокнистой матрицы. После прохождения через кардную машину волокнистая матрица перемещается в преобразователь прочеса 434, в котором волокнистый мат укладывается в поперечном направлении в заранее определенное количество слоев. Волокнистая матрица с преобразованным прочесом перемещается от преобразователя прочеса 434 через наметочную машину 438. Наметочная машина 438 выполнена с возможностью свободно соединять между собой слои матрицы посредством проникновения крючковой иглы, чтобы образовать волокнистую смесь. После начального иглопробиванию с помощью наметочной машины 438 волокнистая смесь может быть необязательно растянута путем вытягивания на растягивающих роликах 440. После вытягивания необязательно растянутый тканевый мат может дополнительно перемещаться через дополнительный основной ткацкий станок 442. Основной ткацкий станок 442 выполнен с возможностью обеспечения дополнительного проникновения крючковой иглы. После обработки на основном ткацком станке 442 тканевая масса перемещается через устройство 444 для каландрирования, где она подвергается каландрированию в горячем масле при температуре от около 120 °С (250 °F) до 204 °С (400 °F) и при давлении от 50 фунтов/кв. дюйм до 1200 фунтов/кв. дюйм. После прокатки в устройстве для каландрирования ткань может необязательно проходить через дополнительное нагревательное устройство 448. В дополнительном нагревательном устройстве 448 тканевая масса может подвергаться воздействию теплового инфракрасного излучения при температуре от около 66 °С (150 °F) до 177 °С (350 °F). После того как тканевая масса нагревается и необязательно подвергается воздействию давления, сформированная уплотненная тканевая масса может быть затем охлаждена. Понятно, что, при необходимости, в ходе процесса могут быть выполнены дополнительные этапы.
[162] В некоторых аспектах этап прикрепления декоративной части к первой поверхности жесткой внутренней части может включать нанесение адгезива. В некоторых аспектах будет понятно, что адгезивный материал может быть нанесен любым из известных в данной области техники способов. В некоторых аспектах адгезив можно наносить в виде термоклея. В других аспектах адгезив может быть выдавлен на смесь из уплотненного волокна. В еще других аспектах адгезивный материал может быть нанесен в виде водной дисперсии.
[163] В еще других аспектах способ дополнительно включает нанесение слоя подложки, как описано выше. Слой подложки с изображением может быть нанесен любыми известными способами, например, способом прижимного вала или любым способом ламинирования, известным в данной области техники.
[164] В еще других аспектах декоративная часть может быть прикреплена к первой поверхности жесткой внутренней части любыми другими известными в данной области техники способами. В некоторых способах этап прикрепления включает иглопрокалывание второй поверхности декоративной части с первой поверхностью жесткой внутренней части. В определенных аспектах после того, как декоративная часть приклеена к жесткой внутренней части, может быть использован термопресс при температуре от около 110 °С до около 250 °С и под давлением, достаточным для приклеивания декоративной части к жесткой внутренней части. В еще других аспектах декоративная часть может быть прикреплена к первой поверхности жесткой внутренней части посредством иглопрокалывания. Например, декоративная часть, содержащая множество отбеленных ПЭТ–волокон в качестве декоративной подложки или декоративного поверхностного слоя, может быть прикреплена к первой поверхности жесткой внутренней части путем иглопрокалывания. В других аспектах декоративная часть, прикрепленная иглопрокалыванием, может быть дополнительно подвергнута тепловому прессованию с первой поверхностью жесткой внутренней части. Понятно, что слой изображения может быть перенесен на любую видимую поверхность изделия любыми известными в данной области техники способами. В некоторых аспектах слой изображения может быть образован путем прямой печати на подложке после того, как декоративная часть прикреплена к первой поверхности жесткой внутренней части. В еще других аспектах слой изображения может быть перенесен другими способами, которые включают, но не ограничиваются ими, ротационную глубокую печать, цифровую и прямую тампонную печать, трафаретную печать или перенос краски испарением после того, как декоративная часть прикреплена к первой поверхности жесткой внутренней части.
[165] В еще других аспектах декоративная часть может быть прикреплена к жесткой внутренней части с помощью рассеивания порошкового полимера. В таких аспектах порошок может быть рассеян по первой поверхности жесткой внутренней части до прикрепления второй поверхности декоративной части. В еще других аспектах декоративная часть, прикрепленная порошковым рассеянием, может быть дополнительно подвергнута тепловому прессованию с первой поверхностью жесткого слоя.
[166] В еще других аспектах способ дополнительно включает этап нанесения износостойкого слоя, имеющего первую поверхность и противоположную ей поверхность. В еще других аспектах износостойкий слой покрывает декоративную часть, так что вторая поверхность износостойкого слоя находится в контакте с первой поверхностью декоративной части. Понятно, что износостойкий слой может быть нанесен любым из известных в данной области техники способов. В некоторых аспектах износостойкий слой наносят способом прижимного валика. В этих аспектах износостойкий слой наносят на декоративный слой и ламинируют, пропуская через дополнительный прижимной валик. В других аспектах износостойкий слой может быть отвержден ультрафиолетовым излучением.
[167] Например, верхняя поверхность декоративного слоя может быть необязательно подвергнута последующему прессованию, сглаживанию, тиснению или профилированию с получением различных функциональных или эстетических эффектов. Кроме того, другие необязательные материалы могут быть нанесены на композитный слой или на сформованный композит в процессе изготовления.
[168] В связи с любым из аспектов по настоящему изобретению, описанных в данном документе, способы могут необязательно включать этап дезинфекции. Специалист в данной области техники поймет, что наличие примесей в регенерированном ковровом материале может потребовать дезинфекции регенерированных материалов в целях охраны здоровья и безопасности. С этой целью множество волокон может пройти этап дезинфекции в любой момент во время изготовления: дезинфекции множества волокон перед его использованием в способах, описанных в данном документе, или, в качестве альтернативного варианта, путем дезинфекции множества волокон в процессе или после образования композита.
[169] В различных аспектах многослойные композитные изделия в соответствии с данным изобретением преимущественно имеют более высокие характеристики излучающей панели, сниженную скрипучесть, улучшенные свойства снижения уровня шума и меньше энергетических затрат на изготовление и эксплуатацию.
ПРИМЕРЫ
[170] Следующие примеры приведены для того, чтобы предоставить специалистам в данной области техники полное раскрытие изобретения и описание того, как составы, композиции, изделия, устройства и/или способы, заявленные в данном документе, изготавливаются и оцениваются, и предназначены только для примера, а не для ограничения изобретения. Были предприняты усилия для обеспечения точности в отношении чисел (например, количества, температуры и т. д.), но следует учитывать некоторые погрешности и отклонения.
[171] Если не указано иное, части представляют собой массовые доли, температура равна градусам по Цельсию или равна температуре окружающей среды, а давление находится на уровне или около уровня атмосферного давления или полного вакуума.
[172] Пример 1
[173] Приведенные в качестве примера изделия были изготовлены в соответствии со способами, описанными выше. Множество ориентированных многокомпонентных волокон и множество однокомпонентных волокон были использованы для образования смеси из уплотненного волокна в соответствии с данным изобретением. Приведенные в качестве примера многокомпонентные волокна имели бикомпонентную конфигурацию, то есть конфигурацию внутренней части–внешней части, при этом внутренняя часть представляла собой сложный полиэфир, имеющий первую температуру плавления, а внешняя часть представляла собой сложный полиэфир, имеющий вторую температуру плавления, ниже, чем первая температура плавления. Приведенные в качестве примера однокомпонентные волокна содержали сложный полиэфир, имеющий первую температуру плавления. Приведенная в качестве примера смесь из уплотненного волокна содержала 60 мас. % многокомпонентного волокна и 40 мас. % однокомпонентного волокна.
[174] Приведенные в качестве примера образцы, имеющие вес 60 унций/кв. ярд и 90 унций/кв. ярд, были размещены на нижней плите статического пресса; рама, имеющая толщину 0,080 дюйма или 0,125 дюйма, была размещена вокруг образца, и верхняя плита статического пресса была опущена для контакта с рамой. Верхняя и нижняя плиты были нагреты до температуры 132 °С (270 °F) или 163 °С (325 °F). Полученная плотность смеси из уплотненного волокна была измерена и проиллюстрирована в таблице 1.
[175] Приведенные в качестве примера изделия также были испытаны на устойчивость к статической нагрузке. Для измерения статической нагрузки были подготовлены образцы размером 2 дюйма x 2 дюйма. Верхняя часть чистого образца была отмечена по диагонали с образованием «X». Была измерена начальная толщина (T1) образца в центре «X». Образец был помещен лицевой стороной вверх на нижнюю пластину индентора, а промежуточная пластина была помещена сверху образца с кругом диаметром 1,25 дюйма лицевой стороной вниз. Требуемая нагрузка в 750 фунтов или 1500 фунтов прикладывалась в течение 24 часов. После снятия нагрузки сжатая толщина (T2) была измерена и зафиксирована в центре «X». Восстановленная толщина (T3) образца в центре «X» была дополнительно измерена еще через 24 часа, когда образец не подвергался никаким внешним нагрузкам. Остаточное сжатие рассчитывали по формуле: n=T1 – T3. Результаты представлены в таблице 2. Образец не проходит испытания, если статическая нагрузка составляет > 0,005 дюйма. Все изобретательские образцы прошли испытание.
[176] Для измерения остаточного вдавливания были подготовлены образцы размером 2 дюйма × 2 дюйма. Верхняя часть чистого образца была помечена по диагонали с образованием «Х». Образец был помещен под прижимную лапку (диаметр 0,178 дюйма), с «Х» по центру непосредственно под прижимной лапкой. Первоначальная толщина образца (T1) была измерена с помощью электронно–цифрового индикатора на устройстве для испытания вдавливания. Чтобы измерить остаточное вдавливание, электронно–цифровой индикатор с прижимной лапкой, лежащей поверх образца, был обнулен. Нагрузка в 140 фунтов прилагалась к образцу в течение 10 мин и была измерена толщина Т2. Затем образец был извлечен и оставлен нетронутым на 1 час, и окончательная толщина образца (T3) была измерена с помощью электронно–цифрового индентора с прижимной лапкой, выровненной по предыдущей отметке. Процент остаточного вдавливания был измерен по формуле: % остаточного вдавливания =((T1–T3)/T1) x 100. Образец не пройдет испытания, если % остаточного вдавливания > 8%. Результаты представлены в таблицах 3–6. Все изобретательские образцы прошли испытание.
[177] Для измерения стабильности размеров были изготовлены образцы размером 6 дюймов × 6 дюймов, которые были измерены в соответствии со стандартом ISO 23999. Стабильность размеров образцов была измерена как в направлении движения полуфабриката в машине, так и поперек направления движения полуфабриката в машине. Образцы были подвергнуты воздействию температуры 80 °С (176 °F) в течение 6 часов, а затем оставлены без воздействия на 24 часа. Затем образец снова измеряли в том же месте, чтобы вычислить % изменения размера. Успешный результат испытания составляет 0,17% или менее изменений. Результаты представлены в таблице 7.
Таблица 1. Плотность образцовых волокнистых смесей
Таблица 2. Измерения статической нагрузки для образцовых волокнистых смесей.
Таблица 3. Остаточное вдавливание для образцовых волокнистых смесей.
Таблица 4. Остаточное вдавливание для образцовых волокнистых смесей.
Таблица 5. Остаточное вдавливание для образцовых волокнистых смесей.
Таблица 6. Остаточное вдавливание для образцовых волокнистых смесей.
Таблица 7. Размерная стабильность образцовых волокнистых смесей.
[178] Для измерения модуля упругости при изгибе и прочности на изгиб испытание проводят в соответствии со стандартом ASTM D790. Для этого испытания образец размером 1/8 дюйма x 1/2 дюйма x 5 дюймов помещают на две опоры, а по центру прикладывают нагрузку. Нагрузка в результате – это прочность на изгиб материала образца. Прочность на изгиб также может быть измерена в соответствии со стандартом ISO–178. Понятно, что значения, представленные в испытаниях согласно ASTM D–790 и ISO–178 редко значительно отличаются. Модуль материала также измеряется в соответствии с ASTM D–790 или ISO–178 и выражается как отношение нагрузки к деформации при изгибной деформации. Типичная прочность на изгиб и модуль упругости при изгибе различных полимеров приведены в таблице 8 ниже. Понятно, что гибкие материалы, такие как эластомеры, имеют более низкие значения, чем армированные волокном технические полимеры имеют меньшие значения, чем технически усиленные полимеры, используемые в качестве заменителей металлов, такие как полиимиды или ацетали.
[179] Таблица 8. Типичная прочность на изгиб и модуль упругости при изгибе полимеров
[180] Хотя в предшествующем описании были раскрыты несколько вариантов реализации изобретения, специалистам в данной области техники понятно, что придут на ум многие модификации и другие варианты реализации изобретения, к которым относится изобретение, имея приоритет по принципам, представленным в приведенном выше описании и сопутствующих графических материалах. Таким образом, подразумевается, что данное изобретение не ограничено конкретными вариантами реализации изобретения, раскрытыми выше, и что многие модификации и другие варианты реализации изобретения предназначены для включения в объем прилагаемой формулы изобретения. Кроме того, хотя в данном документе, а также в последующей формуле изобретения используются конкретные термины, они используются только в общем и описательном смысле, а не для целей ограничения описанного изобретения или формулы изобретения, которая следует ниже.
Реферат
Изобретение относится к области строительных отделочных материалов и касается многослойного композитного напольного, настенного панельного или потолочного изделия. Изделие содержит: а) жесткую подложку, содержащую жесткую внутреннюю часть, имеющую первую поверхность и противоположную вторую поверхность, при этом жесткая внутренняя часть содержит по меньшей мере одну смесь из уплотненного волокна, и при этом по меньшей мере одна смесь из уплотненного волокна состоит из первого множества ориентированных волокон, имеющих первую температуру плавления, и второго множества ориентированных волокон, имеющих вторую температуру плавления, отличную от первой температуры плавления, причем жесткая внутренняя часть содержит первую часть, имеющую первую плотность, и вторую часть, имеющую вторую плотность, отличную от первой плотности, причем смесь из уплотненного волокна имеет плотность по меньшей мере 15 фунтов/фут3(240,3 кг/м3); и б) декоративную часть, имеющую первую поверхность и противоположную вторую поверхность, при этом вторая поверхность декоративной части прикреплена к первой поверхности жесткой внутренней части. Раскрыты способы получения таких изделий. Изобретение обеспечивает получение композитных плит, имеющих одну или более характеристик высокой ударной прочности, теплостойкости при набухании, огнестойкости, стабильности размеров, приемлемых характеристик панели радиационного отопления и усовершенствованных акустических свойств. 7 н. и 62 з.п. ф-лы, 8 табл, 4 ил.
Формула
Документы, цитированные в отчёте о поиске
Новые композиционные материалы, способ их получения и их применение в области половых покрытий
Комментарии