Термоусадочное упаковочное изделие без использования пыли - RU2743678C2
Код документа: RU2743678C2
Чертежи














Описание
Предпосылки создания изобретения
В течение десятилетий на изнаночной и внешней поверхностях бесшовной термоусадочной рукавной пленки, из которой изготавливаются термоусадочные пакеты для упаковывания мяса, используется рыхлая пыль, например, рыхлая пыль из кукурузного крахмала. В процессе изготовления пыль наносится на изнаночную поверхность толстой, кольцевой бесшовной пленочной "ленты" сразу после ее экструзии через кольцевую матрицу, т.е. до того, как лента подвергается ориентации в твердом состоянии с целью формирования термоусадочной рукавной пленки. Пыль, присутствующая на изнаночной поверхности рукавной пленки, облегчает изготовление термоусадочной пленки и ее последующую обработку, включая (а) печатание, (б) преобразование в упаковочные изделия, (в) обработку полученных упаковочных изделий на упаковочных машинах, включая открывание и помещение продукта в упаковочное изделие.
Пыль наносится на внешнюю поверхность термоусадочной рукавной пленки во время преобразования ленты из термоусадочной рукавной пленки в отдельные упаковочные изделия, например, пакеты, например, путем герметизации и резания. Пыль, присутствующая на внешней поверхности термоусадочной рукавной пленки, облегчает последующее обращение с отдельными упаковочными изделиями в процессе заполнения упаковочного изделия мясным продуктом. Более точно, пыль, присутствующая на внешней поверхности отдельных упаковочных изделий, снижает коэффициент трения пленок друг о друга, т.е. действует как добавка, понижающая трение, т.е. смазочный материал, позволяющий отдельным упаковочным изделиям легко скользить и отделяться друг от друга и от поверхностей машины.
Например, при упаковывании мясных продуктов с использованием стопки пакетов из коробки пыль, присутствующая на внешней поверхности каждого из отдельных пакетов, позволяет легко извлекать верхний пакет из стопки с целью заполнения продуктом. Без применения пыли на внешней поверхности пакетов верхний пакет может слипаться со следующим пакетом (т.е. пакетом непосредственно под верхним пакетом) до такой степени, что при извлечении верхнего пакета для подачи на участок загрузки вместе с ним извлекается следующий пакет из стопки. Иными словами, следующий пакет может частично или полностью извлекаться из стопки пакетов при перемещении верхнего пакета на участок загрузки. Это нежелательное перемещение следующего пакета может варьировать от весьма незначительного перемещения из стопки пакетов вплоть до перемещения до участка загрузки вместе с верхним пакетом. Без применения пыли на внешней поверхности пакетов перемещение верхнего пакета на участок загрузки, вероятно, приведет к выходу следующего пакета, по меньшей мере, из совмещенного положения с остальными пакетами стопки и перемещению на протяжении части расстояния до участка загрузки продукта. Независимо от того, выполняется ли это вручную или посредством автоматизации, пыль на внешней поверхности верхнего пакета и внешней поверхности следующего пакета способствует извлечению верхнего пакета из стопки без существенного нарушения положения следующего пакета.
Кроме того, в случае расположенных внахлестку пакетов на ленте, после помещения продукта в находящийся ниже по потоку пакет (т.е. "первый пакет"), примыкающий к ленте(-ам), пыль, присутствующая на внешней поверхности всех пакетов, примыкающих к ленте(-ам), позволяет отделять первый пакет, уже содержащий продукт, от лент(-ы) с небольшими помехами или без помех для следующего пакета, находящегося выше по потоку (т.е. "второго пакета") на ленте(-ах), что тем самым облегчает загрузку следующего продукта во второй пакет.Это облегчение загрузки происходит как при ручной, так и автоматической загрузке продукта. Затем загруженный первый пакет может отделять от лент(-ы) и далее подвергаться ручной или автоматической обработке, включая транспортировку в вакуумную камеру, в которой из пакета, в котором остается продукт, откачивается газообразная среда, после чего пакет герметизируется путем термосваривания, а излишек рукавной пленки отрезается и выбрасывается или возвращается в повторный цикл. Оборудование и технологии упаковывания мяса и других продуктов в вакууме в термоусадочные пакеты описаны в патентах US 3958391 (на имя Kujubu), US 4580393 (на имя Furukawa) и US 4640081 (на имя Kawaguchi и др.), каждый из которых во всей полноте в порядке ссылки включен в настоящую заявку.
После загрузки продукта в первый пакет на ленте(-ах), его отделения от лент(-ы) и направления на дальнейшие упаковочные операции второй пакет устанавливается в положение для загрузки продукта, открывается, и в него загружается продукт, после чего загруженный второй пакет отделяется лент(-ы) и перемещается вниз по потоку для выполнения дальнейших упаковочных операций, как и с первым пакетом. Пыль облегчает эти упаковочные операции. Пыль на изнаночной поверхности рукавной пленки помогает изготавливать термоусадочную рукавную пленку. Если пыль используется для изготовления рукавной пленки, как это схематически показано на фиг.1, пыль подают внутрь кольцевого экструдата через проход по центру кольцевой матрицы. Пыль наносится на изнаночную поверхность рукавной пленки сразу после экструзии кольцевого экструдата через кольцевую матрицу. Кольцевой экструдат, выходящий из кольцевой матрицы, называется в описании "лентой". Поскольку кольцевая лента является толстой и еще не ориентирована в твердом состоянии, она еще не является термоусадочной пленкой. Пыль контактирует с изнаночной поверхностью кольцевой ленты вскоре после ее выхода из матрицы. Кольцевую ленту закаливают охлаждающей жидкостью. После закалки кольцевую ленту сплющивают, придавая ей плоскую конфигурацию. За счет этого кольцевая лента в плоской конфигурации, оставаясь в виде ленты, может подвергаться дополнительной необязательной обработке, такой как, облучение, нанесение покрытия методом экструзии и т.д. Однако при изготовлении термоусадочной пленки кольцевая лента в плоской конфигурации после этого повторно нагревается до температуры ее размягчения (например, путем подачи через ванну с горячей водой при 85-90°**С), после чего образующаяся размягченная кольцевая лента подается через первую пару зажимных валков, вращающихся с окружной скоростью X метров в минуту, а затем кольцевая пленка растягивается как в поперечном направлении путем подачи вокруг захваченного пузырька воздуха, так и в продольном направлении вторым комплектом зажимных валков, вращающихся с более высокой окружной скоростью, например, X+Υ метров в минуту. Захваченный воздух присутствует в количестве, которое заставляет размягченную кольцевую ленту открываться и расширяться в поперечном направлении с целью достижения желаемого уровня поперечной ориентации в твердом состоянии. Относительные окружные скорости зажимных валков в сочетании с увеличенной длиной пути обработки в продольном направлении при расширении вокруг захваченного пузырька воздуха создают желаемый уровень ориентации в продольном направлении в твердом состоянии. Открывание размягченной ленты облегчается присутствующей пылью внутри размягченного рукавной пленки, так как без применения пыли лента может "слипаться", т.е. демонстрировать значительное сопротивление открыванию, позволяющему воздушной пробке расширять ленту в поперечном направлении. Если лента не поддается открыванию, процесс ориентации в твердом состоянии невозможен. Таким образом, первая причина применения пыли внутри ленты заключается в том, чтобы обеспечить открывания размягченной ленты в начале процесса ориентации в твердом состоянии.
После ориентации в твердом состоянии полученную бесшовную кольцевую термоусадочную рукавную пленку сплющивают, придавая ей плоскую конфигурацию, и сматывают в рулон. Затем эта кольцевая термоусадочная рукавная пленка в плоской конфигурации может разматываться из рулона, и из нее путем резания и герметизации может изготавливаться множество пакетов или оболочек, т.е. множество упаковочных изделий. Во время изготовления упаковочных изделий (пакетов и оболочек) из термоусадочной рукавной пленки на внешнюю поверхность рукавной пленки добавляется пыль, как описано выше. Однако количества пыли, добавленной внутрь кольцевого экструдата, достаточно для того, чтобы размягченная рукавная пленка легко открывалась в начале процесса ориентации в твердом состоянии, а также для того, чтобы после разматывания смотанной в рулон плоской бесшовной термоусадочной рукавной пленки и ее последующего резания, и герметизации изготавливать из нее термоусадочные упаковочные изделия, которые легко открываются с целью дальнейшего помещения в них продукта. Следует отметить, что ориентация размягченной ленты в твердом состоянии с целью формирования термоусадочной рукавной пленки увеличивает площадь изнаночной поверхности рукавной пленки пропорционально степени общей ориентации пленки. Например, у ленты, подвергнутой 3-кратной поперечной ориентации в твердом состоянии в сочетании с 3-кратной продольной ориентацией в твердом состоянии, площадь изнаночной поверхности рукавной пленки в девять раз превышает площадь изнаночной поверхности ленты. Количества пыли, подаваемой внутри ленты сразу после экструзии, должно быть достаточно не только для того, чтобы просто обеспечить открывание размягченной кольцевой ленты. Иными словами, количества добавленной пыли должно быть достаточно для предотвращения слипания изнаночной поверхности термоусадочной рукавной пленки и, чтобы после формирования упаковочного изделия из рукавной пленки он мог открываться с целью помещения в него продукта.
Хотя пыль из кукурузного крахмала и/или пыль, полученная из любого другого применимого материала, обеспечивают вышеописанные свойства пониженного трения и антиадгезии, необходимые для изготовления и применения термоусадочных пакетов, пыль улетучивается во время нанесения пыли на внешнюю поверхность рукавной пленки из-за потери сцепления с внешней поверхностью рукавной пленки, а также улетучивается с изнаночной поверхности рукавной пленки во время формирования упаковочных изделий. Пыль, которая улетучивается с внешней поверхности, оказывается в окружающей среде, в которой находится рукавная пленка или упаковочное изделие. В результате пыль накапливается в воздухе и на поверхности воздушных фильтров, оборудования, сооружений и т.д. Более того, поскольку пыль из кукурузного крахмала является питательной средой, она может служить источником питания и размножения микробов. Пыль также ухудшает внешний вид упаковочных изделий до помещения в них мясного продукта и смывания пыли с внешней поверхности упаковочного изделия. Таким образом, было бы желательно обеспечить рукавную пленку и упаковочные изделия желаемыми свойствами пониженного трения и антиадгезии без применения пыли.
Из уровня техники известны термоусадочные рукавные пленки без применения пыли, но обладающие желательными свойствами пониженного трения и антиадгезии. Эти известные из техники термоусадочные рукавные пленки используются в качестве упаковочных пленок, но не с целью изготовления термоусадочных пакетов и оболочек (содержащих бесшовную рукавную пленку или изготовленных из нее) для упаковывания мясных продуктов. Вместо этого, в отличие от термоусадочных пакетов и оболочек, используемых для упаковывания мяса и других продуктов, эти известные термоусадочные пленки изготавливаются в виде бесшовных рукавных пленок для обеспечения термоусадочных свойств, но термоусадочные рукавные пленки разрезаются в продольном направлении, чтобы открыть рукавную пленку с получением плоского пленочного изделия, которое сматывается как плоская пленка, а затем разматывается и используется как плоская пленка в различных упаковках. Кроме того, эти плоские пленки имеют общую толщину пленки (до усадки) менее 1,6 мил (порядка 40,64 мкм). Эти известные плоские пленки используются для упаковывания пищевых и непищевых продуктов и обычно имеют свободную усадку при 85°С от 5% до 15% в продольном направлении (то есть в направлении обработки) и от 5% до 20% в поперечном направлении.
Кроме того, поскольку эти известные из техники термоусадочные плоские пленки без применения пыли не преобразуются в упаковочные изделия в виде рукавных пленок в плоской конфигурации, которые необходимо открывать с целью заполнения продуктом, к этим термоусадочным плоским пленкам неприменимы такие же требования к разъединению, которые существуют при изготовлении и применении описанных выше термоусадочных пакетов. В отличие от этого, единственным требованием к разъединению является разматывание плоской пленки из рулона, а не отсутствие слипания при открывания упаковочного изделия, изготовленного из рукавной пленки в плоской конфигурации, в частности рукавной пленки в плоской конфигурации, которая в этой плоской конфигурации была смотана в рулон и/или пропущена через зажимные валки в процессе обработки пленки.
Краткое изложение сущности изобретения
Термоусадочные упаковочные изделия, используемые для упаковывания мяса, имеют относительно толстые термосварные слои, содержащие полимерную композицию с относительно низкой плотностью. Было обнаружено, что сочетание понижающих трение добавок и антиадгезивов, используемое в известных термоусадочных пленках без применения пыли, неприменимо для обеспечения антиадгезивных характеристик, необходимых для придания открываемое™ термоусадочным упаковочным изделиям для упаковывания мяса, т.е. термоусадочным упаковочным изделиям, содержащим многослойную термоусадочную рукавную пленку в плоской конфигурации, у которой изнаночный термосварной слой термосварен с самим с собой. Этим объясняется, почему на внутреннюю и наружную поверхности промышленно производимых термоусадочных пакетов для упаковывания мяса наносится пыль. Сочетание понижающих трение добавок и антиадгезивов, используемое в известных термоусадочных пленках без применения пыли, не должно отвечать требованиям к открываемости упаковочных изделий, содержащих многослойную термоусадочную рукавную пленку в плоской конфигурации, у которой первая плоская сторона соприкасается со второй стороной с плоской стороной, поскольку известные термоусадочные пленки без применения пыли не используются для изготовления таких упаковочных изделий. Попытки использовать известные термоусадочные пленки без применения пыли для изготовления упаковочных изделий, содержащих многослойную термоусадочную рукавную пленку в плоской конфигурации, не имели успеха, поскольку упаковочное изделие слипалось (т.е. не открывалось) в условиях стандартной открываемости.
Кроме того, исключение применения пыли из кукурузного крахмала, пыли из тапиоки и т.д. (i) уменьшает рост микробов за счет исключения источника пищи, (ii) обеспечивает более чистый производственный участок и улучшенную рабочую среду, (ш) уменьшает загрязнение оборудования и датчиков, (iv) снижает потребность в воздушных фильтрах, (ν) уменьшают износ оборудования, (vi) продлевают срок службы термосварочного оборудования, (vii) уменьшает или исключает воздух в рулонах, (viii) уменьшают или исключает сморщивание пленки и образование острых краев, (ix) улучшает согласованность загрузки и обработки термоусадочной рукавной пленки и изготовленных из нее упаковочных изделий.
Согласно первой особенности изобретения предложено упаковочное изделие, содержащее термоусадочную рукавную пленку в плоской конфигурации. Термоусадочная рукавная пленка имеет первую плоскую сторону, соприкасающуюся со второй плоской стороной. Термоусадочная рукавная пленка представляет собой многослойную термоусадочную пленку, имеющую (А) изнаночный термосварной слой, содержащий полимерную композицию, и (В) внешний слой, содержащий полимерную композицию. Изнаночный термосварной слой термосварен с самим с собой. На первой плоской стороне упаковочного изделия находится первый участок внутреннего термосварного слоя, а на второй плоской стороне упаковочного изделия находится второй участок внутреннего термосварного слоя, при этом первый участок термосварного слоя соприкасается со вторым участком термосварного слоя. Термосварной слой содержит полимерную композицию, содержащую полиолефин со средней плотностью менее 0,92 **г/см3. Изнаночный термосварной слой имеет толщину, по меньшей мере, 0,1 мил (порядка 2,54 мкм). Изнаночный термосварной слой дополнительно содержит: (a)(i) частицы антиадгезива в количестве, по меньшей мере, 2000 частей на миллион в пересчете на общий вес слоя, при этом средний размер частиц антиадгезива составляет, по меньшей мере, 3 мкм; (a)(ii) быстро выступающий на поверхность разделительный состав в количестве, по меньшей мере, 1200 частей на миллион в пересчете на общий вес слоя, содержащий, по меньшей мере, один материал, выбранный из группы, состоящей из эрукамида, олеамида, лаурамида, диэтаноламида лауриновой кислоты, моноглицерида, диглицерида, моноолеата глицерина, моностеарата глицерина и (а)(iii) медленно выступающий на поверхность разделительный состав в количестве, по меньшей мере, 1200 частей на миллион в пересчете на общий вес слоя, содержащий, по меньшей мере, один материал, выбранный из группы, состоящей из стеарамида, бис-стеарамида, этилен-бис-стеарамид, стеарилстеарамида, стеарилэрукамида, эруцилэрукамида, беханамида, этилен-бис-олеамида, олеилпальмитамида, сложного эфира стеариновой кислоты, сорбитан стеарата, моностеарата, дистеарата, тристеарата, сорбитан монолаурата, пентаэритритового сложного эфира стеариновой кислоты, стеарата полиглицерина, стеарата цинка, стеарата кальция, стеарат амагния, стеарата натрия, стеарата калия. Упаковочное изделие имеет открытый конец. Частицы антиадгезива, быстро выступающий на поверхность разделительный состав и медленно выступающий на поверхность разделительный состав присутствуют в изнаночном термосварном слое многослойной термоусадочной пленки в таком количестве, что упаковочное изделие открывается при стандартном испытании на открывание, когда полоса многослойной термоусадочной рукавной пленки в плоской конфигурации в течение 7 дней хранится смотанной на сердечнике диаметром 8,9 см в рулон диаметром 50 см при натяжении 179 г/см ширины плоской рукавной пленки, после чего часть рукавной пленки в 2,54 см от сердечника преобразуется в упаковочное изделие, пока рукавная пленка сохраняет плоскую конфигурацию. Получаемое упаковочное изделия имеет открытый верх с открытым верхним краем поперек длины рукавной пленки, при этом нижняя плоская внешняя поверхность упаковочного изделия соприкасается с верхней горизонтальной поверхностью опорной платформы, имеющей передний край шириной, превышающей ширину упаковочного изделия, и длину, превышающую длину упаковочного изделия. Нижняя плоская внешняя поверхность упаковочного изделия сцеплена с верхней горизонтальной поверхности опорной платформы парой лент, каждая из которых имеет ширину 6 мм и показатель адгезии к стали, по меньшей мере, 90 г/6 мм, измеренный в соответствии со стандартом AFERA 4001-ED 9/79, при этом каждая из лент проходит на расстояние 1,5 дюйма (порядка 3,81 см) от переднего края упаковочного изделия в направлении, перпендикулярном открытому верхнему краю изделия. Ленты расположены на верхней горизонтальной поверхности опорной платформы таким образом, что осевая линия каждой ленты находится в положении, соответствующем 33,3% ширины плоской рукавной пленки. Открытый верхний край упаковочного изделия расположен параллельно и непосредственно над передним краем опорной платформы. Упаковочное изделие открывается при одновременном воздействии: (i) 0,5-секундного выброса воздуха из воздушного сопла Лаваля с расходом воздуха 28,9 **Нм3/ч (17 ст.куб. футов/мин), проходящего вдоль осевой линии, наклоненной под углом 15 градусов к опорной платформе, при этом воздушное сопло имеет наконечник на расстоянии 3 дюйма (порядка 7,62 см) от края упаковочного изделия и обращено в сторону открытого верхнего края упаковочного изделия, и (ii) 2-секундного потока воздуха из воздушного шабера, проходящего параллельно опорной платформе и совпадающего с ней, при этом воздушный шабер имеет нагнетательную линию с 5,5 дюйма (порядка 13,97 см) от края упаковочного изделия и расход воздуха 76,5 Нм3/ч (45 ст.куб. футов/мин).
Согласно второй особенности предложено упаковочное изделие, содержащее:
(А) термоусадочную рукавную пленку, имеющую изнаночный термосварной слой, содержащий полимерную композицию, частицы антиадгезива, быстро выступающий на поверхность разделительный состав и медленно выступающий на поверхность разделительный состав, и
(В) внешний слой, содержащий полимерную композицию согласно первой особенности,
при этом внешний слой имеет внешнюю поверхность с максимальным коэффициентом трения менее 0,8, измеренным в соответствии с ASTM D 1894, а внутренний слой также имеет максимальный коэффициент трения менее 0,8, измеренный в соответствии с ASTM D 1894.
Согласно третьей особенности предложено упаковочное изделие, содержащее:
(A) термоусадочную рукавную пленку, имеющую изнаночный термосварной слой, содержащий полимерную композицию, частицы антиадгезива, быстро выступающий на поверхность разделительный состав и медленно выступающий на поверхность разделительный состав, и
(B) внешний слой, содержащий полимерную композицию согласно первой особенности,
при этом внешний слой имеет внешнюю поверхность с текущим коэффициентом трения менее 0,6, измеренным в соответствии с ASTM D 1894, а внутренний слой также имеет текущий коэффициент трения менее 0,6, измеренный в соответствии с ASTM D 1894.
Согласно четвертой особенности предложен узел, содержащий комплект уложенных внахлестку упаковочных изделий на двух ленточных полосах. Каждая из ленточных полос имеет липкую поверхность и противоположную поверхность без клея. Каждое из упаковочных изделий соответствует упомянутым первой или второй или третьей особенностям. Каждое из упаковочных изделий имеет две наложенные друг на друга стороны преимущественно одинаковых размеров. Каждое из упаковочных изделий имеет одну сторону, прикрепленную к липкой поверхности обеих лент.Открытый конец каждого из упаковочных изделий обращен в ту же сторону относительно лент, что и концы всех остальных упаковочных изделий комплекта. Каждое последующее упаковочное изделие, прикрепленное к лентам, смещено от других упаковочных изделий комплекта и перекрывает отверстие нижележащего упаковочного изделия. Ленты разнесены друг от друга и параллельны друг другу.
Согласно пятой особенности предложен способ упаковывания множества отдельных мясных продуктов. Способ включает (А) помещение каждого из множества отдельных мясных продуктов в каждый из соответствующего множества отдельных упаковочных изделий, имеющих открытую верхнюю часть, при этом каждое из соответствующих отдельных упаковочных изделий не содержит пыли и соответствует упомянутым первой особенности, второй особенности или третьей особенности, с целью получения множества частично упакованных продуктов, включающего первый частично упакованный продукт и второй частично упакованный продукт; (В) перемещение первой пластины в зону загрузки, при этом первая пластина находится в состоянии непрерывного движения; (С) помещение первого частично упакованного продукта на первую пластину в то время, как первая пластина перемещается через зону загрузки; (D)(d)(i) перемещение первой пластины из зоны загрузки в то время, как первый частично упакованный продукт остается на первой пластине валике; (D)(d)(ii) опускание крышки первой вакуумной камеры над первой пластиной и введение в контакт с ней с целью формирования первой вакуумной камеры с первым частично упакованным продуктом в то время, как первая пластина продолжает совершать непрерывное движение; (D)(d)(iii) откачивание газообразной среды из первой вакуумной камеры, включая откачивание газообразной среды из первого частично упакованного продукта в то время, как первая вакуумная камера продолжает перемещаться; (D)(d)(iv) герметизацию отдельного упаковочного изделия первого частично упакованного продукта в то время, как из первой вакуумной камеры откачана газообразная среда, с целью получения первого упакованного в вакууме продукта в то время, как первая вакуумная камера продолжает перемещаться; (D)(d)(v) повторный впуск газообразной среды в первую вакуумную камеру в то время, как первая пластина с первым упакованным в вакууме продуктом на ней продолжает перемещаться; (D)(d)(vi) отделение крышки первой вакуумной камеры от первой пластины в то время, как первая пластина продолжает перемещаться, и (D)(d)(vii) удаление первого упакованного в вакууме продукта с первой пластины в то время, как первая пластина продолжает перемещаться; (Е) помещение второго частично упакованного продукта на вторую пластину после того, как первая пластина вышла из зоны загрузки, а вторая пластина переместилась в зону загрузки; и (F)(f)(i) перемещение второй пластины из зоны загрузки в то время, как второй частично упакованный продукт остается на второй пластине; (F)(f)(ii) опускание крышки второй вакуумной камеры над второй пластиной и введение в контакт с ней с целью формирования второй вакуумной камеры со вторым частично упакованным продуктом в то время, как вторая пластина продолжает совершать непрерывное движение; (F)(f)(iii) откачивание газообразной среды из второй вакуумной камеры, включая откачивание газообразной среды из второго частично упакованного продукта в то время, как вторая вакуумная камера продолжает перемещаться; (F)(f)(iv) герметизацию отдельного упаковочного изделия второго частично упакованного продукта в то время, как из второй вакуумной камеры откачана газообразная среда, с целью получения второго упакованного в вакууме продукта в то время, как вторая вакуумная камера продолжает перемещаться; (F)(f)(v) повторный впуск газообразной среды во вторую вакуумную камеру в то время, как вторая пластина со вторым упакованным в вакууме продуктом на ней продолжает перемещаться; (F)(f)(vi) отделение крышки второй вакуумной камеры от второй пластины в то время, как вторая пластины продолжает перемещаться, и (F)(f)(vii) удаление второго упакованного в вакууме продукта со второй пластины в то время, как первая пластина продолжает перемещаться.
Краткое описание чертежей
На фиг.1 схематически показан вид в разрезе термоусадочной многослойной пленки.
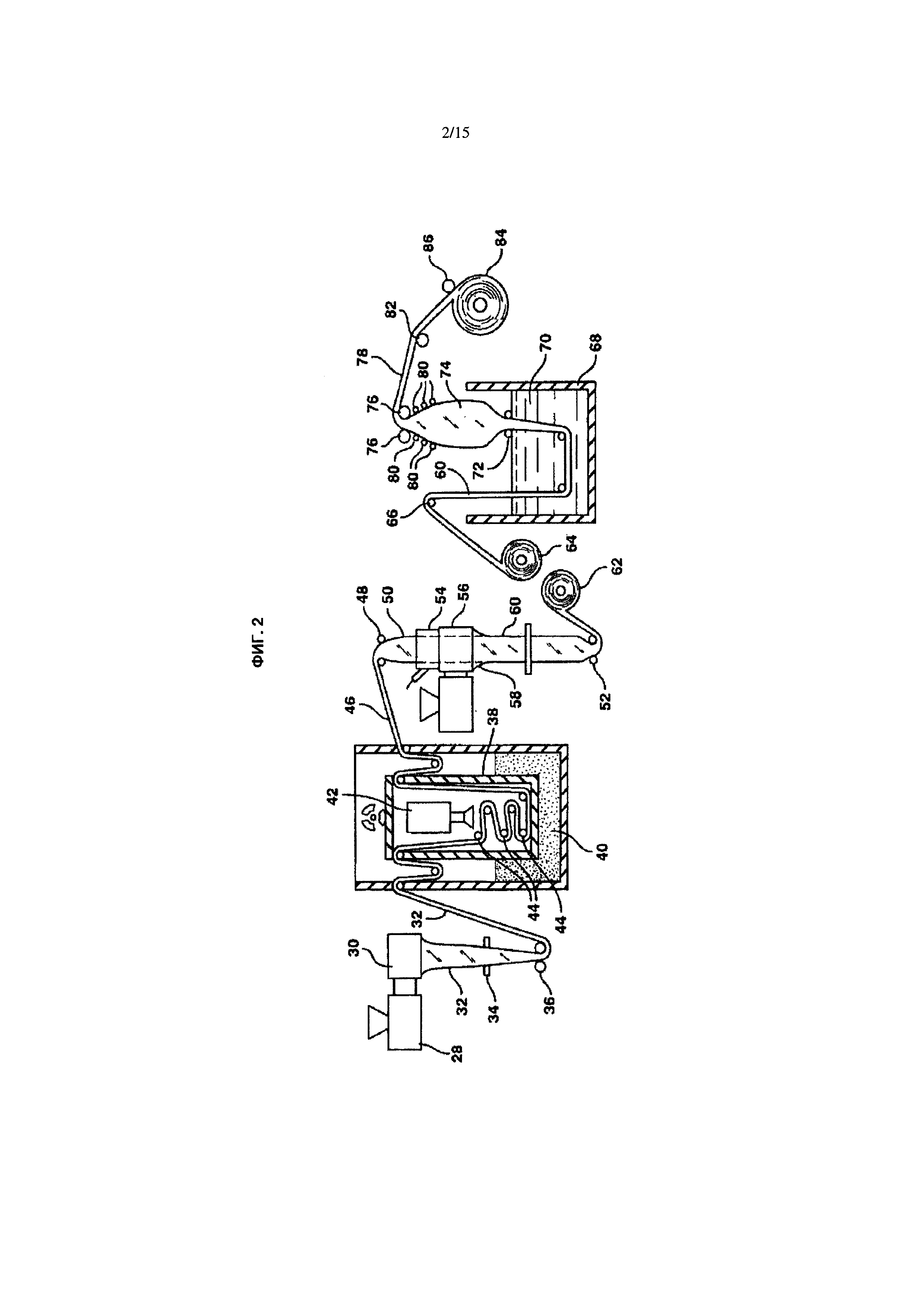
На фиг.2 схематически показан способ изготовления термоусадочной многослойной рукавной пленки, такого как пленка, проиллюстрированная на фиг.1, применимой для изготовления упаковочного изделия.
На фиг.3 схематически показан термоусадочный пакет с торцевым уплотнением, изготовленный из рукавной пленки, проиллюстрированной на фиг.1.
На фиг.4 показан вид в разрезе проиллюстрированного на фиг.3 пакета по линии 4-4 его сечения.
На фиг.5 схематически показан термоусадочный пакет с боковым уплотнением, также изготовленный из рукавной пленки, проиллюстрированной на фиг.1.
На фиг.6 показан вид в разрезе проиллюстрированного на фиг.5 пакета с боковым уплотнением по линии 6-6 его сечения.
На фиг.7 схематически показан термоусадочный пакет, который также может изготавливаться из рукавной пленки, проиллюстрированной на фиг.1.
На фиг.8 показан вид в поперечном разрезе проиллюстрированного на фиг.7 термоусадочного пакета по линии 8-8 его сечения.
На фиг.9 показан вид в продольном разрезе проиллюстрированного на фиг.7 термоусадочного пакета по линии 9-9 его сечения.
На фиг.10 схематически показан термоусадочный пакет с накладками и торцевым уплотнением.
На фиг.11 показан вид в разрезе проиллюстрированного на фиг.10 пакета с накладками по линии 11-11 его сечения.
На фиг.12 схематически показан термоусадочный пакет с накладками и боковым уплотнением.
На фиг.13 показан вид в разрезе проиллюстрированного на фиг.12 пакета с накладками и боковым уплотнением по линии 13-13 его сечения.
На фиг.14 показан схематический перспективный вид схемы прибора для стандартного испытания пакетов на открываемость.
На фиг.15 показан схематический вид сверху схемы проиллюстрированного фиг.14 прибора для стандартного испытания пакетов на открываемость.
На фиг.16 показан схематический вид сбоку проиллюстрированного фиг.14 прибора для стандартного испытания пакетов на открываемость.
На фиг.17 показан схематический вид с торца проиллюстрированного фиг.14 прибора для стандартного испытания пакетов на открываемость.
На фиг.18 показан схематический перспективный вид прибора для стандартного испытания пакетов на открываемость с помещенным в него пакетом с торцевым уплотнением в плоской конфигурации, т.е. готовым к проведению испытания на открываемость.
На фиг.19 показан схематический вид сверху прибора для стандартного испытания пакетов на открываемость с пакетом с торцевым уплотнением в плоской конфигурации, т.е. готовым к проведению испытания на открываемость.
На фиг.20 показан схематический вид сбоку прибора для стандартного испытания пакетов на открываемость с пакетом с торцевым уплотнением в плоской конфигурации, т.е. готовым к проведению испытания на открываемость.
На фиг.21 показан схематический вид с торца прибора для стандартного испытания пакетов на открываемость с пакетом с торцевым уплотнением в плоской конфигурации, т.е. готовым к проведению испытания на открываемость.
На фиг.22 показан перспективный вид прибора для испытания открываемости и пакета, проиллюстрированных на фиг.18, через две секунды после начала испытания пакета, который успешно проходит на испытание на открываемость.
На фиг.23 показан вид сверху прибора для испытания открываемое™** и пакета, проиллюстрированных на фиг.22.
На фиг.24 показан вид сбоку прибора для испытания открываемости и пакета, проиллюстрированных на фиг.22.
На фиг.25 показан вид с торца прибора для испытания открываемости и пакета, проиллюстрированных на фиг.19.
На фиг.26 иллюстрирует перспективный вид прибора для испытания открываемости и пакета, проиллюстрированных на фиг.18, через две секунды после начала испытания пакета, который не проходит на испытание на открываемость.
На фиг.27 показан вид сверху прибора для испытания открываемости и пакета, проиллюстрированных на фиг.26.
На фиг.28 показан вид сбоку прибора для испытания открываемости и пакета, проиллюстрированных на фиг.26.
На фиг.29 показан вид с торца прибора для испытания открываемости и пакета, проиллюстрированных на фиг.26.
На фиг.30 показан перспективный вид воздушного сопла для использования в приборе для испытания открываемости упаковочного изделия.
На фиг.31 показан перспективный вид воздушного шабера для использования в приборе для испытания открываемости упаковочного изделия.
Подробное описание
Используемый термин "пленка" используется в качестве родового понятия и включает пластмассовое полотно независимо от того, является ли оно пленкой или листом.
Используемый термин "упаковка" относится к продукту, упакованному в упаковочный материал, такой как пленка.
Используемый термин "упаковочное изделие" относится к изделию, которое применимо для использования при упаковывании продукта, помещаемого внутрь упаковочного изделия. Примерами упаковочных изделий, которые могут использоваться для упаковывания мясных продуктов, являются пакеты и оболочки. Пакетом может являться пакет с торцовым уплотнением, пакет с боковым уплотнением, пакет с L-образным уплотнением или мешок. Оболочкой может являться бесшовная оболочка или сваренная изнутри оболочка. Сваренные изнутри оболочки включают сваренные внахлестку оболочки, оболочки со сваренными краями и сваренные встык оболочки с лентой для соединения изнутри.
Используемые термины "уплотнительный слой", "уплотняющий слой", "термосварной слой" и "герметизирующий слой" относятся к наружному слою или слоям пленки, участвующим в герметичном соединении пленки с самой собой, другим слоем той же самой или другой пленки и/или с другим изделием, которое не является пленкой. Следует также признать, что в герметичном соединении пленки с самой собой и другим слоем обычно может участвовать вплоть до наружных 3 мил пленки. Что касается упаковок, имеющих только соединяющие края уплотнения в отличие от уплотнений внахлестку, термин "уплотнительный слой" обычно относится к внутреннему слою пленочной упаковки, а также к поддерживающим слоям в пределах 3 мил от изнаночной поверхности уплотнительного слоя, при этом внутренний слой часто также служит контактирующим с пищевым продуктом слоем при упаковывании пищевых продуктов.
Используемый термин "уплотнение" относится к любому соединению первой области поверхности пленки со второй областью поверхности пленки, при этом уплотнение формируется путем нагрева областей, по меньшей мере, до их соответствующих температур инициирования термосваривания. Нагрев может выполняться любым одним или несколькими из множества способов, таких как использование горячего прутка, горячего ножа, нагретой планки, горячего воздуха, инфракрасного излучения, ультразвукового уплотнения и т.д. Уплотнение более предпочтительно формируется горячим прутком и/или горячим ножом. Как известно специалистам в данной области техники, другим уплотнением, применимым при формировании упаковки из пленки согласно настоящему изобретению является статическое уплотнение внахлестку.
Используемый термин "слой, содержащий полимерную композицию, имеющую плотность менее X **г/см3" означает, что с учетом всего(-ех) полимера(-ов) слоя, не считая неполимерные компоненты слоя, плотность полимера(-ов) в слое усредняется в пересчете на весовые проценты, при этом полученное усредненное значение составляет менее 0,92 г/см3. Такой же анализ применяется для диапазона плотности. Если для получения полимерной композиции, из которой изготовлен термосварной слой, смешивают различные полимеры, плотностью полимерной композиции является плотность смеси полимеров в пропорциях, в которых они смешиваются. Твердые материалы, такие как антиадгезивные соединения, не учитываются при определении плотности первой полимерной композиции. Например, плотностью полимерной композиции внутреннего слоя является средневзвешенное значение плотности каждого полимера, присутствующего во внутреннем слое.
Используемая фраза "**...слой пленки, содержащий..." относится к слою пленки, который содержит перечисленные компоненты на всем протяжении своего поперечного сечения, а также на своих обеих наружных главных поверхностях.
Используемый термин "рукавная пленка" относится к бесшовной рукавной пленке или сваренной изнутри рукавной пленке с уплотнением внахлестку, с соединяющим края уплотнением или с уплотнением встык и лентой для соединения изнутри. Термин "плоская конфигурация", используемый применительно к рукавной пленке и изготовленным из нее упаковочным изделиям, относится к рукавной пленке или содержащему рукавную пленку упаковочному изделию, которое находится в сплющенном состоянии и имеет первую плоскую сторону и вторую плоскую стороны, соединенные друг с другом вдоль боковых краев, которыми могут являться линии сгиба или уплотненные края.
Термин "ориентированный", используемый применительно к термоусадочным пленкам и рукавным пленкам, относится к полимерсодержащему материалу, который подвергли растягиванию в твердом состоянии, но при повышенной температуре (температуре ориентации) с последующим "отверждением" в растянутой конфигурации путем охлаждения материала преимущественно с сохранением размеров в растянутом состоянии. После последующего нагревания находящегося в свободном состоянии, не подвергнутого отжигу ориентированного полимерсодержащего материала до его точки размягчения (т.е. температуры, при которой проводилась ориентация в твердом состоянии) происходит термическая усадка. Более точно, используемый термин "ориентированный" относится к ориентированным пленкам, ориентация в твердом состоянии которых может осуществляться одним или несколькими из множества способов, включая метод захваченного пузырька и метод растяжения на раме.
Используемый термин "соотношение ориентации" относится к произведению показателей расширения материала пластмассовой пленки в нескольких направлениях, обычно в двух направлениях, перпендикулярных друг другу. Расширение в направлении обработки называется далее "вытягиванием", а расширение в поперечном направлении называется далее "растяжением". В случае рукавных пленок, экструдированных через кольцевую матрицу с целью формирования бесшовной неориентированной рукавной пленки, называемой "лентой", растяжение достигается путем нагрева ленты до ее температуры размягчения с последующим пропусканием ленты поверх захваченного пузырька воздуха, чтобы тем самым "раздуть" ленту и обеспечить поперечную ориентацию при изготовлении термоусадочной пленки. Вытягивание таких пленок достигается путем пропускания пленки через два комплекта механизированных зажимных валков, при этом нижний по потоку комплект имеет более высокую окружную скорость, чем верхний по потоку комплект, а получаемая степень вытяжки равна окружной скорости нижнего по потоку комплекта зажимных валков, деленной на окружную скорость верхнего по потоку комплекта зажимных валков. Соотношение ориентации, которое также именуется степенью ориентации, которой является ориентация в направлении обработки (MD), умноженная на ориентацию в поперечном направлении (TD).
Используемый термин "полимер" относится к продукту реакции полимеризации и включает гомополимеры, сополимеры, тройные сополимеры и т.д. Обычно слои пленки могут состоять преимущественно из одного полимера или могут содержать дополнительные полимеры, т.е. смешанные с ним.
Используемый термин "сополимер" относится к полимерам, образующимся в результате полимеризации, по меньшей мере, двух различных мономеров. Например, термин "сополимер" включает продукт реакции сополимеризации этилена и альфа-олефина, такого как 1-гексен. Однако термин "сополимер" также включает, например, продукт реакции сополимеризации смеси этилена, пропилена, 1-гексена и 1-октена.
Используемый термин "сополимер", охарактеризованный как множество мономеров, например, "сополимер пропилена и этилена", относится к сополимеру, в котором один из мономеров способен к сополимеризации в большем весовом или молярном отношении, чем другой мономер или остальные мономеры. Однако первый указанный мономер предпочтительно способен к сополимеризации в большем весовом отношении, чем второй указанный мономер, а в случае сополимеров, которые являются тройными сополимерами, четверными сополимерами и т.д., первый мономер предпочтительно способен к сополимеризации в большем весовом отношении, чем второй мономер, второй мономер предпочтительно способен к сополимеризации в большем весовом отношении, чем третий мономер, и т.д.
Сополимеры охарактеризованы с использованием названий мономеров, из которых они получены. Например, термин "сополимера этилена и пропилена" относится к сополимеру, полученному путем сополимеризации пропилена и этилена с добавлением или без добавления дополнительного(-ых) сомономер(-ов).
Используемый знак "/" для обозначения химической природы сополимера (например, "сополимер этилена/альфа-олефина") означает сомономеры, которые сополимеризованы с целью получения сополимера. Используемый термин "сополимер этилена и альфа-олефина" является эквивалентом термина "сополимер этилена/альфа-олефина".
Используемый термин "гетерогенный полимер" относится к продуктам реакции полимеризации с относительно узким молекулярно-массовым распределением и относительно широким распределением по составу, т.е. типичным полимерам, полученным, например, с использованием традиционных катализаторов Циглера-Натты. Гетерогенные полимеры применимы в различных слоях пленки, используемой в настоящем изобретении. Несмотря на несколько исключений (таких как линейные гомогенные сополимеры этилена и альфа-олефина TAFMER®** производства компании Mitsui Petrochemical Corporation с использованием катализаторов Циглера-Натты), гетерогенные полимеры обычно имеют относительно широкое распределение по длине цепи и процентному содержанию сомономеров.
Используемый термин "гомогенный полимер" относится к продуктам реакции полимеризации с относительно узким молекулярно-массовым распределением и относительно узким распределением по составу. Гомогенные полимеры применимы в различных слоях пленки, используемой в настоящем изобретении. Гомогенные полимеры отличаются по своей структуре от гетерогенных полимеров тем, что имеют относительно равномерно упорядоченные последовательности сомономеров в цепи, симметричное отражение распределения последовательностей во всех цепях и сходную длину всех цепей, т.е. более узкое молекулярно-массовое распределение. Кроме того, гомогенные полимеры обычно получают с использованием металлоценового катализатора или других односайтовых катализаторов, а не катализаторов Циглера-Натты.
Более точно, гомогенные сополимеры этилена и альфа-олефина могут быть охарактеризованы одним или несколькими параметрами, известными специалистам в данной области техники, такими молекулярно-массовое распределение (**Mw/Mn), показатель масштаба распределения состава (CDBI, от английского - composition distribution breadth index), узкий диапазон температур плавления и единая характеристика плавления. Молекулярно-массовое распределение (Mw/Mn), также известное как полидисперсность, может определяться методом гель-проникающей хроматографии. Гомогенные сополимеры этилена и альфа-олефина, применимые в настоящем изобретении, обычно имеют показатель Mw/Mn менее 2,7; более предпочтительно от около 1,9 до 2,5; еще более предпочтительно от около 1,9 до 2,3. Показатель масштаба распределения состава (CDBI) у таких гомогенных сополимеров этилена и альфа-олефина обычно составляет свыше около 70 процентов. CDBI определяют в процентах по весу молекул сополимера с содержанием сомономеров в пределах 50% (т.е. плюс или минус 50%) от средней общей молярной концентрации сомономеров. CDBI линейного гомополимера этилена принимают за 100%. Показатель масштаба распределения состава (CDBI) у линейного полиэтилена, который не содержит сомономер, принимается за 100%. CDBI определяется методом фракционирования элюированием с повышением температуры (TREF, от английского - Temperature Rising Elution Fractionation). Определение CDBI позволяет четко различать гомогенные сополимеры, используемые в настоящем изобретении (с узким распределением состава, соответствующим величинам CDBI обычно выше 70%), и гетерогенные полимеры, такие как промышленно производимые ПЭОНП, которые обычно имеют широкое распределение состава, соответствующее величинам CDBI обычно менее 55%. CDBI сополимера легко рассчитывается на основании данных, полученных известными из техники методами, такими как, например, TREF, описанное, например, у Wild и др., J. Poly. Sci. Poly. Phys. Ed., том 20, стр. 441 (1982 г. ). Гомогенные сополимеры этилена и альфа-олефина предпочтительно имеют CDBI более около 70%, т.е. от около 70% до 99%. Такие гомогенные полимеры имеюи относительно узкий диапазон температур плавления по сравнению с "гетерогенными сополимерами", т.е. полимеры с CDBI менее 55%. Гомогенные сополимеры этилена и альфа-олефина предпочтительно имеют преимущественно единую характеристику плавления с максимальной температурой плавления (**Tm), определенной методом дифференциальной сканирующей калориметрии (DSC, от английского - Differential Scanning Calorimetry), от около 60°С до 105°С.Гомогенный сополимер предпочтительно имеет **Тт, определенную методом DSC, от около 80°С до 100°С.Используемый термин "преимущественно единая температура плавления" означает, что, по меньшей мере, около 80% по весу вещества имеет единую максимальную температуру плавления **Тт в пределах от около 60°С до 105°С, при этом преимущественно ни одна значительная доля вещества не имеет максимальную температуру плавления выше около 115°С, определенную методом DSC. Измерения методом DSC осуществляются с использованием системы термического анализа Perkin Elmer System 7. Получаемые данные плавления являются данными повторного плавления, т.е. образец нагревают с запрограммированной скоростью 10°С/мин до температуры ниже его критического интервала. Затем образец нагревают повторно (подвергают повторному плавлению) с запрограммированной скоростью 10°С/мин. Более высокие максимальные температуры плавления являются пагубными для свойств пленки, таких как матовость, и подвергают риску шансы на значимое снижение температуры инициирования термосваривания готовой пленки.
Обычно гомогенный сополимер этилена и альфа-олефина может быть получен путем сополимерации этилена и любого одного или нескольких альфа-олефинов. Альфа-олефином предпочтительно является С3-С20 альфа-моноолефин, более предпочтительно С4-С12 альфа-моноолефин, еще более предпочтительно С4-С8 альфа-моноолефин. Альфа-олефином еще более предпочтительно является, по меньшей мере, один материал, выбранный из группы, включающей бутен-1, гексен-1 и октен-1, т.е. 1-бутен, 1-гексен и 1-октен, соответственно. Альфа-олефином наиболее предпочтительно является октен-1 и/или смесь гексена-1 и бутена-1.
Способы получения и использования гомогенных полимеров описаны в патенте US 5206075, патенте US 5241031 и международной заявке WO 93/03093, при этом все они во всей полноте в порядке ссылки включены в настоящую заявку. Дополнительные подробности, касающиеся получения и использования гомогенных сополимеров этилена и альфа-олефина, описаны в международных заявках WO 90/03414 и WO 93/03093, заявителем которых в обоих случаях является Exxon Chemical Patents, Inc. и которые во всей полноте в порядке ссылки включены в настоящую заявку.
Гомогенные сополимеры этилена и альфа-олефина еще одного класса описаны в патенте US 5272236 на имя LAI, и др. и патенте US 5278272 на имя LAI, и др., которые в обоих случаях во всей полноте в порядке ссылки включены в настоящую заявку.
Используемый термин "полиолефин" относится к любому полимеризованному олефину, который может являться линейным, разветвленным, циклическим, алифатическим, ароматическим, замещенным или незамещенным. Более точно, термин "полиолефин" включает гомополимеры олефина, сополимеры олефина, сополимеры олефина и неолефинового сомономера, сополимеризуемого с олефином, такого как виниловые мономеры, их модифицированные полимеры и т.п.Конкретные примеры включают полиэтиленовый гомополимер, полипропиленовый гомополимер, полибутен, сополимер этилена и альфа-олефина, сополимер пропилена и альфа-олефина, сополимер бутена и альфа-олефина, сополимер этилена и винилацетата, сополимер этилена и этилакрилата, сополимер этилена и бутилакрилата, сополимер этилена и метилакрилата, сополимер этилена и акриловой кислоты, сополимер этилена и метакриловой кислоты, модифицированную полиолефиновую смолу, иономерную смолу, полиметилпентен и т.д. Модифицированная полиолефиновая смола включает модифицированный полимер, полученный путем сополимеризации гомополимера олефина или его сополимера с ненасыщенной карбоновой кислотой, например, малеиновой кислотой, фумаровой кислотой и т.п.или ее производным, таким как ангидрид, сложный эфир или соль металла и т.п. Она также может быть получена путем включения в гомополимер или сополимер олефина ненасыщенной карбоновой кислоты, например, малеиновой кислоты, фумаровой кислоты и т.п. или ее производного, такого как ангидрид, сложный эфир или соль металла и т.п.
Используемые для обозначения полимеров термины, такие как "полиамид", "сложный полиэфир", "полиуретан" и т.д., включают не только полимеры, содержащие повторяющиеся звенья, образованные мономерами, обладающими известной способностью к полимеризации с образованием полимера названного типа, но также сомономеры, производные и т.д., способные к полимеризации с мономерами, обладающими известной способностью к полимеризации с образованием полимера названного типа. Например, термин "полиамид" включает как полимеры, содержащие повторяющиеся звенья, образованные мономерами, такими капролактам, которые полимеризуются с образованием полиамида, так и сополимеры, полученные в результате сополимеризации капролактама с сомономером, при полимеризации которого как такового не образуется полиамид. Кроме того, термины, обозначающие полимеры, также включают сочетания, смеси и т.д. таких полимеров с другими полимерами отличающегося типа. Однако полиолефином более предпочтительно является продукт полимеризации одного или нескольких незамещенных олефинов, полиамидом является продукт полимеризации одного или нескольких незамещенных амидов и т.д.
Используемые термины "сополимер этилена и альфа-олефина" и "сополимер этилена/альфа-олефин" относятся к таким гетерогенным материалам, как линейный полиэтилен низкой плотности (ЛПЭНП) и полиэтилен очень низкой и сверхнизкой плотности (ПЭОНП и ПЭСНП); и гомогенным полимерам, таким как катализированные металлоценом линейные гомогенные сополимеры этилена и альфа-олефина, предлагаемые компанией Exxon Chemical (Бейтаун, штат Техас, США) под товарным знаком EXACT®, и линейные гомогенные сополимеры этилена и альфа-олефина, предлагаемые компанией Mitsui Petrochemical Corporation под товарным знаком TAFMER®. Все эти материалы обычно содержат сополимеры этилена с одним или несколькими сомономерами, выбранными из **С4-С10 альфа-олефина, такого как бутен-1 (т.е. 1-бутен), гексен-1, октен-1 и т.д., при этом молекулы сополимеров содержат длинные цепи с относительно небольшим числом боковых цепей или сшитых структур. Эта молекулярная структура отличается от традиционных полиэтиленов низкой или средней плотности, которые являются более разветвленными, чем их соответствующие аналоги. Гетерогенный сополимер этилена и альфа-олефина, известный как ЛПЭНП, имеет плотность обычно от около 0,91 г/см3 до около 0,94 г/см3. В качестве гомогенных сополимеров этилена и альфа-олефина другого типа в настоящем изобретении также применимы другие сополимеры этилена и альфа-олефина, такие как длинноцепочечные разветвленные гомогенные сополимеры этилена и альфа-олефина, производимые компанией Dow Chemical под товарным знаком AFFINITY®.
Обычно сополимер этилена и альфа-олефина представляет собой сополимер, являющийся продуктом сополимеризации от около 80 до 99% по весу этилена и от 1 до 20% по весу альфа-олефина. Сополимер этилена и альфа-олефина предпочтительно представляет собой сополимер, являющийся продуктом сополимеризации от около 85 до 95% по весу этилена и от 5 до 15% по весу альфа-олефина.
Используемый термин "внутренний слой" относится к любому слою многослойной пленки, обе основные поверхности которого непосредственно прилегают к другому слою многослойной пленки.
Используемый термин "наружный слой" относится к любому слою пленки, менее двух основных поверхностей которого непосредственно прилегают к другому слою. Этот термин включает однослойные и многослойные пленки. У многослойных пленок имеются два наружных слоя, каждый из которых имеет основную поверхность, примыкающую только к одному другому слою многослойной пленки. У однослойных пленок имеется только один слой, которым, разумеется, является наружный слой, поскольку ни одна из его двух основных поверхностей не примыкает к другому слою пленки.
Используемый термин "изнаночный слой" относится к наружному слою многослойной пленки, в которую упакован продукт, являющемуся ближайшим к продукту относительно остальных слоев многослойной пленки. Термин "изнаночный слой" также используется применительно к самому внутреннему слою (который также является наружным слоем) множества концентрических слоев, экструдированных через одну или несколько кольцевых матриц. Изнаночный слой также часто называют "уплотнительным слоем" или "термосварным слоем".
Используемый термин "внешний слой" относится к наружному слою многослойной пленки, в которую упакован продукт, являющемуся наиболее удаленным от продукта относительно остальных слоев многослойной пленки. Термин "внешний слой" также используется применительно самому наружному слою из множества концентрических слоев, экструдированных через одну или несколько кольцевых матриц.
Используемый термин "направление обработки" или сокращенно "MD" означает направление "по длине" пленки, т.е. направление пленки при ее формировании экструзии и/или нанесения покрытия.
Используемый термин "поперечное направление" или сокращенно "TD", означает направление поперек пленки, перпендикулярное направлению обработки.
Используемый термин "свободная усадка" относится к процентному изменению размера образца пленки 10 см ** 10 см, подвергнутого усадке при 85°С (=185°F), в соответствии со стандартом ASTM D2732 (1990 Annual Book of ASTM Standards, том 08.02, стр. 368-371), который во всей полноте в порядке ссылки включен в настоящую заявку. Свободная усадка измеряться в направлении обработки ("MD", которым является направление экструзии пленки) или в поперечном направлении ("TD", перпендикулярном направлению обработки и направлению, в котором экструдируется пленка) или как "полная свободная усадка", которая представляет собой MD+TD, т.е. их сумму.
Термоусадочное упаковочное изделие изготавливается из термоусадочной рукавной пленки. Термоусадочной рукавной пленкой может являться бесшовная рукавная пленка или сваренная изнутри рукавная пленка. Сваренной изнутри рукавной пленкой является рукавная пленка, которая имеет продольное уплотнение, которым она соединена сама с собой или с лентой. Если рукавная пленка сварена изнутри, она может иметь сварной шов, соединяющий ее края, или шов внахлестку, или шов встык с лентой для соединения изнутри.
Термоусадочная рукавная пленка может использоваться для изготовления термоусадочного упаковочного изделия, такого как термоусадочный пакет или термоусадочная оболочка. Типы пакетов включают пакеты с торцевым уплотнением, с боковым уплотнением, мешки (например, с U-образным уплотнением) и пакеты с L-образным уплотнением (изготавливаемые путем складывания плоской пленки и формирования нижнего уплотнения и одного бокового уплотнения. Пакет может содержать одну или несколько сцепленных с ним накладок. Оболочки могут являться бесшовными или сваренными изнутри, при этом последние включают оболочки со сварным швом, соединяющим их края, оболочки со швом внахлестку или оболочки со швом встык с лентой для соединения изнутри.
Упаковочное изделие может использоваться для упаковывания разнообразных продуктов и особо применимо для упаковывания мясных продуктов. Типичные мясные продукты включают говядину, свинину, птицу, рыбу, баранину и т.д., в том числе свежие мясные продукты и переработанные мясные продукты, такие как колбаса.
Было обнаружено, что, если внешний слой пленки, из которой изготовлен пакет, содержит только силоксаны и/или антиадгезив в виде частиц, и не содержит амидов жирных кислот или восков, сцепление накладки является намного сильнее, чем при использовании во внешнем слое пакета мигрирующей добавки, понижающей трение, или антиадгезива, такой как эрукамид.
Пленкой, используемой для изготовления упаковочного изделия, является термоусадочная многослойная пленка. Термоусадочная пленка может иметь общую толщину до усадки от 1,7 мил (порядка 43,18 мкм) до 20 мил (порядка 50,8 мм) или от 1,8 (порядка 45,72 мкм) до 10 мил (порядка 25,4 мм) или от 1,9 (порядка 48,26 мкм) до 5 мил (порядка 12,7 мм) или от 2 (порядка 5,08 мм) до 4 мил (порядка 10,16 мм) или от 2 до 3 мил (5,08 - 7,62 мм), или от 2 до 2,5 мил (5,08 - 6,38 мм).
Пленка может иметь полную свободную усадку при 85°С, по меньшей мере, 50% (измеренную в соответствии с ASTM D2732). Пленка может иметь полную свободную усадку при 85°С от 50% до 120% или от 55% до 115% или от 60% до 110% или от 65% до 105% или от 70% до 100% или от 75% до 100% или от 80% до 100% или от 85% до 100%.
В одном из вариантов осуществления рукавная пленка изготовлена из пленки со следующим расположением слоев:
(изнаночный) уплотнительный/1-й объемный/1-й связующий/
кислородобарьерный/2-й связующий/2-й объемный/устойчивый к неправильному обращению (внешний).
В другом варианте осуществления рукавная пленка изготовлена из многослойной пленки со следующим расположением слоев:
(изнаночный) уплотнительный/1-й объемный/2-й объемный/1-й связующий/ кислородобарьерный/2-й связующий/2-й объемный/устойчивый к неправильному обращению (внешний).
Пленка, из которой изготовлена термоусадочная многослойная рукавная пленка, может быть частично или полностью подвергнута облучению с целью инициировать сшивание. В процессе сшивания подвергают пленку облучению высокой энергией, такой как энергия коронного разряда, плазмы, сгорания, ультрафиолетового излучения, рентгеновского излучения, гамма-излучения, бета-излучения и облучения электронами высокой энергии, что в каждом случае вызывает образование поперечных связей между молекулами облученного материала. Облучение полимерных пленок описано в патенте US 4064296 на имя BORNSTEIN и др., который во всей полноте в порядке ссылки включен в настоящую заявку. В патенте BORNSTEIN и др. описано применение ионизирущего излучения для сшивания полимера, присутствующего в пленке. Проиллюстрированный на фиг.2 процесс нанесения покрытия методом экструзии, (описанный далее) позволяет экструдировать и сшивать различные слои до экструзии чувствительного к облучению кислородобарьерного слоя из поливинилиденхлорида и других слоев поверх облученной сшитой подложки многослойной рукавной пленки, в результате чего получают более прочную рукавную пленку, тогда как полная соэкструзия всех слоев с последующим облучением могла бы приводить к ухудшению характеристик слоя из ПВДХ со снижением его кислородобарьерных свойств.
Для обеспечения сшивания используют применимую дозу излучения электронов высокой энергии, предпочтительно с использованием ускорителя электронов, при этом величина дозы определяется стандартными методами дозиметрии. Могут использоваться другие ускорители, такие как генератор Ван Де Граафа или резонансный трансформатор. Излучение не ограничено электронами, испускаемыми ускорителем, поскольку может применяться любое ионизирующее излучение. Ионизирующее излучение может применяться для сшивания полимеров в пленке. Пленку предпочтительно облучают дозой 2-15 микрорад, более предпочтительно 2-10 микрорад. Из описания предпочтительных пленок для применения в настоящем изобретении ясно, что наиболее предпочтительная доза облучения зависит от состава, толщины и т.д. пленки и ее конечного назначения.
Внешним слоем пленки является внешний слой термоусадочной рукавной пленки, используемой для изготовления термоусадочного упаковочного изделия. Внешний слой содержит полимерную композицию. Полимерная композиция внешнего слоя может содержать, по меньшей мере, один материал, выбранный из группы, состоящей из полиолефина, сополимера этилена и альфа-олефина, сополимера этилена и ненасыщенного сложного эфира, иономерной смолы, сополимера пропилена и этилена, полистирола, полиамида, сложного полиэфира и поликарбоната.
Полимерная композиция внешнего слоя может иметь плотность менее 0,92 г/см3 или менее 0,915 г/см3 или менее 0,912 г/см3 или менее 0,910 г/см3 или менее 0,909 г/или менее 0,908 г/см3 или менее 0,907 г/см3 или от 0,900 до 0,915 г/см3 или от 0,900 до 0,912 г/см3 или от 0,900 до 0,910 г/см3 или от 0,902 до 0,909 г/смЗ или от 0,904 до 0,908 г/см3 или от 0,905 до 0,907 г/см3.
Желательно, чтобы внешний слой без применения пыли не слипался сам с собой, а внешняя поверхность упаковочного изделия имела низкий коэффициент трения. Это может достигаться путем смешивания одного или нескольких быстро выступающего на поверхность или медленно выступающего на поверхность разделительных составов (как и в случае описанного ниже термосварного слоя), полисилоксана и частиц антиадгезива во внешнем слое.
Внешний слой может содержать добавку, понижающую трение. Добавка, понижающая трение, может содержать, по меньшей мере, один материал, выбранный из группы, состоящей из полисилоксана (включая высокомолекулярный полисилоксан и/или сверхвысокомолекулярный полисилоксан), эрукамида, олеамида, стеарамида, бегенамида, окисленного полиэтиленового воска, моностеарата глицерина, металлического стеарата (например, стеарата кальция, этилен-бис-стеарамида), амида жирных кислот, окисленного полиэтилена, сложного эфира жирных кислот, жирного спирта и воска. Добавка(-и), понижающая(-ие) трение, может присутствовать во внешнем слое в общем количестве от 1000 до 15000 частей на миллион, от 1500 до 12000 частей на миллион, от 2000 до 10000 частей на миллион, от 2000 до 8000 частей на миллион, от 2000 до 6000 частей на миллион, от 2500 до 5000 частей на миллион в пересчете на общий вес внешнего слоя.
Использование частиц полисилоксана и/или антиадгезива во внешнем слое является предпочтительным по сравнению с использованием антиадгезивов, так как антиадгезивы могут мешать печатанию на внешнем слое.
Было обнаружено, что только полисилоксан или сочетание полисилоксана и частиц антиадгезива может придавать внешнему слою желаемые свойства пониженного трения и антиадгезии, не оказывая отрицательного влияния на пригодность для печатания и обеспечивая относительно низкую матовость. Только полисилоксана, т.е. без частиц антиадгезива и без антиадгезивов или добавок, понижающих трение, может быть достаточно для обеспечения еще более низкой матовости и придания упаковочному изделию желаемых свойств пониженного трения и антиадгезии. Только полисилоксана во внешнем слое может быть достаточно для пакетов на ленте. Для уложенных в стопки пакетов сочетание полисилоксана и частиц антиадгезива может придавать упаковочным изделиям желаемые свойства пониженного трения и антиадгезии, и это сочетание улучшает эксплуатационные качества внешних слоев упаковочного изделия и обеспечивает легкость печатания на наружной поверхности упаковочного изделия. Присутствие только полисилоксана или сочетания полисилоксана и частиц антиадгезива может придавать хорошую обрабатываемость упаковочному изделию.
В одном из вариантов осуществления полисилоксан является единственной добавкой, понижающей трение, во внешнем слое. Полисилоксан может присутствовать во внешнем слое в количестве от 2500 до 5000 частей на миллион или от 3000 до 4000 частей на миллион.
Внешний слой может содержать частицы антиадгезива, которые могут иметь средний размер не менее 3 мкм (измеренный в соответствии с ASTM D4664) или от 3 мкм до 25 мкм или от 3 мкм до 15 мкм или от 3 мкм до 12 мкм или от 3 мкм до 9 мкм или от 3,5 мкм до 6 мкм. Частицы антиадгезива могут присутствовать в изнаночном слое в количестве от 1500 до 200 ООО частей на миллион или от 2000 до 1500 частей на миллион или от 2500 до 12000 частей на миллион или от 4000 до 100 ООО частей на миллион или от 6000 до 9000 частей на миллион.
Внешний слой может дополнительно содержать улучшитель пригодности для печатания, содержащий полярный полимер. Полярный полимер предпочтительно содержит, по меньшей мере, один материал, выбранный из группы, состоящей из тройного сополимера этилена, сложного эфира и малеинового ангидрида, тройного сополимера этилена, сложного эфира и глицидилметакрилата и сополимера этилена и акриловой кислоты. Улучшитель пригодности для печатания предпочтительно присутствует в внешнем слое пленки в количестве от около 1 до 25 процентов; более предпочтительно от около 2 до 20 процентов; еще более предпочтительно, от около 5 до 15 процентов; еще более предпочтительно, от около 5 до 10 процентов по весу внешнего слоя пленки.
Внешний слой может иметь толщину, по меньшей мере, 0,05 мил (порядка 1,27 мкм) или от 0,05 до 1,5 мил (1,27 - 38,1 мкм) или от 0,08 до 1 мил (2,032 - 25,4 мкм) или от 0,09 до 0,8 мил (2,286 - 20,32 мкм) или от 0,01 до 0,6 мил (0,254 - 15,24 мкм) или от 0,13 до 0,4 мил (3,302 - 10,16 мкм) или от 0,15 до 0,2 мил (3,81 - 5,08 мкм).
Термосварной слой является изнаночным слоем термоусадочной рукавной пленки. Термосварной слой может содержать термосварную полимерную композицию, содержащую, по меньшей мере, один материал, выбранный из группы, состоящей из полиолефина, сополимера этилена и альфа-олефина, сополимера этилена и ненасыщенного сложного эфира, иономерной смолы, сополимера пропилена и этилена, полистирола, полиамида, полиэфира и поликарбоната. Термосварной слой содержит термосварную полимерную композицию, имеющую плотность менее 0,92 г/см3 или менее 0,915 г/см3 или менее 0,912 г/см3 или менее 0,910 г/см3 или менее 0,909 г/см Зили менее 0,908 г/см3 или менее 0,907 г/см3 или менее 0,906 г/см3 или менее 0,905 г/см3 или менее 0,904 г/см3 или менее 0,903 г/см3 или от 0,900 г/см3 до 0,915 г/см3 или от 0,900 г/см3 до 0,912 г/см3 или от 0,900 г/см3 до 0,910 г/см3 или от 0,0101 г/см3 до 0,909 г/см3 или от 0,902 г/см3 до 0,908 г/см3 или от 0,903 г/см3 до 0,907 г/см3.
Термосварной изнаночный слой также содержит частицы антиадгезива, быстро выступающий на поверхность разделительный состав и медленно выступающий на поверхность разделительный состав, каждый из которых описан в различных частях заявки. Каждый из этих компонентов смешивают и экструдируют с полимерными компонентами, присутствующими в пленке. Частицы антиадгезива могут представлять собой любую из различных описанных композиций. Частицы антиадгезива присутствуют во термосварном изнаночном слое в количестве, по меньшей мере, 2000 частей на миллион или от 1500 до 20000 частей на миллион или от 2000 до 15 ООО частей на миллион или от 2500 до 12000 частей на миллион или от 4000 до 10000 частей на миллион или от 6000 до 9000 частей на миллион в пересчете на общий вес термосварного слоя.
Частицы антиадгезива имеют относительно большой средний размер согласно ASTM D4664. Частицы антиадгезива могут иметь средний размер, по меньшей мере, 3 мкм или от 3 мкм до 20 мкм или от 3 мкм до 15 мкм или от 3 мкм до 12 мкм или от 3 мкм до 9 мкм или от 3,5 мкм до 6 мкм.
Быстро выступающий на поверхность разделительный состав содержит, по меньшей мере, один материал, выбранный из группы, состоящей из эрукамида, олеамида, лаурамида, диэтаноламида лауриновой кислоты, моноглицерида, диглицерида, моноолеата глицерина и моностеарата глицерина. Быстро выступающий на поверхность разделительный состав может присутствовать в термосварном изнаночном слое в количестве, по меньшей мере, 1200 частей на миллион или от 2000 до 20000 частей на миллион или от 2500 до 15000 частей на миллион или от 3000 до 12000 частей на миллион или от 4000 до 10000 частей на миллион или от 5000 до 9000 частей на миллион в пересчете на общий вес слоя.
В качестве альтернативы, быстро выступающий на поверхность разделительный состав может содержать одну жирнокислотную цепь, которая является ненасыщенной или имеет длину менее около C16**, или то и другое. В качестве альтернативы, медленно выступающий на поверхность разделительный состав может содержать одну жирнокислотную цепь, которая является насыщенной и имеет длину более **Ci6, или множество жирнокислотных цепей, которые являются насыщенными или ненасыщенными и имеют общую длину углеродной цепи, по меньшей мере, С**20.
Медленно выступающий на поверхность разделительный состав содержит, по меньшей мере, один материал, выбранный из группы, состоящей из стеарамида, бис-стеарамида, этилен-бис-стеарамида, стеарилстеарамида, стеарилэрукамида, эруцилэрукамида, беханамида, этилен-бис-олеамида, олеилпальмитамида, сложного эфира стеариновой кислоты, сорбитан стеарата, моностеарата, дистеарата, тристеарата, сорбитан монолаурата, пентаэритритового сложного эфира стеариновой кислоты, стеарата полиглицерина, стеарата цинка, стеарата кальция, стеарат амагния, стеарата натрия, стеарата калия. Медленно выступающий на поверхность разделительный состав может присутствовать в изнаночном слое в количестве, по меньшей мере, 1200 частей на миллион или от 2000 до 20000 частей на миллион или от 2500 до 15000 частей на миллион или от 3000 до 12000 частей на миллион или от 4000 до 10000 частей на миллион или от 5000 до 9000 частей на миллион в пересчете на общий вес слоя.
Термосварной слой может иметь толщину, по меньшей мере, 0,1 мил (2,54 мкм) или от 0,15 мил до 5 мил (3,81 - 127 мкм) или от 0,18 мил до 4 мил (4,572 - 101, 6 мкм) или от 0,2 мил до 2 мил (5,08 - 50,8 мкм) или от 0,1 мил до 1,5 мил (2,54 - 38,1 мкм) или от 0,2 мил до 1,1 мил (5,08 - 27,94 мкм) или от 0,25 мил до 1 мил (6,35 - 25,4 мкм) или от 0,3 мил до 0,8 мил (7,62 - 20,32 мкм) или от 0,35 мил до 0,7 мил (8,89 - 12,446 мкм) или от 0,35 мил до 0,6 мил (8,89 - 15,24 мкм) или от 0,4 мил до 0,6 мил (10,16 - 15,24 мкм) или от 0,4 мил до 0,6 мил (10,16 - 15,24 мкм) или около 0,47 мил (11,938 мкм).
Многослойная термоусадочная пленка может содержать один или несколько промежуточных слоев между изнаночным слоем рукавной пленки и внешним слоем рукавной пленки. Промежуточные слои могут представлять собой один или несколько из следующих слоев: (i) кислородобарьерный слой, (И) связующие слои для сцепления барьерного слоя с изнаночным и/или внешним слоями пленки и (iii) объемные слои для повышения прочности пленки. Кислородобарьерный слой может состоять, по меньшей мере, из одного материала, выбранного из группы, состоящей из поливинилиденхлорида, сополимера этилена и винилового спирта, полиамида и сложного полиэфира. Состав и расположение кислородобарьерного слоя могут выбираться с целью достижения любого желаемого низкого уровня пропускания кислорода пленкой, как это известно специалистам в данной области техники.
Один или несколько связующих слоев могут содержать, по меньшей мере, один материал, выбранный из группы, состоящей из сополимера этилена и карбоновой кислоты, сополимера этилена и сложного эфира и модифицированного ангидридом сополимера этилена и альфа-олефина. Обычно связующие слои являются относительно тонкими, поскольку их назначением является просто обеспечение химически совместимой композиции между двумя слоями, которые в противном случае не сцепляются друг с другом до желаемой степени.
Один или несколько объемных слоев могут содержать, по меньшей мере, один материал, выбранный из группы, состоящей из полиолефина, сополимера этилена и альфа-олефина, сополимера этилена и ненасыщенного сложного эфира, иономерной смолы, сополимера пропилена и этилена, полистирола, полиамида, полиэфира и поликарбоната. Объемные слои обычно являются относительно толстыми и/или изготовлены из относительно прочных полимеров, поскольку назначением объемных слоев является придание пленке прочности, усадки (включая свободную усадку, а также усилие усадки), устойчивости к проколам и т.д.
Частицы антиадгезива представляют собой твердые частицы, которые наносятся на изнаночный слой и необязательно внешний слой. Хотя многие из частиц могут быть полностью внедрены в слой и, таким образом, не влияют на изнаночную поверхность или внешнюю поверхность, по меньшей мере, некоторые из частиц выступают из поверхности слоя, делая ее несколько "грубой", при этом выступающие области снижают степень сцепления смежных поверхностей пленки друг с другом и позволяют поверхностям пленки легко скользить поверх друг друга.
Было обнаружено, что для термоусадочных упаковочных изделий, имеющих относительно толстые уплотнительные слои, изготовленные из полимерной композиции с относительно низкой плотностью, необходимы относительно крупные частицы адгезива (например, 3 мкм и более) при относительно высоком содержании (по меньшей мере, 2000 частей на миллион в пересчете на вес слоя), чтобы рукавная пленка открывалась при стандартном испытании открываемости, как описано ниже. Частицы антиадгезива могут иметь средний размер, по меньшей мере, 3 мкм (измеренный в соответствии с ASTM D4664) или от 3 мкм до 25 мкм или от 3 мкм до 15 мкм или от 3 мкм до 12 мкм или от 3 мкм до 9 мкм или от 3,5 мкм до 6 мкм. Частицы слоя o1AB имеют размер: 3-25, 3-20, 3,2-15 мкм, 3,5-10 мкм, 4-7 мкм, 4-6 мкм, 4,5-5,5 мкм. Частицы антиадгезива могут присутствовать в изнаночном слое в количестве от 1500 до 20000 частей на миллион или от 2000 до 1500 частей на миллион или от 2500 до 12000 частей на миллион или от 4000 до 10 ООО частей на миллион или от 6000 до 9000 частей на миллион.
Частицы антиадгезива могут состоять из природного кремнезема, синтетического кремнезема, силиката, диатомовой земли, пирогенного синтетического кремнезема, осажденного синтетического кремнезема, гелеобразного синтетического кремнезема, натриево-кальциевого силиката, натриево-кальциево-алюминиевого силиката, талька, каолина, глины, слюды, силиката, силиката алюминия, двуокиси кремния, силиката магния, силиката кальция, карбоната кальция и окиси магния. Предпочтительными являются частицы антиадгезива с показателем преломления 1,4-1,6 или 1,45-1,55, так как показатель преломления в этом диапазоне обеспечивает меньшую матовость термоусадочной пленки, чем при использовании частиц антиадгезива с показателем преломления вне этого диапазона.
Если рукавная пленка должна служить для печатания, пыль наносится после того, как высыхает краска, но до сматывания пленки. Если печатание на рукавной пленке не предусмотрено, ее разматывают непосредственно перед ее преобразованием в пакеты, при этом пыль наносится после разматывания, но до преобразования. Преобразование рукавной пленки (печатаемой или непечатаемой) с нанесенной пылью осуществляется путем ее герметизации и разрезания с целью формирования пакетов с торцевым уплотнением или пакетов с боковым уплотнением. Герметизация может выполняться с использованием термосварочного устройства импульсного типа. Резка рукавной пленки с целью формирования отдельных пакетов осуществляется после герметизации обычными методами.
Во многих случаях потребители более высоко ценят упаковочные изделия с низким уровнем матовости. Матовость определяется уровнем прозрачности по всей толщине пленки. Матовость измеряется в настоящем изобретении согласно стандарту ASTM D1003-13. Термоусадочная пленка может иметь уровень матовости менее 15% или менее 12% или менее 10% или от 5% до 10%.
Было обнаружено, что уровень матовости термоусадочной пленки до некоторой степени пропорционален количеству и типу частиц антиадгезива, используемых в изнаночном слое и внешнем слое рукавной пленки. Обычно чем выше содержание частиц, тем выше уровень матовости. Использование материалов в виде частиц с показателем преломления от 1,4 до 1,6 или от 1,45 до 1,55 помогает сводить к минимуму влияние на матовость со стороны частиц антиадгезива. Было обнаружено, что использование относительно более крупных частиц (со средним размером от 3 мкм до 10 мкм) в относительно регулируемых количествах (например, до около 9000 частей на миллион в пересчете на вес слоя) позволяет изготавливать термоусадочную пленку с относительно сильным глянцем и желательными свойствами пониженного трения, антиадгезии и открываемости.
Во многих случаях потребители более высоко ценят упаковочные изделия с высоким уровнем глянца. Глянец определяется в основном характером внешней поверхности упаковочного изделия. Глянец измеряется в настоящем изобретении путем измерения зеркального блеска согласно стандарту ASTM D2457.
Использование антиадгезивов, частиц антиадгезива и понижающих трение добавок во внешнем слое может снижать уровень глянца, демонстрируемого упаковочным изделием. Было обнаружено, что внешняя поверхность термоусадочного упаковочного изделия может иметь относительно сильный глянец и в то же время обладать требуемыми свойствами пониженного трения и антиадгезии при использовании во внешнем слое только полисилоксана или с сочетания полисилоксана и частиц антиадгезива. За счет этого зеркальный блеск (измеренный согласно ASTM D2457) может составлять, по меньшей мере, 70% или, по меньшей мере, 75% или, по меньшей мере, 78% или, по меньшей мере, 80% или от 80% до 85%.
Желательно, чтобы внешний слой упаковочного изделия имел низкий коэффициент трения и легко скользил относительно других упаковочных изделий, с которыми он контактирует, без помех для какого-либо другого упаковочного изделия, с которому он может контактировать. Это особенно важно при использовании пакетов, уложенных внахлестку на ленты, или уложенных в стопку пакетов в коробке или другой емкости.
Также желательно, чтобы изнаночный слой упаковочного изделия имел низкий коэффициент трения, поскольку он находится в контакте с самим собой, когда рукавная пленка упаковочного изделия находится в плоской конфигурации. За счет этого воздух может свободно перемещаться между плоскими изнаночными поверхностями рукавной пленки и может предотвращаться улавливание или сжатие воздуха во время прохождения рукавной пленки через зажимные валики при печатании на упаковочных изделиях, а также во время преобразования термоусадочной пленки в термоусадочные упаковочные изделия, такие как пакеты.
Коэффициент трения (КТ) может определяться в соответствии со стандартом ASTM D1894, который во всей полноте в порядке ссылки включен в настоящую заявку. Изнаночная и/или внешняя поверхности упаковочного изделия могут иметь максимальное значение коэффициента трения менее 0,8 или менее 0,7 или менее 0,6 или менее 0,5 или от 0,1 до 0,8 или от 0,1 до 0,7 или от 0,1 до 0,6, или от 0,1 до 0,5. Изнаночная и/или внешняя поверхности упаковочного изделия могут иметь мгновенное значение коэффициента трения менее 0,6 или менее 0,5 или менее 0,4 или менее 0,3 или от 0,1 до 0,6 или от 0,1 до 0,5 или от 0,1 до 0,4 или от 0,1 до 0,3.
Хотя желательно полностью удалять пыль с упаковочного изделия, пыль может наноситься на изнаночную поверхность рукавной пленки, которая используется для изготовления упаковочного изделия, при этом внешняя поверхность остается без пыли, или пыль может наноситься на внешнюю поверхность упаковочного изделия, при этом изнаночная поверхность остается без пыли. При применении пыли изнутри или снаружи она может содержать, по меньшей мере, один материал, выбранный из группы, состоящей из кукурузного крахмала, крахмала из тапиоки, картофельного крахмала, талька и кремнезема.
На фиг.1 показан вид в разрезе многослойной термоусадочной пленки 20. В приведенных ниже примерах пленки №№1-11 имеют поперечные сечения, которые соответствуют числу и расположению слоев, показанному на фиг.1. Термоусадочная пленка 20 имеет семь слоев, из которых первый слой 21 является наружным слоем, который служит контактирующим с продуктом изнаночным слоем и термосварным слоем. Второй слой 22 служит первым объемным слоем. Третий слой 23 служит первым связующим слоем. Четвертый слой 24 служит кислородобарьерным слоем. Пятый уровень 25 служит вторым связующим слоем. Шестой слой 26 служит вторым объемным слоем. Седьмой слой 27 служит устойчивым к неправильному обращению слоем.
Термоусадочная рукавная пленка может изготавливаться способом, схематически проиллюстрированным на фиг.2. В способе, показанном на фиг.2, твердые полимерные гранулы (не показанные) подаются во множество экструдеров 28 (для простоты показан только один экструдер). Полимерные гранулы продвигаются, расплавляются и дегазируются внутри экструдеров 28, после чего полученный расплав без пузырьков направляется в экструзионную головку 30 и экструдируется через кольцевую матрицу, в результате чего получают рукавную пленку 32, которая может иметь толщину, например, около 15 мил и содержит уплотнительный слой, первый объемный слой и первый связующий слой. Через канал внутри экструзионной головки 30 внутрь рукавной пленки 32 нагнетается непрерывный поток пыли из кукурузного крахмала (кукурузного крахмала С-3170, полученного от Flint Group, см. ΑΒ10 в Таблице 1 ниже) с такой скоростью, чтобы количества кукурузного крахмала, осаждающегося на изнаночной поверхности рукавной пленки 32, было достаточно для предотвращения слипания рукавной пленки самой с собой как при ее сплющивании в плоскую конфигурацию, так и после двухосной ориентации методом захваченного пузырька, как описано ниже. Количество пыли, вводимой внутрь рукавной пленки, может составлять, например, около 95 миллиграммов на 100 квадратных дюймов изнаночной поверхности неориентированной рукавной пленки 32. Пыль других типов, которая может использоваться, включает пыль из тапиоки и пыль из картофельного крахмала, тальк и кремнезем.
После охлаждения или закалки водой из охлаждающего кольца 34 рукавная пленка 32 сжимается зажимными валками 36, и затем подается через облучающий свод 38, окруженный экранированием 40, где рукавная пленка 32 облучается электронами высокой энергии (т.е. ионизирующим излучением), испускаемыми трансформаторным ускорителем 42 с железным сердечником. Рукавная пленка 32 перемещается через облучающий свод 38 на роликах 44. Рукавная пленка 32 предпочтительно облучается дозой на уровне от около 3 до 8 микрорад.
После облучения облученная рукавная пленка 46 направляется через зажимные валки 48, после чего облученная рукавная пленка 46 слегка раздувается, в результате чего образуется захваченный пузырек 50. Однако захваченный пузырек 50 значительно не растягивает рукавную пленку в продольном направлении, так как окружная скорость зажимных валков 52 примерно равна скорости зажимных валков 48. Кроме того, облученная рукавная пленка 46 раздувает только в степени, достаточной для обеспечения преимущественно круглой рукавной пленки без существенной поперечной ориентации, т.е. без растяжения.
Слегка раздутая облученная рукавная пленка 50 пропускается через вакуумную камеру 54, а затем подается через матрицу 56 для нанесения покрытия. Экструдируют вторую рукавную пленку 58 через матрицу 56 для нанесения покрытия и наносят на слегка раздутую облученную рукавную пленку 50 с целью получения двухслойной рукавной пленки 60. Вторая рукавная пленка 58 предпочтительно содержит кислородобарьерный слой, который не подвергается ионизирующему излучению. Дополнительные подробности вышеописанной стадии нанесения покрытия в целом приведены в патенте US 4278738 на имя BRAX и др., который во всей полноте в порядке ссылки включен в настоящую заявку.
После облучения и нанесения покрытия рукавная пленка 60 наматывается на намоточный барабан 62. После этого удаляют намоточный барабан 62 и используют его в качестве размоточного барабана 64 на второй стадии изготовления желаемой готовой термоусадочной рукавной пленки. Рукавная пленка 60 разматывается из размоточного барабана 64 и подается через направляющий валик 66, после чего двухслойная рукавная пленка 60 поступает в резервуар 68 содержащий горячую воду 70. Сплющенную, облученную рукавную пленку 60 с покрытием погружают в горячую воду 70 (с температурой около 185°F или 85°С) на время, составляющее, по меньшей мере, около 30 секунд, т.е. на время, необходимое для доведения температуры пленки до желаемой температуры с целью двухосной ориентации. После этого облученная рукавная пленка 60 направляется через зажимные валки 72, и раздувается пузырек 74, что тем самым растянуть рукавную пленку 60 в поперечном направлении. Кроме того, при раздуве, т.е. поперечном растяжении зажимные валки 76 вытягивают рукавную пленку 60 в продольном направлении, поскольку зажимные валки 76 имеют более высокую окружную скорость, чем зажимные валки 72.
В результате растяжения в поперечном направлении и вытяжки в продольном направлении получают облученную двухосно ориентированную выдувную рукавную пленку 78 со степенью растяжения около 1:1,5-1:6 и степенью вытяжки около 1:1,5-1:6. Степень растяжения и вытяжки в каждом случае предпочтительно составляет около 1:2 -1:4. В результате получают двухосную ориентацию, составляющую около 1:2,25-1:36, более предпочтительно 1:4-1:16. Пока между зажимными валкими 72 и 76 находится пузырек 74, выдувная рукавная пленка 78 сплющивается валками 80, а затем подается через зажимные валки 76 и направляющий валок 82 и далее наматывается на намоточный барабан 84. Натяжной ролик 86 обеспечивает надлежащую намотку.
Затем разматывают полученную двухосно ориентированную термоусадочную рукавную пленку и преобразуют в термоусадочные пакеты путем герметизации и резки рукавной пленки. На внешней поверхности пакетов необязательно может быть выполнена печать. Во время печатания краска наносится на рукавную пленку до ее преобразования в пакеты. Помимо предотвращения слипания ориентированной рукавной пленки изнутри пыль из кукурузного крахмала, присутствующая внутри рукавной пленки, также позволяет ей скользить по самой себя и позволяет воздуху внутри рукавной пленки перемещаться внутри нее, в результате чего уменьшается или исключается сморщивание рукавной пленки при ее прохождении через зажимные валки, используемые при обработке, включая печатание.
Кроме того, та же самая пыль из кукурузного краска наносится снаружи рукавной пленки во время преобразования ориентированной рукавной пленки в пакеты. Пыль из кукурузного крахмала наносится на внешнюю поверхность рукавной пленки в количестве около 95 миллиграммов на 100 квадратных дюймов. Пыль из кукурузного крахмала может наноситься с помощью дозирующего ролика или путем гравитационной подачи. Пыль из кукурузного крахмала может наноситься только на одну сторону рукавной пленки, пока рукавная пленка имеет плоскую конфигурацию. После этого, при сматывании термоусадочной рукавной пленки с нанесенной пылью в рулон пыль, нанесенная на одну ее плоскую поверхность, переносится на другую плоскую поверхность в то время, как первая плоская поверхность соприкасается со второй плоской поверхностью в рулоне термоусадочной рукавной пленки с нанесенной пылью.
На фиг.3 схематически показан термоусадочный пакет 160 с торцевым уплотнением в плоской конфигурации. Пакет 160 с торцевым уплотнением изготовлен из бесшовной термоусадочной рукавной пленки 162. На фиг.4 показан вид в разрезе пакета 160 по линии 4-4 на фиг.3. Как показано на фиг.3 и 4, пакет 160 содержит пленку 162, верхнюю кромку 164, образующую открытый верх, первую боковую кромку 166, вторую боковую кромку 168, нижнюю кромку 170 и торцевое уплотнение 172.
На фиг.5 и 6 показан термоусадочный пакет 180 с боковым уплотнением в плоской конфигурации. На фиг.6 показан вид в разрезе пакета 180 по линии 6-6 на фиг.5. Пакет 180 с боковым уплотнением, как и пакет с торцевым уплотнением, показанный на фиг.3 и 4, также изготовлен из термоусадочной рукавной пленки, но при изготовлении пакета 180 с боковым уплотнением бесшовную рукавную пленку разрезают в направлении обработки с целью формирования верха 184 пакетов и термосваривают в поперечном направлении с целью формирования боковых уплотнений 192 и 194, при этом направлением обработки пленки 182 является направление, проходящее поперек пакета 180 с боковым уплотнением. Как показано на фиг.5 и 6, пакет 180 с боковым уплотнением изготовлен из пленки 182, которая термосварена сама с собой. Пакет 180 с боковым уплотнением имеет верхнюю кромку 184, образующую открытый верх, завернутую нижнюю кромку 190, первое боковое уплотнение 192 и второе боковое уплотнение 194.
На фиг.7 показан пакет 66 типа мешка, изготовленный путем герметичного соединения друг с другом двух отдельных кусков плоской пленки. Пакет 66 типа мешка имеет открытый верх 68, нижнее термосварное уплотнение 70 и нижнюю кромку 72, первое боковое уплотнение 74 и первую боковую кромку 76, второе боковое уплотнение 78 и вторую боковую кромку 80. Первое и второе боковые уплотнения 74 и 76 соединены с нижним уплотнением 70, в результате чего образуется "U-образное" уплотнение, соединяющее друг с другом два куска плоской пленки, с целью формирования пакета 66 типа мешка.
На фиг.7, 8 и 9 показан пакет 266 типа мешка, изготовленный путем герметичного соединения друг с другом двух отдельных кусков плоской пленки. Как показано на фиг.7, 8 и 9 пакет 266 имеет открытый верх 268, нижнее термосварное уплотнение 270 и нижнюю кромку 272, первое боковое уплотнение 274 и первую боковую кромку 276, второе боковое уплотнение 278 и вторую боковую кромку 280. Первое и второе боковые уплотнения 274 и 276 соединены с нижним уплотнением 270, в результате чего образуется "U-образное" уплотнение, соединяющее друг с другом два куска плоской пленки, с целью формирования пакета 266 типа мешка.
На фиг.10 и 11 показан пакет 206 с накладками и торцевым уплотнением в плоской конфигурации. Пакет 206 с накладками и торцевым уплотнением изготовлен из бесшовной рукавной пленки 212, к которой прикреплены накладки 214 и 216. Пакет 206 имеет торцевое уплотнение 210 и открытый верх 208. Каждая накладка ограничена одной плоской стороной пакета 206, при этом торцевое уплотнение 210 соединяет изнаночный слой рукавной пленки 212 сам с собой. Торцевое уплотнение 210 не проходит ни через одну из накладок 214 и 216. Кроме того, накладки 214 и 216 не доходят ни до одной из завернутых плоских боковых кромок пакета 206 с торцевым уплотнением.
На фиг.12 и 13 показан пакет 218 с накладками и с боковым уплотнением в плоской конфигурации. пакет 218 с накладками и с боковым уплотнением изготовлен из завернутой пленки 220, к которой прикреплена первая накладка 230 и вторая накладка 232. Пленка 220 имеет бесшовную (то есть завернутую) нижнюю кромку 224, открытый верх 222, первое боковое уплотнение 226 и второе боковое уплотнение 228, при этом каждое из боковых уплотнений 226 и 228 соединяет изнаночный слой рукавной пленки сам с собой. Каждая из накладок 230 и 232 ограничена плоской стороной пакета 220 и не доходит ни до одного из боковых уплотнений 226 или 228 или до открытого верха 222 или до завернутой нижней кромки 224.
Дополнительные пакеты с накладками описаны в следующих патентах, каждый из которых во всей полноте в порядке ссылки включен в настоящую заявку: US 6287613, US 6383537, US 5 540 646, US 5545419, US 6270819, US 6790468, US 6663905, US 6296886, US 7338691, US 5534276, US 6228446 и US 7048125.
Было обнаружено, что прочность сцепления (т.е. прочность адгезионной связи между пленочной накладкой и рукавной пленкой в течение 15 минут после контакта накладки и рукавной пленки с адгезивом между ними) значительно усиливается за счет присутствия частиц антиадгезива во внешнем слое рукавной пленки. Например, внешний слой термоусадочной рукавной пленки может содержать частицы антиадгезива, имеющие средний размер от 3000 до 10000 мкм, при этом частицы антиадгеза содержатся во внешнем слое в количестве от 3000 до 10000 частей на миллион. Результатом может являться то, что прочность сцепления пленочной накладки с внешней поверхностью рукавной пленки, измеренная в течение 15 минут после помещения пленочной накладки на рукавную пленку, составляет, по меньшей мере, 1 фунт/дюйм (порядка 17,86 кг/м) ширины накладки в отличие от 0,6 фунта/дюйм (10,716 кг/м) ширины накладки при отсутствии частиц антиадгезива.
Испытание пакетов на открываемость: испытательный прибор и процедура
На фиг.14 показан перспективный вид схемы прибора 300 для стандартного испытания пакетов на открываемость, имеющего горизонтальную платформу 302 для пакета с верхней поверхностью 304, на которую опирается пакет 310 в плоской конфигурации (смотри фиг.18-21). Платформа 302 для пакета имеет достаточную длину и ширину, чтобы самый длинный пакет, открываемость которого испытывается в приборе 300, целиком опирался на нее в продольном и поперечном направлении.
К верхней поверхности 304 платформы 302 для пакета прикреплена пара проходящих назад от переднего края 306 платформы 302 для пакета в направлении, перпендикулярном переднему краю 306 платформы 302 для пакета, удерживающих пакет лент 308, каждая из которых имеет протяженность 1,5 дюйма по длине платформы 302 для пакета (смотри фиг.15).
Каждая из лент 308 прикреплена "липкой стороной вверх" к верхней поверхности платформы 302 для пакета путем нанесения клея или двусторонней клейкой ленты с задней стороны каждой из лент 308, т.е. для удержания лент 308 на верхней поверхности 304 платформы 302 для пакета. Каждая из удерживающих пакет лент 308 имеет ширину 6 мм, при этом "липкая сторона" лент имеет адгезию к стали, по меньшей мере, 90 г/6 мм, измеренную в соответствии с AFERA 4001-ED.10/87. Одной из таких лент является лента BN 39 производства компании Boston tapes S.p.A. Сесса-Аурунка, Италия.
Расстояние между двумя частями ленты 308 зависит от ширины плоско уложенного испытываемого пакета. Более точно, осевые линии, проходящие по центру каждой из двух частей ленты 308, отстоят друг от друга на расстояние, составляющее одну треть общей ширины плоско уложенного испытываемого упаковочного изделия. Это расположение легко заметно на фиг.19, где ленты 306 разнесены на одну треть ширины плоско уложенного пакета 310.
Снаружи от переднего края 306 платформы 302 для пакета находится монтажный кронштейн 312, на котором установлено воздушное сопло 314 и воздушный шабер 316. Воздушное сопло 314 имеет наконечник, проходящий по осевой линии пакета, которая наклонена под углом 15° к горизонтали. Наконечник воздушного сопла 314 находится на расстоянии 3 дюйма от кромки 318 пакета 310. Воздушный шабер 316 имеет верхнюю поверхность (т.е. поверхность, ориентированную по направлению к сумке 310), которая совпадает с платформой 302 для пакета, и линию выпуска воздуха, которая проходит параллельно переднему краю 306 и кромке 318 пакета на расстоянии 5,5 дюйма (порядка 14 см) от них.
На фиг.14-21 не показаны соленоидные клапаны управления и воздуховоды для подачи 20,8 8 ст.куб. футов/мин чистого сжатого воздуха под давленем 100 фунтов на квадратный дюйм в воздушное сопло 314, а также для подачи чистого сухого сжатого воздуха в воздушное сопло 314 и воздушный шабер 316. На фиг.14-21 также не показан компрессор для генерирования сжатого воздуха.
Проведение испытание пакетов на открываемость
Чтобы провести испытание пакета на открываемость, сначала в течение 7 дней хранят термоусадочную рукавную пленку в плоской конфигурации обернутой вокруг сердечника диаметром 8 см, при этом наматывают многослойную термоусадочную рукавную пленку на сердечник до тех пор, пока общий диаметр (сердечника и намотанной пленки) не достигнет 48 см или 19 дюймов при натяжении 179 г/см ширины плоско уложенной рукавной пленки, после чего в течение 7 суток хранят рукавную пленку в условиях окружающей среды, а затем разматывают до тех пор, пока ее витки не окажутся на расстоянии в 1 дюйм (2,54 см) от сердечника. В этот момент удаляют часть рукавной пленки, преобразуют в пакеты с торцовым уплотнением и подвергают испытанию в соответствии с процедурой испытания пакетов на открываемость, как описано далее.
Затем помещают упаковочное изделие в плоской конфигурации на верхнюю поверхность 304 платформы 302 для пакета таким образом, чтобы кромка 318 пакета находилась непосредственно над передним краем 306 платформы 302 для пакета. Плоско уложенное упаковочное изделие 310 имеет ширину, по меньшей мере, 3,5 дюйма (порядка 8,89 см) и длину, по меньшей мере, 4 дюйма (порядка 10,16 см).
Упаковочное изделие 310 первоначально имеет плоскую конфигурацию, при этом его нижняя плоско уложенная сторона прижата в верхней поверхности 304 платформы 302 для пакета парой удерживающих пакет лент 308, каждая из которых имеет протяженность 1,5 дюйма (3,81 см) по длине упаковочного изделия. Каждая из двух лент имеет ширину 6 мм и адгезию к стали, по меньшей мере, 90 г/6 мм, измеренную в соответствии с AFERA 4001-ED.9/79. Каждая из лент проходит на расстояние 1,5 дюйма (3,81 см) от переднего края упаковочного изделия в направлении, перпендикулярном открытому верхнему краю упаковочного изделия, и имеет осевую линию в положении, соответствующем 33,3% расстояния по ширине плоско уложенного упаковочного изделия, при этом кромка упаковочного изделия проходит параллельно переднему краю 306 опорного элемента 302 и непосредственно над ним. На этой стадии воздушный поток не протекает через воздушное сопло 314 или воздушный шабер 316, и упаковочное изделие 310 в испытательном приборе 300 выглядит, как это показано на фиг.18, 19, 20 и 21.
После того, как упаковочное изделие оказывается на верхней поверхности 304 платформы 302 и удерживается на месте лентами 308, приводится в действие первый соленоид для подачи сжатого воздуха в воздушное сопло 314, и одновременно приводится в действие второй соленоид для подачи сжатого воздуха в воздушный шабер 316. Сжатый воздух подается в воздушное сопло в течение 500 миллисекунд, после чего первый соленоид закрывается, перекрывая тем самым дальнейшую подачу воздуха в воздушное сопло. Подача сжатого воздуха в воздушный шабер длится в течение 2 полных секунд, после чего второй соленоид закрывается, перекрывая тем самым дальнейшую подачу воздуха в воздушный шабер.
По истечении двух секунд подачи воздушного потока через воздушный шабер 316 упаковочное изделие считается "открываемым", если оно раздувается воздухом, т.е. выглядит, как это показано на фиг.22, 23, 24 и 25. Как видно на фиг.22-25, если изделие раздувается, плоско уложенные стороны с разделены воздушным потоком, проходящим через воздушный шабер 316.
С другой стороны, по истечении двух секунд подачи воздушного потока через воздушный шабер 316 упаковочное изделие 310 считается "не открываемым", если оно не надувается воздухом, т.е. выглядит, как это показано на фиг.26, 27, 28 и 29. Это происходит, если изнаночный слой рукавной пленки слипается сам с собой до такой степени, что воздушного потока из воздушного сопла, за которым расположен воздушный шабер, недостаточно для открывания упаковочного изделия.
На фиг.30 показан перспективный вид воздушного сопла 400 для использования с испытательным прибором 300. Воздушным соплом 400 является предлагаемое на рынке сопло Лаваля из нержавеющей стали SILVENT 1011. Воздушное сопло 400 имеет наружную резьбу с шагом 1/8 дюйма (0,3175 см), центральное отверстие 402, которое создает концентрированную сверхзвуковую струю воздуха, и шесть окружающих центральное отверстие 402 расходящихся щелей 404 для создания ламинарного воздушного потока. Центральное отверстие также окружено шестью ребрами 406, которые не позволяют статическому давлению в мертвой точке превышать 210 кПа. Воздушное сопло Лаваля SILVENT 1011 производится компанией Silvent АВ (Vevgatan 15, SE-504 64, Бурос, Швеция).
На фиг.31 показан перспективный вид воздушного шабера 420 для использования с испытательным прибором 300. Воздушным шабером 420 является предлагаемый на рынке Aluminium Strip Airmover SE150 производства компании Brauer Clamps Inc. (Уоррен, штат Мичиган, США). Воздушный шабер 420 использует энергию небольшого объема сжатого воздуха, который подается из стандартного компрессора, и усиливает окружающий воздух, создавая высокоскоростной объемный выходной воздушный поток низкого давления с использованием эффекта Коанда.
На фиг.32 схематически показан блок 450 пакетов на ленте, содержащий уложенные внахлестку (перекрывающие друг друга) пакеты 452, 454, 456, удерживаемые на месте относительно друг друга за счет сцепления с клейкой стороной параллельных лент 458 и 460. Такие уложенные внахлестку пакеты 450 образуют длинные полосы, содержащие сотни или даже тысячи пакетов, которые подаются в загрузочные устройства для пакетов. Уложенные внахлестку пакеты, удерживаемые лентами, такими как две параллельные ленты, показанные на фиг.32, блоки, содержащие такие уложенные внахлестку пакеты на лентах, и их использование в загрузочных устройствах описаны в патентах US 3587843, US 3698547, US 4032038 и US 4076122, каждый из которых в всей полноте в порядке ссылки включен в настоящую заявку.
На фиг.33 схематически проиллюстрирован вид сверху вакуумной машины 470 с вращающейся камерой, которая в течение десятилетий используется для упаковывания разнообразных упакованных мясных продуктов (не показанных). Термоусадочный пакет с содержащимся в нем продуктом (не показанным) помещают на пластину 472, которая находится в зоне загрузки продукта. После этого крышка 474 камеры поворачивается и опускается на пластину 472 при повороте поворотного узла 476 вакуумной камеры против часовой стрелки в положение А, затем В, затем С, затем D, затем Е, при этом во время перемещения пластины 472 и камеры 474 из камеры и пакета откачивается газообразная среда, пакет герметично закрывается, а избыток материала по длине пакета обрезается и путем всасывания удаляется в зону для отходов. Затем в положении F вакуум сбрасывается, камера заполняет воздухом, и крышка 474 камеры отрывается от пластины 472, позволяя переместить упакованный в вакууме продукт с пластины 474 на конвейер 478 для дальнейшей обработки, такой как подача через туннель с горячим воздухом (не показанный), с целью обеспечения плотной усадки пленки пакета вокруг мясного продукта. Поворот поворотного узла 476 вакуумной камеры против часовой стрелки является непрерывным на протяжении всего процесса, как и соответствующий поворот поворотного узла 480 пластины против часовой стрелки.
Примеры
Были изготовлены различные пленки в виде многослойных термоусадочных рукавных пленок описанным выше способом, проиллюстрированным на фиг.2. Хотя эти рукавные пленки могли быть преобразованы в разнообразные термоусадочные упаковочные изделия, такие как пакеты с торцевым уплотнением, пакеты с боковым уплотнением и оболочки, рукавные пленки были преобразованы в упаковочные изделия (т.е. пакеты с торцевыми уплотнениями, такие как показаны на фиг.3 и 4), которые затем были подвергнуты испытанию на открываемость. Структуры этих пленок, включая расположение слоев, состав слоев и толщину слоев, представлены в следующих далее таблицах. Смолы и другие компоненты, используемые в этих пленках, представлены непосредственно ниже в Таблице 1.

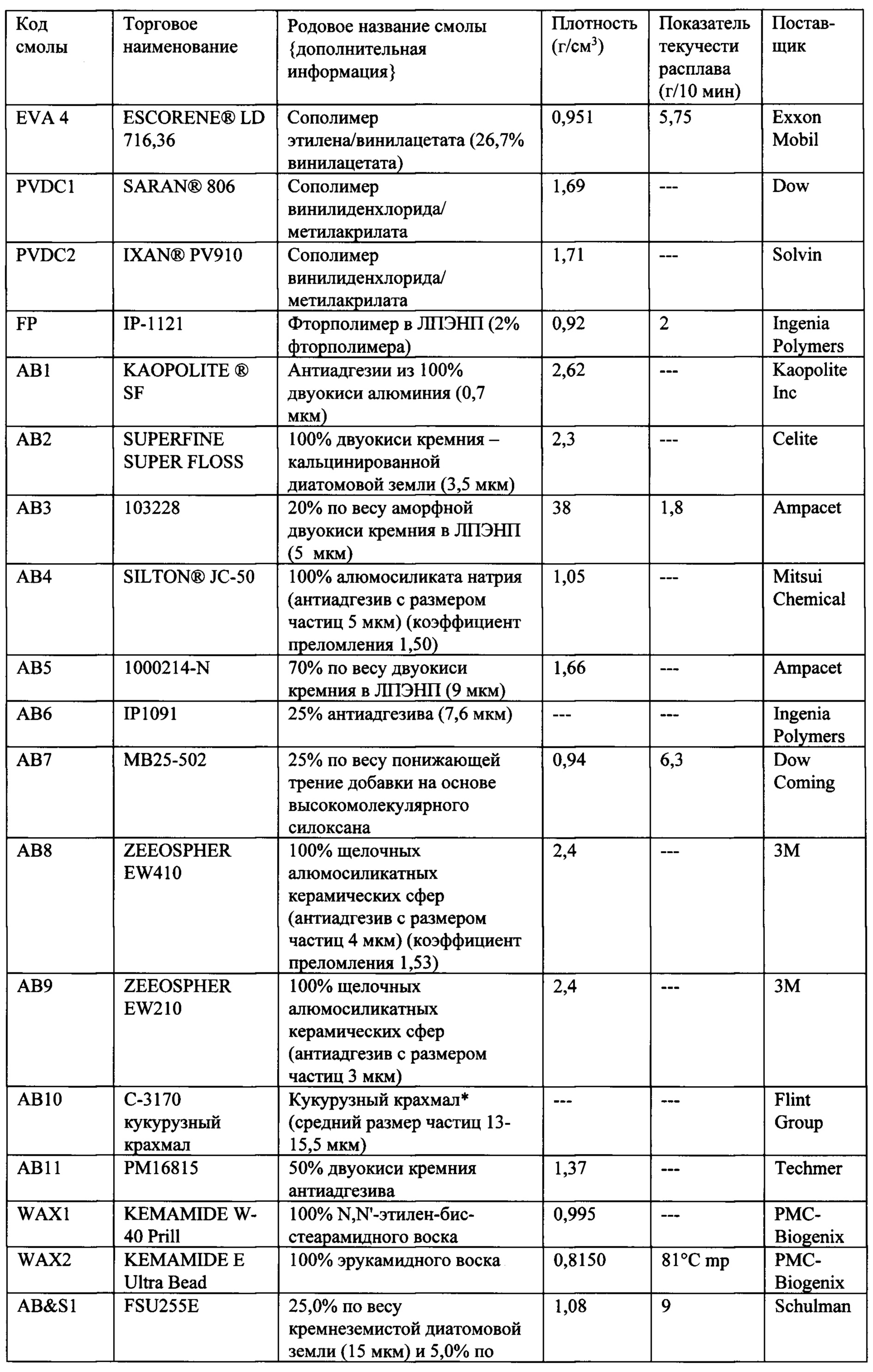

Далее в Таблице 2 представлены структура и состав пленки №1, включая данные полимеров, используемых в различных слоях, расположение слоев и толщину слоев. Пленкой №1 является известная из техники пленка, изготовленная описанным выше способом, проиллюстрированным на фиг.2. Лента была подвергнута ориентации в твердом состоянии в соотношении 3,6:1 в направлении обработки и в соотношении 3,6:1 в поперечном направлении, при этом общее соотношение ориентации составляло 13:1. Процесс включал нанесение пыли из кукурузного крахмала на изнаночную сторону ленты сразу после экструзии, а также нанесение пыли из кукурузного крахмала на внешнюю сторону плоско уложенной термоусадочной пленки, как описано выше со ссылкой 2.

Рукавные пленки №№2-11 (рукавные пленки без применения пыли)
Также были получены следующие различные составы добавок (АС) для использования в уплотнительном слое и/или устойчивом к неправильному обращению наружном слое, чтобы исключить необходимость применения пыли с сохранением при этом свойств пониженного трения и антиадгезии пленки с нанесенной на нее пылью.

Были также изготовлены термоусадочные рукавные пленки с №№2-11 способом, проиллюстрированным на фиг.2, за исключением того, что (i) на изнаночную сторону ленты сразу после экструзии не наносилась пыль какого-либо типа, и (ii) на внешнюю сторону получаемой термоусадочной рукавной пленки не наносилась пыль какого-либо типа даже до или во время ее преобразования в термоусадочные упаковочные изделия. Рукавные пленки №№2-11 были получены путем ориентации в твердом состоянии ленты в соотношении 3,6Х в направлении обработки и в соотношении 3,6Х в поперечном направлении, при этом общее соотношение ориентации составляло 13:1. Термоусадочная пленки №№2-11 представляли собой термоусадочные пленки без применения пыли с добавками, включенными в изнаночный слой и/или внешний слой в попытке придать получаемой рукавной пленке и пакетам желаемые свойства антиадгезии (например, открываемость) и пониженного трения, т.е. в попытке придать получаемым термоусадочным рукавным пленкам и получаемым упаковочным изделиям свойства антиадгезии и пониженного трения, сопоставимые с пакетами с пылью, нанесенной на изнаночную поверхность и внешнюю поверхность.
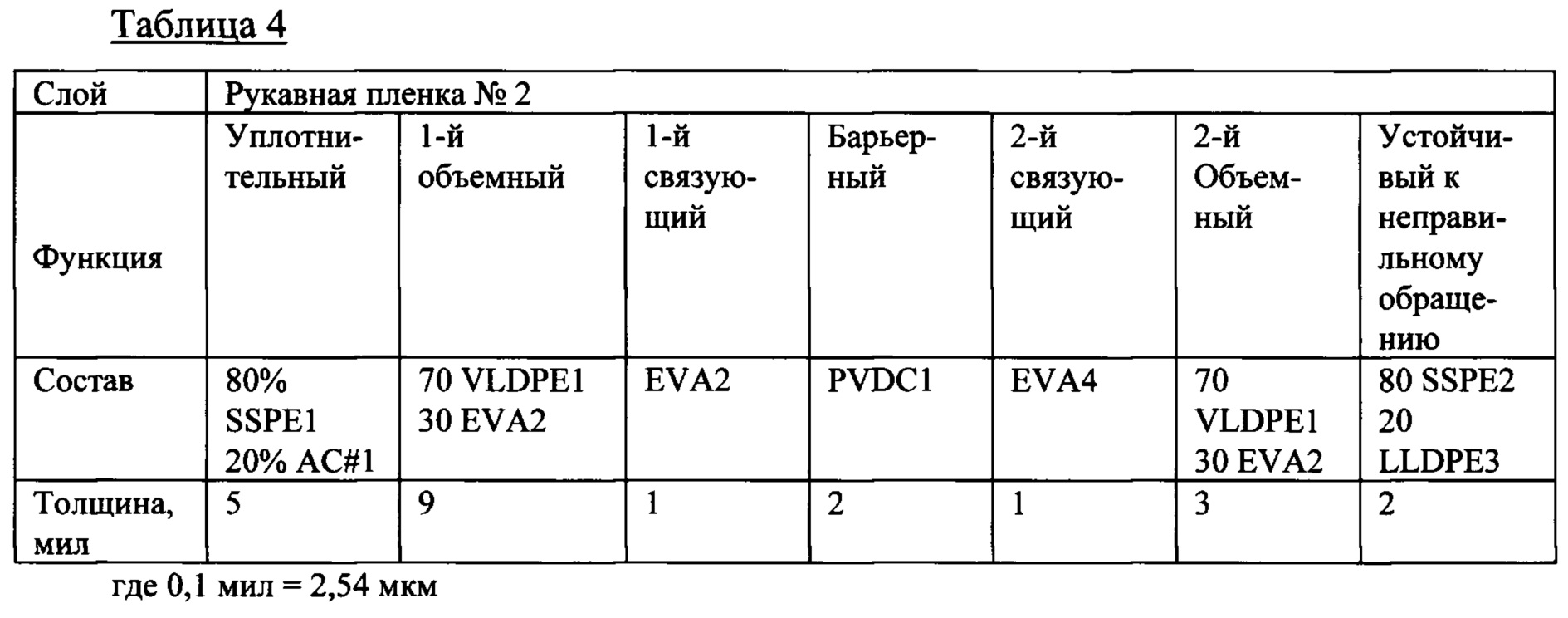
Рукавная пленка №2 открылась до ориентации в твердом состоянии, но не открылась после ориентации в твердом состоянии из-за самоадгезии изнаночного слоя ориентированной рукавной пленки.

Пленка №3 легко открывалась до ориентации в твердом состоянии, но не открылась после ориентации в твердом состоянии из-за самоадгезии изнаночного слоя ориентированной рукавной пленки. Таким образом, указанной толщиной слоев является толщина слоев неориентированной рукавной пленки.

Рукавная пленка №4 открылась как до ориентации в твердом состоянии, так и после ориентации в твердом состоянии. Поскольку рукавную пленку можно было открыть после ориентации (т.е. поскольку ее изнаночная поверхность не слипалась настолько сильно, чтобы вызвать самоадгезию), указанной толщиной слоев является толщина слоев термоусадочной пленки, взятой из ориентированной рукавной пленки.
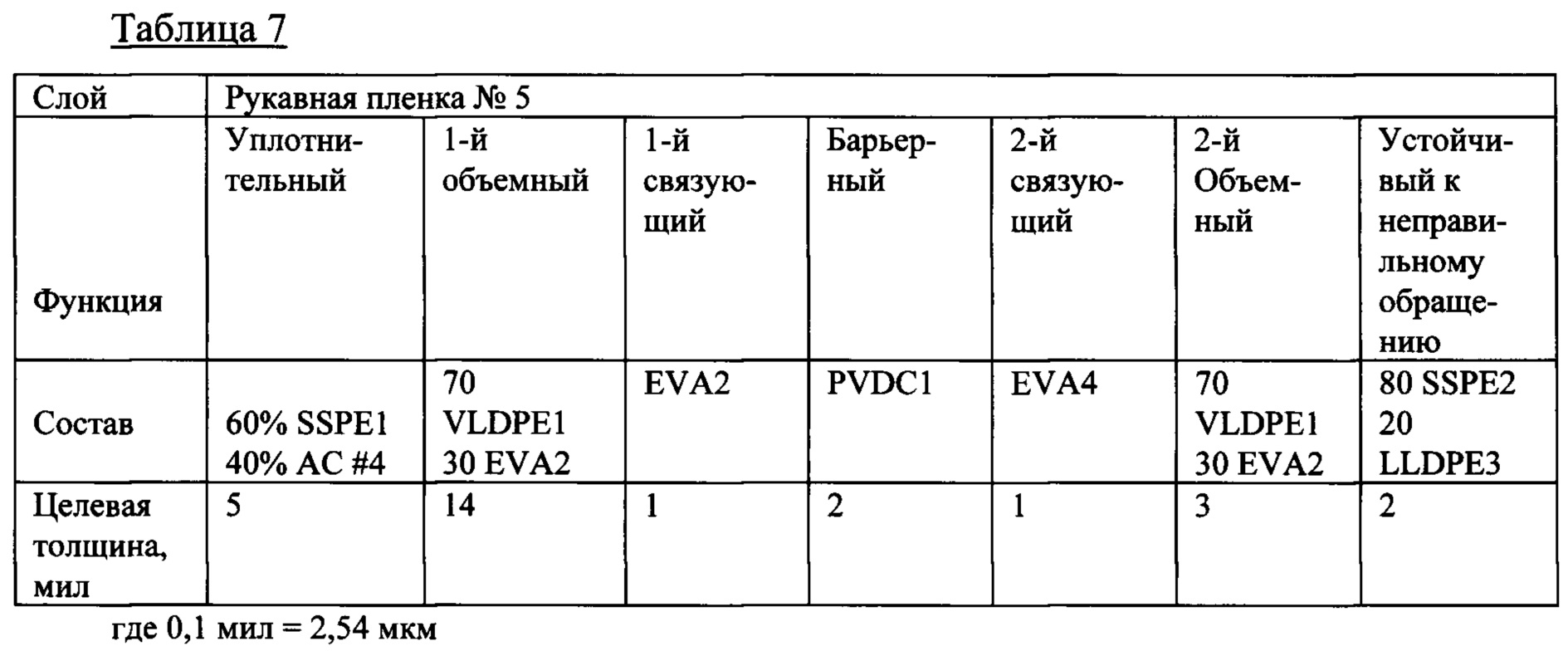
Пленка №5 слиплась настолько, что не открылась даже до ориентации в твердом состоянии. Поскольку рукавную пленку нельзя было открыть даже до ориентации в твердом состоянии (из-за самоадгезии изнаночного слоя неориентированной ленты), толщина слоя в Таблице 7 приведена из расчета расхода материалов, подаваемых через кольцевую матрицу.
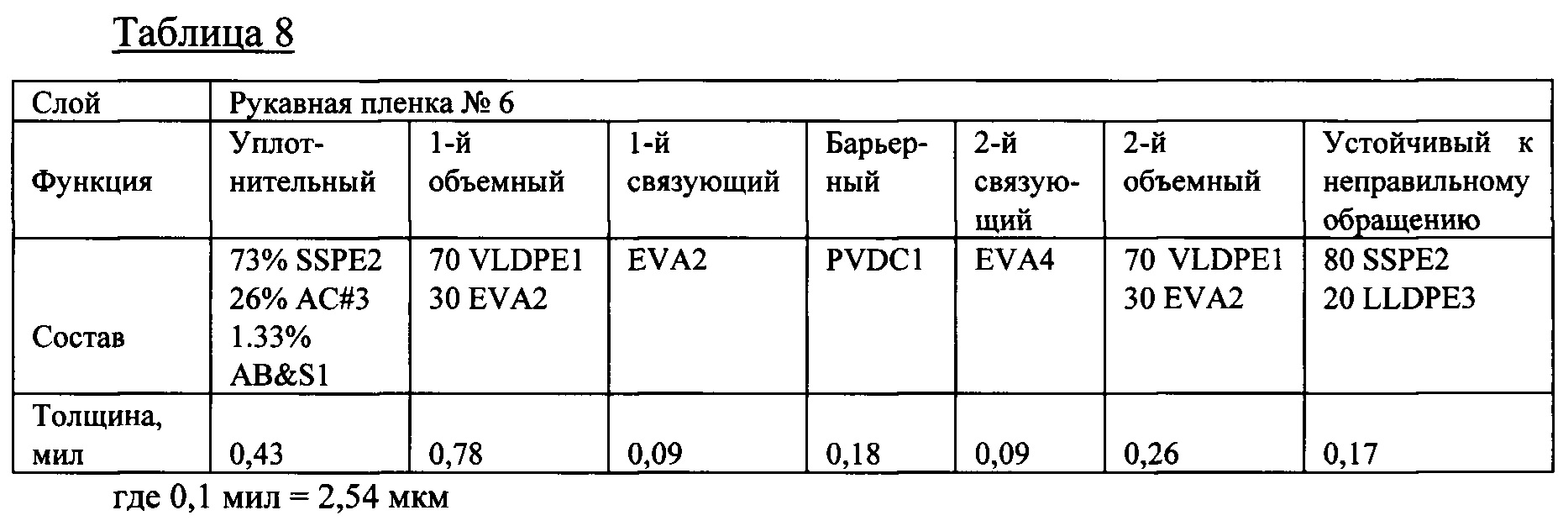
Как и в случае рукавной пленки №4, рукавная пленка №6 открылась как до ориентации в твердом состоянии, так и после ориентации в твердом состоянии. Поскольку рукавную пленку можно было открыть после ориентации, указанной толщиной слоев является толщина слоев термоусадочной пленки, взятой из ориентированной рукавной пленки.
Результаты испытания на открываемость рукавных пленок №№1-6
На основании данных, полученных при изготовлении пленок №№1-6, был сделан вывод о том, что размер и количество частиц антиадгезива, содержащихся в изнаночном слое, а также наличие и количество как медленно, так и быстро выступающих на поверхность разделительных составов в изнаночном слое обеспечили (i) открываемость ленты до ориентации в твердом состоянии с возможностью завершения процесса изготовления термоусадочной пленки и (ii) получение термоусадочной рукавной пленки, которую можно наматывать на рулон в плоской конфигурации, а затем разматывать и преобразовывать в упаковочные изделия, открываемые при проведении испытания на открываемость. С учетом результатов, приведенных выше для рукавных пленок №№1-6, были изготовлены только рукавная пленка №4 и рукавная пленка №6 таким образом, что обеспечить как (i) открываемость ленты до ориентации в твердом состоянии, так и (ii) получение термоусадочной рукавной пленки, которая может быть впоследствии преобразована в открываемые упаковочные изделия.
Поскольку все технологические факторы оставались практически неизменными, за исключением состава добавок в изнаночном термосварном слое рукавной пленки, считается, что причиной различия между данными открываемости рукавных пленок №4 и №6 и рукавных пленок №2, 3 и 5 являлись различия между составами различных термосварных слоев. Более точно, типа и количества антиадгезива и разделительного состава было достаточным для того, чтобы рукавная пленка №2 открылась до ориентации в твердом состоянии, но не после ориентации в твердом состоянии. Тот факт, что рукавная пленка №3 открылась до ориентации в твердом состоянии, но не после ориентации в твердом состоянии, подтвердил, что приблизительно трехкратное увеличение по сравнению с рукавной пленкой №2 содержания по весу и размера (мкм) частиц антиадгезива (в рукавной пленке №3 в сравнении с рукавной пленкой №2) в сочетании с уменьшением наполовину количества быстро выступающего на поверхность разделительного состава, но примерно двукратным увеличением количества медленно выступающего на поверхность разделительного состава (в рукавной пленке №3 в сравнении с рукавной пленкой №2) не обеспечивало рукавную пленку сочетанием типа и количества понижающих трение частиц и антиадгезивов для получения другого результата испытания на открываемость. Оказалось, что при еще большем увеличение количества понижающих трение частиц в рукавной пленке №5, но с исключением быстро выступающего на поверхность разделительного состава предотвращается даже открываемость рукавной пленки, что указывает на важность быстро выступающего на поверхность разделительного состава в изнаночном слое рукавной пленки.
Напротив, рукавная пленка №4 являлась открываемой на всех стадиях (т.е. до ориентации, а также после ориентации и сматывания). Рукавная пленка №4 имела относительно высокое содержание как быстро, так и медленно выступающих на поверхность разделительных составов (9000 частей на миллион и 7000 частей на миллион, соответственно), но содержала 2500 частей на миллион понижающих трение частиц размером 3,5 мкм. Эта сочетание частиц размером 3,5 мкм в количестве 2500 частей на миллион и 9000 и 7000 частей на миллион антиадгезивов обеспечивало улучшенную открываемость по сравнению с несколько иным сочетанием добавок, присутствующих в рукавных пленках №№2 и 3.
По сравнению с открываемостью на всех стадиях у рукавной пленки №4 полное отсутствие открываемости у рукавной пленки №5 показало, что при исключении медленно выступающего на поверхность разделительного состава в сочетании со снижением содержания быстро выступающего на поверхность разделительного состава до 1000 частей на миллион и одновременным повышением содержания понижающих трение частиц до 9600 частей на миллион (от 2500 частей на миллион у рукавной пленки №4) и увеличением размера частиц от 3,5 мкм (у рукавной пленки №4) до 5 мкм (у рукавной пленки №5) необходимо значительное количество быстро выступающего на поверхность разделительного состава. Сравнение открываемости на двух стадиях у пленки №4 с открываемостью на одной стадии и рукавных пленок №2 и №3 дополнительно подтверждает необходимость значительного количества быстро выступающего на поверхность разделительного состава.
Данные открываемости пленки №4 демонстрируют, что относительно высокое содержание как медленно, так и быстро выступающих на поверхность разделительных составов в сочетании с умеренным количеством частиц антиадгезива относительно большого размера (3,5 мкм) обеспечивает открываемость на обеих стадиях изготовления термоусадочной рукавной пленки. Пленка №6 имела еще более высокое содержание как быстро так и медленно выступающих на поверхность разделительных составов по сравнению с рукавной пленкой №4 и примерно такое же содержание по весу частиц антиадгезива размером 3,5 мкм плюс примерно такое же содержание по весу частиц размером 15 мкм, при этом открываемость рукавной пленки №6 подтверждает, что присутствие еще большего количества разделительных составов и частиц антиадгезива также обеспечивает открываемость на двух стадиях, как было обнаружено ранее в отношениии рукавной пленки №4. Однако уровень матовости у рукавной пленки №6 был значительно выше, чем уровень матовости, измеренный у рукавной пленки №4. Смотри Таблицу 14 ниже.
Работа по созданию открываемой на двух стадиях рукавной пленки была продолжена путем изготовления рукавных пленок №№7-11, как описано далее. Каждая из рукавных пленок №№7-11 отличалась только типами и/или количествами добавок, включенных в изнаночный термосварной слой пленки. В Таблицах 9-13 ниже представлено расположение, состав и толщина слоев каждой из рукавных пленок №№7-11.



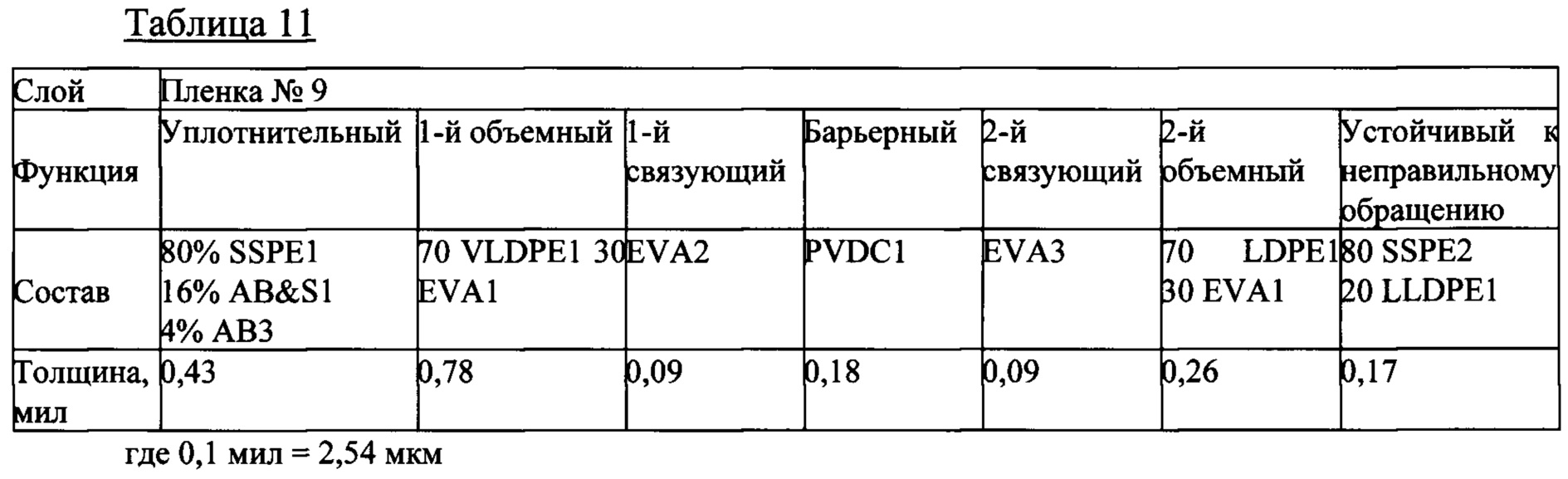


Количества быстро выступающего на поверхность разделительного состава и медленно выступающего на поверхность разделительного состава в термосварных слоях каждой из рукавных пленок №№7-11 были относительно единообразными. Более точно, количество быстро выступающего на поверхность разделительного состава в изнаночном слое составляло от 8100 до 9000 частей на миллион, а количество медленно выступающего на поверхность разделительного состава составляло от 60000 до 7000 частей на миллион. Напротив, количество частиц антиадгезива варьировало от 17500 до 4375 частей на миллион. Данные матовости рукавных пленок №№7-11 показали, что при меньшем количестве частиц антиадгезива формируется пленку с более низкой матовостью. Низкая матовость желательна, поскольку, чем ниже матовость, тем более прозрачной выглядит пленка. Смотри Таблицу 14 ниже.
В Таблице 14 также представлены результаты испытания дополнительных рукавных пленок №№12-17. В этом наборе примеров та же самая базовая пленка, которая использовалась в рукавных пленках №2-11, снова содержала различные количества разделительных составов и частиц антиадгезива. Хотя каждая из рукавных пленок №№12-17 продемонстрировала открываемость на двух стадиях, рукавные пленки №№16 и 17 продемонстрировали "умеренное сопротивление" открыванию, а рукавные пленки №№12-15 продемонстрировали "существенное сопротивление" открыванию. Открываемость рукавных пленок №№2-17 была определена путем субъективного описания ручного манипулирования и раздувания смотанного рукава термоусадочной пленки. Она не определялась в соответствии с описанным далее испытанием на открываемость.


Были изготовлены дополнительные рукавные пленки в попытке выяснить, какая(-ие) добавка(-и) необходима(-ы) во внешнем слое рукавной пленки, чтобы обеспечить рабочие характеристики, по меньшей мере, преимущественно, аналогичные применению пыли на внешней стороне рукавной пленки. Пыль на внешней стороне рукавной пленки улучшает разделительные свойства пленки (т.е. отсутствие слипание пленки при разматывании и манипулировании с уложенными стопку пакетами и пакетами на ленте) и снижает коэффициент трения внешней поверхности, в результате чего пленка и изготовленные из нее упаковочные изделия свободно скользят по поверхностям оборудования и т.д. во время дальнейшей обработки пленки, включая преобразование рукавной пленки в упаковочные изделия и последующую обработку упаковочных изделий.
В Таблице 15 ниже приведены данные о составе и характеристиках рукавных пленок №№19-31, каждый из которых имеет внешний слой, который был экструдирован с одной или несколькими понижающими трение или антиадгезивными добавками. Хотя на внешнюю поверхность ни одной из рукавных пленок №№19-31 не добавлялась пыль, во время их изготовления рукавных пленок №№19-31 пыль добавлялась на их изнаночную поверхность.
Показатель матовости рукавных пленок №№19-31 составлял от около 5% до около 15%, при этом большая часть пленок имела показатель матовости от 6% до 11%. Показатель блеска составлял от около 45% до около 78%.


Были изготовлены рукавные пленки №№33-41 без применения пыли ни изнутри, ни снаружи. У каждой из этих рукавных пленок в каждый изнаночный слой и внешний слой был добавлен разделительный состав и/или частицы антиадгезива. Многослойные структуры рукавных пленок №33-41 приведены далее в Таблицах 16-24. В Таблицах 16-24 указан состав и толщина каждого слоя.









Каждый из изнаночных слоев рукавных пленок №№33-41 содержал 20% по весу АС # 5, который обеспечивал 7000 частей на миллион быстро выступающего на поверхность разделительного состава (эрукамида), 7000 частей на миллион медленно выступающего на поверхность разделительного состава (бис-стеарамида) и 6000 частей на миллион антиадгезива в виде частиц двуокиси кремния размером 5 мкм в изнаночном слое. Эта смесь была выбрана как обеспечивающая открываемость на двух стадиях без увеличения матовости до нежелательного уровня.
Рукавная пленка №35 и рукавная пленка №36 слипались при преобразовании и незначительно слипались при загрузке. Из рукавной пленки №37 и рукавной пленки №38 получили не слипающиеся/свободно свисающие при преобразовании и без образования радужной пленки при ручной загрузке. Однако рукавные пленки №37 и №38 имели более высокую матовость и меньший глянец, чем рукавные пленки №35 и №36.
В Таблице 25 ниже кратко представлен состав и различные результаты, полученные для рукавных пленок №№33-41. На показатели матовости влияли как изнаночный слой, так и внешний слой. Показатели глянца и коэффициента трения определялись характеристиками только внешнего слоя. Низкая матовость и сильный глянец являются желательным сочетанием свойств. Результаты, приведенные в Таблице 25, показывают зависимость матовости, глянца и коэффициента трения от сочетания понижающих трение добавок и антиадгезивов во внешнем и изнаночном слоях рукавных пленок №№33-41, а также пленок А-Н.
Были изготовлены дополнительные рукавные пленки №№42-49 таким же способом, как и рукавные пленки №№33-41, за исключением того, что (i) во время изготовления на изнаночную сторону рукавной пленки была нанесена пыль, и (ii) был изменен состав внешнего слоя. В таблице 25 также представлен состав внешнего слоя рукавных пленок №№42-49, а также глянец, матовость и другие эксплуатационные характеристики.


Были также изготовлены рукавные пленки №№50-55 с целью дальнейшей оценки влияния различных сочетаний понижающих трение добавок и частиц антиадгезива во внешнем слое на получение желаемых характеристик матовости, глянца и скольжения. Рукавные пленки №№50-55 являлись 7-слойными пленками того же типа, что и рукавные пленки №№2-32, и при их изготовлении на изнаночную сторону рукавной пленки наносили пыль. В Таблице 26 ниже приведены результаты, включая состав добавок во внешнем слое, матовость, глянец, прозрачность и коэффициент трения.
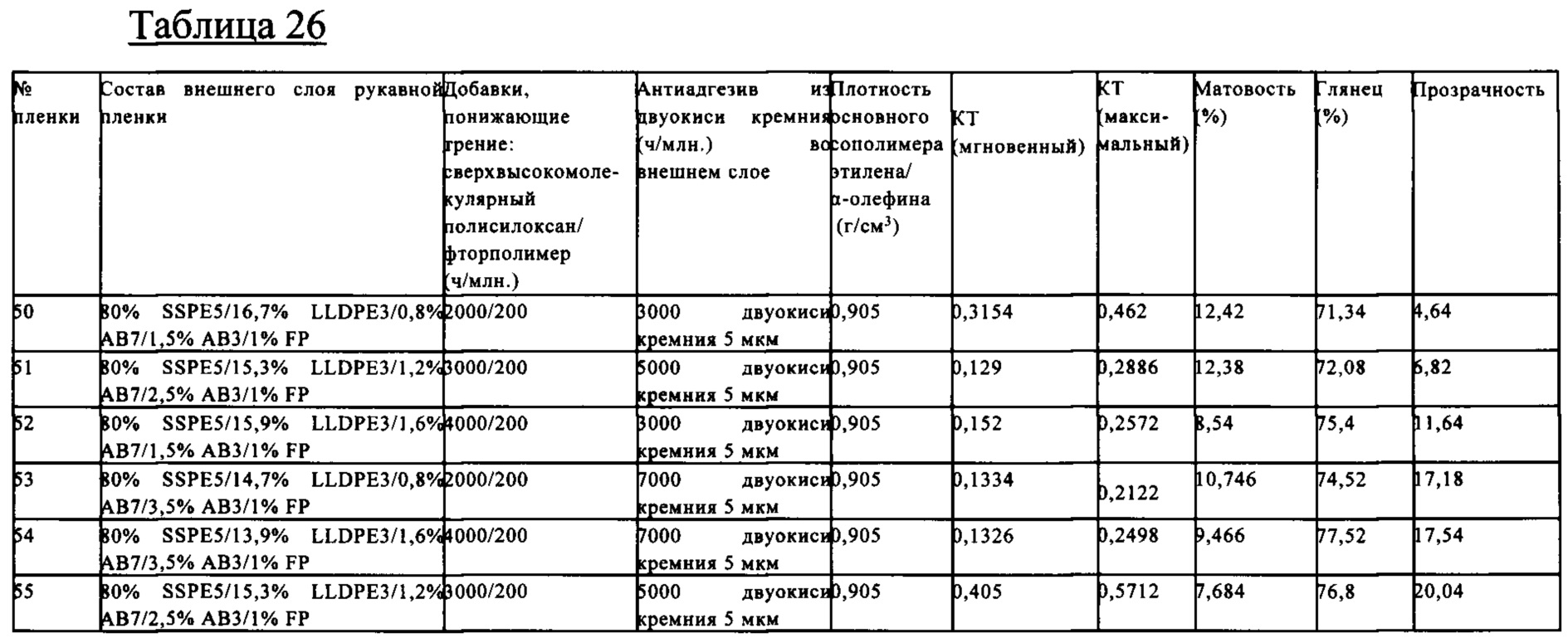
Были изготовлены рукавные пленки №№56-59, целиком без применения пыли как изнутри рукавной пленки, так и снаружи рукавной пленки. В каждый изнаночный слой и внешний слой каждой из этих рукавных пленок был добавлен разделительный состав и/или частицы антиадгезива.
Далее в Таблицах 27-30 представлены многослойные структуры рукавных пленок №56-59. В Таблицах 27-30 указана состав и толщина каждого слоя. Рукавные пленки №№56-59 имели изнаночные слои, содержащие 7000 частей на миллион эрукамида, 7000 частей на миллион бис-стеарамида и 6000 частей на миллион антиадгезива в виде частиц двуокиси кремния размером 5 мкм. Рукавные пленки №56 и №59 имели внешние слои с плотностью полимера около 0,907 г/см3**, а рукавные пленки №57 и №58 имели наружные слои с плотностью полимера около 0,914 г/см3.
В таблице 31 представлены показатели глянца и матовости в зависимости от типа и количества добавки, понижающей трение, и типа и количества антиадгезива.






Рукавные пленки №№56-59 имели изнаночные слои, содержащие 7000 частей на миллион эрукамида, 7000 частей на миллион бис-стеарамида и 6000 частей на миллион антиадгезива в виде частиц двуокиси кремния размером 5 мкм. Рукавные пленки №56 и №59 имели внешние слои с плотностью полимера около 0,907 г/см3**, а рукавные пленки №57 и №58 имели внешние слои с плотностью полимера около 0,914 г/см3.
Хотя настоящее изобретение описано на примере предпочтительных вариантов его осуществления, подразумевается, что могут использоваться не выходящие за пределы принципов и объема изобретения модификации и разновидности, которые легко поймут специалисты в данной области техники. Соответственно, такие модификации могут быть реализованы на практике в пределах объема следующей далее формулы изобретения.
Реферат
Изобретение относится термоусадочному упаковочному изделию. Термоусадочное упаковочное изделие содержит термоусадочную рукавную пленку, имеющую изнаночный термосварной слой, который термосварен с самим собой, имеет толщину, по меньшей мере, 2,54 мкм и состоит из полимерной композиции, содержащей полиолефин со средней плотностью менее 0,92 г/см3, при этом термосварной слой содержит ≥2000 частей на миллион частиц антиадгезива со средним размером частиц ≥3 мкм, быстро выступающий на поверхность разделительный состав, медленно выступающий на поверхность разделительный состав и внешний слой. Упаковочное изделие может не содержать пыли и проходит стандартное испытание на открывание. Также описано не содержащее пыли упаковочное изделие, имеющее низкий максимальный или мгновенный коэффициент трения, узел, содержащий комплект уложенных внахлестку упаковочных изделий, прикрепленных к лентам, и способ упаковывания во вращающейся камере с использованием упаковочных изделий. Упаковочное изделие может не содержать пыли. Технический результат заключается в возможности обеспечить рукавную пленку и упаковочные изделия желаемыми свойствами пониженного трения и антиадгезии без применения пыли. 4 н. и 11 з.п. ф-лы, 33 ил., 31 табл.
Комментарии