Высокоусадочное высокопрочное упаковочное изделие, демонстрирующее направленный разрыв - RU2750235C2
Код документа: RU2750235C2
Чертежи




















Описание
Предпосылки создания изобретения
Настоящее изобретение относится к способным к усадке упаковочным изделиям, которые легко открываются, в частности, упаковочным изделиям, конечным назначением которых является упаковывание пищевых продуктов.
Термоусадочные упаковочные изделия используются для упаковывания различных продуктов. В такие упаковочные изделия упаковывают в вакууме пищевые продукты, в частности, мясо. Эти термоусадочные упаковочные изделия стали более прочными и легче уплотняемыми, имеют улучшенные свойства кислороде- и влагонепроницаемости и более высокую общую свободную усадку при более низких температурах.
Недавно появились пакеты из термоусадочной пленки, имеющей внутренний термосварной слой на основе полиолефина в сочетании с наружным слоем из сложного полиэфира, внутренний кислородобарьерный слой, содержащий поливинилиденхлорид (ПВДХ), и один или несколько внутренних слоев, содержащих полиамид. Наружный слой из сложного полиэфира обеспечивает прозрачность, хороший глянец и высокую прочность на разрыв. Внутренний слой из полиамида обеспечивает пленку с высоким уровнем вязкости и прочности. Однако полиамид является более дорогостоящим, чем полиолефин.
Для упаковывания относительно устойчивых к неправильному обращению мясных продуктов, таких как бескостные мясные продукты, желательно исключить большую часть полиамида или весь полиамид из структуры пленки с сохранением выгодных оптических свойств наружного слоя из сложного полиэфира. Также желательна упаковка из тонкой пленки с высоким уровнем термоусадки, которая легко открывается по всей длине после усадки посредством разрыва вручную по всей длине в направлении обработки и при этом является достаточно прочной, чтобы выдерживать неправильное обращение при обработке, транспортировке и обращения, чтобы свести к минимуму затраты и выброс отходов в окружающую среду.
Краткое изложение сущности изобретения
Неожиданно было обнаружено, что помимо смеси несовместимых полимеров для получения высокоусадочной пленки с высокой требуемой для разрушения энергией и способностью открываться по всей длине после усадки посредством разрыва упаковки вручную по всей длине в направлении обработки требуется присутствие сшитой полимерной сетки. В одном из вариантов осуществления сшитая полимерная сетка формируется путем облучения части пленки.
Согласно первой особенности предложено упаковочное изделие, содержащее многослойную термоусадочную пленку, содержащую первую часть, наслоенную на вторую часть. Первая часть пленки содержит первый слой, который является первым наружным слоем и является внутренним слоем упаковочного изделия, служащим термосварным слоем. Первая часть пленки содержит сшитую полимерную сетку. Вторая часть пленки содержит: (b)(i) второй слой, который является вторым наружным слоем, содержит полиэфир и является наружным слоем упаковочного изделия, и (b)(ii) третий слой, который является кислородобарьерным слоем, содержащим, по меньшей мере, один компонент, выбранный из группы, состоящей из поливинилиденхлорида, омыленного сополимера этилена/винилацетата, полиамида (в частности, полиамида MXD6, полиамида 6I/6T и/или полиамида 6), сложного полиэфира, полипропилена, гомополимера этилена, полиэтилен нафталата, политриметилен терефталата, жидкокристаллического полимера и поглотителя O2. Между первым слоем и вторым слоем находится третий слой. Многослойная термоусадочная пленка дополнительно содержит пластомер этилена/альфа-олефина с максимальной температурой плавления менее 90°С. Пластомер может присутствовать в первой части пленки или во второй части пленки. Пластомер присутствует в многослойной термоусадочной пленке в количестве, по меньшей мере, 3% по общему весу пленки. Многослойная термоусадочная пленка дополнительно содержит смесь несовместимых полимеров, содержащую, по меньшей мере, один компонент, выбранный из группы, состоящей из: (c)(i) смеси от 90 до 30% по весу гомополимера этилена и/или сополимера этилена/альфа-олефина и от 10 до 70% по весу сополимера этилена/ненасыщенного сложного эфира с содержанием ненасыщенного сложного эфира, по меньшей мере, 10% по весу; (c)(ii) смеси иономерной смолы и сополимера этилена/ненасыщенного сложного эфира и/или полибутилена и/или гомополимера пропилена и/или сополимера пропилена; (c)(iii) смеси гомогенного сополимера этилена/альфа-олефина и повторно используемой смеси полимеров, содержащей гомополимер этилена, гомополимер пропилена, сополимер этилена, сополимер пропилена, полиамид, сополимер этилена/ винилового спирта, иономерную смолу и модифицированный ангидридом сополимер этилена/альфа-олефина; (c)(iv) смеси от 10 до 75% по весу сополимера этилена/ненасыщенного сложного эфира и от 90 до 15% по весу пропилена и/или сополимера пропилена/этилена и/или полибутилена и/или модифицированного сополимера этилена/альфа-олефина и/или гомополимера стирола и/или сополимера стирола/бутадиена; (c)(v) смеси сополимера этилена/норборнена и сополимера этилена/ненасыщенного сложного эфира и/или полипропилена и/или полибутилена; (c)(vi) смеси от 90 до 15% по весу сополимера этилена/альфа-олефина и от 10 до 75% по весу полипропилена и/или полибутилена и/или сополимера этилена/норборнена; (c)(vii) смеси от 90 до 25% по весу гомогенного гомополимера пропилена и/или гомогенного сополимера пропилена и 10-75% по весу гомогенного сополимера этилена/альфа-олефина и/или сополимера этилена/ненасыщенного сложного эфира; (c)(viii) смеси гомополимера пропилена и/или сополимера пропилена/этилена и/или полибутилена и сополимера этилена/метилакрилата и/или сополимера этилена/акриловой кислоты и/или сополимера этилена/бутилакрилата; (c)(ix) смеси полиамида и полистирола и/или сополимера этилена/альфа-олефина и/или сополимера этилена/винилацетата и/или сополимера стирола/бутадиена; и (с)(х) смеси полиамида 6 и полиамида 6I6T. Смесь несовместимых полимеров может присутствовать в первой части пленки и/или второй части пленки. Смесь несовместимых полимеров присутствует в многослойной термоусадочной пленке в количестве, по меньшей мере, 10% по общему весу пленки. Внутренний слой упаковочного изделия сварен с самим собой термосварным уплотнением. Упаковочное изделие имеет первую сторону и вторую сторону, при этом упаковочное изделие имеет кромку или головную часть снаружи от термосварного уплотнения. Кромка или головная часть содержит край изделия и пару инициаторов разрыва. Каждая пара инициаторов разрыва имеет первый инициатор разрыва и второй инициатор разрыва. Первый инициатор разрыва находится на первой стороне изделия, а второй инициатор разрыва находится на второй стороне изделия. Изделие может иметь инициируемый и распространяемый вручную первый разрыв на первой стороне изделия и инициируемый и распространяемый вручную второй разрыв на второй стороне изделия. Первый разрыв и второй разрыв способны распространяться в направлении обработки от пары первого и второго инициаторов разрыва, при этом каждый разрыв распространяется в направлении обработки через термосварное уплотнение вдоль или поперек изделия и способен распространяться вручную до противоположного края изделия, в результате чего после использования многослойной пленки с целью получения упакованного продукта путем его помещения внутрь упаковочного изделия, которое герметично окружает продукт и образует упаковку, и затем усадки пленки вокруг продукта получаемая упаковка может открываться вручную, и продукт может легко извлекаться из упаковки путем инициирования вручную разрывов в направлении обработки от первого и второго инициаторов разрыва, при этом разрывы распространяются вручную через уплотнение и до противоположного края изделия. Многослойная пленка имеет общую свободную усадку при 85°С, по меньшей мере, 90%, измеренную согласно стандарту ASTM D2732. В одном из вариантов осуществления многослойная термоусадочная пленка имеет (i) требуемую для разрушения энергию, по меньшей мере, 0,65 Дж/мил, измеренную инструментальным методом согласно стандарту ASTM D3763, и/или (ii) сопротивление максимальной ударной нагрузке, по меньшей мере, 66 ньютонов/мил, измеренное инструментальным методом согласно стандарту ASTM D3763, и/или (iii) упаковочное изделие, изготовленное путем пленки самой с собой, имеет сопротивление продавливанию, по меньшей мере, 8 фунтов/кв. дюйм.
В одном из вариантов осуществления первой особенности пластомер присутствует в уплотнительном слое.
В одном из вариантов осуществления первой особенности пластомер присутствует в сердцевинном слое в первой части пленки. В одном из вариантов осуществления первой особенности сердцевинный слой в первой части пленки содержит смесь несовместимых полимеров.
В одном из вариантов осуществления сложный полиэфир во втором наружном слое составляет от 2 до 20% по общему весу пленки, кислородобарьерный слой содержит поливинилиденхлорид, и кислородобарьерный слой составляет от 2 до 20% по общему весу пленки, при этом пленка дополнительно содержит полимер на основе этилена с максимальной температурой плавления ≥95°С и, по меньшей мере, один сополимер этилена/ненасыщенного сложного эфира. Полимер на основе этилена составляет от 30 до 80% по общему весу пленки, а сополимер этилена/ненасыщенного сложного эфира составляет от 10 до 55% по общему весу пленки.
В одном из вариантов осуществления сложный полиэфир во втором наружном слое составляет от 2 до 10% по общему весу пленки, а поливинилиденхлорид в кислородобарьерном слое составляет от 5 до 15% по общему весу пленки. Пленка дополнительно содержит полимер на основе этилена с максимальной температурой плавления ≥95°С и, по меньшей мере, один сополимер этилена/ненасыщенного сложного эфира. Полимер на основе этилена составляет от 40 до 70% по общему весу пленки, а сополимер этилена/ненасыщенного сложного эфира составляет от 25 до 45% по общему весу пленки.
В одном из вариантов осуществления сложный полиэфир во втором наружном слое составляет от 4 до 8% по общему весу пленки, а поливинилиденхлорид в кислородобарьерном слое составляет от 5 до 15% по общему весу пленки. Пленка дополнительно содержит полимер на основе этилена с максимальной температурой плавления ≥95°С и, по меньшей мере, один сополимер этилена/ненасыщенного сложного эфира. Полимер на основе этилена составляет от 45 до 65% по общему весу пленки, а сополимер этилена/ненасыщенного сложного эфира составляет от 30 до 40% по общему весу пленки. Пленка не содержит полиамида.
В одном из вариантов осуществления первой особенности смесь несовместимых полимеров дополнительно содержит сополимер этилена/ненасыщенного сложного эфира, имеющий содержание сложного эфира, по меньшей мере, 12% по весу сополимера этилена/ненасыщенного сложного эфира
В одном из вариантов осуществления первой особенности, в котором смесь несовместимых полимеров содержит смесь (c)(i), смесь несовместимых полимеров дополнительно содержит пластомер, при этом гомополимер этилена и/или сополимер этилена/альфа-олефина присутствует в смеси несовместимых полимеров в количестве, по меньшей мере, в два раза превышающем процентное содержание пластомера по общему весу смеси. В одном из дополнительных вариантов осуществления первой особенности, в котором смесь несовместимых полимеров содержит смесь (c)(i), гомополимер этилена и/или сополимер этилена/альфа-олефина присутствует в смеси несовместимых полимеров в количестве от 40 до 75% по весу смеси, пластомер присутствует в смеси несовместимых полимеров в количестве от 5 до 30% по весу смеси, и сополимер этилена/ненасыщенного сложного эфира присутствует в смеси несовместимых полимеров в количестве от 10 до 50% по весу смеси. В одном из дополнительных вариантов осуществления первой особенности, в котором смесь несовместимых полимеров содержит смесь (c)(i), гомополимер этилена и/или сополимер этилена/альфа-олефина присутствует в смеси несовместимых полимеров в количестве от 45 до 70% по весу смеси, пластомер присутствует в смеси несовместимых полимеров в количестве от 8 до 25% по весу смеси, и сополимер этилена/ненасыщенного сложного эфира присутствует в смеси несовместимых полимеров в количестве от 20 до 40% по весу смеси. В одном из дополнительных вариантов осуществления первой особенности, в котором смесь несовместимых полимеров содержит смесь (c)(i), гомополимер этилена и/или сополимер этилена/альфа-олефина присутствует в смеси несовместимых полимеров в количестве от 50 до 60% по весу смеси, пластомер присутствует в смеси несовместимых полимеров в количестве от 10 до 20% по весу смеси, и сополимер этилена/ненасыщенного сложного эфира присутствует в смеси несовместимых полимеров в количестве от 25 до 35% по весу смеси.
В одном из вариантов осуществления первой особенности многослойная пленка содержит смесь несовместимых полимеров в количестве от 20 до 95% по весу многослойной пленки.
В одном из вариантов осуществления первой особенности многослойная пленка содержит смесь несовместимых полимеров в количестве от 30 до 70% по весу многослойной пленки. В одном из вариантов осуществления первой особенности кислородобарьерный слой содержит поливинилиденхлорид.
В одном из вариантов осуществления первой особенности пленка имеет общую толщину до усадки от 0,7 мил до 3,5 мил. В одном из вариантов осуществления первой особенности пленка имеет общую толщину до усадки от 1 мил до 3 мил. В одном из вариантов осуществления первой особенности пленка имеет общую толщину до усадки от 1,3 мил до 2 мил. В одном из вариантов осуществления первой особенности пленка имеет общую толщину до усадки от 1,5 мил до 1,8 мил.
В одном из вариантов осуществления первой особенности сложный полиэфир во втором наружном слое содержит, по меньшей мере, один компонент, выбранный из группы, состоящей из гомополимера полиэтилентерефталата, сополимера полиэтилентерефталата, гомополимера полибутилентерефталата, сополимера полибутилентерефталата, гомополимера полинафталинтерефталата, сополимера полинафталинтерефталата, гомополимера полиэтиленфураноата, сополимера полиэтиленфураноата и аморфного сложного полиэфира.
В одном из вариантов осуществления первой особенности сложный полиэфир во втором наружном слое имеет температуру плавления от 80 до 270°С или от 240 до 270°С или от 240 до 275°С.
В одном из вариантов осуществления первой особенности многослойная пленка дополнительно содержит связующий слой между кислородобарьерным слоем и наружным слоем, при этом связующий слой содержит, по меньшей мере, один компонент, выбранный из группы, состоящей из полиолефина с ангидридными функциональными группами, сополимера этилена/ненасыщенной кислоты с ангидридными функциональными группами, сополимера олефина/ненасыщенного сложного эфира с ангидридными функциональными группами, сополимера циклического олефина, полимера на основе акрилата, полиуретана и полимера на основе стирола. В одном из вариантов осуществления связующий слой содержит сополимер этилена/винилацетата с ангидридными функциональными группами, сополимер этилена/метилакрилата с ангидридными функциональными группами, сополимер этилена/норборнена, сополимер этилена/тетрациклододецена, сополимер этилена/метилакрилата, сополимер этилена/этилакрилата, сополимер этилена/бутилакрилата, сополимер стирола и малеинового ангидрида, стирол-бутадиеновый блок-сополимер с ангидридными функциональными группами, стирол-этилен-бутилен-стирольный блок-сополимер с ангидридными функциональными группами, стирол-бутадиен-стирольный сополимер с ангидридными функциональными группами, стирол-изопрен-стирольный сополимер с ангидридными функциональными группами, стирол-этилен-бутадиен-стирольный сополимер с ангидридными функциональными группами, стирол-(этилен-пропилен)-стирольный сополимер с привитыми ангидридными функциональными группами и полистирол-поли(этилен-пропилен)-полистирольный) сополимер.
В одном из вариантов осуществления сшитая полимерная сетка формируется путем облучения первой части пленки дозой от 30 до 120 кГр.
В одном из вариантов осуществления первой особенности многослойная пленка имеет послеусадочный зеркальный глянец под углом 60°, по меньшей мере, 110 единиц, измеренный согласно стандарту ASTM D2457-13. В одном из вариантов осуществления пленка имеет зеркальный глянец под углом 60 градусов, по меньшей мере, 120 единиц или, по меньшей мере, 130 единиц или от 120 до 160 или от 130 до 155 единиц или от 135 до 150 единиц.
В одном из вариантов осуществления первой особенности многослойная пленка имеет общую свободную усадку при 85°С, по меньшей мере, 95%, измеренную согласно стандарту ASTM D2732.
В одном из вариантов осуществления первой особенности пластомер этилена/альфа-олефина имеет индекс текучести расплава ≤1,1 дг/мин.
В одном из вариантов осуществления пластомер имеет максимальную температуру плавления ≤88°С или ≤85°С или ≤82°С или ≤80°С. В одном из вариантов осуществления пластомер имеет максимальную температуру плавления от 45°С до 90°С или от 50°С до 85°С или от 55°С до 85°С или от 45°С до 80°С.
В одном из вариантов осуществления настоящего изобретения пластомер этилена/альфа-олефина имеет плотность ≤0,908 г/см3 или ≤0,905 г/см3 или ≤0,902 г/см3 или ≤0,900 г/см3 или ≤0,895 г/см3 или ≤0,8990 г/см3 или ≤0,886 г/см3 или от 0,857 до 0,908 г/см3 или от 0,86 до 0,905 г/см3 или от 0,87 до 0,903 г/см3 или от 0,875 до 0,902 г/см3 или от 0,88 до 0,900 г/см3 или от 0,88 до 0,895 г/см3 или от 0,88 до 0,89 г/см3.
В одном из вариантов осуществления первой особенности многослойная пленка имеет требуемую для разрушения энергию, по меньшей мере, 0,70 Дж/мил, измеренную инструментальным методом согласно стандарту ASTM D3763, а пластомер имеет индекс текучести расплава ≤1,1 г/10 мин, измеренный согласно стандарту ASTM D1238.
В одном из вариантов осуществления первой особенности пластомер присутствует в многослойной пленке в количестве, по меньшей мере, 3% или, по меньшей мере, 4% или по меньшей мере, 5% или от 3 до 25% или от 4 до 12% или от 5 до 8% по общему весу пленки.
В одном из вариантов осуществления первой особенности многослойная пленка имеет общую свободную усадку при 85°С, по меньшей мере, 100%, измеренную согласно стандарту ASTM D2732; в другом варианте осуществления многослойная пленка имеет общую свободную усадку при 85°С, по меньшей мере, 105%, измеренную согласно стандарту ASTM D2732-14.
В одном из вариантов осуществления первой особенности головная часть или кромка дополнительно содержит, по меньшей мере, одно вспомогательное средство, облегчающее захват многослойной пленки во время разрыва вручную.
В одном из вариантов осуществления первой особенности вспомогательное средство захвата имеет висячий участок.
В одном из вариантов осуществления первой особенности первый инициатор разрыва проходит по одной линии над вторым инициатором разрыва, а кромка дополнительно содержит первое средство захвата между парой инициаторов разрыва и первым концом кромки, и второе средство захвата между парой инициаторов разрыва и вторым концом кромки. В одном из вариантов осуществления изобретения каждое из первого и второго средств захвата имеет висячий участок.
В одном из вариантов осуществления первой особенности участок кромки или головной части на первой стороне изделия подвергнут термофиксации, и соответствующий участок кромки или головной части на второй стороне изделия также подвергнут термофиксации. В одном из вариантов осуществления термофиксированный участок первой и второй сторон изделия содержит уплотнение, которым внутренний слой пленки самоуплотнен по периметру.
В одном из вариантов осуществления первой особенности упаковочным изделием является пакет с торцевым уплотнением, в кромке которого присутствуют первый и второй инициаторы разрыва.
В одном из вариантов осуществления первой особенности упаковочным изделием является пакет с боковыми уплотнениями, имеющий сложенный низ, первое боковое уплотнение, второе боковое уплотнение и открытый верх.
В одном из вариантов осуществления первой особенности упаковочным изделием является мешок, имеющий нижнее уплотнение, первое боковое уплотнение и второе боковое уплотнение.
В одном из вариантов осуществления первой особенности упаковочным изделием является изготовленное согласно формовочно-фасовочно-укупорочной технологии упаковочное изделие, имеющее соединяющий края материала сварной шов, проходящий по длине изделия, и первое и второе торцевые уплотнения, при этом упаковочное изделие окружает содержащийся в нем продукт.
В одном из вариантов осуществления упаковочное изделие имеет сцепленную с ним накладку, которой является накладная пленка.
В одном из вариантов осуществления первой особенности сшитая полимерная сетка подвергнута деформации путем твердофазной ориентации.
В одном из вариантов осуществления первой особенности многослойная пленка содержит от 0,1 до 10% или менее 10% или от 1 до 9% или от 2 до 8% или от 3 до 6% полиамида по общему весу пленки.
В одном из вариантов осуществления первой особенности многослойная пленка не содержит полиамида.
Согласно второй особенности предложено упаковочное изделие в соответствии с первой особенности за исключением того, что вместо требуемой для разрушения энергии, по меньшей мере, 0,65 Дж/мил, измеренной инструментальным методом согласно стандарту ASTM D3763, многослойная пленка имеет сопротивление максимальной ударной нагрузке, по меньшей мере, 66 ньютонов/мил, измеренное инструментальным методом согласно стандарту ASTM D3763. Упаковочным изделием согласно второй особенности может являться изделие согласно любому одному или нескольким вариантам осуществления, рассмотренным выше применительно к первой особенности, и/или согласно любому одному или нескольким вариантам осуществления, рассмотренным далее применительно к третьей особенности.
В одном из вариантов осуществления второй особенности многослойная пленка имеет сопротивление максимальной ударной нагрузке, по меньшей мере, 66 ньютонов/мил и требуемую для разрушения энергию, по меньшей мере, 0,65 Дж/мил, измеренные инструментальным методом согласно стандарту ASTM D3763.
В одном из вариантов осуществления второй особенности многослойная пленка имеет измеренное инструментальным методом сопротивление максимальной ударной нагрузке, 66 ньютонов/мил, а упаковочное изделие имеет сопротивление продавливанию, по меньшей мере, 8 фунтов/кв. дюйм, измеренное согласно стандарту ASTM D3786.
В одном из вариантов осуществления второй особенности многослойная пленка имеет сопротивление максимальной ударной нагрузке, по меньшей мере, 66 ньютонов/мил и требуемую для разрушения энергию, по меньшей мере, 0,65 Дж/мил, измеренные согласно стандарту ASTM D3763, а упаковочное изделие имеет сопротивление продавливанию, по меньшей мере, 8 фунтов/кв. дюйм, измеренное согласно стандарту ASTM D3786.
В одном из вариантов осуществления второй особенности измеренное инструментальным методом сопротивление максимальной ударной нагрузке многослойной пленки составляет, по меньшей мере, 70 ньютонов/мил; в другом варианте осуществления измеренное инструментальным методом сопротивление максимальной ударной нагрузке многослойной пленки составляет, по меньшей мере, 75 ньютонов/мил или, по меньшей мере, 77 ньютонов/мил или, по меньшей мере, 80 ньютонов/мил.
Согласно третьей особенности предложено упаковочное изделие в соответствии с первой особенности за исключением того, что вместо многослойной пленки, имеющей измеренную инструментальным методом требуемую для разрушения энергию, по меньшей мере, 0,65 Дж/мил, упаковочный материал имеет сопротивление продавливанию, по меньшей мере, 8 фунтов/кв. дюйм, измеренное согласно стандарту ASTM D3786. Упаковочным изделием согласно третьей особенности может являться изделие согласно любому из вариантов осуществления, рассмотренных выше применительно к первой и/или второй особенности.
В одном из вариантов осуществления третьей особенности упаковочное изделие имеет сопротивление продавливанию, по меньшей мере, 8 фунтов/кв. дюйм, измеренное согласно стандарту ASTM D3786, а многослойная пленка имеет измеренную инструментальным методом требуемую для разрушения энергию, по меньшей мере, 0,65 Дж/мил, измеренную согласно стандарту ASTM D3763.
В одном из вариантов осуществления третьей особенности упаковочное изделие имеет сопротивление продавливанию, по меньшей мере, 8 фунтов/кв. дюйм, измеренное согласно стандарту ASTM D3786, а многослойная пленка имеет измеренное инструментальным методом сопротивление максимальной ударной нагрузке, по меньшей мере, 66 ньютонов/мил, измеренное согласно стандарту ASTM D3763.
В одном из вариантов осуществления третьей особенности упаковочное изделие имеет сопротивление продавливанию, по меньшей мере, 8 фунтов/кв. дюйм, а многослойная пленка имеет сопротивление максимальной ударной нагрузке, по меньшей мере, 66 ньютонов/мил и измеренную требуемую для разрушения энергию, по меньшей мере, 0,65 Дж/мил, измеренные согласно стандарту ASTM D3763.
В одном из вариантов осуществления третьей особенности упаковочное изделие имеет сопротивление продавливанию, по меньшей мере, 9 фунтов/кв. дюйм или, по меньшей мере, 10 фунтов/кв. дюйм.
Согласно четвертой особенности предложен способ изготовления многослойной термоусадочной пленки, из которой может формироваться способное к термоусадке упаковочное изделие, которое после усадки разрывается по всей длине в направлении обработки. Способ включает: А) экструзию первой части пленки, содержащей первый слой, который является первым наружным слоем и должен служить внутренним слоем упаковочного изделия и термосварным слоем; В) закалку первой части пленки; С) облучение первой части пленки, в результате чего в первой части пленки формируется сшитая полимерная сетка; D) нанесение второй части пленки методом экструзии на первую часть пленки после облучения первой части пленки, в результате чего образуется слоистый материал из первой и второй частей пленки, при этом вторая часть пленки содержит: (d)(i) второй слой, который является вторым наружным слоем и содержит сложный полиэфир, при этом второй наружный слой должен служить наружным слоем упаковочного изделия, и (d)(ii) третий слой, который является кислородобарьерным слоем, содержащий, по меньшей мере, один компонент, выбранный из группы, состоящей из поливинилиденхлорида, омыленного сополимера этилена/винилацетата, полиамида, сложного полиэфира, полипропилена, гомополимера этилена, полиэтилен нафталата, политриметилен терефталата, жидкокристаллического полимера и поглотителя O2, при этом третий слой находится между первым слоем и вторым слоем; Е) повторное нагревание слоистого материала до температуры от 88°С до 100°С; F) двухосное твердофазное ориентирование слоистого материала с получением многослойной термоусадочной пленки. Первая часть пленки и/или вторая часть пленки снабжены, по меньшей мере, одним слоем, содержащим смесь несовместимых полимеров, содержащую, по меньшей мере, один компонент, выбранный из группы, состоящей из: (i) смеси от 90 до 30% по весу гомополимера этилена и/или сополимера этилена/альфа-олефина и 10-70% по весу сополимера этилена/ненасыщенного сложного эфира с содержанием ненасыщенного сложного эфира, по меньшей мере, 10% по весу, (ii) смеси иономерной смолы и сополимера этилена/ненасыщенного сложного эфира и/или полибутилена и/или гомополимера пропилена и/или сополимера пропилена, (iii) смеси гомогенного сополимера этилена/альфа-олефина и использованной повторно смеси полимеров, содержащей гомополимер этилена, гомополимер пропилена, сополимер этилена, сополимер пропилена, полиамид, сополимер этилена/винилового спирта, иономерную смолу и модифицированный ангидридом сополимер этилена/альфа-олефина, (iv) смеси от 10 до 75% по весу сополимера этилена/ненасыщенного сложного эфира и от 90 до 15% по весу пропилена и/или сополимера пропилена/этилена и/или полибутилена и/или модифицированного сополимера этилена/альфа-олефина и/или гомополимера стирола, и/или сополимера стирола/бутадиена, (v) смеси сополимера этилени/норборнена и сополимера этилена/ненасыщенного сложного эфира и/или полипропилена и/или полибутилена, (vi) смеси от 90 до 15% по весу сополимера этилена/альфа-олефина и от 10 до 75% по весу полипропилена и/или полибутилена и/или сополимера этилена/норборнена, (vii) смеси от 90 до 25% по весу гомогенного гомополимера пропилена и/или гомогенного сополимера пропилена и от 10 до 75% по весу гомогенного сополимера этилена/альфа-олефина и/или сополимера этилена/ненасыщенного сложного эфира, (viii) смеси гомополимера пропилена и/или сополимера пропилена/этилена и/или полибутилена и сополимера этилена/метилакрилата и/или сополимера этилена/акриловой кислоты и/или сополимера этилена/бутилакрилата, (ix) смеси полиамида и полистирола и/или сополимера этилена/альфа-олефина и/или сополимера этилена/винилацетата и/или сополимера стирола/бутадиена и (х) смеси полиамида 6 и полиамида 6I6T. Смесь несовместимых полимеров присутствует в слоистом материале в количестве, по меньшей мере, 10% по общему весу пленки. Первая часть пленки и/или вторая часть пленки содержат пластомер с максимальной температурой плавления менее 90°С. Пластомер присутствует в многослойной термоусадочной пленке в количестве, по меньшей мере, 3% по общему весу пленки. Многослойная пленка имеет общую свободную усадку при 85°С, по меньшей мере, 90%, измеренную согласно стандарту ASTM D2732. В первом варианте осуществления пленка имеет требуемую для разрушения энергию, по меньшей мере, 0,65 Дж/мил, измеренную инструментальным методом согласно стандарту ASTM D3763. Во втором варианте осуществления пленка имеет сопротивление максимальной ударной нагрузке, по меньшей мере, 66 ньютонов/мил, измеренное инструментальным методом согласно стандарту ASTM D3763. В третьем варианте осуществления пленку самоуплотняют с целью изготовления упаковочного изделия (пакета с торцевым уплотнением, пакета с боковыми уплотнениями, пакета с Г-образным уплотнением, мешка, сваренного изнутри пакета со швами, соединяющими края материала, или швом внахлестку и т.д.), которое имеет сопротивление продавливанию, по меньшей мере, 8 фунтов/кв. дюйм, измеренное согласно стандарту ASTM D3786.
Способ согласно четвертой особенности может осуществляться с целью получения любой из пленок (и упаковочных изделий), согласно любой из описанных особенностей настоящего изобретения, включая любой вариант осуществления любой из первых трех особенностей изобретения. Более точно, четвертая особенность может осуществляться с целью получения любой из пленок и упаковочных изделий в соответствии с первой особенностью изобретения, любой из пленок и упаковочных изделий в соответствии со второй особенностью изобретения или любой из пленок и упаковочных изделий в соответствии с третьей особенностью изобретения.
В одном из вариантов осуществления часть пленки облучают дозой от 30 до 120 кГр.
В одном из вариантов осуществления настоящего изобретения кислородобарьерный слой содержит поливинилиденхлорид.
В одном из вариантов осуществления первая часть пленки экструдируется в виде рукава через кольцевую экструзионную матрицу, вторая часть пленки экструдируется поверх рукава через кольцевую матрицу для нанесения покрытия методом экструзии, а слоистым материалом является рукавный слоистый материал.
В одном из вариантов осуществления двухосное твердофазное ориентирование выполняется путем подачи рукавного слоистого материала над захваченным пузырем с одновременной вытяжкой рукавного слоистого материала в направлении обработки.
В одном из вариантов осуществления первая часть пленки экструдируется в форме листа через первую плоскую матрицу, вторая часть пленки экструдируется в виде покрытия листа через вторую плоскую матрицу, а слоистым материалом является плоский слоистый материал.
В одном из вариантов двухосное твердофазное ориентирование выполняется путем вытяжки плоского слоистого материала на ширильной раме.
В одном из вариантов осуществления двухосное ориентирование слоистого материала выполняется до общей степени ориентации от 10Х до 16Х.
Краткое описание чертежей
На фиг. 1А схематически показан способный к термоусадке пакет с торцевым уплотнением в плоской конфигурации.
На фиг. 1В схематически показан альтернативный вариант способного к термоусадке пакета с торцевым уплотнением в плоской конфигурации.
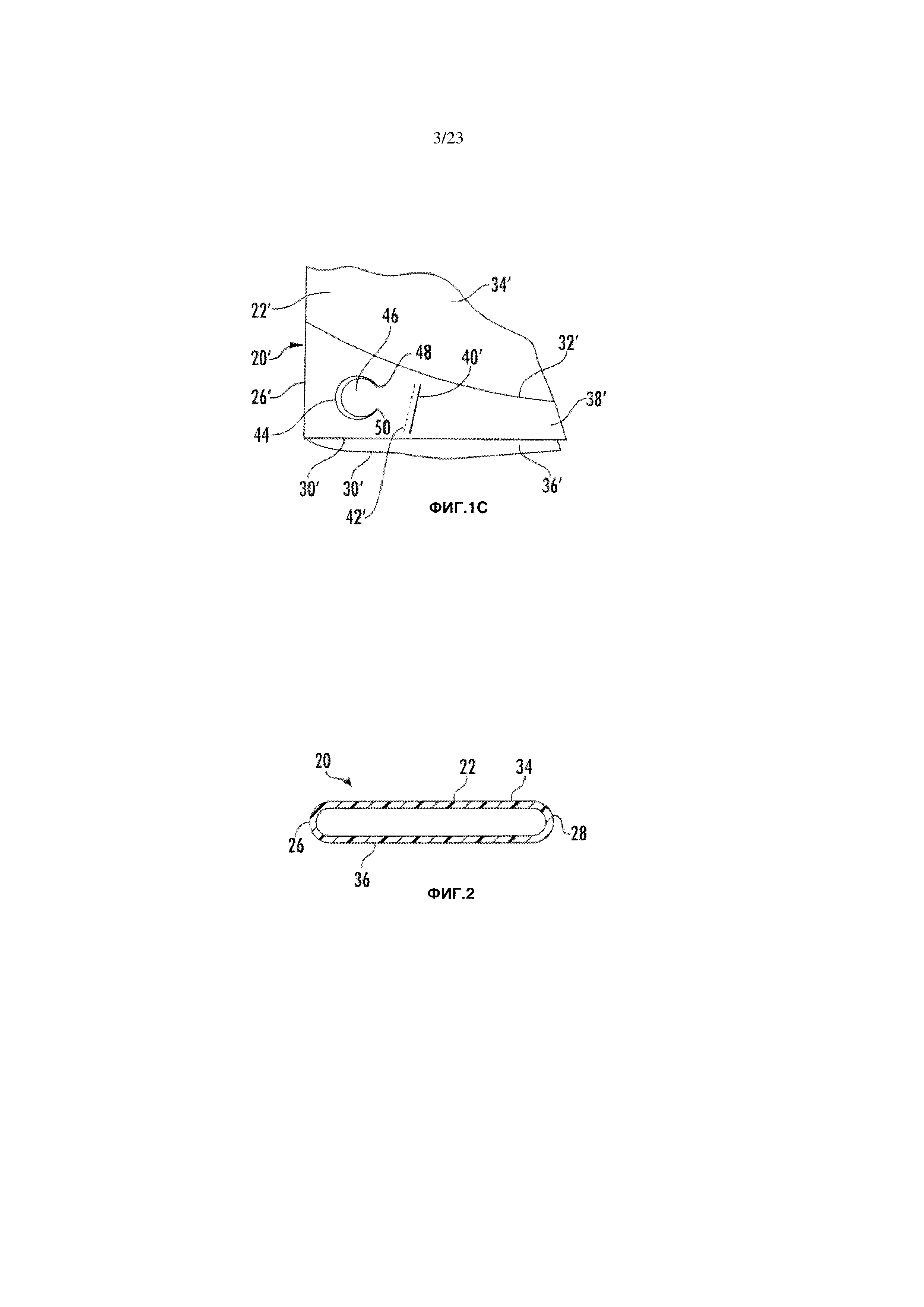
На фиг. 1C показан увеличенный подробный вид части пакета, показанного на фиг. 1В.
На фиг. 2 показан вид в разрезе по линии 2-2 на фиг. 1А способного к термоусадке пакета с торцевым уплотнением, проиллюстрированного на фиг. 1.
На фиг. 3 схематически показан способный к термоусадке пакет с боковыми уплотнениями в плоской конфигурации.
На фиг. 4 показан вид в поперечном разрезе по линии 4-4 на фиг. 3 способного к термоусадке пакета с боковыми уплотнениями, проиллюстрированного на фиг. 3.
На фиг. 5 схематически показан второй способный к термоусадке пакет с боковыми уплотнениями в плоской конфигурации.
На фиг. 6 показан увеличенный подробный вид средства инициирования разрыва показанного на фиг. 1А пакета с дополнительной парой вспомогательных средств захвата.
На фиг. 7 показан схематический вид в плане пакета с Г-образным уплотнением.
На фиг. 8 показан вид в разрезе по линии 8-8 на фиг. 7 пакета с Г-образным уплотнением, проиллюстрированного на фиг. 7.
На фиг. 9 показан вид в продольном разрезе по линии по линии 9-9 на фиг. 7 пакета с Г-образным уплотнением, проиллюстрированного на фиг. 7.
На фиг. 10 показан схематический вид в плане сваренного изнутри пакета со швами, соединяющими края материала.
На фиг. 11 показан вид в поперечном разрезе сваренного изнутри пакета, проиллюстрированного на фиг. 10.
На фиг. 12 показан схематический вид в плане сваренного изнутри пакета со швом внахлестку.
На фиг. 13 показан вид в поперечном разрезе по линии 13-13 на фиг. 12 сваренного изнутри пакета, проиллюстрированного на фиг. 12.
На фиг. 14 схематически показан способ горизонтального поточного упаковывания продуктов в упаковочное изделие согласно, например, любому из вариантов осуществления, проиллюстрированных на фиг. 10-13.
На фиг. 15 показан схематический вид в плане пакета типа мешка.
На фиг. 16 показан вид в поперечном разрезе по линии 16-16 на фиг. 15 пакета типа мешка, проиллюстрированного на фиг. 15.
На фиг. 17 показан вид в продольном разрезе по линии 17-17 на фиг. 15 пакета типа мешка, проиллюстрированного на фиг. 15.
На фиг. 18 схематически показан способ изготовления термоусадочной пленки для использования в упаковочном изделии.
На фиг. 19 схематически показан упакованный продукт, представляющий собой мясной продукт, упакованный в вакууме в подвергнутый усадке пакет с торцевым уплотнением, имеющий средство инициирования разрыва в кромке.
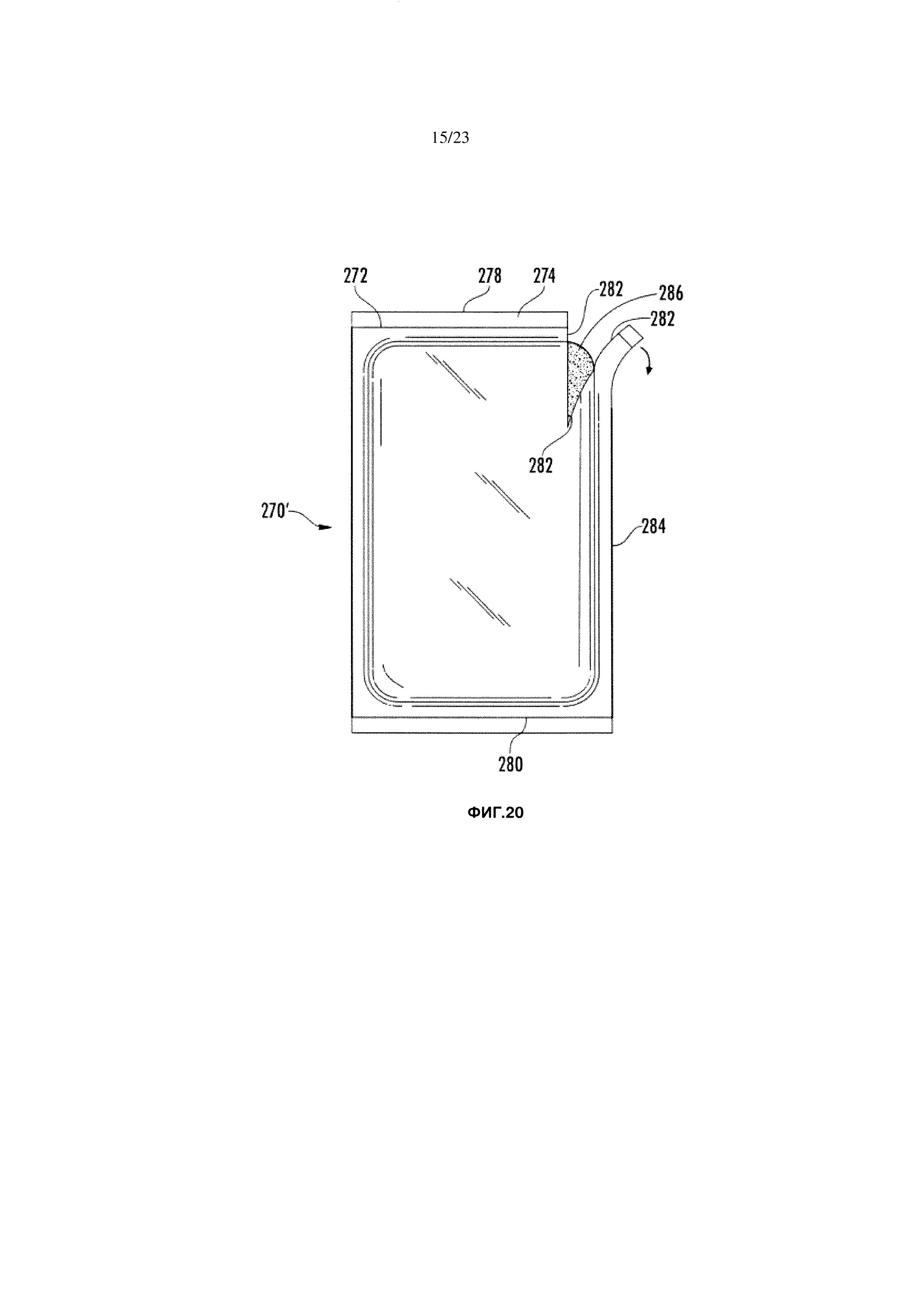
На фиг. 20 схематически показан проиллюстрированный на фиг. 19 упакованный продукт после инициирования разрыва пленки в направлении обработки, но еще находящегося в промежуточном состоянии.
На фиг. 21 схематически показан проиллюстрированный на фиг. 19 и фиг. 20 после выполнения достаточного разрыва для легкого извлечения продукта.
На фиг. 22 схематически показан сравнительный упакованный продукт со средством разрыва упаковки, которое не позволяет разрывать ее по всей длине.
На фиг. 23 схематически показан альтернативный вариант способного к термоусадке пакета с торцевым уплотнением в плоской конфигурации.
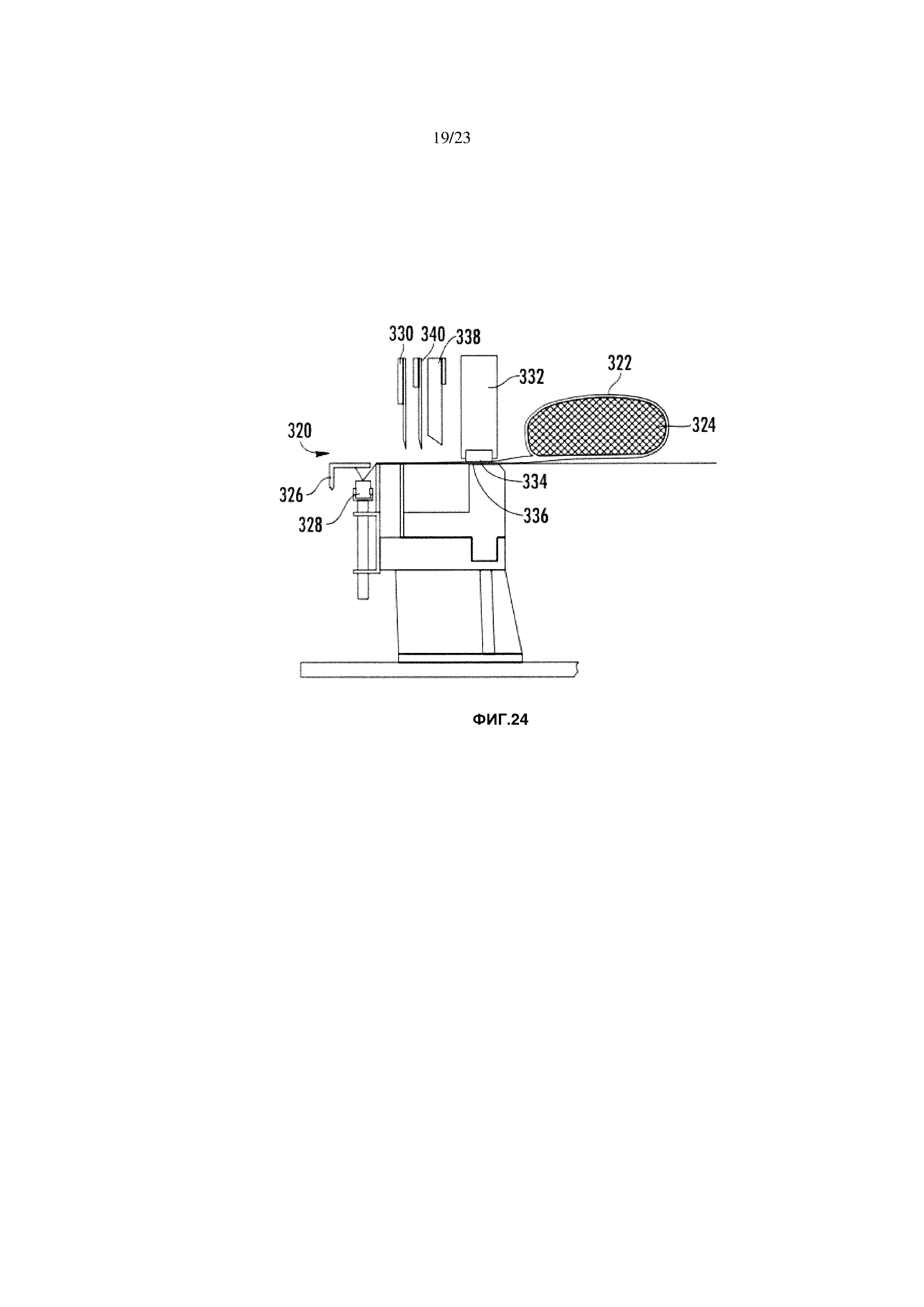
На фиг. 24 схематически показано устройство для осуществления способа размещении инициаторов разрыва в головной части упаковочного изделия.
На фиг. 25 схематически показана легкооткрывающаяся упаковка, у которой средство обеспечения легкого открывания аналогично средству, показанному на фиг. 6.
На фиг. 26 показана кривая дифференциальной сканирующей калориметрии SSPE1 (одноцентрового сополимера этилена/альфа-олефина) из приведенной далее Таблицы 1.
На фиг. 27 показана кривая дифференциальной сканирующей калориметрии PLAS1 (пластомера этилена/альфа-олефина) из приведенной далее Таблицы 1.
На фиг. 28 показана кривая дифференциальной сканирующей калориметрии ПЭОНП1 (сополимера этилена/альфа-олефина очень низкой плотности) из приведенной далее Таблицы 1.
Подробное описание
Используемый термин "пленка" относится к пластичному полотну, независимо от того, является ли оно пленкой или листом. Пленка может иметь общую толщину до усадки 0,25 мм или менее или от 0,5 до 10 мил или от 0,7 до 5 мил или от 0,8 до 4 мил или от 1 до 3 мил или от 1,2 до 2,5 мил или от 1,4 до 2 мил. В качестве альтернативы, пленка может иметь толщину до усадки от 0,7 до 2,5 мил или от 0,7 до 2,2 мил или от 0,7 до 1,7 мил.
Используемый термин "слоистый" используется применительно к двум частям пленки, которые соединены друг с другом путем соэкструзии, нанесения покрытия методом экструзии, термонаслаивания, адгезивного наслаивания, обработки коронным разрядом или любым другим средством крепления основной поверхности первой пленки к основной поверхности второй пленки.
Используемый термин "часть пленки" относится к одному или нескольким, но не всем слоям многослойной пленки. Например, в случае пленочной структуры A/B//C/D/E с нанесенным методом экструзии покрытием, где каждой буквой обозначен слой пленки, "/" обозначает границу между совместно экструдированными слоями, а "//" означает границу между подложкой (А/В в данном примере) и покрытием (C/D/E в данном примере), подложка может именоваться первой частью пленки, а покрытие может именоваться второй частью пленки. Соэкструзия различных слоев, а также нанесение покрытия методом экструзии обеспечивает термонаслаивание двух частей пленки друг на друга.
Используемый термин "направление обработки" относится к направлению, в котором пленка выходит из матрицы, т.е. к направлению, в котором подается экструдат в процессе изготовления пленки. Термин "направление обработки" соответствует "продольному направлению". Направление обработки и продольное направление сокращенно обозначаются как MD и LD, соответственно. Однако, используемый термин "направление обработки" включает не только направление пленки, которое соответствует направлению перемещения пленки при прохождении над направляющими роликами в процессе изготовления, но также направления с отклонением до 44 градусов от направления перемещения пленки при прохождении над направляющими роликами в процессе изготовления.
Используемый термин "поперечное направление" относится к направлению, перпендикулярному направлению обработки. Поперечное направление сокращенно как TD. Поперечное направление также включает направления с отклонением до 44 градусов от направления перемещения пленки при прохождении над направляющими роликами в процессе изготовления.
Используемый термин "внутренний слой" относится к любому слою многослойной пленки, обе основные поверхности которого непосредственно сцеплены с другим слоем пленки.
Используемый термин "наружный слой" относится к любому слою пленки, имеющему менее двух основных поверхностей, непосредственно сцепленных с другим слоем пленки. Этот термин относится к однослойной и многослойной пленкам. У многослойных пленок имеются два наружных слоя, каждый из которых имеет основную поверхность, сцепленную только с одним другим слоем многослойной пленки. У однослойной пленки имеется только один слой, который, разумеется, является наружным слоем в том смысле, что ни одна из двух его основных поверхностей не сцеплена с другим слоем пленки.
Используемый термин "изнаночный слой", также именуемый "изнаночным термосварным/контактирующим с продуктом слоем", относится к наружному слою многослойной пленки, в которую упакован продукт, ближе всего расположенному к продукту по сравнению с другими слоями многослойной пленки. Упаковка может формироваться путем уплотнения многослойной пленки с самой собой или с другим компонентом упаковки. Термин "изнаночный слой" также используется применительно к самому внутреннему слою из множества концентрически расположенных слоев, одновременно соэкструдированных через кольцевую матрицу.
Используемый термин "внешний слой" относится к наружному слою многослойной пленки, в которую упакован, наиболее удаленному от продукта по сравнению с другими слоями многослойной пленки. Термин "внешний слой" также используется применительно к самому наружному слою из множества концентрически расположенных слоев, соэкструдированных через кольцевую матрицу.
Используемый термин "сцепленный" относится к пленкам, которые непосредственно сцеплены друг с другом с путем термосваривания, термонаслаивания или другими средствами, а также к слоям пленки, сцепленным друг с другом с использованием адгезива между двумя пленками. Используемый термин "непосредственно сцепленный" применительно к слоям пленки означает сцепление слоя-субъекта со слоем-объектом без связующего слоя, адгезива или другого слоя между ними. В противоположность этому, используемое слово "между" применительно к слою пленки, который находится между двумя другими указанными слоями пленки, означает как прямое сцепление слоя-субъекта с двумя другими указанными слоями пленки, так и "опосредованное сцепление" слоев друг с другом, т.е. с одним или несколькими дополнительными слоями между слоем-субъектом и одним или обоими другими указанными слоями.
Используемые термины "уплотнительный слой", "уплотняющий слой", "термосварной слой" и "герметизирующий слой" относятся к наружному слою или наружным слоям пленки, которые участвуют в уплотнения пленки самой с собой, с другим слоем той же самой или другой пленки и/или с другим изделием, которое не является пленкой.
Используемые термины "термосварное соединение" и "термосваривание" относятся к любому герметичному соединению первой области поверхности пленки со второй областью поверхности пленки, которое формируется путем нагревания областей, по меньшей мере, до их соответствующих температур инициирования термосваривания. Термосваривание является процессом соединения двух или более термопластичных пленок или листов путем нагревания соприкасающихся друг с другом областей до температуры, при которой происходит плавление, обычно с помощью давления. Нагревание может осуществляться любым одним или несколькими из разнообразных способов, таких как с использованием нагретой планки, горячей проволоки, горячего воздуха, инфракрасного излучения, ультрафиолетового излучения, пучка электронов, ультразвука и наплавленного валика. Термосварное уплотнение обычно является относительно узким уплотнением (например, шириной от 0,02 дюйма до 1 дюйма) на пленке. Одним из конкретных средств термосваривания является импульсная сварка с использованием сочетания тепла и давления с целью формирования уплотнения, при этом средство нагревания обеспечивает короткий импульс тепла с одновременным приложением давления к пленке посредством термосварочной планки или термосварочной проволоки с последующим быстрым охлаждением планки или проволоки.
Уплотнительные слои, используемые при упаковывании, содержат термопластичный полимер, который включает термопластичный полиолефин, полиамид, сложный полиэфир, поливинилхлорид и иономерную смолу. Предпочтительные полимеры уплотнительного слоя включают гомогенный сополимер этилена/альфа-олефина, гетерогенный сополимер этилена/альфа-олефина, гомополимер этилена, сополимер этилена/винилацетата и иономерную смолу.
В некоторых вариантах осуществления уплотнительный слой может содержать полиолефин, в частности сополимер этилена/альфа-олефина и/или иономерную смолу. Например, уплотнительный слой может содержать полиолефин, имеющий плотность от 0,88 г/см3 до 0,917 г/см3, или от 0,90 г/см3 до 0,917 г/см3. Более точно, уплотнительный слой может содержать, по меньшей мере, один компонент, выбранный из группы, состоящей из полиэтилена очень низкой плотности и гомогенного сополимера этилена/альфа-олефина. Полиэтилен очень низкой плотности является разновидностью гетерогенного сополимера этилена/альфа-олефина. Гетерогенный сополимер этилена/альфа-олефина (например, полиэтилен очень низкой плотности) может иметь плотность от 0,900 до 0,917 см3. Гомогенный сополимер этилена/альфа-олефина в термосварном слое может иметь плотность от 0,880 г/см3 до 0,910 г/см3 или от 0,880 г/см3 до 0,917 г/см3. Гомогенные сополимеры этилена/альфа-олефина, применимые в термосварном слое, включают катализированные металлоценом сополимеры этилена/альфа-олефина, имеющие плотность 0,917 г/см3 или менее, а также полиэтилен очень низкой плотности, имеющий плотность 0,912 г/см3, при этом все они обеспечивают отличные оптические свойства. Катализированные металлоценом уплотнители типа пластомеров с плотностью менее 0,910 г/см3 также обеспечивают отличные оптические свойства.
Многослойная термоусадочная пленка может необязательно содержать барьерный слой. Термин "барьер" и "барьерный слой", используемый применительно к пленкам и/или слоям, означают способность пленки или слоя служить барьером для одного или нескольких газов. Барьерный слой может регулировать, по меньшей мере, 95% скорости пропускания кислорода, т.е. доля влияния на скорость пропускания кислорода ни одного другого слоя пленки не превышает 5% относительно слоя, который служит кислородобарьерным слоем. Скорость пропускания кислорода оценивается при 23°С и относительной влажности 0% согласно стандарту ASTM D3985, который в порядки ссылки целиком включен в настоящее описание. Термин "скорость пропускания кислорода" (СПК) означает количество кислорода в кубических сантиметрах (см3) который будет проходить через пленку толщиной 100 квадратных дюймов в течение 24 часов при относительной влажности 0% и температуре 23°С. Толщина (калибр) пленки прямо связана со скоростью пропускания кислорода.
При упоминании "кислоробарьерного слоя" пленка, содержащая такой слой, может пропускать газообразный кислород со скоростью менее 500 см3/м2/сутки (также называемой см3/м2/сутки⋅атм или см3/м2/сутки⋅атм при 23°С или см3/м2/сутки⋅атм при 23°С и относительной влажности 100%) или менее 100 см3/м2/сутки или менее 50 см3/м2/сутки или менее 25 см3/м2/сутки или от 0 до 20 см3/м2/сутки или от 0 до 15 см3/м2/сутки или от 0 до 12 см3/м2/сутки или от 0 до 10 см3/м2/сутки.
Используемые при упаковывании кислоробарьерные слои (т.е. не задерживающие газообразный кислород) могут содержать, например, по меньшей мере, один компонент, выбранный из группы, состоящей из гидролизованного сополимера этилена/винилацетата (сокращенно EVOH и HEVA, также называемого "омыленным сополимером этилена/винилацетата" и "сополимером этилена винилового спирта"), поливинилиденхлорида, аморфного полиамида, полиамида MXD6 (в частности, сополимера MXD6 и MXDI), сложного полиэфира, полиакрилонитрила, полиалкиленкарбоната, полиэтиленнафталата и т.д., как известно специалистам в данной области техники. В одном из вариантов осуществления изобретения термопластичным кислородобарьерным слоем может являться смесь полиамидов, такая как смесь около 85% по весу полиамида, выбранного из группы, состоящей из нейлона 4,6 (политетраметиленадипамида), нейлона 6 (поликапролактама), нейлона 6,6 (полигексаметиленадипамида), нейлона 6,9 (полигексаметиленнонандиамида), нейлона 6,10 (полигексаметиленсебакамида), нейлона 6,12 (полигексаметилендодекандиамида), нейлона 6/12 (сополимера поликапролактама и додекандиамида), нейлона 6,6/6 (сополимера полигексаметиленадипамида и капролактама), нейлона 11 (полиундеканолактама), нейлона 12 (полилауриллактама) или их смесей, и около 15% по весу аморфного полиамида.
Используемый термин "связующий слой" относится к любому внутреннему слою пленки, основным назначением которого является сцепление двух слоев друг с другом. Связующие слои могут содержать любой полимер, имеющий привитую к нему полярную группу. Такие полимеры сцепляются как с неполярными полимерами, включая полиолефин, так и с полярными полимерами, включая полиамид и сополимер этилена/винилового спирта.
Связующие слои могут содержать, по меньшей мере, один компонент, выбранный из группы, состоящей из полиолефина, модифицированного ангидридом полиолефина, сополимера этилена/ненасыщенного сложного эфира, модифицированного ангидридом сополимера этилена/ненасыщенного сложного эфира, сополимера этилена/ненасыщенной кислоты и полиуретана. Более точно, связующие слои могут содержать, по меньшей мере, один компонент, выбранный из группы, состоящей из гомогенного сополимера этилена/альфа-олефина, сополимера этилена/винилацетата, модифицированного ангидридом сополимера этилена/винилацетата, сополимера этилена/акриловой кислоты, сополимера этилена/метилацилата, модифицированного ангидридом линейного полиэтилена низкой плотности, модифицированного ангидридом полиэтилена низкой плотности, модифицированного ангидридом полипропилена, модифицированного ангидридом сополимера этилена/метилацилата и модифицированного ангидридом сополимера этилена/бутилацилата.
Используемый термин "модифицированный полимер", а также более конкретные термины, такие как "модифицированный сополимер этилена/винилацетата" и "модифицированный полиолефин" относятся к полимерам согласно данному выше определению, имеющим ангидридную функциональную группу, которая привита к ним и/или сополимеризована и/или смешана с ними.
Используемый термин "модифицированный" относится к химическому производному, например, имеющему функциональную группу любой формы, такому как ангидрид малеиновой кислоты, кретоновой кислоты, цитраконовой кислоты, итаконовой кислоты, фумаровой кислоты и т.д. независимо от того, привита она к полимеру, сополимеризована или смешана с одним или несколькими полимерами, и также включает производные таких функциональных групп, такие как кислоты, сложные эфиры и соли металлов, полученные из них. Используемые термины "содержащий ангидрид полимер" и "модифицированный ангидридом полимер" относятся к одному или нескольким из следующего: (1) полимерам, полученным путем сополимеризации содержащего ангидрид мономера со вторым отличающимся мономером, (2) сополимерам с привитыми ангидридами и (3) смеси полимера и ангидридосодержащего соединения.
Используемый термин "адгезив" относится к полимерному материалу, основным назначением или функцией которого является сцепление двух поверхностей друг с другом. Адгезив может использоваться для наслаивания двух пленок друг на друга с целью получения слоистого материала из двух пленок или для наслаивания поверхности пленки на поверхность непленочного компонента упаковки (например, вспененного лотка) или вместо термоваривания с целью соединения части поверхности пленки (i) с самой пленкой (например, при изготовлении пакета с торцевым уплотнением, пакета с боковыми уплотнениями и т.д.) или (ii) с частью поверхности другой пленки (например, при изготовлении пакета из двух отдельных кусков пленки), или (iii) с частью поверхности непленочного компонента упаковки (например, крышки лоткового типа, сцепленной с краем лотка и т.д.). Адгезивом может являться адгезив на основе полиуретана, адгезив на основе акрила или другой известный адгезив, включая любой один или несколько из различных полимеров, описанных в настоящей заявке, для использования в качестве связующего слоя.
Используемые термины "сердцевина" и "сердцевинный слой" применительно к многослойным пленкам относятся к любому сердцевинному слою, который не служит адгезивом или улучшающим совместимость средством для сцепления двух слоев друг с другом. Обычно сердцевинный слой или слои придают многослойной пленке желаемый уровень прочности, т.е. модуль упругости и/или оптические свойства и/или повышенную устойчивость к неправильному обращению и/или удельную непроницаемость. Пленка может иметь один или несколько сердцевинных слоев, содержащих смесь несовместимых полимеров, придающих пленке способность разрываться после усадки по всей длине в направлении обработки, что позволяет вручную разрывать упаковку и легко извлекать продукт из нее. Смесь несовместимых полимеров может содержать пластомер в качестве всего или части одного из несовместимых полимерных компонентов или помимо полимеров, которые несовместимы друг с другом. Один или несколько сердцевинных слоев могут находиться в первой части пленки, которая содержит сшитую полимерную сетку, или во второй части пленки, которая не содержит сшитой полимерной пленки, или первый сердцевинный слой может присутствовать в первой части пленки, содержащей сшитую полимерную сетку, при этом второй сердцевинный слой находится во второй части пленки, которая не содержит сшитой полимерной сетки.
В одном из вариантов осуществления сердцевинный слой содержит смесь полимера на основе этилена, сополимера этилена/ненасыщенного сложного эфира и пластомера. Сердцевинный слой может находиться в первой части пленки, которая содержит сшитую полимерную сетку, или может присутствовать во второй части пленки, которая не содержит сшитой полимерной сетки. В первой части пленки, содержащей сшитую полимерную сеть, может присутствовать первый сердцевинный слой, а во второй части пленки, которая не содержит сшитой полимерной сетки, может присутствовать второй сердцевинный слой. В процессе нанесения покрытия методом экструзии, как описано в приведенных далее примерах и показано на фиг. 15, сердцевинный слой может находиться в подложке, которая подвергается облучению с целью получения сшитой полимерной сетки, или в покрытии, которое не подвергается облучению и не содержит сшитой полимерной сетки, или возможны два сердцевинных слоя, один из которых находиться в подложке, а другой в покрытии.
Используемый термин "упаковочное изделие" включает пакеты с торцевым уплотнением, пакеты с боковыми уплотнениями, пакеты с Г-образным уплотнением, пакеты с С-образным уплотнением (также называемые мешками), пакеты с боковыми фальцами, сваренные изнутри пакеты и бесшовные оболочки. В упаковочных изделиях, содержащих пленку, пленка герметизирована сама с собой или герметично соединена с другим элементом упаковочного изделия. Упаковочное изделие может укупориваться (например, путем герметизации) после помещения в него продукта. В случае пакетов, мешков и оболочек после герметичного укупоривания изделия продукт окружен пленкой, из которой изготовлено упаковочное изделие, а сочетание продукта, окруженного укупоренным упаковочным изделием, именуется "упакованным продуктом".
В контексте настоящей заявки упаковочные изделия имеют две "стороны". Обычно "сторона" упаковочного изделия соответствует половине изделия. Например, пакетом с торцевым уплотнением является плоский пакет, который имеет две стороны (в данном случае две плоские стороны), каждая из которых соответствует плоской стороне бесшовного рукава, из которого изготовлен пакет с торцевым уплотнением. Каждая плоская сторона бесшовного рукава ограничена складками, которые образуются при сплющивании рукава прижимными роликами с целью придания плоской конфигурации. Каждая сторона пакета с торцевым уплотнением ограничена верхним краем пакета, нижним краем пакета и двумя линиями сгиба рукава, проходящими по длине пакета. Аналогичным образом, пакет с боковыми уплотнениями также имеет две стороны, каждая из которых также является плоской стороной и ограничена боковыми краями пакета, верхним краем пакета и дном пакета, соответствующим складке рукава. Бесшовная или сваренная изнутри оболочка также имеет две стороны, каждая из которых ограничена концами оболочки и складками, которые образуются в процессе придания оболочке плоской конфигурации. Хотя пакеты с боковыми фальцами и другие упаковочные изделия могут не являться полностью плоскими по своей структуре, поскольку они имеют более двух плоских сторон, они, тем не менее, имеют "стороны", ограниченные складками и краями.
Используемый термин "упаковка" относится к упаковочным материалам, скомпонованным вокруг упаковываемого продукта. По существу, термин "упаковка" означает всю упаковку вокруг изделия, но не сам продукт.
Используемый термин "упакованный продукт" относится к сочетанию продукта и упаковки, которая окружает или преимущественно окружает продукт. Упакованный продукт может быть получен путем помещения продукта в упаковочное изделие, изготовленное из термоусадочной многослойной пленки, при этом изделие герметично укупорено таким образом, что многослойная пленка окружает или преимущественно окружает продукт. Затем пленка может быть подвергнута усадке вокруг продукта.
Используемый термин "пакет" относится к упаковочному изделию, имеющему открытый верх, боковые края и низ. Термин "пакет" включает плоски пакеты, мешки, оболочки (бесшовные оболочки и сваренные изнутри оболочки, включая оболочки со швом внахлестку, оболочки со сварным швом, соединяющим края материала, и сваренные встык изнутри оболочки с лентой для соединения изнутри). В патенте US 6764729 на имя Ramesh и др. под названием "Backseamed Casing and Packaged Product Incorporating Same", который во всей полноте в порядке ссылки включен в настоящую заявку, описаны различные конфигурации оболочек. В патенте US 6790468 на имя Mize и др. под названием "Patch Bag and Process of Making Same", который во всей полноте в порядке ссылки включен в настоящую заявку, описаны различные конфигурации пакетов, включая пакеты с Г-образным уплотнением, сваренные изнутри пакеты и пакеты с С-образным уплотнением (также называемые мешками). Хотя пакеты, проиллюстрированные в патенте '468, имеют накладку, она является необязательной в контексте настоящего изобретения.
Используемый термин "плоский пакет" относится, в общем, к пакетам без боковых фальцев, используемым для упаковывания разнообразных продуктов, в частности, пищевых продуктов. Более конкретно, термин "плоский пакет" включает пакет с боковыми уплотнениями, пакет с торцевым уплотнением и пакет с Г-образным уплотнением, пакет с С-образным уплотнением (также называемый мешком) и сваренный изнутри пакет (также называемый пакетом Т-образным уплотнением). Сваренным изнутри швом может являться шов, соединяющий края материала, шов внахлестку или сваренный встык шов с лентой для соединения изнутри. До усадки пакет может иметь соотношение длины и ширине от 1:1 до 20:1; или от 1,5:1 до 8:1; или от 1,8:1 до 6:1; или от 2:1 до 4:1.
Пакеты с торцевым уплотнением, пакеты с боковыми уплотнениями, пакеты с Г-образным уплотнением, пакеты с Т-образным уплотнением (также называемые сваренными изнутри пакетами), и пакеты с С-образным уплотнением имеют открытый верх, закрытые стороны, закрытое дно и, по меньшей мере, одно термосварное уплотнение. Каждое из этих термосварных уплотнений называется "заводским уплотнением", поскольку оно выполняется на предприятии-изготовителе пакетов, а не на упаковочном предприятии, где пакет используется для упаковывания продукта. Каждое из термосварных уплотнений, показанных на фиг. 1А, 1В, 1C, 3-13 и 15-17, является заводским уплотнением. Каждое из заводских уплотнений обычно выполняется на небольшом расстоянии внутрь от края изделия, чтобы снаружи от термосварного уплотнения, т.е. с другой стороны шва из пленки, которая окружает продукт, оставалось относительно небольшое количество пленки. Пакет с боковыми фальцами также может иметь нижнее уплотнение с кромкой и корпус (сваренный изнутри или бесшовный) и может иметь поперечное термосварное уплотнение с кромкой. Используемый термин "кромка" относится к пленке, которая находится снаружи любого одного или нескольких заводских уплотнений.
Термин "полимер" относится к продукту реакции полимеризации и включает гомополимер, сополимер, терполимер и т.д. Термин "сополимер" включает сополимер, терполимер и т.д.
Используемый термин "мономер" относится к относительно простому соединению, обычно содержащему углерод и имеющему низкую молекулярную массу, которое может вступать в реакцию с образованием полимера путем объединения с самим собой или с другими подобными молекулами или соединениями.
Используемый термин "сомономер" относится к мономеру, который сополимеризован, по меньшей мере, с одним другим мономером путем реакции сополимеризации, продуктом которой является сополимер.
Термин "гомополимер" используется применительно к полимеру, полученному путем реакции полимеризации одного мономера, т.е. к полимеру, состоящему преимущественно из повторяющегося звена одного типа.
Используемый в настоящем описании термин "сополимер" относится к полимерам, полученным путем реакции полимеризации, по меньшей мере, двух различных мономеров. Например, термин "сополимер" включает продукт реакции сополимеризации этилена/альфа-олефина, такого как 1-гексен. Однако термин "сополимер" также включает, например, продукт сополимеризации смеси этилена, пропилена, 1-гексена и 1-октена. Термин сополимер также включает полимеры, полученные путем реакции, такие как привитой сополимер, блок-сополимер и статистический сополимер.
Используемый термин "полимеризация" включает реакции гомополимеризации, сополимеризации, терполимеризации и т.д. и включает сополимеризацию всех типов, такую как статистическую, привитую, блок-сополимеризацию и т.д. Полимеры пленок, используемых в соответствии с настоящим изобретением, могут изготавливаться любым применимым способом полимеризации, включая суспензионную полимеризацию, газофазную полимеризацию и процессы полимеризации под высоким давлением.
Используемый термин "сополимеризация" относится к одновременной полимеризации двух или более мономеров с получением сополимера. В настоящем описании сополимер, охарактеризованный как множество мономеров, например, "сополимер пропилена и этилена", относится к сополимеру, у которого любой мономер способен к сополимеризации в большей степени в процентах по весу или молярных процентах, чем другой мономер или остальные мономеры. Однако первый указанный мономер предпочтительно способен к сополимеризации в большей степени в процентах по весу, чем второй указанный мономер, а в случае сополимеров, которые являются тройными сополимерами, четверными сополимерами и т.д., первый мономер предпочтительно способен к сополимеризации в большей степени в процентах по весу, чем второй мономер, второй мономер способен к сополимеризации в большей степени в процентах по весу, чем третий мономер, и т.д.
Сополимеры могут характеризоваться, т.е. обозначаться по мономерам, из которых получены сополимеры. Например, "сополимер пропилена/этилена" относится к сополимеру, полученному путем сополимеризации пропилена и этилена с дополнительным сомономером(-ами) или без дополнительного сомономера(-ов). Сополимер содержит повторяющиеся звенья, полученные из мономеров, из которых получен сополимер, например сополимер пропилена/этилена содержит звенья пропилена и звенья этилена.
Используемое обозначение "/" применительно к химической природе сополимера (например, "сополимер этилена/альфа-олефина"), относится к сомономерам, которые сополимеризованы с целью получения сополимера. Используемый термин "сополимер этилена/альфа-олефина" является эквивалентом термина "сополимер этилена/альфа-олефина".
Используемые термины, такие как "полиамид", "полиолефин", "сложный полиэфир" и т.д., включают гомополимеры соответствующего рода, сополимеры соответствующего рода, тройные сополимеры соответствующего рода и т.д., а также привитые полимеры соответствующего рода и замещенные полимеры соответствующего рода, например полимеры, имеющие замещающие группы.
Используемый термин "полиолефин" относится к любому полимеризованному олефину, который может являться линейным, разветвленным, циклическим, алифатическим, ароматическим, замещенным или незамещенным. Более конкретно, термин полиолефин включает гомополимеры олефина, сополимеры олефина и сополимеры олефина, сополимеры олефина и неолефинового сомономера, сополимеризуемого с олефином, такого как виниловые мономеры, их модифицированные полимеры и т.п. Конкретные примеры включают гомополимер этилена, гомополимер пропилена, полибутен (также обозначаемый как полибутилен), сополимер этилена/альфа-олефина, сополимер этилена/пропилена, сополимер пропилена/этилена, сополимер пропилена/альфа-олефина, сополимер бутена/альфа-олефина, полиэтилен низкой плотности, линейный полиэтилен низкой плотности, полиэтилен очень низкой плотности, полиэтилен сверхнизкой плотности, полиэтилен средней плотности, полиэтилен высокой плотности, сополимер этилена/бутена, сополимер этилена/гексена, сополимер этилена/октена, полиизопрен, полиметилбутен (включая поли-3-метилбутен-1), полиметилпентен (включая поли-4-метилпентен-1), сополимер этилена/ненасыщенного сложного эфира, сополимер этилена/ненасыщенной кислоты (включая сополимер этилена/акрилата, такой как сополимер этилена/бутилакрилата, сополимер этилена/метилакрилата, сополимер этилена/акриловой кислоты и сополимер этилена/метакриловой кислоты) и иономерную смолу.
Термин "модифицированный полиолефин" включает модифицированный полимер, полученный путем сополимеризации гомополимера олефина или его сополимера с ненасыщенной карбоновой кислотой, например, малеиновой кислотой, фумаровой кислотой или т.п., или его производное, такое как ангидрид, сложный эфир или соль металла или т.п. Модифицированный полиолефин также может быть получен путем включения ненасыщенной карбоновой кислоты, например, малеиновой кислоты, фумаровой кислоты и т.п., или ее производного, такого как ангидрид, сложный эфир или соль металла и т.п., в гомополимер или сополимер олефина.
Используемый термин "сополимер пропилена/этилена" относится к сополимеру пропилена и этилена с большим числом звеньев пропилена, чем звеньев этилена. Сополимер пропила/этилена не является разновидностью "сополимера этилена/альфа-олефина".
Используемый термин "полимер на основе этилена" относится к гомополимеру этилена, модифицированному гомополимеру этилена, сополимеру этилена/альфа-олефина, модифицированному сополимеру этилена/альфа-олефина, сополимеру пропилена/этилена, модифицированному сополимеру пропила/этилена, иономерной смоле и их смесям. Сополимер этилена/альфа-олефина может являться гомогенным или гетерогенным. Термин "полимер на основе этилена" не включает поливинилиденхлорид или другой кислоробарьерный полимер, не включает полиамид, не включает сложный полиэфир, не включает сополимер этилена/ненасыщенного сложного эфира и не включает сополимер этилена/ненасыщенной кислоты.
Термин "сополимер этилена/альфа-олефина" относится к гетерогенным сополимерам, таким как линейный полиэтилен низкой плотности (ЛПЭНП), полиэтилен очень низкой плотности и сверхнизкой плотности (ПЭОНП и ПЭСНП), а также к гомогенным полимерам, таким как катализируемые металлоценом полимеры, таким как смолы EXACT® производства компании Exxon Chemical, смолы AFFINITY® и ENGAGE® производства компании Dow Chemical и смолы TAFMER® производства компании Mitsui Petrochemical Corporation. Эти сополимеры включают сополимеры этилена с одним или несколькими сомономерами, выбранными из С4-С10-альфа-олефина, такого как бутен-1 (т.е. 1-бутен), гексен-1, октен-1 и т.д., у которых молекулы сополимеров содержат длинные цепи с относительно небольшим количеством боковых цепей или сшитых структур. Сополимер этилена/альфа-олефина может являться продуктом сополимеризации 80-99% по весу этилена с 1-20% по весу альфа-олефина или 85-95% по весу этилена с 5-15% по весу альфа-олефина.
Используемый термин "гетерогенный полимер" относится к продуктам реакции полимеризации с относительно широким разбросом молекулярной массы и относительно широким разбросом распределения по составу состава, т.е. к обычным полимерам, полученным, например, с использованием традиционных катализаторов Циглера-Натта. Гетерогенные полимеры обычно имеют относительно широкое разнообразие длин цепей и процентного содержания сомономера. Гетерогенные сополимеры имеют молекулярно-массовое распределение (Mw/Mn) более 3,0.
Используемый термин "гомогенный полимер" относится к продуктам реакции полимеризации с относительно узким молекулярно-массовым распределением и относительно узким распределением по составу. Гомогенные полимеры отличаются по своей структуре от гетерогенных полимеров тем, что имеют относительно равномерно упорядоченные последовательности сомономеров в цепи, симметричное отражение распределения последовательностей во всех цепях и сходную длину всех цепей, т.е. более узкое молекулярно-массовое распределение. Кроме того, гомогенные полимеры обычно получают с использованием металлоценового катализатора или других одноцентровых катализаторов, а не катализаторов Циглера-Натты. Гомогенный сополимер этилена/альфа-олефина имеет Mw/Mn ≤3,0.
Гомогенные сополимеры этилена/альфа-олефина могут быть охарактеризованы одним или несколькими параметрами, известными специалистам в данной области техники, такими молекулярно-массовое распределение (Mw/Mn), показатель масштаба распределения состава (CDBI, от английского - composition distribution breadth index), узкий диапазон температур плавления и единая характеристика плавления. Молекулярно-массовое распределение (Mw/Mn), также известное как полидисперсность, может определяться методом гель-проникающей хроматографии. Гомогенные сополимеры этилена/альфа-олефина могут иметь показатель Mw/Mn ≤3 или ≤2,7 или от 1,9 до 2,5, или от 1,9 до 2,3. Показатель масштаба распределения состава (CDBI) у таких гомогенных сополимеров этилена/альфа-олефина обычно составляет свыше около 70%. CDBI определяется в процентах по весу молекул сополимера с содержанием сомономеров в пределах 50% (т.е. плюс или минус 50%) от средней общей молярной концентрации сомономеров. CDBI линейного гомополимера этилена принимается за 100%. Показатель масштаба распределения состава (CDBI) у линейного полиэтилена, который не содержит сомономер, принимается за 100%. CDBI определяется методом фракционирования элюированием с повышением температуры (TREF, от английского - Temperature Rising Elution Fractionation). Определение CDBI позволяет четко различать гомогенные сополимеры, используемые в настоящем изобретении (с узким распределением состава, соответствующим величинам CDBI обычно выше 70%), и гетерогенные полимеры, такие как промышленно производимые ПЭОНП, которые обычно имеют широкое распределение состава, соответствующее величинам CDBI обычно менее 55%. CDBI может рассчитываться на основании данных полученных методом TREF, например, как описано у Wild и др., J. Poly. Sci. Poly. Phys. Ed., том 20, стр. 441 (1982 г.). Гомогенные сополимеры этилена/альфа-олефина предпочтительно имеют CDBI от около 70% до 99%. Гомогенные сополимеры этилена/альфа-олефина имеют относительно узкий диапазон температур плавления по сравнению с гетерогенными сополимерами, например, например, гомогенные сополимеры этилена/альфа-олефина могут иметь преимущественно единую температуру плавления от около 60°С до около 105°С или от 80°С до около 100°С. Используемый термин "преимущественно единая температура плавления" означает, что, по меньшей мере, около 80% по весу вещества имеет единую максимальную температуру плавления Tm в пределах от около 60°С до 105°С, при этом преимущественно ни одна значительная доля вещества не имеет максимальную температуру плавления выше около 115°С.
Гомогенный сополимер этилена/альфа-олефина может быть получен путем сополимерации этилена и любого одного или нескольких альфа-олефинов. Альфа-олефином предпочтительно является С3-С20-альфа-моноолефин, более предпочтительно С4-С12-альфа-моноолефин, еще более предпочтительно C4-C8 альфа-моноолефин. Альфа-олефин может содержать, по меньшей мере, один компонент, выбранный из группы, состоящей из бутена-1, гексена-1 и октена-1, т.е. 1-бутена, 1-гексена и 1-октена; или только октен-1; или смесь гексена-1 и бутена-1.
Способы получения и использования гомогенных полимеров описаны в патенте US 5206075, патенте US 5241031 и международной заявке WO 93/03093, при этом все они во всей полноте в порядке ссылки включены в настоящую заявку. Дополнительные подробности, касающиеся получения и использования гомогенных сополимеров этилена/альфа-олефина, описаны в международных заявках WO 90/03414 и WO 93/03093, заявителем обеих из которых является Exxon Chemical Patents, Inc. и которые во всей полноте в порядке ссылки включены в настоящую заявку.
Гомогенные сополимеры этилена/альфа-олефина еще одного класса описаны в патенте US 5272236 на имя LAI, и др. и в патенте US 5278272 на имя LAI, и др., которые во всей полноте в порядке ссылки включены в настоящую заявку.
Используемый термин "пластомер" относится к полимеру, который сочетает свойства эластомеров и пластмасс, такие как каучукоподобные свойства, со способностью пластмасс к обработке. Применимые пластомеры для использования в многослойной пленке включают гомогенные сополимеры этилена/альфа-олефина.
Пластомеры для использования в многослойной пленке могут иметь максимальную температуру плавления ≤90°С или ≤88°С или ≤85°С, или ≤82°С или ≤80°С; или максимальную температуру плавления от 45°С до 90°С, или от 50 до 85°С, или от 55 до 85°С, или от 55 до 80°С. Пластомером может являться сополимер этилена/альфа-олефина, в частности гомогенный сополимер этилена/альфа-олефина.
Пластомер может иметь показатель текучести расплава ≤1,1 г/10 мин или ≤1,0 г/10 мин или ≤0,95 г/10 мин или ≤0,90 г/10 мин или от 0,7 до 1,1 г/10 мин или от 0,75 до 1,0 г/10 мин или от 0,8 до 0,95 г/10 мин или от 0,85 до 0,90 г/10 мин или от 0,86 до 0,89 г/10 мин.
В одном из вариантов осуществления наружный слой пленки и/или барьерный слой и/или один или несколько связующих слоев могут содержать сложный полиэфир. Используемый термин "сложный полиэфир" относится к гомополимеру и/или сополимеру, имеющему сложноэфирную связь между мономерными звеньями. Сложноэфирная связь может формироваться, например, путем реакции конденсации между дикарбоновой кислотой и гликолем. Дикарбоновой кислотой может являться алифатическая, т.е. щавелевая кислота, малоновая кислота, янтарная кислота, глутаровая кислота, адипиновая кислота, пимелиновая кислота, субериновая кислота, азелаиновая кислота, себациновая кислота, и т.п.; или замещенная или незамещенная ароматическая кислота, например, различные изомеры фталевой кислоты (т.е. ортофталевая кислота), такая как изофталевая кислота (т.е. метафталевая кислота) и терефталевая кислота (т.е. парафталевая кислота), а также нафтеновая кислота. Конкретные примеры алкилзамещенных ароматических кислот включают различные изомеры диметилфталевой кислоты, такие как диметилизофталевая кислота, диметилортофталевая кислота, диметилтерефталевая кислота, различные изомеры диэтилфталевой кислоты и различные изомеры диэтилфталевой кислоты, такие как диэтилизофталевая кислота, диэтилортофталевая кислота, различные изомеры диметилнафталевой кислоты, такие как 2,6-диметилнафтеновая кислота и 2,5-диметилнафтеновая кислота, и различные изомеры диэтилнафтеновой кислоты. В качестве альтернативы, дикарбоновой кислотой может являться 2,5-фурандикарбоновая кислота (FDCA). Гликоли могут являться линейными или разветвленными. Конкретные примеры включают этиленгликоль, пропиленгликоль, триметиленгликоль, 1,4-бутандиол, неопентилгликоль и т.п. Гликоли включают модифицированные гликоли, такие как циклогександиметанол. Полиэфир в наружном слое пленки может содержать любой из вышеупомянутых полиэфиров.
Сложный полиэфир также относится к полиэтиленфураноату. Сложный полиэфир AVANTIUM® на биологической основе представляет собой полиэтиленфураноат со скоростью пропускания кислорода на единицу толщины, составляющей всего одну десятую показателя полиэтилентерефталата (ПЭТ), скоростью пропускания двуокиси углерода, составляющей одну четвертую показателя ПЭТ, и скоростью пропускания водяного пара, составляющей половину показателя ПЭТ. Полиэтиленфураноат является более термостойким, чем ПЭТ, имеет температуру стеклования (Tg) на 12°С выше, чем у ПЭТ, точку плавления 165°С, что выше, чем у ПЭТ. Кроме того, полиэтиленфураноат применим для переработки в целях повторного использования отдельно или в смеси с ПЭТ. Полиэтиленфураноат может экструдироваться с целью получения пленок. Полиэтиленфураноат получают путем полимеризации этиленгликоля и 2,5-фурандикарбоновой кислоты (FDCA). Полиэтиленфураноат является возобновляемым, поскольку имеет биологическую основу.
Используемый термин "полиамид" относится к гомополимерам, сополимерам или терполимерам, имеющим амидную связь между мономерными звеньями, которые могут формироваться любым способом, известным специалистам в данной области техники. Полиамиды, одобренные для применения в производстве изделий, предназначенных для использования при переработке, транспортировке и упаковывании пищевых продуктов, включая гомополимеры, сополимеры и смеси полиамидов, описаны в статье 177.1500 и далее раздела 21 Свода Федеральных Постановлений, который во всей полноте в порядке ссылки включен в настоящую заявку. Применимые полиамидные гомополимеры включают нейлон 6 (поликапролактам), нейлон 11 (полиундеканолактам), нейлон 12 (полилауриллактам) и т.п. Другие применимые полиамидные гомополимеры также включают нейлон 4,2 (политетраметиленэтилендиамид), нейлон 4,6 (тетраметиленадипамид), нейлон 6,6 (полигексаметиленадипамид), нейлон 6,9 (полигексаметиленазеламид), нейлон 6,10 (полигексаметиленсебацинамид), нейлон 6,12 (полигексаметилендодекандиамид), нейлон 6/12 (сополимер капролактама и лауролактама), нейлон 66/610 (например, изготовленный путем конденсации смесей солей нейлона 66 и солей нейлона 610), смолы нейлона 6/69 (например, изготовленный конденсацией эпсилон-капролактама, гексаметилендиамина и азелаиновой кислоты), нейлон 7,7 (полигептаметиленпимеламид), нейлон 8,8 (полиоктаметиленсуберамид), нейлон 9,9 (полинонаметиленазеламид), нейлон 10,9 (полидекаметиленазеламид), нейлон 12,12 (полидодекаметилендодекандиамид) и т.п. Полиамидные сополимеры включают сополимер нейлона 6,6/6 (сополимер полигексаметиленадипамида/капролактама), сополимер полиамида 6/6,6 (сополимер поликапролактама/гексаметиленадипамида), сополимер полиамида 6,2/6,2 (сополимер полигексаметиленэтилендиамида/гексаметиленэтилендиамида), сополимер нейлона 6,6/6,9/6 (сополимер полигексаметиленадипамида/гексаметиленазеламида/капролактама), а также другие полиамиды. Дополнительные полиамиды включают полиамид 4,1, полиамид 6,1, сополимер полиамида 6,6/61, сополимер полиамида 6,6/6Т, полиамид MXD6 (поли-m-ксилиленадипамид), сополимер полиамида 6I/6T, сополимер полиамида 6/MXDT/I, полиамид MXDI, поли-р-ксилиленадипамид, полигексаметилентерефталатамид, полидодекаметилентерефталамид и т.п.
Используемый термин "аморфный полиамид" относится к полиамиду с отсутствием регулярного трехмерного расположения молекул или подгрупп молекул на протяжении расстояний, относительно больших по сравнению с размерами атомов. Однако регулярность структуры существует на локальном уровне. Смотри статью "Аморфные полимеры" в Encyclopedia of Polymer Science and Engineering, 2-е издание, стр. 789-842 (издательство Wiley & Sons, Inc., 1985 г.) под номером 84-19713 по каталогу Конгресса США. Специалистами в области ДСК (согласно ASTM 3417-83) признано, что аморфный полиамид не имеет измеримой температуры плавления (т.е. менее чем 0,5 кал/г) или теплоты плавления. Аморфный полиамид получают путем реакции конденсации диамина с дикарбоновой кислотой. Например, алифатический диамин объединяют с ароматической дикарбоновой кислотой, или ароматический диамин объединяют с алифатической дикарбоновой кислотой с получением аморфного полиамида.
Если не указано иное, термин "полукристаллический полиамид" включает все полиамиды, которые не считаются аморфными полиамидами. Все полукристаллические полиамиды имеют определяемую температуру плавления. Полукристаллический полиамид может иметь температуру плавления от 125 до 270°С или от 250 до 270°С.
Используемый термин "циклический полимер" включает алифатический или фенольный циклический олефиновый сополимер, т.е. включающий сополимер этилена/норборнена, полициклододецен, сложный полиэфир и циклический олефиновый полимер.
Каждый указанный показатель текучести расплава полимера, определялся согласно стандарту ASTM D1238, при этом испытание проводилось (если не указано иное) при 190°С и нагрузке 2,16 кг. Стандарт ASTM D1238 во всей полноте в порядке ссылки включен в настоящую заявку.
Используемый термин "максимальная температура плавления" относится к пику при самой высокой температуре на кривой дифференциальной сканирующей калориметрии (ДСК), отображающей зависимость подводимой энергии по оси Y и температуры по оси X. Максимальная температура плавления соответствует самой высокой температуре, при которой требуется подводить энергию с целью фазового превращения части полимера с наиболее высокой температурой плавления из твердого состояния в жидкое состояние.
В одном из вариантов осуществления пластомер может иметь плотность менее чем 0,905 г/см3 или менее 0,902 г/см3 или менее 0,900 г/см3 или менее 0,895 г/см3 или менее 0,890 г/см3 или менее 0,886 г/см3; или иметь плотность от 0,857 г/см3 до 0,908 г/см3 или от 0,86 г/см3 до 0,905 г/см3 или от 0,87 г/см3 до 0,903 г/см3 или от 0,875 г/см3до 0,902 г/см3 или от 0,88 г/см3 до 0,900 г/см3 или от 0,88 г/см3 до 0,895 г/см3 или от 0,88 г/см3 до 0,89 г/см3.
В одном из вариантов осуществления пластомер присутствует в пленке в количестве, по меньшей мере, 3,5% или, по меньшей мере, 4% или, по меньшей мере, 4,5% или, по меньшей мере, 5% или, по меньшей мере, 5,5% или, по меньшей мере, 6% по общему весу пленки. В одном из вариантов осуществления пластомер присутствует в пленке в количестве от 3 до 20% или от 3,5 до 15% или от 4 до 12% или от 4,5 до 10% или от 5 до 8% или от 5,5 до 7% или от 5,5 до 6,5% по общему весу пленки.
Используемый термин "полимер на основе акрилата" относится к гомополимеру, сополимеру, включая, например, биполимер, тройной сополимер и т.д., который имеет акрилатный фрагмент, по меньшей мере, в одном из повторяющихся звеньев, образующих главную цепь полимера. Полимеры на основе акрилата обычно также известны как полиалкилакрилаты. Полимеры на основе акрилата могут быть получены любым способом, известным специалистам в данной области техники. Полимеры на основе акрилата включают сополимер этилена/винилакрилата, сополимер этилена/метакрилата, сополимер этилена/бутилакрилата и т.п.
Используемый термин "полимер на основе стирола" относится, по меньшей мере, к одному полимеру, выбранному из группы, состоящей из стирол-этилен-бутилен-стирольного сополимера, стирол-бутадиен-стирольного сополимера, стирол-изопрен-стирольного сополимера, стирол-этилен-бутадиен-стирольного сополимера и стирол-(этилен-пропилен)-стирольного сополимера. Используемый знак "черточка" (т.е. "-") в формуле полимера на основе стирола включает как блок-сополимеры, так и статистические сополимеры. Более конкретно, термин "полимер на основе стирола" включает сополимеры, у которых (i) все названные мономеры присутствуют в виде блока, (ii) любая подгруппа названных мономеров присутствует в виде блока, а остальные мономеры расположены беспорядочно, или (iii) все названные мономеры расположены случайным образом.
Используемый термин "ориентированный" относится к полимерсодержащему материалу, который вытянут и/или растянут при повышенной температуре (повышенной не до температуры его плавления, а до температуры его размягчения, при которой материал остается в твердой фазе во время ориентации), а затем подвергнут "отверждению" в растянутом состоянии путем охлаждения материала преимущественно с сохранением размеров в растянутом состоянии. После последующего нагревания неотожженного, ориентированного полимерсодержащего материала в состоянии без ограничения усадки до температуры его ориентации происходит его термоусадка почти до исходных размеров в нерастянутом состоянии, т.е. в состоянии до ориентации. Более конкретно, используемый термин "ориентированный" относится к ориентированным пленкам, которые могут быть ориентированы одним или несколькими из разнообразных способов.
Используемый термин "степень ориентации" относится к произведению степеней расширения материала из пластмассовой пленки в нескольких направлениях, обычно в двух направлениях, перпендикулярных друг другу. Расширение в направлении обработки называется "вытяжкой", а расширение в поперечном направлении называется "растяжением". Растяжение пленок, экструдированных через кольцевую матрицу, обычно осуществляется путем "раздува" пленки с целью получения пузыря. Вытяжка таких пленок обычно осуществляется путем пропускания пленки через два комплекта приводных прижимных валиков, из которых комплект ниже по потоку имеет более высокую окружную скорость, чем комплект выше по потоку, а получаемая степень вытяжки равна окружной скорости комплекта прижимных ниже по потоку, деленной на окружную скорость комплекта прижимных роликов выше по потоку. Степень ориентации также называют соотношением ориентации, или иногда "степенью деформации".
Пленкой является термоусадочная пленка. Пленка может быть изготовлена путем только одноосной ориентации или двухосной ориентации. Используемые термины "термоусадочная", "способная к термоусадке" и т.п. относятся к тенденции пленки, обычно ориентированной пленки подвергаться свободной усадке под действием тепла, т.е. сжиматься при нагревании, в результате чего размер (т.е. площадь поверхности) пленки уменьшается в состоянии без ограничения усадки. Натяжение термоусадочной пленки аналогичным образом увеличивается под действием тепла, если пленка находится в состоянии, в котором ее усадка ограничена.
Способность к термоусадке может достигаться путем твердофазной ориентации (т.е. при температуре ниже температуры стеклования полимера). При двухосной ориентации общим коэффициентом ориентации (т.е. растяжением в поперечном направлении, умноженным на вытяжку в направлении обработки) может являться любой желаемый коэффициент, такой как 2Х в направлении обработки и 2Х в поперечном направлении, т.е. 2×2 (с общим коэффициентом ориентации 4Х) или 3×3 (с общим коэффициентом ориентации 9Х) или 3,2×3,5 (с общим коэффициентом ориентации 11,2Х) и т.д. Общий коэффициент ориентации может составлять, по меньшей мере 3Х, по меньшей мере 4Х, по меньшей мере 5Х, по меньшей мере 6Х, по меньшей мере 7Х, по меньшей мере 8Х, по меньшей мере 8Х, по меньшей мере, 9Х, по меньшей мере, 10Х, по меньшей мере, 16Х или от 8Х до 18Х, от 10Х до 16Х, от 11X до 15Х или от 12Х до 14Х.
Используемый термин "свободная усадка" относится к процентному изменению размера образца пленки 10 см × 10 см, подвергнутого действию выбранного тепла (т.е. определенной температуры) согласно стандарту ASTM D2732 (1990 Annual Book of ASTM Standards, том 08.02, стр. 368-371), который во всей полноте в порядке ссылки включен в настоящую заявку. Испытание на свободную усадку проводится путем погружения образца пленки на 5 секунд в водяную баню, нагретую до 85°С. Используемый термин "@STP" относится к испытанию, осуществляемому при типовых условиях, т.е. давлении 1 атмосфера, температуре 23°С и относительной влажности 0%. "Общая свободная усадка" определяется путем суммирования процента свободной усадки в направлении обработки и процента свободной усадки в поперечном направлении. Например, пленка, которая имеет свободную усадку 55% в поперечном направлении при 85°С и свободную усадку 45% в направлении обработки при 85°С имеет "общую свободную усадку" 100% при 85°С.
Термин "термоусадочная" используется применительно ко всем пленкам, которые демонстрируют имеют свободную усадку (т.е. L+T), по меньшей мере, 10% при 85°С, измеренную согласно стандарту ASTM D2732 путем погружения образца пленки на 5 секунд в водяную баню, нагретую до 85°С. Все пленки с общей свободной усадкой менее 10% при 85°С считаются не способными к термоусадке. Термоусадочная многослойная пленка может иметь общую свободную усадку при 85°С, по меньшей мере, 90% или, по меньшей мере, 95% или, по меньшей мере, 100% или, по меньшей мере, 105% или, по меньшей мере, 110% или от 90% до 150% или от 95% до 130% или от 95% до 120%, измеренную согласно стандарту ASTM D2732.
Термин "экструзия" используется применительно к процессу получения сплошных форм путем продавливания расплавленного пластического материала через матрицу с последующим охлаждением или химическим отверждением. Непосредственно перед экструзией через матрицу подают относительно высоковязкий полимерный материал во вращающийся шнек с переменным шагом, т.е. экструдер, который продавливает полимерный материал через матрицу.
Используемый термин "соэкструзия" относится к процессу экструзии двух или более материалов через одну матрицу с использованием двух или более отверстий, расположенных таким образом, что экструдаты объединяются в слоистую структуру до охлаждения, т.е. закалки. Соэкструзия может применяться при экструзии пленки раздувом, свободной экструзии пленки и нанесении покрытия методом экструзии.
Пленка содержит сшитую полимерную сетку. В одном из вариантов осуществления пленка подвергается облучению с целью формирования поперечных связей, т.е. сшитой полимерной сетки. Пленка может подвергаться обработке коронным разрядом с целью придания шероховатости любым поверхностям пленки, которые должны сцепляться друг с другом. Облучение вызывает сшивание полимера, в частности полиолефина в пленке. Пленка может подвергаться облучению высокой энергией, такой как энергия коронного разряда, плазмы, сгорания, ультрафиолетового излучения, рентгеновского излучения, гамма-излучения, бета-излучения и облучения электронами высокой энергии, что в каждом случае вызывает образование поперечных связей между молекулами облученного материала. Облучение полимерных пленок описано в патенте US 4064296 на имя BORNSTEIN и др., который во всей полноте в порядке ссылки включен в настоящую заявку. В патенте BORNSTEIN и др. описано применение ионизирующего излучения для сшивания полимера, присутствующего в пленке.
Для обеспечения сшивания используется применимая доза излучения электронов высокой энергии, предпочтительно с использованием ускорителя электронов, при этом величина дозы определяется стандартными методами дозиметрии. Могут использоваться другие ускорители, такие как генератор Ван Де Граафа или резонансный трансформатор. Излучение не ограничено электронами, испускаемыми ускорителем, поскольку может применяться любое ионизирующее излучение. Для сшивания полимеров в пленке может применяться ионизирующее излучение.
Дозы облучения указаны в настоящей заявке в единицах, известных как рад, при этом доза один миллион рад также известна как мегарад или в единицах, известных как килогрей (кГр), при этом 10 килогрей соответствует 1 мегарад. Сшитая полимерная сетка может быть формироваться путем облучения первой части пленки дозой от 16 до 166 кГр или от 30 до 120 кГр или от 30 до 90 кГр или от 50 до 80 кГр или от 55 до 75 кГр. Облучение можно осуществляться с использованием ускорителя электронов, при этом величина дозы определяется стандартными методами дозиметрии. Могут использоваться другие ускорители, такие как генератор Ван Де Граафа или резонансный трансформатор. Излучение не ограничено электронами, испускаемыми ускорителем, поскольку может применяться любое ионизирующее излучение.
Термоусадочная многослойная пленка может изготавливаться путем нанесения покрытия методом экструзии. Это позволяет сшивать путем облучения кольцевой экструдат 214 (смотри фиг. 18), называемый первой частью пленки, и "подложку" до нанесения на подложку одного или нескольких дополнительных слоев (т.е. "покрытия") методом экструзии. В результате облучения образуется более прочная полимерная сетка за счет сшивания полимерных цепей. Нанесение покрытия методом экструзии позволяет обеспечивать подложку получаемого многослойного слоистого материала сшитой полимерной сеткой без облучения, например, слоя поливинилиденхлорида, нанесенного на подложку во время нанесения покрытия методом экструзии. Облучение ПВДХ может приводить к распаду ПВДХ. Нанесение покрытия методом экструзии и облучение описаны в патенте US 4278738 на имя Brax и др., который во всей полноте в порядке ссылки включен в настоящую заявку.
В одном из вариантов осуществления упаковочным изделием является плоский пакет с торцевым уплотнением, изготовленный из бесшовной рукавной пленки, имеющий открытый верх, первый и второй сложенные боковые края и торцевое уплотнение на дне пакета, в кромке пакета снаружи от торцевого уплотнения находятся первый и второй инициаторы разрыва в обоих случаях в направлении обработки пленки, каждый из которых способен распространяться вручную по длине пакета с торцевым уплотнением до его противоположного края.
В одном из вариантов осуществления упаковочным изделием является плоский пакет с боковыми уплотнениями, изготовленный из бесшовной рукавной пленки, имеющий открытый верх, сложенный нижний край и первое и второе боковые уплотнения с соответствующими первой и второй кромками снаружи от соответствующих первого и второго боковых уплотнений, в первой кромке снаружи от первого бокового уплотнения находятся первый и второй инициаторы разрыва в обоих случаях в направлении обработки пленки, каждый из которых способен распространяться вручную по всей ширине пакета с боковыми уплотнениями до его противоположного края.
В одном из вариантов осуществления изобретения упаковочным изделие является плоский пакет с боковыми уплотнениями, изготовленный из бесшовной рукавной пленки, имеющий открытый верх, сложенный нижний край, первое боковое уплотнение с первой кромкой снаружи от него, второе боковое уплотнение со второй кромкой снаружи от него и третье уплотнение, которое проходит от первого бокового уплотнения до второго бокового уплотнения, находится на противоположном открытому верху конце пакета и имеет третью кромку снаружи от него, на которой находится согнутый нижний край, и которая содержит первый и второй инициаторы разрыва в обоих случаях в поперечном направлении, каждый из которых способен вручную распространяться по длине пакета с боковыми уплотнениями до его противоположного края.
В одном из вариантов осуществления упаковочным изделием является плоский мешок, изготовленный путем термосваривания друг с другом двух плоских пленок, имеющий открытую верхнюю часть, первое боковое уплотнение с первой кромкой снаружи от него, второе боковое уплотнение со второй кромкой снаружи от него, нижнее уплотнение с третьей кромкой снаружи от него, которое проходит от первого бокового уплотнения до второго бокового уплотнения и находится на противоположном открытому верху конце мешка, при этом, по меньшей мере, одна из кромок имеет первый и второй инициаторы разрыва каждой из двух плоских пленок в направлении обработки.
В отличие от этого, термосварное уплотнение 280 на упакованном изделии, показанном на фиг. 19, называется в описании "упаковочным уплотнением" или "накладным уплотнение" или "заказным уплотнением". Пленка снаружи от заводского термосварного уплотнения называется "кромкой", а пленка снаружи от заказного уплотнения называется "хвостовой частью" или "головной частью" упаковочного изделия. В упакованном продукте, показанном на фиг. 19-22, уплотнением 272 является заводское уплотнение, а уплотнением 280 является накладное уплотнение, которое используется для укупоривания упаковочного изделия после помещения продукта внутрь упаковочного изделия. Если инициатор 53 разрыва на фиг. 9 находится в кромке, термосварным уплотнением 51 является заводское уплотнение, а термосварным уплотнением 55 является заказное уплотнение. Хотя инициатор разрыва может находиться в кромке, он также может находиться в головной части пакета. Если инициатор 53 разрыва находится в головной части, термосварным уплотнением 51 является заказное уплотнение, а термосварным уплотнением 55 является заводское уплотнение. Обычно головная часть является большей (т.е. более длинной), чем кромка.
Термин "пакет" также включает ту часть упаковки, которая сформирована из пакета. Иначе говоря, после помещения продукта внутрь пакета его герметично закрывают таким образом, чтобы он окружал продукт. Избыток длины пакета (т.е. хвостовая или головная часть пакета) может необязательно обрезаться по линии вблизи уплотнения, сформированного поперек пакета с целью укупорить продукт внутри пакета, после чего пленка может подвергаться усадке вокруг продукта. Оставшаяся часть пакета, окружающая продукт, также обозначается термином "пакет". Выражение "противоположный край упаковочного изделия" относится к краю пакета, который находится непосредственно напротив края упаковочного изделия, имеющего инициатор разрыва. Например, верхний край пакета находится напротив нижнего края пакета;
первый боковой край пакета находится напротив второго бокового края пакета. Термин "сторона пакета" используется применительно к каждой из первой и второй сторон плоского пакета, а также каждой из двух основных плоских сторон пакета с боковыми фальцами.
Используемый термин "кромка" относится к той части упаковочного изделия, которая находится снаружи от термосварного уплотнения, например, к избытку длины или ширины на не содержащей продукт стороне любого заводского термосварного уплотнения на упаковочном изделии. Кромка пакета с торцевым уплотнением является короткой в направлении обработки и длинной в поперечном направлении. В пакете с боковым уплотнением кромка мешка является длинной в направлении обработки и короткая в поперечном направлении. В любом случае "ширина" кромки пакета является ее наименьшим размером, а "длина" кромки является ее наибольшим размером. Кромка пакета (или любая кромка любого упаковочного изделия) может иметь ширину, до усадки пленки, по меньшей мере, 5 мм или, по меньшей мере, 10 мм или, по меньшей мере, 15 мм или, по меньшей мере, 20 мм или, по меньшей мере, 25 мм или, по меньшей мере, 30 мм. В качестве альтернативы, кромка может иметь ширину от 5 до 100 мм или от 10 до 50 мм или от 15 до 40 мм или от 20 до 35 мм.
Инициатором разрыва может являться разрез в кромке или головной части упаковочного изделия. Используемый термин "разрез" относится к проникновению в пленку или рассечение пленки с помощью режущего средства или заостренного инструмента. Разрез предпочтительно выполняется сквозь обе стороны упаковочного изделия. Термин "разрез" включает как прорези, так и выемки. Используемый термин "прорезь" относится к разрезу пленки без отделения и извлечения куска пленки из упаковочного изделия. Прорезь может проходить от края упаковочного изделия (т.е. являться "краевой прорезью") или являться внутренней прорезью, т.е. не достигающей края (т.е. "внутренней прорезью", также называемой "щелевой прорезью"). Прорезь может являться прямолинейной или изогнутой или волнистой.
Используемый термин "отверстие" включает как сквозной прокол (т.е. отверстие), так и сквозной разрез (т.е. прорезь) упаковочного изделия, а также сквозной разрез с извлечением куска пленки из изделия. В отверстии может использоваться прямой разрез или изогнутый разрез. Отверстие может иметь круглую или квадратную или прямоугольную или неправильную форму.
"Выемка" образована вырезом с извлечением куска пленки вдоль иначе прямого или плавно изогнутого края кромки или хвостовой части изделия, в результате чего создается точка концентрации напряжений во время последующего ручного приложения усилия отрыва. Выемка может иметь V-образную или круглую или квадратную или прямоугольную или овальную форму или любой правильный или неправильный профиль.
Протяженность прорези или выемки или отверстия в кромке или хвостовой части может составлять, по меньшей мере, 10 процентов ширины кромки до усадки пакета; или, по меньшей мере, 20 процентов или, по меньшей мере, 30 процентов или, по меньшей мере, 40 процентов или, по меньшей мере, 50 процентов или, по меньшей мере, 60 процентов или, по меньшей мере, 70 процентов или, по меньшей мере, 80 процентов или, по меньшей мере, 90 процентов ширины кромки или хвостовой части. Прорезь или выемка или отверстие могут проходить под углом внутрь в сторону центра упаковочного изделия.
В пакетах с торцевым уплотнением и с боковыми уплотнениями, а также в других упаковочных изделиях часть кромки находится на первой плоской стороне изделия (например, пакета), а часть той же кромки находится на второй плоской стороне изделия (например, пакета). Первая плоская сторона кромки может иметь первый инициатор разрыва, а вторая плоская сторона кромки может иметь второй инициатор разрыва.
Первый инициатор разрыва может перекрывать второй инициатор разрыва, когда пакет с торцевым уплотнением или с боковыми уплотнениями (или любое другое упаковочное изделие) находится в плоской конфигурации, а также в давшем усадку пакете. Наложение облегчает одновременное инициирование и распространение разрывов на первой и второй сторонах упаковочного изделия. Кроме того, первый инициатор разрыва может совпадать со вторым инициатором разрыва (т.е. находиться непосредственно над ним и соответствовать ему по длине и форме), когда упаковочное изделие находится в плоской конфигурации.
Упаковочное изделие может быть снабжено первым инициатором разрыва, который перекрывает второй инициатор разрыва или совпадает с ним, и третьим инициатором разрыва, который перекрывает четвертый инициатор разрыва или совпадает с ним. Первый и второй инициаторы разрыва могут находиться в кромке или в головной части изделия с целью обеспечения разрыва вручную в направлении обработки, а третий и четвертый инициаторы разрыва служат для создания разрыва вручную в поперечном направлении. Третий и четвертый инициаторы разрыва могут находиться в кромке или в головной части.
Используемый глагол "разрыв" относится разрыву объекта под действием силы. Существительное "разрыв" относится к полученному разрушению разрываемого объекта. Разрыв пленки происходит в результате растяжения пленки в достаточной степени для ее разрыва под действием силы. Инициатор разрыва сосредотачивает усилие растяжения, что позволяет прилагать меньшее усилие растяжения пленки с целью ее разрыва. Ударопрочные термоусадочные пленки не поддаются разрыву вручную без присутствия инициатора разрыва. В термоусадочном упаковочном изделии ударопрочная многослойная пленка подвергается разрыву от инициатора разрыва в направлении противоположного края упаковочного изделия.
Используемый термин "инициатор разрыва" относится к любому одному или нескольким из разнообразных средств, которые находиться в кромке или головной части упаковочного изделия. Инициатор разрыва позволяет сосредотачивать усилие разрыва вручную в определенной точке или на небольшом участке пленки(-ок) и обеспечивать инициирование и распространение разрыва вручную. Инициатором разрыва может служить прорезь в кромке пакета, как показано на фиг. 6А. В качестве альтернативы, инициатором разрыва может являться V-образная выемка в кромке пакета или закругленная выемка в кромке пакета или прямоугольная выемка в кромке пакета или щелевое отверстие в кромке пакета или круглое отверстие в кромке пакета или коническое овальное отверстие в кромке пакета или прямоугольное отверстие в кромке пакета.
Используемые термины "перекрывающиеся" и "совпадающие" относятся к относительному положению парных инициаторов разрыва при нахождении изделия в плоской конфигурации и/или после помещения продукта в изделие и его плотного укупоривания окружающим его изделием. Термин "совпадающие" относится к двум парным инициаторам разрыва, которые находятся непосредственно поверх друг друга. Термин "перекрывающиеся" относится к двум парным инициаторам разрыва, которые расположены достаточно близко друг к другу, чтобы усилие ручного разрыва одной стороны упаковочного изделия, начиная от одной из выемок для разрыва, приводило к разрыву обеих сторон изделия, т.е. начиная от каждого из парных инициаторов разрыва. Выражение "преимущественно совпадающие" используется взаимозаменяемо с термином "перекрывающиеся". "Перекрывающимися" считаются обычно инициаторы разрыва, совпадающие друг с другом в пределах половины дюйма.
Используемые термины "ручной" и "вручную" в обоих случаях относятся к разрыву только руками, т.е. без использования ножа, ножниц или любого другого средства, способствующего инициированию или распространению разрыва пленки. Термин "ручной" используется в отношении инициирования разрыва, т.е. ручного начала разрыва, а также в отношении распространения разрыва, т.е. ручного продолжения (т.е. продления) разрыва, который был инициирован вручную.
Помимо инициатора разрыва упаковочное изделие может быть снабжено "вспомогательным средством захвата", также называемым "усилителем захвата". Вспомогательное средство захвата может облегчать разрыв пленки. Вспомогательное средство захвата может находиться на одной плоской стороне упаковочного изделия или на обеих плоских сторонах упаковочного изделия. Вспомогательным средством захвата может являться отверстие в кромке (и/или в головной части), цельное продолжение кромки или головной части или отдельный язычок, прикрепленный к кромке или головной части. Отдельный язычок может изготавливаться из термопластичного полимера, бумаги или другого материала и может являться термоусадочным или не способным к термоусадке. Упаковочное изделие может быть снабжено сочетанием инициатора разрыва и вспомогательного средства захвата. Например, в кромке может иметься прорезь в качестве инициатора разрыва и отверстие в качестве вспомогательного средства захвата, как показано на фиг. 6I. В кромке может иметься прорезь в качестве инициатора разрыва и два отверстия, служащих вспомогательными средствами захвата, как показано на фиг. 6J. В качестве альтернативы, вспомогательным средством захвата может являться язычок, как показано на фиг. 6К, на которой дополнительно проиллюстрирован язычок, используемый в сочетании с прорезью.
Что касается разрыва пленки, из которой изготовлено упаковочное изделие, используемое словосочетание фраза "разрыв способен распространяться…" относится к тому, каким образом разрыв имеет тенденцию распространяться, когда пакет обычным способом открывают вручную, т.е. когда упаковочное изделие может "захватываться и вскрываться" или "захватываться и разрываться" обычным способом. Упаковочное изделие демонстрирует преимущественно линейный разрыв. Обычно линейный разрыв преимущественно соответствует направлению обработки или преимущественно соответствует поперечному направлению. Разрыв осуществляют после усадки термоусадочной пленки.
Если разрыв происходит в направлении обработки пленки, он может проходить под углом от 0 до 44 градусов к фактическому направлению обработки пленки, т.е. при условии, что разрыв может распространяться в направлении противоположного бокового края пакета и до него; или разрыв может проходить под углом от 0 до 20 градусов или от 0 до 15 градусов или от 1 до 20 градусов или от 0 до 10 градусов или от 0 до 5 градусов или от 0 до 2 градусов к направлению обработки пленки. Это же касается разрыва в поперечном направлении, т.е. разрыв может проходить под углом от 0 до 44 градусов к фактическому направлению обработки пленки; или разрыв может проходить под углом от 0 до 20 градусов или от 1 до 20 градусов или от 0 до 10 градусов или от 0 до 5 градусов или от 0 до 2 градусов к поперечному направлению пленки.
Используемое словосочетание "послеусадочный полноразмерный разрыв вручную в направлении обработки" применяется к разрыву вручную от инициаторов разрыва в присутствии или без присутствия вспомогательных средств захвата.
Используемое словосочетание "легко извлекаемый" относится к извлечению продукта из упаковочного изделия, окружающего или преимущественно окружающего продукт. Используемое словосочетание "легко извлекаемый" относится к извлечению вручную продукта из пределов упаковочного изделия без дополнительного существенного разрыва и без существенной дополнительной остаточной деформации пленки. Используемое словосочетание "существенный разрыв пленки" относится к разрыву, составляющему 2 мм или более в длину. Используемое словосочетание "существенная остаточная деформация пленки" относится к остаточному растяжению пленки, составляющему 2 мм или более в любом месте на пленке.
После термосваривания многослойной пленки с самой собой или другим элементом изготавливаемой упаковки (т.е. преобразования в упаковочное изделие, например, пакет, мешок или оболочку) один наружный слой пленки является внутренним слоем упаковочного изделия, а другой наружный слой становится наружным слоем упаковочного изделия. Внутренний слой может именоваться "внутренним термосварным/контактирующим с продуктом слоем", поскольку он является слоем пленки, который герметично соединен с самим собой или другим изделием, и является ближайшим к продукту слоем пленки относительно других слоев пленки. Другой наружный слой может именоваться "внешним слоем" и/или "внешним слоем, устойчивым к неправильному обращению" или "внешним поверхностным слоем", поскольку он является наиболее удаленным от продукта слоем пленки относительно других слоев многослойной пленки. Аналогичным образом, "внешняя поверхность" упаковочного изделия (то есть пакета) является поверхностью, обращенной в сторону от продукта, упаковываемого в изделие.
Хотя многослойная термоусадочная пленка может герметично соединяться сама с собой, образуя упаковочное изделие, с изделием (в частности, пакетом) необязательно может быть сцеплена термоусадочная накладная пленка. Накладная пленка может являться термоусадочной и может иметь общую свободную усадку при 85°С, по меньшей мере, 35%, измеренную согласно стандарту ASTM D-2732. Пленка пакета и накладная пленка могут иметь общую свободную усадку при 85°С в пределах 50% друг друга или в пределах 20% друг друга или в пределах 10% друг друга или в пределах 5% друг друга или в пределах 2% друг друга. Накладка необязательно может покрывать термосварное уплотнение. Если накладка покрывает термосварное уплотнение, термосварное уплотнение необязательно может выполняться через накладку. Если разрыв должен проходить через пакет и накладку, накладка должна покрывать термосварное уплотнение, а инициатор разрыва должен проходить как через пленку пакета, так и через пленку накладки. Пакет может иметь изогнутое уплотнение, а накладка может проходить внутрь и через область изогнутого уплотнения над криволинейным уплотнением и за него. Если нижний край пакета изогнут, нижний край накладки также может быть изогнут. Пакет с накладкой может иметь любую желаемую конфигурацию, описанную в любом из патентов US 4755403, 5540646, 5545419, 6296886, 6338537, 6663905 и 6790468, каждый из которых во всей полноте в порядке ссылки включен в настоящую заявку.
Пакеты с торцевым уплотнением и изогнутыми термосварными уплотнениями и пакеты с накладкой с торцевым уплотнением и изогнутыми термосварными уплотнениями могут быть рассчитаны на обеспечение инициирования разрыва вручную и направленного распространения разрыва вручную. Хотя торцевое уплотнение может являться изогнутым, нижний край пакета может являться прямым поперек рукава или также может являться изогнутым. Изогнутое нижнее термосварное уплотнение и прямой нижний край поперек мешка оставляют больше места в нижних углах кромки пакета для использования инициаторов разрыва, а также для вспомогательных средств захвата. Пакеты с накладкой с изогнутыми торцевыми уплотнениями описаны в патенте US 6270819 на имя Wiese, который во всей полноте в порядке ссылки включен в настоящую заявку.
В одном из вариантов осуществления изобретения термоусадочная пленка имеет требуемую для разрушения энергию, по меньшей мере, 0,70 Дж/мил или, по меньшей мере, 0,70 Дж/мил или, по меньшей мере, 0,75 Дж/мил или, по меньшей мере, 0,80 Дж/мил или, по меньшей мере, 0,85 Дж/мил или, по меньшей мере, 0,80 Дж/мил или, по меньшей мере, 0,85 Дж/мил или от 0,70 до 1,5 Дж/мил или от 0,72 до 1,0 Дж/мил или от 0,75 до 0,90 Дж/мил или от 0,77 до 0,88 Дж/мил или от 0,80 до 0,85 Дж/мил, измеренную инструментальным методом согласно стандарту ASTM D3763. Испытание на требуемую для разрушения энергию проводилось инструментальным методом согласно стандарту ASTM D3763 (более конкретно, ASTM D3763-15), который во всей полноте в порядке ссылки включен в настоящую заявку. Испытание инструментальным методом на требуемую для разрушения энергию проводилось со скоростью 3,66 м/сек с помощью сферического зонда диаметром 12,7 мм.
В одном из вариантов осуществления термоусадочная пленка имеет сопротивление максимальной ударной нагрузке, по меньшей мере, 66 ньютонов/мил (ньютонов/мил) или, по меньшей мере, 70 ньютонов/мил или, по меньшей мере, 75 ньютонов/мил или, по меньшей мере, 80 ньютонов/мил или, по меньшей мере, 85 ньютонов/мил или от 65 до 150 ньютонов/мил или от 65 до 130 ньютонов/мил или от 65 до 115 ньютонов/мил или от 70 до 105 ньютонов/мил или от 75 до 95 ньютонов/мил или от 77 до 90 ньютонов/мил или от 80 до 85 ньютонов/мил, также измеренное инструментальным методом согласно стандарту ASTM D3763, как описано выше.
В одном из вариантов осуществления термоусадочная пленка, из которой изготовлено упаковочное изделие, имеет требуемую для разрушения энергию от 0,70 до 1,5 Дж/мил, или от 0,72 до 1,0 Дж/мил или от 0,75 до 0,90 Дж/мил или от 0,77 до 0,88 Дж/мил или от 0,80 до 0,85 Дж/мил, измеренную инструментальным методом согласно стандарту ASTM D1822.
В одном из вариантов осуществления упаковочное изделие имеет сопротивление продавливанию, по меньшей мере, 8 фунтов на кв. дюйм/мил или, по меньшей мере, 9 фунтов на кв. дюйм/мил или, по меньшей мере, 10 фунтов на кв. дюйм/мил, измеренное согласно стандарту ASTM D3786. Стандарт ASTM D3763 (более конкретно, ASTM D3786-13) во всей полноте в порядке ссылки включен в настоящую заявку. Испытание на сопротивление продавливанию проводилось при скорости раздувания 5,08 фунтов/кв. дюйм в секунду с коэффициентом коррекции 0,58 фунтов/кв. дюйм.
Смеси несовместимых полимеров в одном или нескольких слоях пленки могут усиливать инициирование разрыва, распространение разрыва и свойства линейного разрыва пленки, включая способность разрываться вручную по всей длине или по всей ширине упаковки, изготовленной из упаковочного изделия, содержащего многослойную упаковочную пленку, которая была подвергнута усадке вокруг изделия, т.е. послеусадочный разрыв через уплотнение и до противоположного края упаковки. В случае упаковки, изготовленной из пакета с торцевым уплотнением, после герметизации продукта внутри упаковочного изделия и усадки упаковочного изделия вокруг продукта в кромке пакета может вручную инициироваться разрыв в направлении обработки, который может вручную распространяться через уплотнение и по длине пакета на расстояние вплоть до всей длины упаковки, т.е. до той части упаковки, которая соответствует ее противоположному краю после использования упаковочного изделия для изготовления упаковки. В случае упаковки, изготовленной из пакета с боковыми уплотнениями в кромке пакета может вручную инициироваться разрыв в направлении обработки, который может вручную распространяться через кромку и соответствующее термосварное уплотнение, после чего разрыв распространяется в направлении обработки по всей ширине упаковки, т.е. до той части упаковки, которая соответствует противоположному краю пакета с боковыми уплотнениями после использования пакета для изготовления упаковки.
Используемый термин "несовместимые полимеры" относится к двум полимерам (т.е. смеси, по меньшей мере, двух полимеров), которые не способны образовывать раствор или даже стабильную двухфазную смесь и имеют тенденцию к разделению после смешивания. При перемешивании несовместимые полимеры не способны смешиваться друг с другом, а разделяются на непрерывную фазу и прерывистую фазу, которая может являться высокодисперсной. Присутствие одного или нескольких слоев пленки, содержащих смесь несовместимых полимеров, может облегчать, усиливать или даже вызывать линейный разрыв многослойной термоусадочной пленки, используемой для изготовления способного к термоусадке пакета.
В одном из вариантов осуществления изобретения смесь несовместимых полимеров составляет, по меньшей мере, 5% или, по меньшей мере, 10% или, по меньшей мере, 15% или, по меньшей мере, 20% или, по меньшей мере, 25% или, по меньшей мере, 30% или, по меньшей мере, 35% или, по меньшей мере, 40% или, по меньшей мере, 45% или, по меньшей мере, 50% или, по меньшей мере, 55% или, по меньшей мере, 60% или, по меньшей мере, 65% или, по меньшей мере, 70% или, по меньшей мере, 75% по общему весу пленки.
В одном из вариантов осуществления смесь несовместимых полимеров составляет от 5 до 80% или от 10 до 75% или от 15 до 70% или от 20 до 65% или от 25 до 60% или от 30 до 60% или от 35 до 55% или от 40 до 50% по общему весу пленки.
Смесь несовместимых полимеров представляет собой, по меньшей мере, одну смесь, выбранную из упомянутой выше группы (c)(i)-(c)(x) согласно первой особенности изобретения. В упомянутой выше (c)(i) смеси гомополимер этилена и/или сополимер этилена/альфа-олефина может присутствовать в количестве от 90 до 30 или 80-40 или от 70 до 50% по общему весу смеси. Сополимер этилена/ненасыщенного сложного эфира может присутствовать в количестве от 10 до 70 или от 15 до 60 или от 20 до 40% по общему весу смеси. Сополимер этилена/ненасыщенного сложного эфира может иметь содержание ненасыщенных сложных эфиров, по меньшей мере, 10% или, по меньшей мере, 12% или, по меньшей мере, 14% или, по меньшей мере, 16% или, по меньшей мере, 18% или, по меньшей мере, 20% или, по меньшей мере, 24% или, по меньшей мере, 28% по весу сополимера этилена/ненасыщенного сложного эфира; или от 12 до 35% или от 14 до 30% или 15 до 30% или от 15 до 25% по весу сополимера сополимер этилена/ненасыщенного сложного эфира. Если смесь несовместимых полимеров дополнительно содержит пластомер (которым является сополимер этилена/альфа-олефина), пластомер может присутствовать в смеси в количестве, по меньшей мере, 2% или, по меньшей мере, 10% или, по меньшей мере, 15% или от 2 до 40% или от 5 до 30% по весу или от 10 до 20% по общему весу смеси.
В упомянутой выше смеси (c)(iv) сополимер этилена/ненасыщенного сложного эфира может присутствовать в количестве от 10 до 75% или от 20 до 50% или от 25 до 40% или от 25 до 35% по общему весу сополимера этилена/ненасыщенного сложного эфира и сополимера пропилена и/или пропилена/этилена и/или полибутилена и/или модифицированного сополимера этилена/альфа-олефина и/или гомополимера стирола и/или сополимера стирола/бутадиена. Сополимер пропилена и/или пропилена/этилена и/или полибутилена и/или модифицированный сополимер этилена/альфа-олефина и/или гомополимер стирола и/или сополимер стирола/бутадиена может присутствовать в смеси в количестве от 90 до 15% или от 80 до 50% или от 75 до 60% или от 75 до 65% по общему весу сополимера этилена/ненасыщенного сложного эфира и сополимера пропилена и/или пропилена/этилена и/или полибутилена и/или модифицированного сополимера этилена/альфа-олефина и/или гомополимера стирола и/или сополимера стирола/бутадиена. Если смесь (c)(iv) несовместимых полимеров дополнительно содержит пластомер, пластомер может присутствовать в смеси в количестве, по меньшей мере, 2% или, по меньшей мере, 10% или, по меньшей мере, 15% или от 2 до 40% или от 5 до 30% или от 10 до 20% по общему весу смеси.
В упомянутой выше смеси (c)(vi) сополимер этилена/альфа-олефина может присутствовать в количестве от 90 до 15% или от 80 до 50% или от 75 до 60% или от 25 до 65% по общему весу сополимера этилена/альфа-олефина, полипропилена и/или полибутилена и/или этилена/норборнена. Полипропилен и/или полибутилен и/или этилен/норборнен могут присутствовать в смеси в количестве от 10 до 85% или от 20 до 50% или от 25 до 40% или от 25 до 35% по общему весу сополимера этилена/альфа-олефина, полипропилена и/или полибутилена и/или этилена/норборнена. Если смесь (c)(vi) несовместимых полимеров дополнительно содержит пластомер (которым является сополимер этилена/альфа-олефина), пластомер может присутствовать в смеси в количестве, по меньшей мере, 2% или, по меньшей мере, 10% или, по меньшей мере, 15% или от 2 до 40% или от 5 до 30% или от 10 до 20% по общему весу смеси.
В упомянутой выше смеси (c)(vii) гомогенный гомополимер пропилена и/или гомогенный сополимер пропилена может присутствовать в количестве от 90 до 25% или от 85 до 50% или от 80 до 60% или от 75 до 65% по общему весу гомогенного гомополимера пропилена и/или гомогенного сополимера пропилена, гомогенного сополимера этилена/альфа-олефина и/или сополимера этилена/ненасыщенного сложного эфира. Гомогенный сополимер этилена/альфа-олефина и/или сополимер этилена/ненасыщенного сложного эфира может присустствовать в смеси в количестве от 10 до 75% или от 15 до 50% или от 20 до 40% или от 25 до 35% по общему весу гомогенного гомополимера пропилена и/или гомогенного сополимера пропилена, гомогенного сополимера этилена/альфа-олефина и/или сополимера этилена/ненасыщенного сложного эфира. Если смесь (c)(vii) несовместимых полимеров дополнительно содержит пластомер (которым является сополимер этилена/альфа-олефина), пластомер может присутствовать в смеси в количестве, по меньшей мере, 2% или, по меньшей мере, 10% или, по меньшей мере, 15% или от 2 до 40% или от 5 до 30% или от 10 до 20% по общему весу смеси.
В одном из вариантов осуществления пленка содержит несовместимую смесь сополимера этилена/альфа-олефина и сополимера зтилена/винилацетата с содержанием винилацетата от 10 до 50% по весу сополимера, при этом смесь содержит сополимер этилена/альфа-олефина в количестве от 80 до 35% по весу смеси и сополимер этилена/винилацетата в количестве от 20 до 65% по весу смеси, многослойная пленка содержит смесь в количестве от 20 до 95% по весу многослойной пленки, двухосно ориентирована в твердом состоянии и имеет общую свободную усадку от 15 до 120% при 85°С, измеренную согласно стандарту ASTM D2732.
В другом варианте осуществления пленка может содержать несовместимую смесь сополимера этилена/альфа-олефина и сополимера этилена/винилацетата с содержанием винилацетата от 10 до 30% по весу сополимера, при этом смесь содержит сополимер этилена/альфа-олефина в количестве от 75 до 45% по весу смеси и сополимер этилена/винилацетата в количестве от 25 до 55% по весу смеси, многослойная пленка содержит смесь в количестве от 30 до 70% по весу многослойной пленки, двухосно ориентирована в твердом состоянии и имеет общую свободную усадку от 20 до 105% при 85°С, измеренную согласно стандарту ASTM D2732.
В другом варианте осуществления пленка может содержать несовместимую смесь сополимера этилена/альфа-олефина и сополимера этилена/винилацетата с содержанием винил ацетата от 12 до 30% по весу, при этом смесь содержит сополимер этилена/альфа-олефина в количестве от 70 до 50% по весу смеси и сополимер этилена/винилацетата в количестве от 30 до 50% по весу смеси, многослойная пленка содержит смесь в количестве от 30 до 70% по весу многослойной пленки, двухосно ориентирована в твердом состоянии и имеет общую свободную усадку от 40 до 100% при 85°С, измеренную согласно стандарту ASTM D2732. Усадку проводят путем погружения на 5 секунд в горячую воду, такую как вода, нагретая до 85°С.
Если любая одна или несколько из несовместимых смесей содержит сополимер этилена/альфа-олефина, сополимер этилена/альфа-олефина может содержать, по меньшей мере, один компонент, выбранный из группы, состоящей из (i) сополимера этилена/гексена, имеющего плотность от около 0,90 г/см3 до около 0,925 г/см3, и (ii) сополимера этилена/октена, имеющего плотность от около 0,90 г/см3 до около 0,925 г/см3.
Другие смеси несовместимых полимеров, которые могут использоваться, включают: (i) смесь из 50% по весу сополимера циклического олефина и 50% по весу гомополимера пропилена; (ii) смесь 70% по весу полистирола и 30% по весу сополимера этилена/винилацетата с содержанием винилацетата от 9 до 15% по весу; (iii) смесь 70% по весу полиэтилена очень низкой плотности и 30% по весу сополимера циклического олефина; (iv) смесь 70% по весу сополимера этилена/пропилена и 30% по весу гомогенного сополимера этилена/альфа-олефина; (v) смесь 70% по весу сополимера этилена/пропилена и 30% по весу сополимера этилена/винилацетата с содержанием винилацетата 9% или 15% по весу; (vi) смесь 70% по весу сополимера этилена/пропилена и 30% по весу сополимера этилена/метилакрилата; (vii) смесь 70% по весу полистирола и 30% по весу аморфного нейлона; (viii) смесь 70% по весу иономерной смолы и 30% по весу сополимера этилена/винилацетата с содержанием винилацетата 4%; (ix) смесь 70% по весу полиамида и 30% по весу полиэтилена низкой плотности; (х) смесь 65% по весу аморфного полиамида и 35% стирол-бутадиен-стирольного блок-сополимера.
Свойства инициирования разрыва, распространения разрыва и линейного разрыва многослойной термоусадочной пленки также могут улучшаться за счет включения в один или несколько слоев пленки наполнителя, такого как неорганический наполнитель. Линейные характеристики разрыва также могут улучшаться полимерными системами с высокой концентрацией наполнителя. В зависимости от размера частиц и дисперсии наполнитель в концентрации всего 5% (по общему весу слоя) в сополимере этилена/альфа-олефина, полипропилене, сополимере пропилена/этилена, полибутилене, сополимере стирола/бутадиена, иономерной смоле, сополимере этилена/винилацетата, сополимере этилене/бутилакрилате, сополимере этилена/метилакрилата, сополимере этилена/акриловой кислоты, сложном полиэфире, полиамиде и т.д. может способствовать линейным характеристикам разрыва. Более точно, может использоваться наполнитель в количестве от 5 до 95% или от 5 до 50% по весу или от 10 до 40% или от 20 до 35% по весу.
Применимые наполнители включают силикаты (в частности, силикат натрия, силикат калия и силикат алюминия, щелочной алюмосиликат), диоксид кремния (в частности, аморфный диоксид кремния), силоксан, кремнийорганическую смолу, сульфид цинка, волластонит, микросферы, стекловолокно, оксид металла (в частности, оксиды титана, цинка, сурьмы, магния, железа и алюминия), карбонат кальция, сульфат (в частности сульфат бария и сульфат кальция), тригидрат алюминия, полевой шпат, перлит, гипс, железо, фторполимер, сшитый полиметилметакрилат, тальк, диатомовую землю, цеолиты, слюду, каолин, углеродную сажу и графит.
Концентрация наполнителя, требуемая для достижения малого усилия инициирования разрыва, зависит от геометрии частиц, размера частиц, соотношения размеров частиц и совместимости наполнителя и полимерной матрицы. Некоторые наполнители подвергают химической обработке с целью улучшения совместимости частиц и полимера, в котором они диспергированы.
Свойства инициирования разрыва, распространения разрыва и линейного разрыва многослойной термоусадочной пленки также могут улучшаться за счет создания включения в один или несколько слоев пленки полимера, который придает пленке относительно высокий модуль упругости, например, полимера, имеющего модуль упругости, по меньшей мере, 80000 фунтов/кв. дюйм. Такие полимеры могут содержать, по меньшей мере, один компонент, выбранный из группы, состоящей из полиэтилена высокой плотности, сверхвысокомолекулярного полиэтилена, полипропилена (в частности, гомополимера пропилена), сополимера стирола (в частности, стирол-бутадиенового блок-сополимера), сополимера этилена/норборнена, поликарбоната и сложного полиэфира. Многослойная термоусадочная пленка может иметь модуль упругости, по меньшей мере, 80000 фунтов/кв. дюйм. Модуль упругости может измеряться согласно одному или несколькими из следующих стандартов ASTM: D638, D882; D5026-95a; D4065-89, каждый из которых во всей полноте в порядке ссылки включен в настоящую заявку. Пленка может иметь модуль упругости, по меньшей мере, около и/или не более около любой из следующих величин: 100000; 130000; 150000; 200000; 250000; 300000; 350000; и 400000 фунтов/кв. дюйм, измеренный при температуре 73°F. Пленка может иметь любой из вышеуказанных модулей упругости, по меньшей мере, в одном направлении (например, в направлении обработки или в поперечном направлении) или в обоих направлениях (т.е. в направлении обработки (продольном направлении) и в поперечном направлении).
На фиг. 1А и фиг. 2 в целом схематично показан пакет 20 с торцевым уплотнением в плоском положении. Пакет 20 с торцевым уплотнением может изготавливаться из бесшовной рукавной пленки. На фиг. 2 показан вид в поперечном разрезе по линии 2-2 на фиг. 1А пакета 20 с торцевым уплотнением, проиллюстрированного на фиг. 1А. Как показано на фиг. 1а и фиг. 2, пакет 20 с торцевым уплотнением содержит термоусадочную рукавную пленку 22, верхний край 24, образующий открытый верх, сложенный первый боковой край 26, сложенный второй боковой край 28, нижний край 30 и торцевое уплотнение 32. Торцевое уплотнение 32 обычно называется "заводским уплотнением", поскольку оно выполняется на предприятии-изготовителе пакетов, а не там, где пакет используется для упаковывания продукта. Кроме того, пакет 20 с торцевым уплотнением имеет первую плоскую сторону 34, вторую плоскую сторону 36 и кромку 38. Кромка 38 выступает наружу от торцевого уплотнения 32 (т.е. "наружу" в том смысле, что кромка 38 находится дальше от центра пакета 20 с торцевым уплотнением и снаружи полости для размещения продукта внутри пакета 20 с торцевым уплотнением). Кромка 38 содержит участок первой плоской стороны 34 и участок второй плоской стороны 36. Кромка 38 дополнительно содержит первый инициатор 40 разрыва на первой плоской стороне 34 и второй инициатор 42 разрыва (показанный пунктирной линией, поскольку он находится под первой плоской стороной 34) на второй плоской стороне 36.
На фиг. 1В схематически показан альтернативный пакет 20' с торцевым уплотнением в плоском положении. Пакет 20' с торцевым уплотнением может изготавливаться из бесшовной рукавной пленки. Пакет 20' с торцевым уплотнением содержит термоусадочную рукавную пленку 22', верхний край 24', образующий открытый верх, сложенный первый боковой край 26', сложенный второй боковой край 28', нижний край 30' и изогнутое торцевое уплотнение 32'. Кроме того, пакет 20' с торцевым уплотнением имеет первую плоскую сторону 34', вторую плоскую сторону 36' и кромку 38'. Кромка 38' расположена снаружи от изогнутого торцевого уплотнения 32'. Кромка 38' содержит первый инициатор 40' разрыва на первой плоской стороне 34' и второй инициатор 42' разрыва (показанный пунктирной линией, поскольку он находится под первой плоской стороной 34') на второй плоской стороне 36'. Как первый инициатор 40' разрыва, так и второй инициатор 42' разрыва представляют собой прорези в пакете, которые не достигают изогнутого торцевого уплотнения 32' или нижнего края 30' пакета. Пакет 20' с торцевым уплотнением также имеет вспомогательное отверстие 44 для захвата на первой плоской стороне 34' и второе вспомогательное отверстие для захвата (не показанное) на второй плоской стороне 36'. Эти вспомогательные отверстия способствуют захвату пакета с целью инициирования разрыва вручную и распространения разрыва вручную.
Размер вспомогательных отверстий для захвата может выбираться таким образом, чтобы в них мог входить палец(-ьцы) пользователя с целью облегчения захвата пленки. Вспомогательные отверстия для захвата действуют совместно с инициаторами разрыва, обеспечивая надежный захват пакета вручную в месте, рассчитанном способствовать генерированию усилия разрыва по линии разрыва, исходящей от инициаторов разрыва.
Вспомогательное отверстие для захвата на первой плоской стороне упаковочного изделия может перекрывать вспомогательное отверстие для захвата на второй плоской стороне упаковочного изделия или совпадать с ним. Хотя вспомогательные отверстия для захвата могут иметь любую желаемую форму (например, круглую, прямоугольную, квадратную, треугольную, пятиугольную, шестиугольную и т.д.), отверстия предпочтительно являются круглыми, или любые "углы" у отверстий скруглены, чтобы уменьшить присутствие точек концентрации напряжений, которые могли бы вызывать инициирование разрыва от вспомогательного отверстия для захвата, поскольку цель состоит в том, чтобы разрыв инициировался от инициатора разрыва и достигал противоположного бокового края пакета.
В одном из вариантов осуществления вспомогательные отверстия для захвата могут выполняться путем прорезания обеих плоских сторон упаковочного изделия с целью удаления куска пленки и формирования отверстий. Однако этот процесс является более сложным для осуществления, при этом образуются небольшие рыхлые куски пленки, соответствующие размеру вырезанного отверстия. Эти куски пленки могут оказываться внутри упаковочного изделия и затем прилипать к пищевым продуктам, находящимся в упаковочном изделии. С целью предотвращения образования небольших рыхлых кусков пленки в пленке может выполняться разрез, форма которого соответствует "частично прорезанному отверстию", т.е. разрез, которые образует часть отверстия, но не является полным, чтобы не образовывалось отверстие. Такой разрез формирует "висячий участок", в результате чего при выполнении разреза не образуются отдельные мелкие куски пленки.
На фиг. 1В и фиг. 1С показан висячий участок 46, образованный частичным разрезом, выполненным в мешке 20'. Как показано на фиг. 1С, висячий участок 36 образован разрезом, имеющим конечные точки 48 и 50. Было обнаружено, что за счет висячего участка 46, соединенного с пленкой 22' ее участком, который находится между конечными точками 48 и 50 разреза, разрыв исходит из прорезей 40' и 42' для инициирования разрыва и проходит через уплотнение 32' и по длине пакета 22'.
Висячий участок 46 может выполняться таким образом, чтобы соединяться с пленкой 22' в области, ориентированной в направлении разрезов 40' и 42' для инициирования разрыва, как показано на фиг. 1В и фиг. 1С. Разрез, образующий висячий участок 46, может иметь конечные точки, которые, если их соединить, образуют линию, параллельную боковому краю 26' и/или разрезам 40' и 42' для инициирования разрыва, или линию в пределах плюс или минус 30° параллельную боковому краю 26' и/или разрезам 40' и 42' для инициирования разрыва, или линию в пределах плюс или минус 25° параллельную боковому краю 26' и/или разрезам 40' и 42' для инициирования разрыва, или линию в пределах плюс или минус 20° параллельную боковому краю 26' и/или разрезам 40' и 42' для инициирования разрыва, или линию в пределах плюс или минус 15° параллельную боковому краю 26' и/или разрезам 40' и 42' для инициирования разрыва, или линию в пределах плюс или минус 10° параллельную боковому краю 26' и/или разрезам 40' и 42' для инициирования разрыва, или линию в пределах плюс или минус 5° параллельную боковому краю 26' и/или разрезам 40' и 42' для инициирования разрыва, или линию в пределах плюс или минус 3° параллельную боковому краю 26' и/или разрезам 40' и 42' для инициирования разрыва, или линию в пределах плюс или минус 2° параллельную боковому краю 26' и/или разрезам 40' и 42' для инициирования разрыва.
На фиг. 3 и 4 в целом схематически показан пакет 52 с боковыми уплотнениями в плоском положении. Пакет 52 с боковыми уплотнениями может изготавливаться из бесшовной рукавной пленки. На фиг. 4 показан вид в поперечном разрезе по линии 4-4 на фиг. 3 пакета с боковыми уплотнениями, проиллюстрированного на фиг. 3. Пакет 52 с боковыми уплотнениями содержит термоусадочную рукавную пленку 54, верхний край 56, образующий открытый верх, сложенный нижний край 58, первое боковое уплотнение 60 и второе боковое уплотнение 62. Пакет 52 с боковыми уплотнениями имеет первую плоскую сторону 64, вторую плоскую сторону 66, первую кромку 68, и вторую кромку 70. Первая кромка 68 расположена снаружи от первого бокового уплотнения 60, а вторая кромка 70 расположена снаружи от второго бокового уплотнения 62. Первая кромка 68 содержит участок первой плоской стороны 64 и участок второй плоской стороны 66. Первая кромка 68 дополнительно содержит первый инициатор разрыва 72 на первой плоской стороне 64 и второй инициатор разрыва 74 на второй плоской стороне 66.
На фиг. 5 схематически показан альтернативный пакет 76 с боковыми уплотнениями также в плоском положении. Альтернативный пакет 76 с боковыми уплотнениями может изготавливаться из бесшовной рукавной пленки. Альтернативный пакет 76 с боковыми уплотнениями содержит термоусадочную пленку 78, верхний край 80, образующий открытый верх, сложенный нижний край 82, первое боковое уплотнение 84, второе боковое уплотнение 86 и нижнее уплотнение 88. Альтернативный пакет 76 с боковыми уплотнениями имеет первую плоскую сторону 90, вторую плоскую сторону 92, первую кромку 94, вторую кромку 96 и третью кромку 98. Первая кромка 94 расположена снаружи от первого бокового уплотнения 86. Вторая кромка 96 расположена снаружи от второго бокового уплотнения 86. Третья кромка 98 расположена снаружи от нижнего уплотнения 88. Первая кромка 94 содержит участок первой плоской стороны 90 и участок второй плоской стороны 92. Первая кромка 94 дополнительно содержит первый инициатор разрыва 100 на первой плоской стороне 90 и второй инициатор разрыва 102 (показан пунктирной линией, поскольку он находится под первой плоской стороной 90) на второй плоской стороне 92.
Было обнаружено, что разрыв может инициироваться с меньшим усилием, если инициатором разрыва является прорезь, выполненная под углом к боковому краю упаковочного изделия, т.е. направленная внутрь упаковочного изделия, как показано, например, на фиг. 1В. Прорезь может выполняться под углом от 1 до 45 градусов или от 3 до 30 градусов или от 5 до 25 градусов или от 10 до 20 градусов или под углом около 15 градусов к направлению обработки.
Множество термоусадочных пакетов с торцевыми уплотнениями могут поставляться по отдельности в контейнере или как набор отдельных пакетов, расположенных внахлестку на одной или нескольких лентах согласно патенту US 4113139, который во всей полноте в порядке ссылки включен в настоящую заявку.
На фиг. 7 показан вид в плане пакета 126 с Г-образным уплотнением в плоском положении. На фиг. 8 показан вид в поперечном разрезе по линии 8-8 на фиг. 7 пакета 126 с Г-уплотнением. На фиг. 9 показан вид в продольном разрезе по линии 9-9 на фиг. 7 пакета 126 с Г-образным уплотнением. Как в целом показано на фиг. 7, 8 и 9, пакет с Г-образным уплотнением имеет боковое уплотнение 128, нижнее уплотнение 130, открытый верх 132, бесшовный сложенный боковой край 134 и боковой край 136 в кромке, расположеной снаружи от бокового уплотнения 128.
Показанный на фиг. 10 и фиг. 11 сваренный изнутри пакет 138 со швами, соединяющими края материала, имеет открытый верх 140, нижнее уплотнение 142, первый сложенный боковой край 144, второй сложенный боковой край 146, нижний край 148, внутреннее сварное уплотнение 150 (внутренний слой пленки, термосваренный с самим собой) и сваренные изнутри швы 152, соединяющие края материала.
Показанный на фиг. 12 и фиг. 13 сваренный изнутри пакет 154 со швом внахлестку имеет открытый верх 156, нижний шов 158, первый сложенный боковой край 160, второй сложенный боковой край 162, нижний край 164 и внутреннее сварное уплотнение 166 (внутренний слой пленки, термосваренный с наружным слоем пленки).
На фиг. 14 показано использование полосы 178 термоусадочной пленки для упаковывания продуктов 168 в упаковочные изделия, такие как описанные выше и показанные на фиг. 10-13 упаковочные изделия. Способ, проиллюстрированный на фиг. 14, является одной из разновидностей горизонтальной формовочно-фасовочно-укупорочной технологии упаковывания, известной как технология поточного упаковывания. В способе, проиллюстрированном на фиг. 14, используется непрерывный рулон (не показанный) плоской пленки для упаковывания продукта в упаковочное изделие, как показано на фиг. 10-13, а не пакеты или мешки, как показано на фиг. 1-9.
Хотя способ, проиллюстрированный на фиг. 14, по меньшей мере, теоретически может осуществляться непрерывно, на практике он является прерывистым, при этом частота и продолжительность прерывания различаются у различных упаковщиков. Способом, проиллюстрированным на фиг. 14, не изготавливается полностью закрытая упаковка. Вместо этого, в результате операции упаковывания, показанной на фиг. 14, получают продукт внутри открытого упаковочного изделия, показанного на фиг. 10-13 (описанного выше), при этом продукт внутри открытого упаковочного изделия направляется вниз по потоку до дополнительного оборудования (описанного далее) с целью завершения упаковывания.
Как показано на фиг. 14, продукты 168 подаются в упаковочную машину 170 посредством конвейера 172. Хотя продуктом 168 может являться любой упаковываемый продукт, предпочтительным продуктом является мясной продукт, такой как мясо для жарки, бифштекс, отбивные, ребра и т.д. Каждым продуктом 168 может являться отдельный кусок мяса или набор, содержащий множество кусков мяса.
Конвейер 172 заканчивается входным концом формовочного раструба 176. Продукт 168 вталкивается в формовочный раструб 176 с помощью толкателя (не показанного). Продукт 168 перемещается на верхнюю поверхность непрерывной полосы пленки 178 по мере того, как продукт 168 проталкивается в формовочный раструб 176 и через него. Непрерывная полоса пленки 178 (подаваемая с рулона пленки, не показанного) направляется в формовочный раструб 176 и через него по мере того, как непрерывный поток продуктов 168 по отдельности вталкивается в формирующий рупор 176. После того, как продукты 168 оказываются на пленке 178, они продвигаются через формовочный раструб 176 при продвижении полосы пленки 178, т.е. с той же скоростью, с которой пленка 178 поступает в формовочный раструб 176, проходит через него и выходит из него. После того, как продукты 168 оказываются на пленке 178, они продвигаются вместе с пленкой 178.
Пленка 178 складывается по мере того, как она проходит через формовочный раструб 176, в результате чего при выходе продукта 168 из формовочного раструба 176, пленка 178 складывается вокруг продукта 168, который оказывается внутри рукава 182 из пленки 178. Над формовочным раструбом 176 края пленки 178 складываются вверх, и уплотнительное устройство (не показанное) формирует непрерывное термосварное уплотнение 180 типа сварного шва, соединяющего края материала, вдоль отогнутых вверх продольных краев пленки 178. Термосварное уплотнение может формироваться, например, с использованием трех комплектов термосварочных головок, т.е. трех комплектом термосварочных прижимных роликов. Первый комплект (верхний по потоку) термосварочных прижимных роликов может иметь температуру 65°С. Второй комплект (средний по потоку) термосварочных прижимных роликов может иметь температуру 90°С. Третий комплект (нижний по потоку) термосварочных прижимных роликов может иметь температуру 150°С. Давление термосварочных головок составляет 2 бара. Скорость полотна составляет 17,2 м/мин. Во время формирования внутреннего термосварного шва 180, пленка 178, окружающая продукты 168, продвигается вторым конвейером (не показанным), на котором находятся пленка 178 и продукты 168.
При прерывании способа, когда поток продуктов временно останавливается, термосварочные головки оттягиваются от пленки во избежание прожигания пленки в течение длительного периода контакта с горячими термосварочными головками. После возобновления способа термосварочные головки снова приближаются к пленке, и термосваривание продолжается. Конечно, желательно, чтобы упаковка была снабжена прочным сваренным изнутри швом, даже если сваренный изнутри швов был частично сформирован до прерывания способа и частично после возобновления способа. Желательно, чтобы такая упаковка имела сопротивление продавливанию, составляющее, по меньшей мере, 95% сопротивления продавливанию упаковки, изготовленной из такой же пленки, но со сваренным изнутри швом, сформированным непрерывно, т.е. без прерывания. В качестве альтернативы, упаковка со сваренным изнутри швом, сформированным частично до и частично после прерывания способа, может иметь сопротивление продавливанию, составляющее, по меньшей мере, 90% или, по меньшей мере, 85% или, по меньшей мере, 80% или, по меньшей мере, 75% сопротивления продавливанию соответствующей упаковки, у которой сваренный изнутри шов сформирован непрерывно, т.е. без прерывания.
Поток продуктов 168, находящийся теперь внутри снабженной уплотнением рукавной пленки 182, подается в поперечное уплотнительное и режущее устройство, включающее верхний уплотнительный/режущий элемент 184 и нижний уплотнительный/режущий элемент 186, которые совместно формируют поперечные уплотнения между продуктами 168 и разрезают рукавную пленку 182 с целью получения индивидуально упакованных продуктов 188. Температура каждой из двух поперечных сварочных планок в элементах 184 и 186 может составлять, например, 105°C, а время пребывания сварочной планки, например, 350 миллисекунд. Верхние и нижние сварочные/режущие планки 184, 186 совершают колебания вверх и вниз по мере продвижения рукавной пленки 182. После формирования уплотнения на нижнем по потоку конце и отрезания рукавной пленки со сваренным изнутри швом получают частично упакованный продукт 188 со сваренным изнутри швом по его длине, нижним уплотнением и открытым верхним концом, как показано на описанных выше фиг.10-13.
После выхода из упаковочной машины 170 частично упакованные продукты 188 направляются в вакуумную камеру, в которой изнутри упаковки откачивается среда, и открытый конец упаковки укупоривается путем термосваривания, чтобы продукт был целиком окружен термоусадочным упаковочным изделием. После этого полученный укупоренный в вакууме упакованный продукт направляется в усадочную машину, в которой пленка подвергается усадке вокруг продукта путем подачи укупоренного в вакууме упакованного продукта через туннель с горячим воздухом или погружения укупоренного в вакууме упакованного продукта в горячую водяную баню.
Способ, показанный на фиг. 14, представляет собой всего один вариант осуществления способа, в котором использоваться пленка. Способ, показанный на фиг. 14, называется "поточным" и является одной из разновидностей технологии упаковывания, известной как "горизонтальная формовочно-фасовочно-укупорочная технология". При использовании в сочетании с последующим упаковыванием в вакууме называют "поточным способом упаковывания в вакууме". Пленка также может использоваться в вертикальной формовочно-фасовочно-укупорочной технологии упаковывания, как описано в патенте US 5491019 на имя Kuo, который во всей полноте в порядке ссылки включен в настоящую заявку.
На фиг. 15, 16 и 17 показан пакет 190 типа мешка, изготовленный путем герметичного соединения друг с другом двух отдельных частей плоской пленки. На фиг. 15, 16 и 17 пакет 190 имеет открытый верх 192, нижнее термосварное уплотнение 194 и нижний край 196, первое боковое уплотнение 198 и первый боковой край 200, второе боковое уплотнение 202 и второй боковой край 204. Первое и второе боковые уплотнения 198 и 200 соединены с нижним уплотнением 194 и образуют "С-образное" уплотнение, соединяющее друг с другом две части плоской пленки и образующие пакет 190 типа мешка.
На фиг. 18 схематически показан предпочтительный способ изготовления многослойной термоусадочной пленки, из которой может изготавливаться упаковочное изделие. В способе, показанном на фиг. 18, подают твердые полимерные гранулы (не показанные) во множество экструдеров 210 (для простоты показан только один экструдер). Полимерные гранулы продвигаются вперед, расплавляются и дегазируются внутри экструдеров 210, после чего полученный расплав без пузырьков направляется в экструзионную головку 212 и экструдируется через кольцевую матрицу, в результате чего получают рукавную пленку 214.
После охлаждения или закалки водой из охлаждающего кольца 216 рукавная пленка 214 сжимается прижимными роликами 218 и затем подается через облучающий свод 220, окруженный экранированием 222, где рукавная пленка 214 облучается электронами высокой энергии (т.е. ионизирующим излучением), испускаемыми трансформаторным ускорителем 224 с железным сердечником. Рукавная пленка 214 направляется через облучающий свод 220 по роликам 226. Рукавная пленка 214 предпочтительно облучается дозой на уровне около 6,4 мегарад (т.е. 64 кГр).
После облучения облученная рукавная пленка 228 направляется через зажимные валки 230, после чего облученная рукавная пленка 228 слегка раздувается, в результате чего образуется захваченный пузырь 232. Однако захваченный пузырь 232 не растянут в значительной степени в продольном направлении, поскольку окружная скорость зажимных валков 234 примерно равна окружной скорости зажимных валков 230. Кроме того, облученная рукавная пленка 228 раздута только в степени, достаточной для получения преимущественно круглой рукавной пленки без существенной поперечной ориентации, т.е. без растяжения.
Слегка раздутая облученная рукавная пленка 232 пропускается через вакуумную камеру 236, а затем подается через матрицу 238 для нанесения покрытия. Через матрицу 238 для нанесения покрытия экструдируется вторая рукавная пленка 240 и наносится на слегка раздутую облученную рукавную пленку 232 с целью получения двухслойной рукавной пленки 242. Вторая рукавная пленка 240 предпочтительно содержит кислородобарьерный слой, который не подвергается ионизирующему излучению.
Подложка и покрытие в сочетании могут иметь толщину до ориентации от 10 до 30 мил или от 15 до 25 мил. Подложка может иметь толщину до ориентации от 6 до 18 мил или от 9 до 15 мил. Покрытие может иметь толщину до ориентации от 4 до 12 мил или от 6 до 10 мил.
Дополнительные подробности вышеописанной стадии нанесения покрытия в целом приведены в патенте US 4278738 на имя Brax и др., который во всей полноте в порядке ссылки включен в настоящую заявку.
После облучения и нанесения покрытия двухслойная пленка 252 может необязательно наматываться на намоточный барабан 244, который после этого используется в качестве размоточного барабана 246 на второй стадии изготовления желаемой рукавной пленки. Двухслойная рукавная пленка 242 разматывается из размоточного барабана 246 и подается через направляющий валик 248, после чего двухслойная рукавная пленка 242 поступает в резервуар 250, содержащий горячую воду 252. В качестве альтернативы, хотя это не показано, процесс может являться непрерывным за счет подачи двухслойной рукавной пленки в резервуар 250 с горячей водой. Сплющенную, облученную рукавную пленку 242 с покрытием погружают в горячую воду 252 (с температурой около 210°F) на время, составляющее, по меньшей мере, около 5 секунд, т.е. на время, необходимое для доведения температуры облученной рукавной пленки 242 до желаемой температуры размягчения с целью двухосной ориентации при ее нахождении в твердой фазе. После этого облученная рукавная пленка 242 направляется через зажимные валки 254, и раздувается пузырь 256, чтобы тем самым растянуть рукавную пленку 242 в поперечном направлении. Кроме того, при раздуве, т.е. растяжении в поперечном направлении зажимные валки 258 вытягивают рукавную пленку 242 в продольном направлении, поскольку зажимные валки 258 имеют более высокую окружную скорость, чем зажимные валки 254.
В результате растяжения в поперечном направлении и вытяжки в продольном направлении получают облученную двухосноориентированную выдувную рукавную пленку 260 с покрытием со степенью растяжения предпочтительно около 1:1,5-1:6 и степенью вытяжки около 1:1,5-1:6. Степень растяжения и вытяжки более предпочтительно составляет около 1:2-1:4. В результате получают двухосную ориентацию со степенью около 1:2,25-1:36, более предпочтительно 1:4-1:16. Пока между зажимными валкими 254 и 258 находится пузырь 256, выдувная рукавная пленка 260 сплющивается валками 262, а затем подается через зажимные валки 258 и направляющий валок 264 и далее наматывается на намоточный барабан 266. Натяжной ролик 268 обеспечивает надлежащую намотку. Полученная термоусадочная рукавная пленка трубка 260 может использоваться для изготовления упаковочных изделий, описанных в настоящей заявке.
На фиг. 19 показан вид в перспективе упаковки 270, изготовленной путем помещения мясного продукта в пакет с торцевым уплотнением, имеющий торцевое уплотнение 272, откачивания атмосферы изнутри пакета и герметичного укупоривания упаковочным уплотнением 280, после чего обрезают и отбрасывают избыток пакета по длине. В кромке 274 пакета имеется прорезь 276 в качестве инициатора разрыва для инициирования открывания упаковки 270 вручную. Прорезь 276 проходит в направлении обработки от нижнего края 274 пакета к торцевому уплотнению 272.
На фиг. 20 показана упаковка 270' на промежуточной стадии процесса открывания вручную, т.е. после того, как инициирован разрыв пакета на протяжении около 25% его длины, и показался мясной продукт 286. Линейный разрыв 282 в направлении обработки распространен вручную через торцевое уплотнение 272 и по длине упаковки 270', которая изготовлена из пакета с торцевым уплотнением. Следует отметить, что разрыв 282 в направлении обработки не заканчивается и распространяется до бокового края 284 упаковки 270'.
На фиг. 21 показана упаковка 270'' на конечной стадии процесса открывания вручную, т.е. после того, как пакет с торцевым уплотнением разорван на протяжении более 90% его длины в направлении противоположного края упаковочного изделия, в результате чего показался достаточно длинный участок мясного продукта 286, чтобы он мог быть легко извлечен из упаковки 270''. Линейный разрыв 282 в направлении обработки вручную распространен через торцевое уплотнение 272 по длине упаковки, изготовленной из пакета с торцевым уплотнением.
На фиг. 22 показан вид в перспективе сравнительной упаковки 271 после того, как разрыв инициирован и распространен почти до завершения, т.е. почти до конца на боковом крае 285 на протяжении от около 15 до 20% длины упаковки. Упаковкой 271 является одна из разнообразных термоусадочных упаковок, предлагаемых в настоящее время на рынке, у которых, если они снабжены инициатором разрыва в кромке, разрыв 283 инициируется и распространяется до бокового края 285 по ломано-линейной траектории, в результате чего мясной продукт 286 невозможно легко извлечь из разорванной упаковки 271.
На фиг. 23 схематически показан альтернативный термоусадочный пакет 290 с торцевым уплотнением в плоском положении. Пакет 290 с торцевым уплотнением содержит термоусадочную рукавную пленку 292, верхний край 294, образующий открытый верх, сложенный первый боковой край 296, сложенный второй боковой край 298, нижний кромку 300 и торцевое уплотнение 302. Пакет 290 с торцевым уплотнением дополнительно имеет кромку 304, расположенную снаружи от торцевого уплотнения 302. Пакет с торцевым уплотнением имеет прорезь 306, которая является инициатором разрыва, на первой плоской стороне, и прорезь 308, которая является инициатором разрыва, на второй плоской стороне. Пакет с торцевым уплотнением также имеет отверстие 310, которое является вспомогательным средством захвата на первой плоской стороне, и отверстие 312, которое является вспомогательным средством захвата на второй плоской стороне. Инициаторы разрыва и вспомогательные средства захвата расположены около верхнего края 294 пакета. Когда продукт помещен в пакет, и пакет герметично укупорен таким образом, чтобы он окружал продукт, инициатор разрыва и вспомогательного средство захвата окажутся на избыточном участке длины пакета, известном как "хвостовая часть" или "головная часть". Часто хвостовая часть пакета обеспечивает больше площади для включения инициаторов разрыва и вспомогательных средств захвата, чем кромка 304.
На фиг. 24 схематически показано устройство для осуществления способа размещения инициаторов разрыва в головой части термоусадочного пакета с торцевым уплотнением, при этом инициаторы разрыва формируются в головой части в процессе упаковывания. Инициаторы разрыва (и необязательные вспомогательные средства захвата) могут формироваться в пакете до или после помещения продукта в упаковочное изделие, до или после вакуумирования пакета и до или после формирования термосварного уплотнения, чтобы закрыть пакет. Формирование инициаторов разрыва в пакете после помещения продукта в пакет исключает возможность того, что инициатор разрыва вызовет разрыв пакета во время его заполнения. Хотя упаковочное изделие на фиг. 24 представляет собой пакет с торцевым уплотнением, упаковочным изделием может являться любое упаковочное изделие в соответствии с любой одной или несколькими из различных описанных выше особенностей изобретения.
На фиг. 24 показан участок упаковочной машины 320 с вакуумной камерой, такой как автоматическая ротационная упаковочная машина серии 8600 с вакуумной камерой производства компании Cryovac, Inc. После того, как пакет 322 с торцевым уплотнением, внутри которого размещен продукт 324, помещается в открытую вакуумную камеру, крышка 326 вакуумной камеры опускается, закрывая вакуумную камеру и прижимая верх (головную часть) пакета 322, в результате чего пакет 322 оказывается зажатым между крышкой 326 и основанием 328 вакуумной камеры. Для простоты на фиг. 24 показаны лишь небольшие участки крышки 306 и основания 308 камеры. Эта машина подробнее описана в патенте US 4550548, который во всей полноте в порядке ссылки включен в настоящую заявку
После того, как пакет 322 зажат, а крышка 326 камеры закрыта, в обеих сторонах головной части мешка 322 прокалывают одно или несколько отверстий путем перемещения вниз прокалывающего ножа 330, который после этого отводят назад в проиллюстрированное положение. Эти отверстия позволяют легко вакуумировать пакет 322 при откачивании атмосферы из закрытой вакуумной камеры. После завершения откачивания атмосферы основание 332 опускается (т.е. в положение, проиллюстрированное на фиг. 17), и пакет 322 оказывается зажатым между термосварными прутками 334 и термосварной плитой 326. Термосварные прутки 334 нагревают с целью создания термосварного уплотнения на пакете 322, в результате чего пакет 322 укупоривается, и получают упакованный продукт. Вскоре после этого приводится в действие нож 338 для создания инициаторов разрыва, который опускается, а затем отводится назад, прокалывая обе стороны пакета 322, чтобы создать инициаторы разрыва в направлении обработки на каждой стороне головной части 322 пакета. Необязательно приводится в действие отдельный нож для формирования вспомогательных средств захвата (не показанный, но предпочтительно расположенный вблизи на небольшом расстоянии от ножа 338), который опускается, а затем отводится назад, прорезая обе стороны головной части пакета 322 с целью формирования вспомогательного средства захвата на каждой стороне пакета 322. Затем приводится в действие отрезной нож 340, который опускается и отрезает излишек длины от головной части пакета 322. Затем камера открывается, и из нее извлекается теперь легкооткрывающийся упакованный продукт.
Хотя способ, описанный выше со ссылкой на фиг. 24, может применяться для изготовления легкооткрывающегося упакованного продукта, в качестве альтернативы способ может осуществляться на вертикальных или горизонтальных формовочно-фасовочно-укупорочных автоматах для изготовления легкооткрывающихся упакованных продуктов. Обычно упаковывание согласно вертикальной и горизонтальной формовочно-фасовочно-укупорочной технологии осуществляется в вакууме. Такое оборудование, упаковки и способы описаны в патентах US 4905452, US 4861414 и US 4768411, каждый из которых во всей полноте в порядке ссылки включен в настоящую заявку.
Инициаторы разрыва (и необязательные вспомогательные средства захвата) также могут быть рассчитаны на облегчение автоматизированного открывания помимо того, что они рассчитаны облегчать разрыв вручную с целью открывания упаковки. Автоматизированные устройства разрыва включают крюки, приводимые в действие пневматическими приводами (воздушными или гидравлическими или электрическими), расходящиеся крюки на цепных конвейерах, моторизованные крюки и зажимы вместо крюков.
На фиг. 25 схематически показано упакованный продукт 350, содержащий продукт 352, упакованный в упаковочное изделие 354, имеющее заводское уплотнение 356 и заказное уплотнение 358. Упаковочное изделие 354 включает головную часть 360 с инициатором 362 разрыва через каждую сторону упаковки и с парами вспомогательных средств 364 и 366 захвата, каждая из которых проходит через обе стороны упаковки, при этом одна пара находится на первой стороне инициатора 362 разрыва, а другая пара находится на другой стороне инициатора 362 разрыва. За счет этого пары крюков или зажимов могут захватывать упаковку, используя вспомогательные средства 364 и 366 захвата, чтобы после этого автоматически открывать упаковочное изделие 354. Для автоматического открывания упаковки 354 может использоваться робот или другое устройство, которое захватывает и разрывает упаковку, или упакованный продукт может подвешиваться за крюки на расходящихся дорожках.
На фиг. 26 показана кривая 380 дифференциальной сканирующей калориметрии (ДСК) SSPE1 из приведенной далее Таблицы 1. Кривая отображает поглощение тепла (ось Y) в зависимости от температуры полимера (ось X). Эта кривая ДСК получена следующим образом: (i) в течение одной минуты выдержали образец полимера при температуре 30°С, (ii) нагрели образец полимера от 30°С до 147°С со скоростью 10°С/мин, (iii) в течение 1 минуты выдержали образец при 147°С, (iv) охладили образец от 147°С до -43°С со скоростью 10°С/мин, (iv) в течение одной минуты выдержали образец при -43°С, (v) нагрели образец от -40°С до 147°С со скоростью 10°С/мин, и нагрели полимер (катализированный одноцентровым катализатором сополимер этилена/альфа-олефина) из приведенной далее Таблицы 1). Соответственно, кривая DSC на фиг. 26 представляет собой график "второго нагревания" образца. Максимальная температура плавления SSPE1 находится в точке 382, которая соответствует 98,32°С.
На фиг. 27 показана кривая 384 DSC PLA1 также из приведенной далее Таблицы 1. Эта кривая ДСК получена таким же способом, который описан выше применительно к кривой ДСК SSPE1, показанной на Фиг. 26. Максимальная температура плавления PLAS1 находится в точке 386, которая соответствует 80,42°С.
На фиг. 28 показана кривая 388 ДСК ПЭОНП1, также из приведенной далее Таблицы 1. Эта кривая ДСК получена таким же способом, который описан выше применительно к кривой ДСК SSPE1, показанной на Фиг. 26. Максимальная температура плавления ПЭОНП1 находится в точке 390, которая соответствует 121,74°С.
Примеры



Если не указано, что пример является возможным, каждая из описанных далее пленок получена путем нанесения покрытия методом экструзии, проиллюстрированного на описанной выше фиг. 18. Смолы, использованные в каждом слое, указаны в приведенной выше таблице. Ориентация осуществлялась путем пропускания ленты через водяную баню при температуре от 198°F до 202°F в течение около 20 секунд. Ленту с нанесенным покрытием ориентировали в твердой фазе до максимальной степени, которая могла достигаться без неприемлемого разрыва пузырей, при этом общая степень ориентации (MD х TD) составляла от около 10Х до около 13Х, например, около 3,4Х в каждом направлении.
Если не указано иное, в различных приведенных далее таблицах пленки с обозначением "I" имеют подложку, облученную дозой 64 кГр. Пленки с обозначением "N" имеют подложку, которая не подвергалась облучению. Ни одно из покрытий не подвергалось облучению. Узкий пустой столбец в каждой таблице отделяет показатели подложки от показателей покрытия. К подложке относятся все слои слева от пустого столбца; к покрытию относятся все слои справа от пустого столбца.
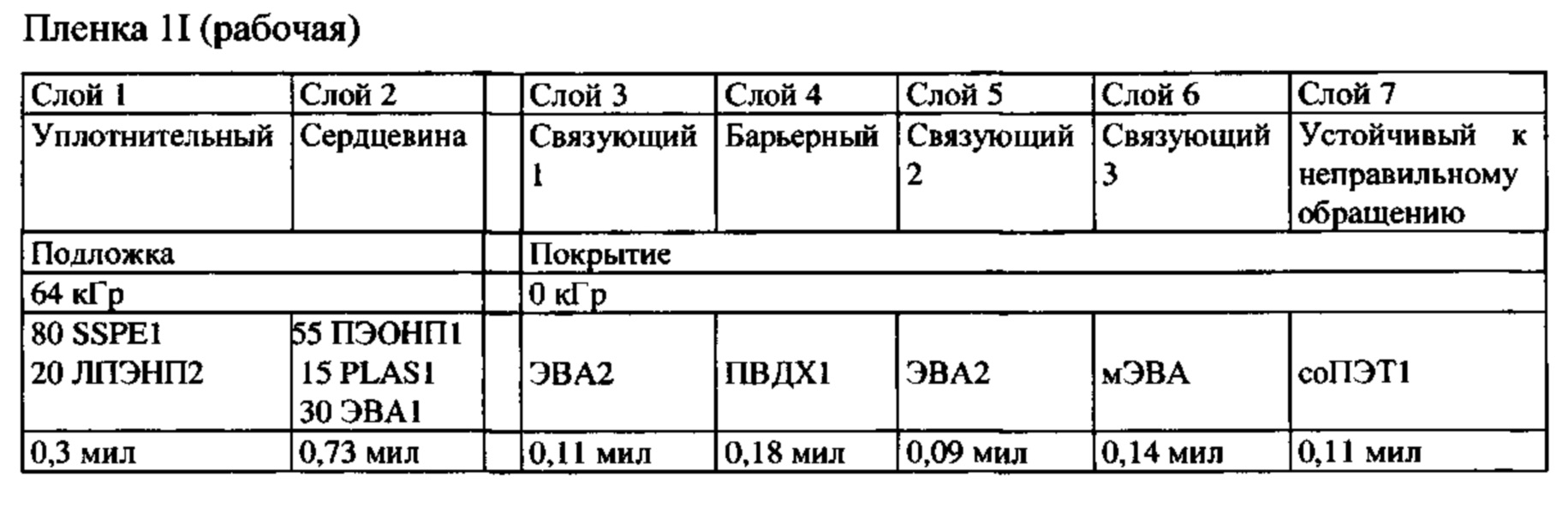


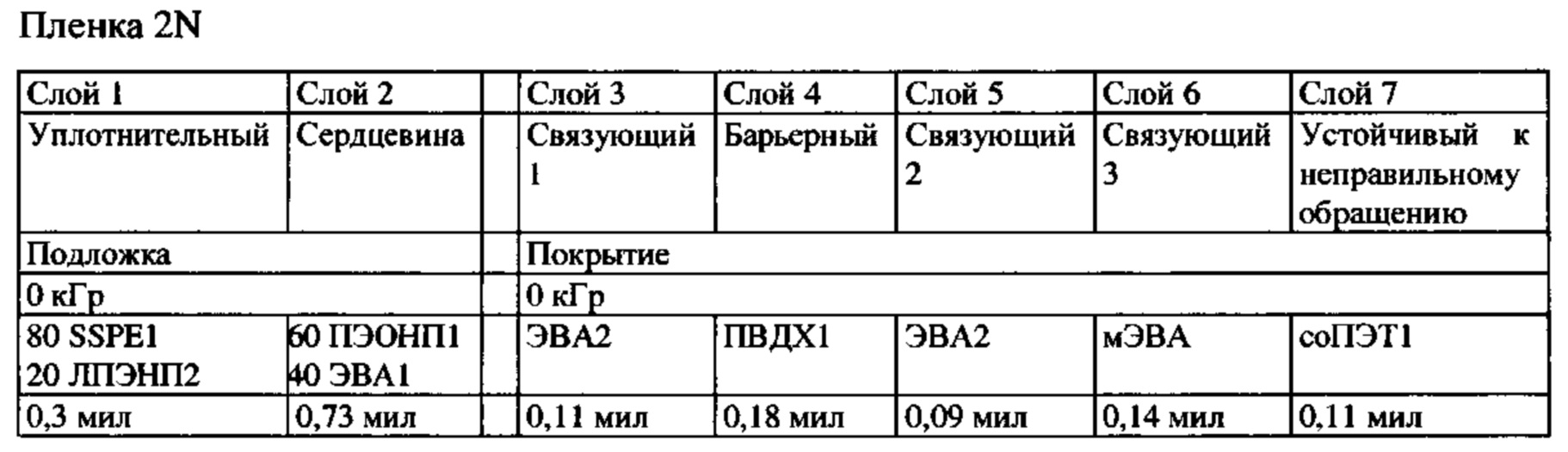










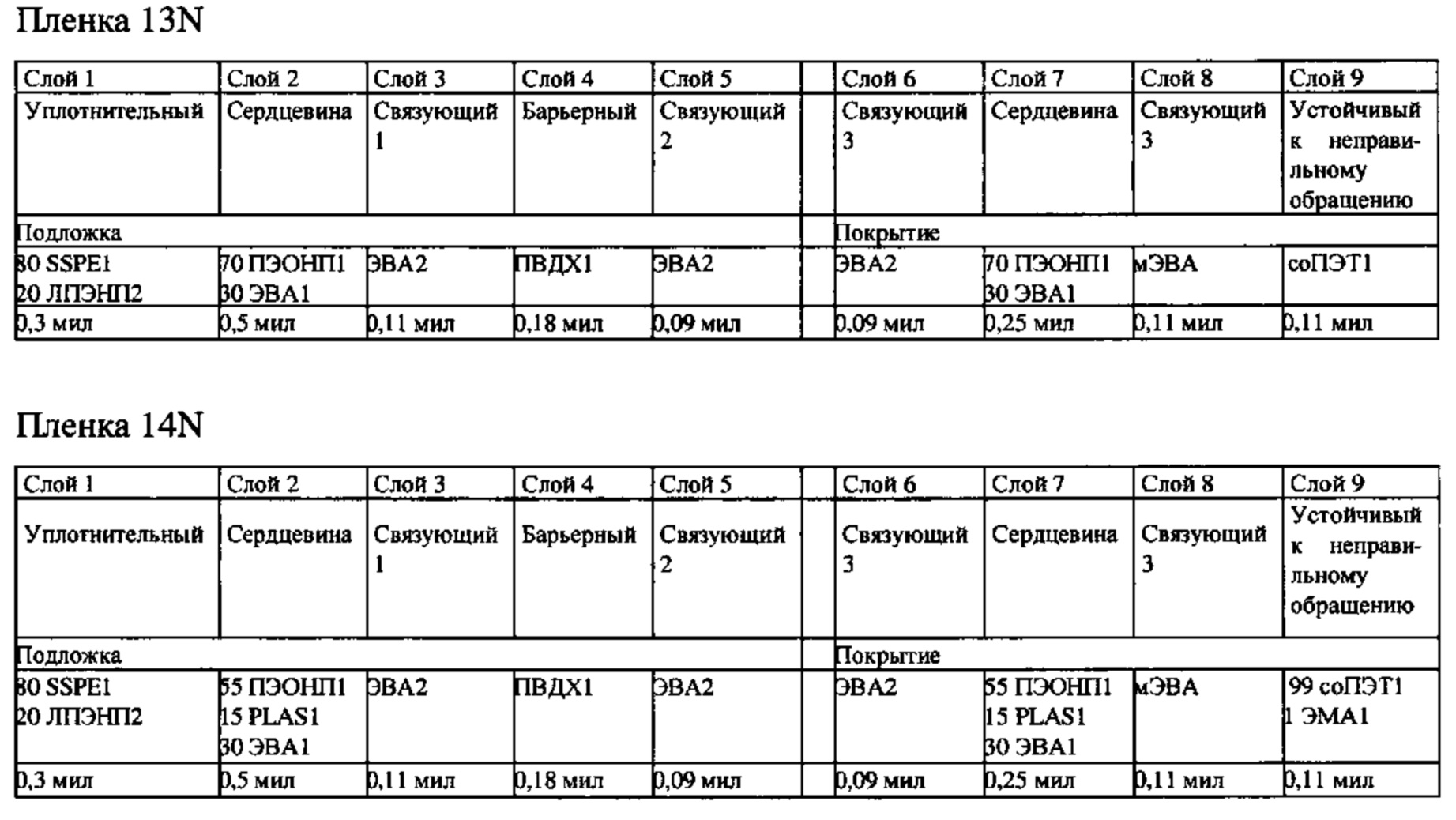

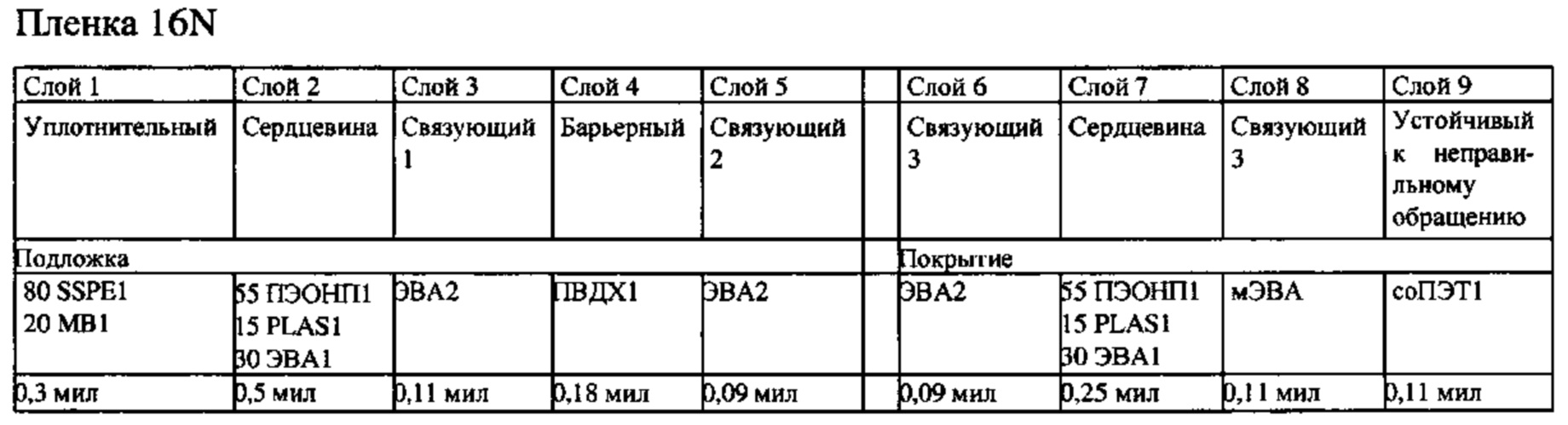



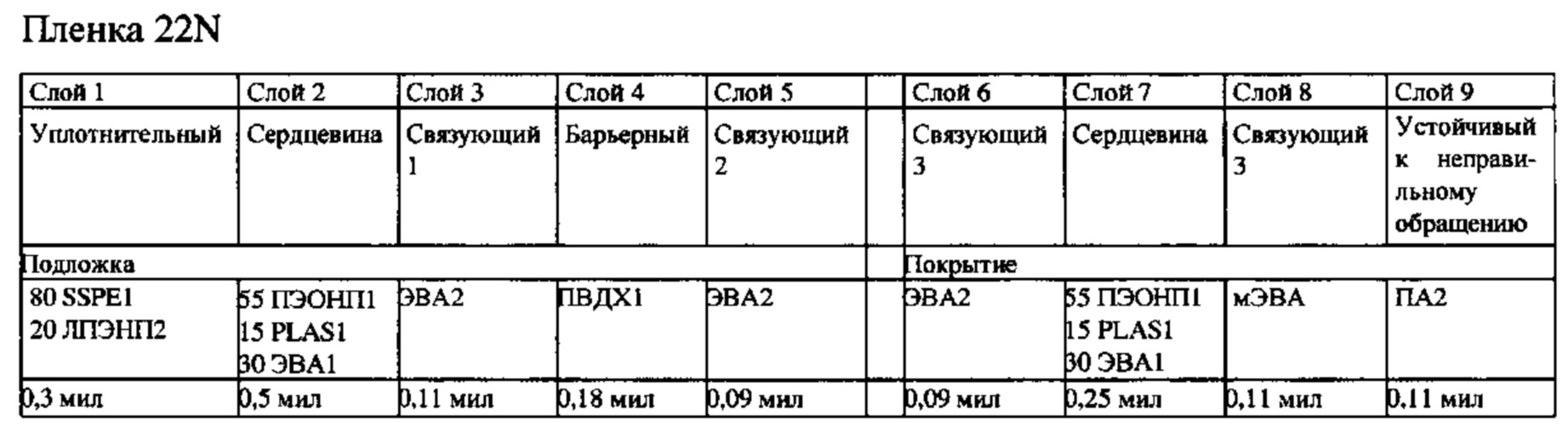



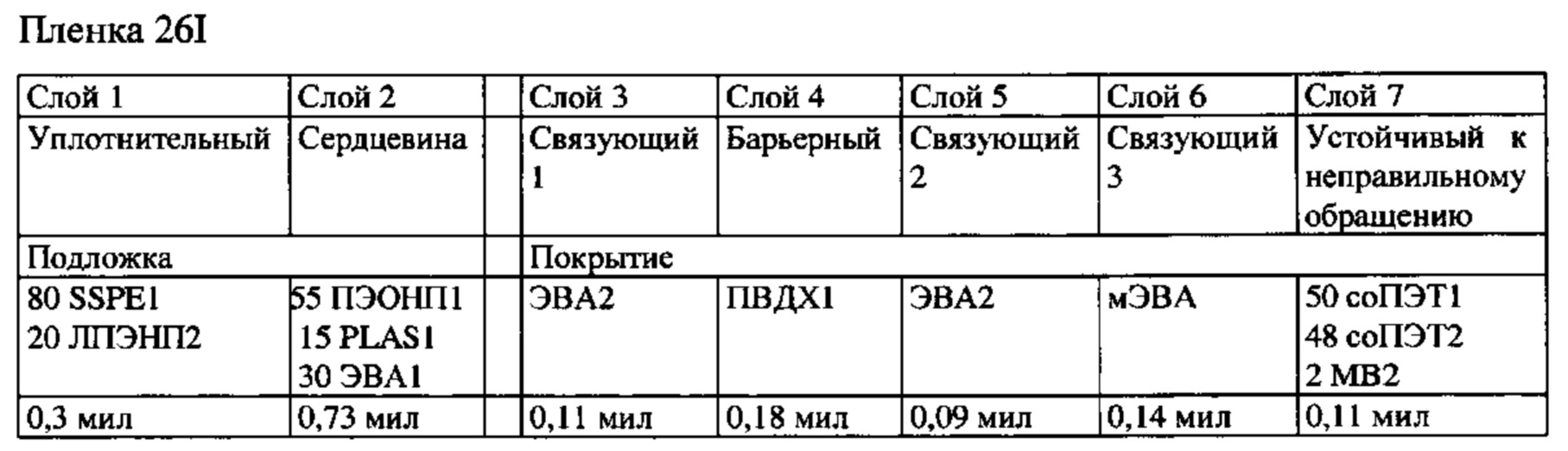

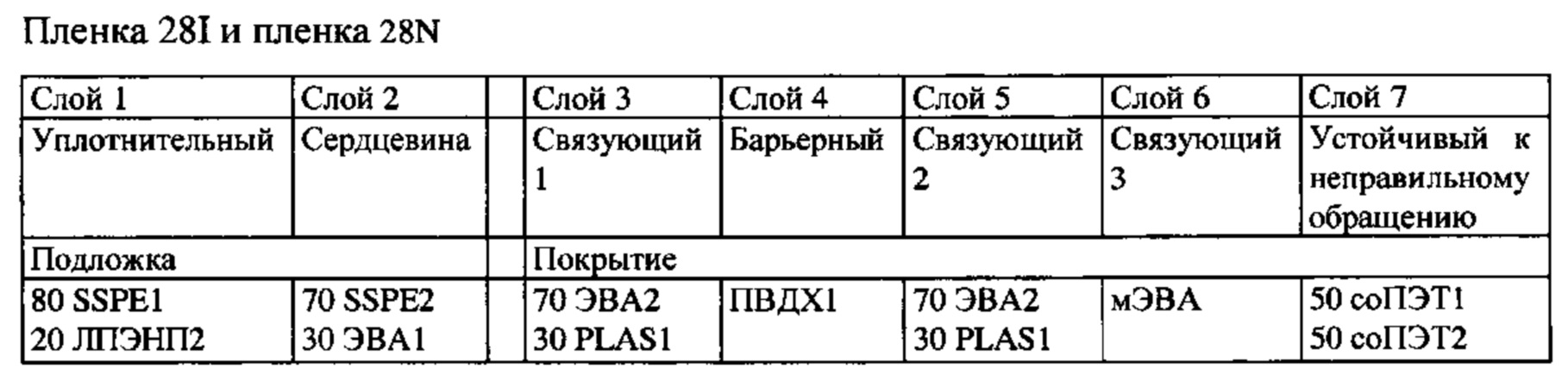

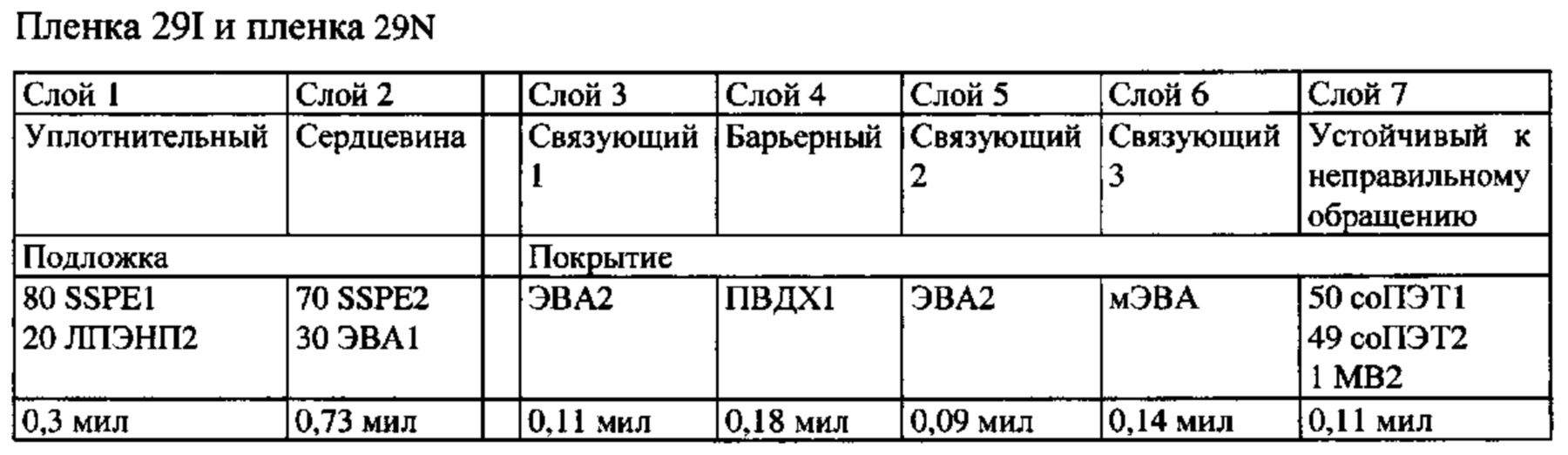

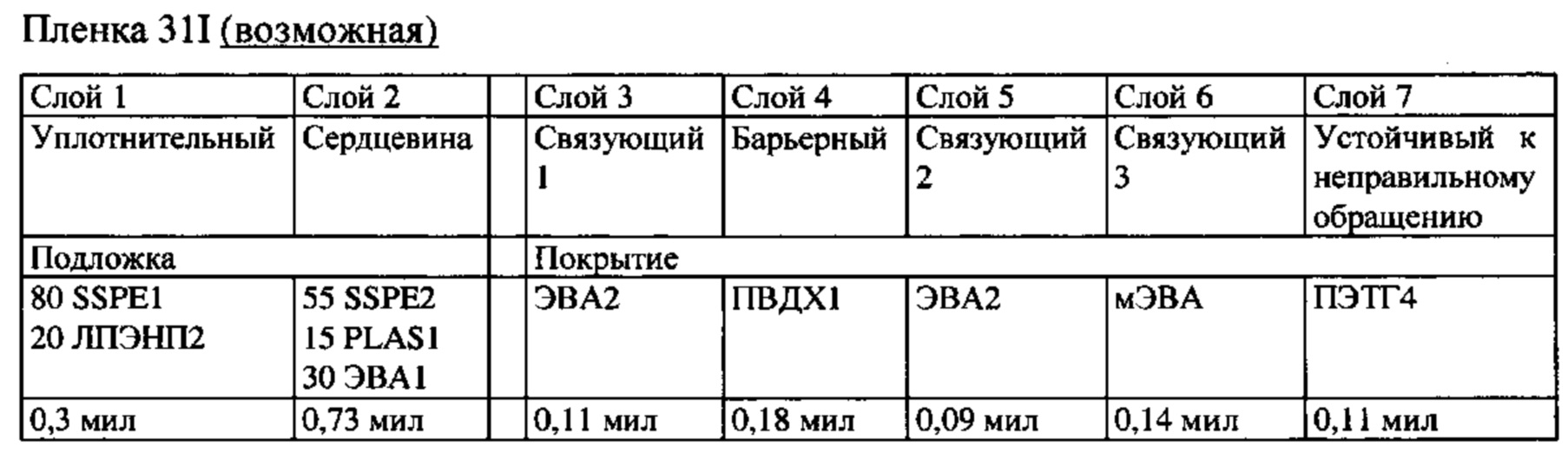

















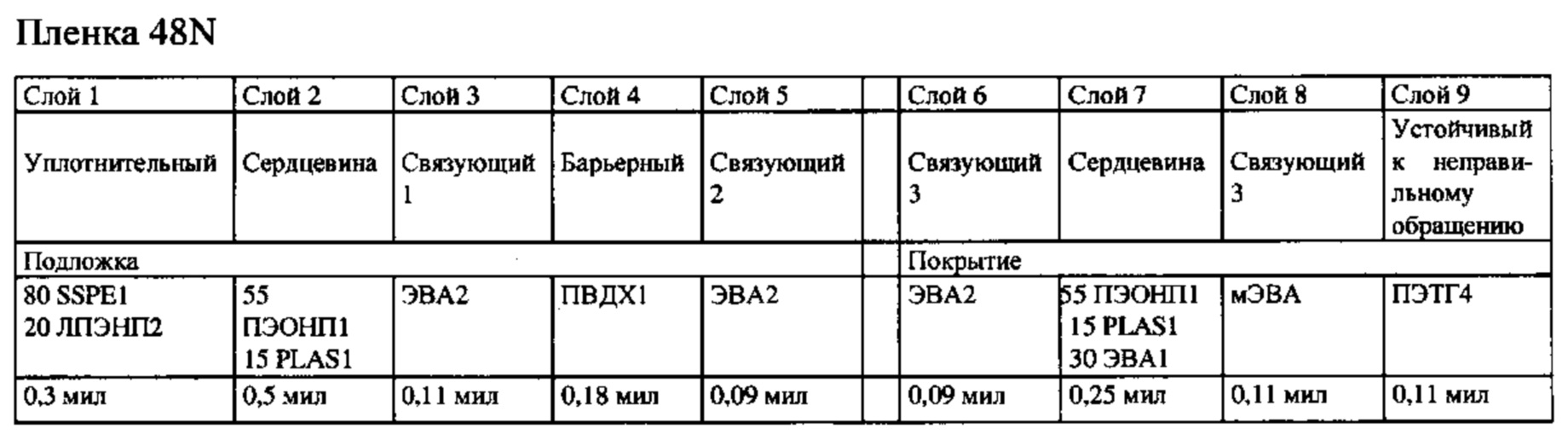







Пленка 56N

Пленка 57N

Пленка 58I и пленка 58N

Пленка 59N

Пленка 60N

Пленка 61I
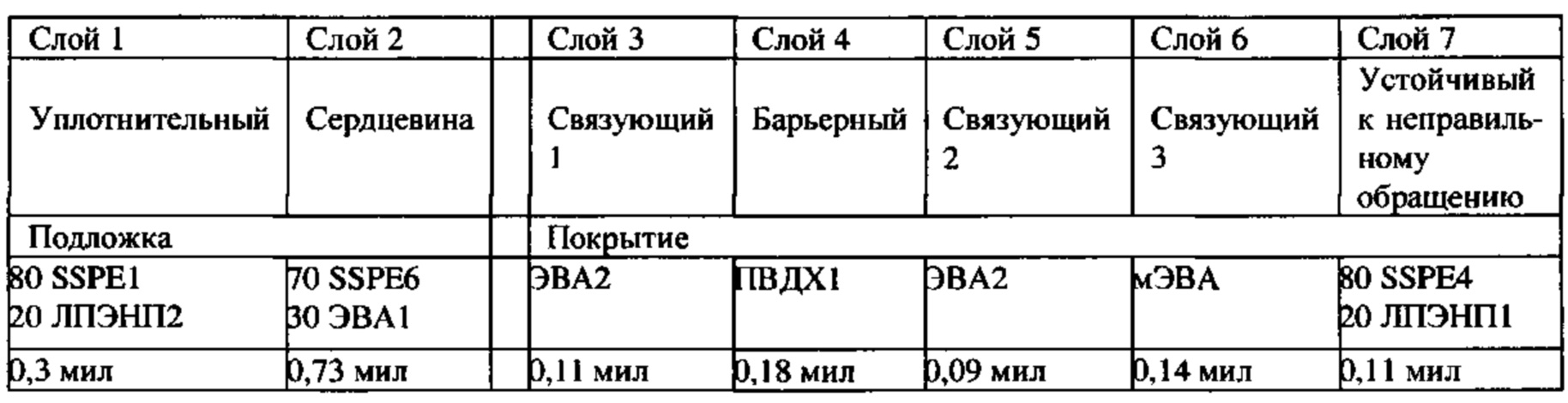
Пленка 62I

Пленка 63I
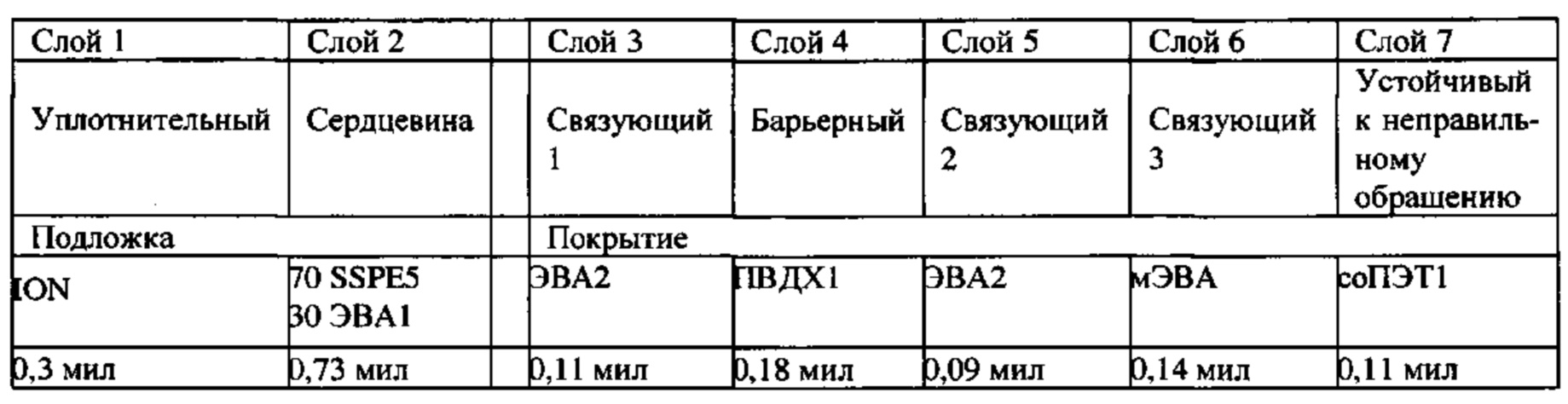
Пленка 64I

Пленка 65I
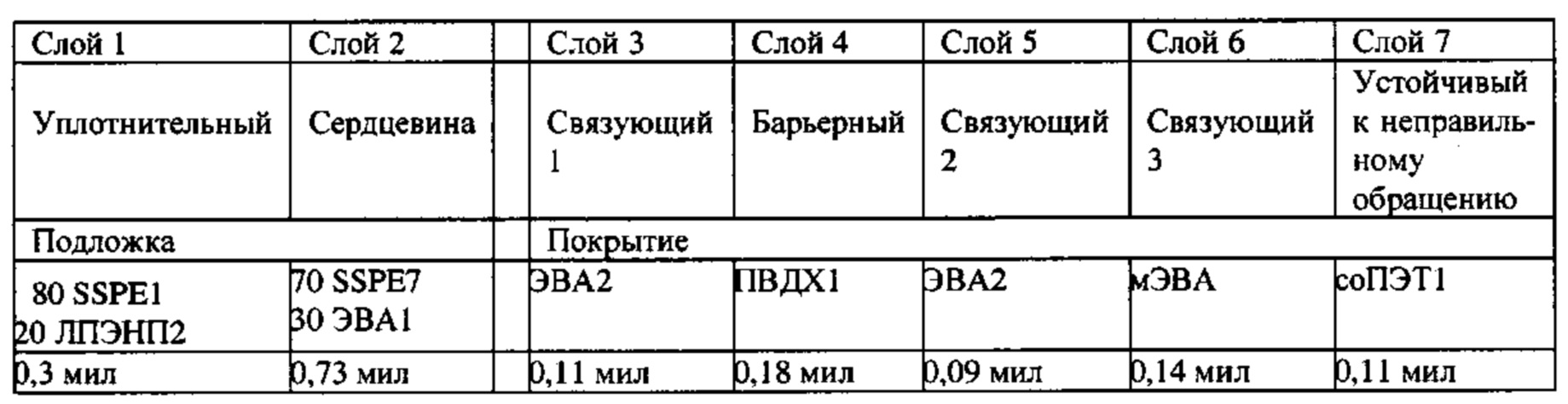
Пленка 66I

Пленка 67I
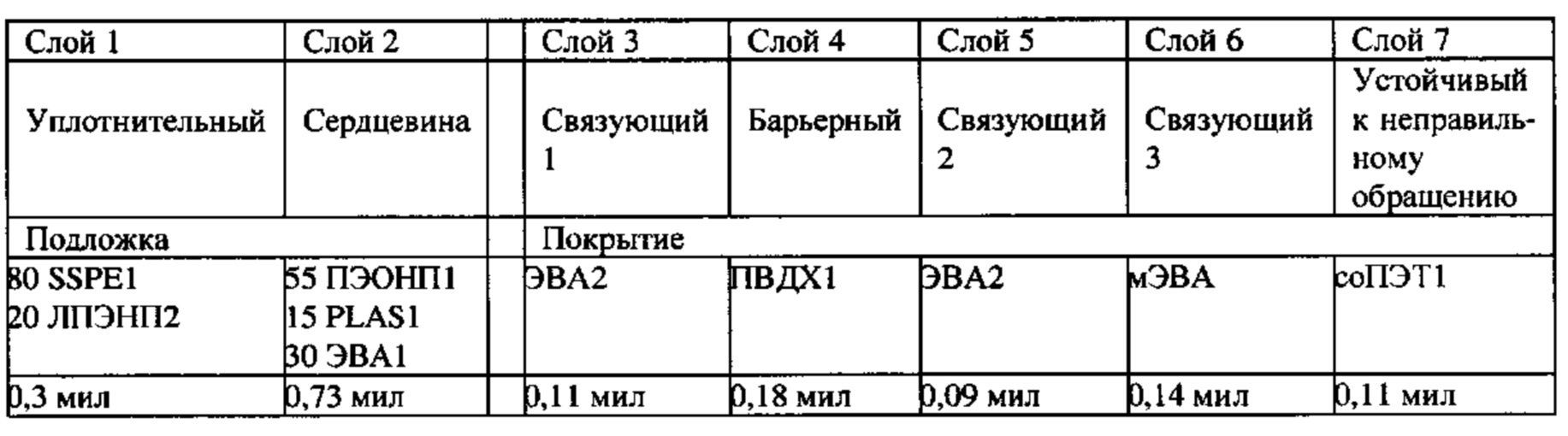
Пленка 68I

Пленка 69I

Пленка 70I (при 200 кВ) и пленка 701 (при 500 кв)
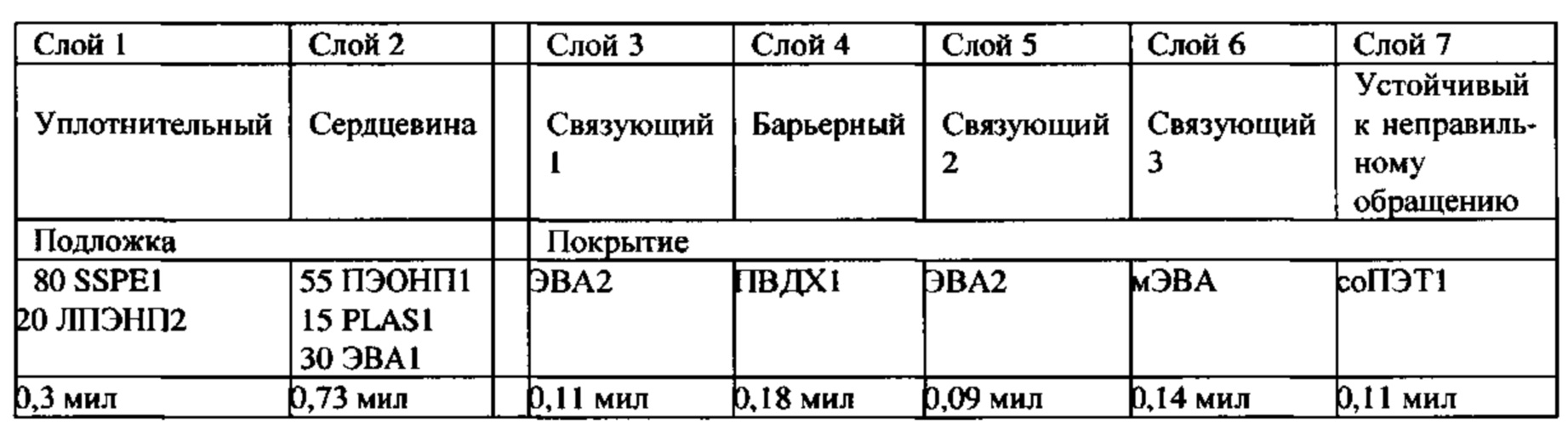
Пленка 71I (возможная)

Пленка 72I (возможная)

Пленка 73I (при 200 кВ) и пленка 73I (при 500 кВ)

Пленка 74I (возможная)

Пленка 75I
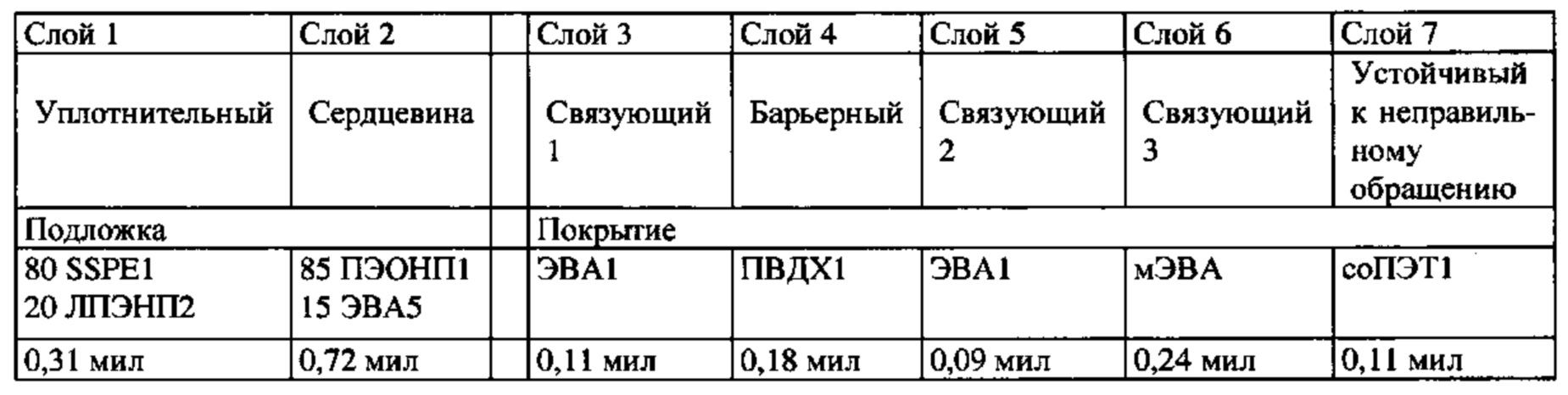
Пленка 76I

Пленка 77
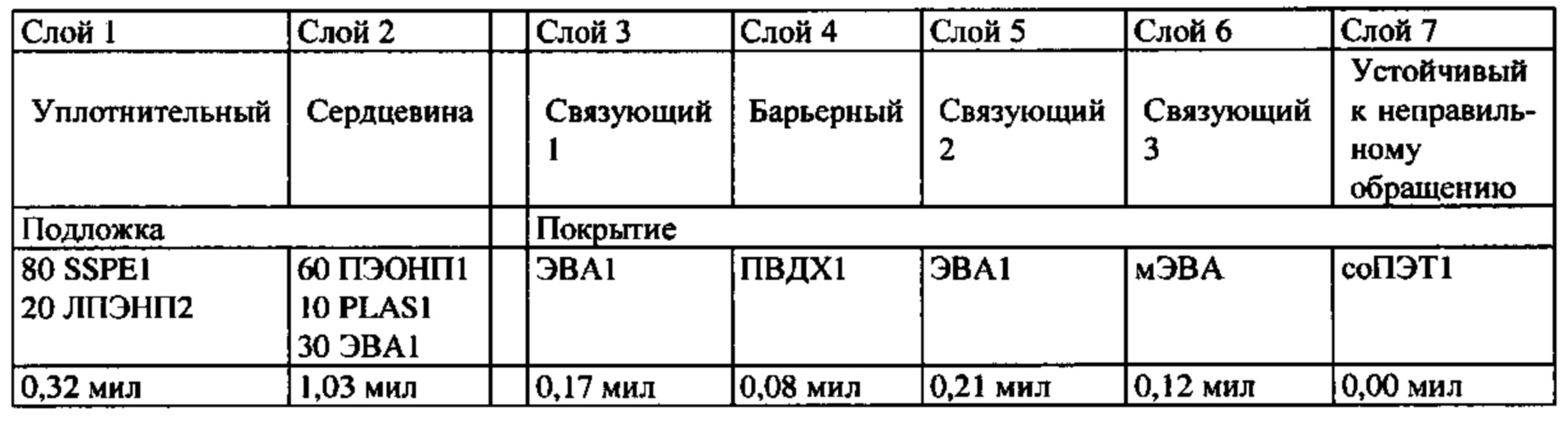
Пленка 78I

Пленка 79N
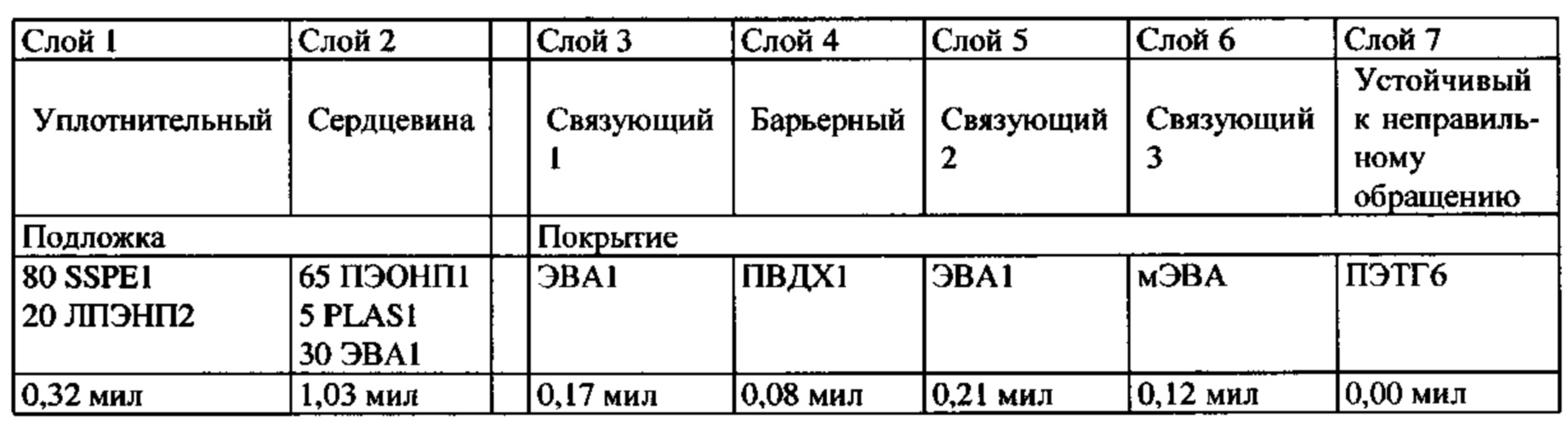
Пленка 80N
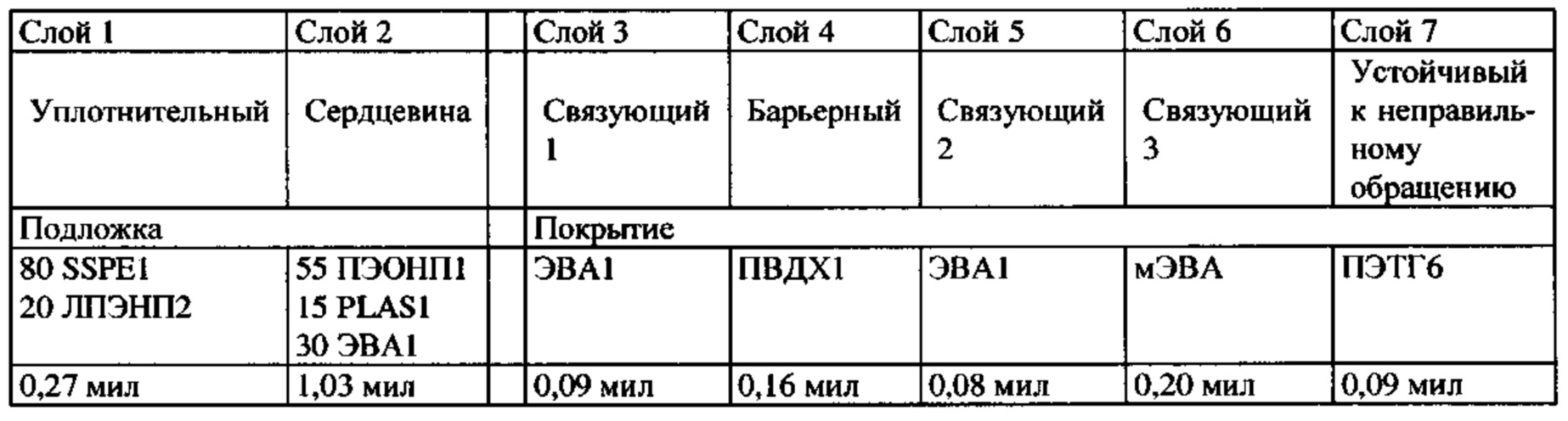
Пленка 81N

Пленка 82N
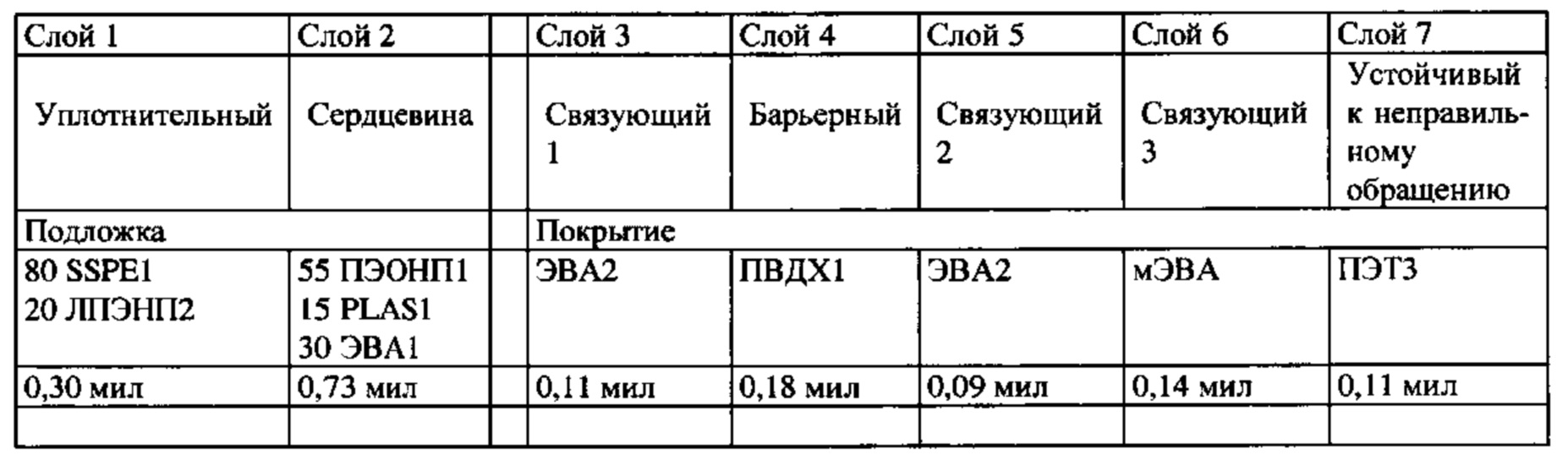
Пленка 83
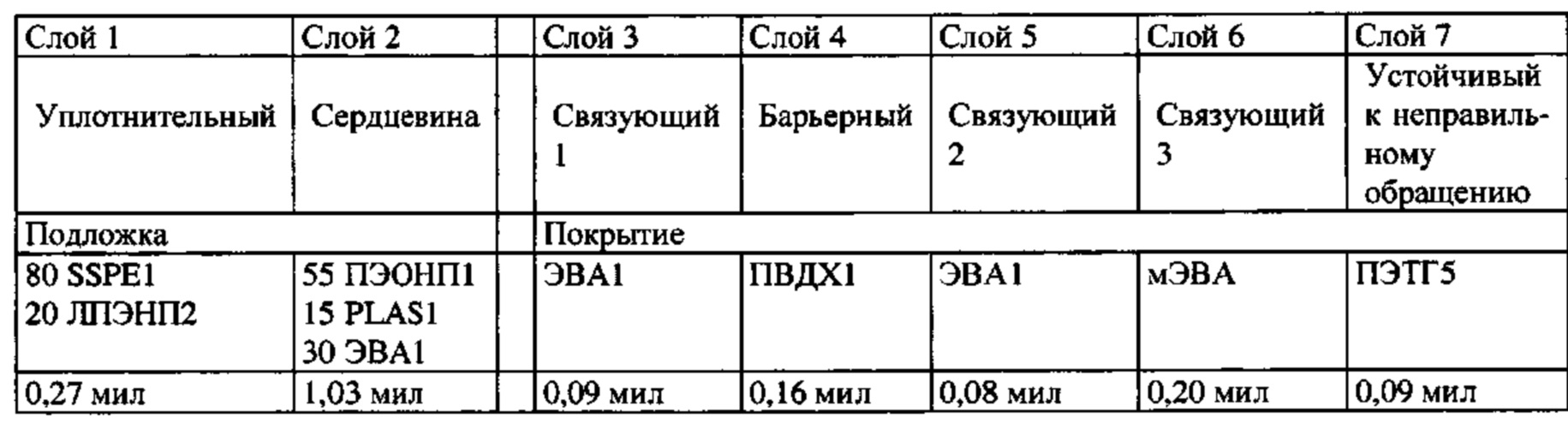
Пленка 84I

Пленка 85N

Пленка 86N

Пленка 87N
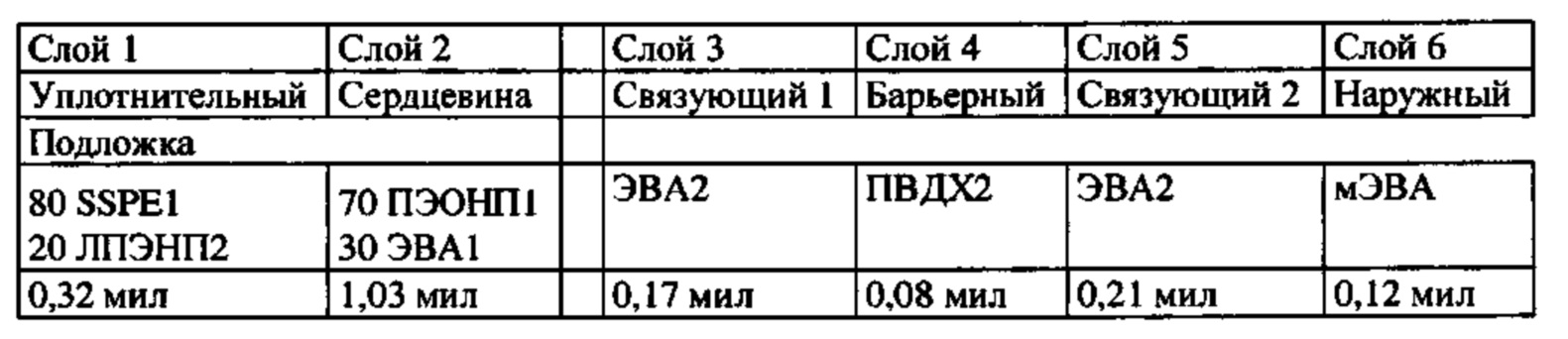
Пленка 88N

Пленка 89N

Пленка 90I
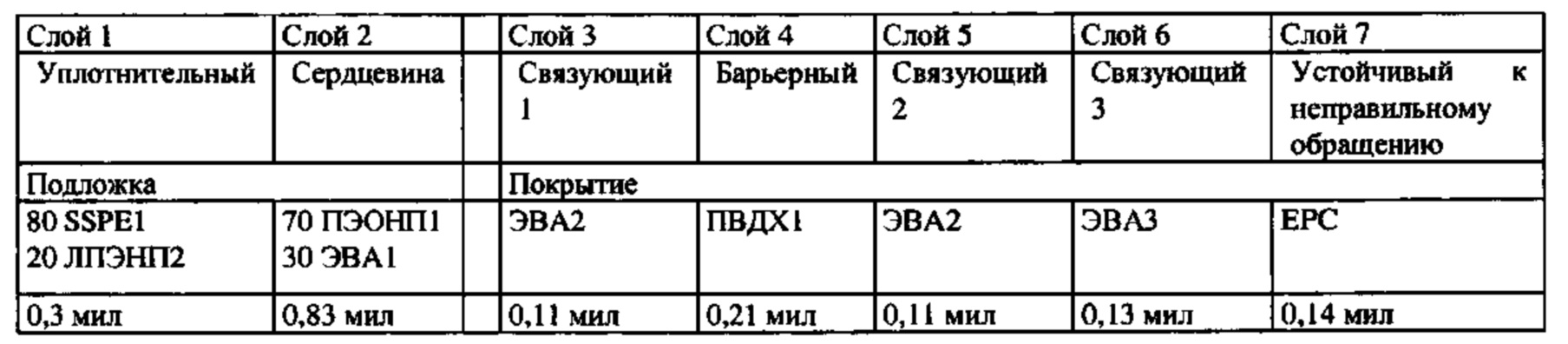
Полученные результаты различных испытаний изготовленных пленок и упаковок приведены далее в Таблице 2. Эти испытания включали свободную усадку, измеренную инструментальным методом требуемую для разрушения энергию, измеренное инструментальным методом сопротивление максимальной ударной нагрузке, сопротивление продавливанию, характеристики послеусадочного разрыва, послеусадочное помутнение и испытание на ударную вязкость. Испытания на свободную усадку, измеренную инструментальным методом требуемую для разрушения энергию, измеренное инструментальным методом сопротивление максимальной ударной нагрузке и сопротивление продавливанию проводились в соответствии с описанными выше стандартами ASTM. Были проведены описанные далее испытание на ударную вязкость с моделированным распределением нагрузки и испытание на захват и разрыв.
Испытание на ударную вязкость с моделированным распределением нагрузки
Упаковали половины свежего говяжьего филея (всего 21 образец) в испытываемый материал или контрольный пакет. Герметично укупорили и вакуумировали пакеты в роторной вакуумной камере, как описано в патенте US 6499274 на имя McDonald и др., который во всей полноте в порядке ссылки включен в настоящую заявку.
Использовали одинарную термосварочную проволоку, при этом сваривание осуществлялось путем пропускания тока 68-72 ампер в течение 0,53 секунды при усилии герметизации 15.
Подвергли упаковки усадке с использованием усадочного туннеля с температурой воды около 85°С. Упаковки находились в усадочном туннеле в течение около 1-3 секунд.
Осмотрели упаковки, чтобы проверить, полностью ли они сварены, и убедиться в их герметичности перед помещением в картонную коробку. В каждой коробке находилось по одному продукту каждого состава плюс контрольный образец. Каждую коробку по отдельности сбрасывали по одному разу с высоты 36 дюймов с использованием машины для испытания на ударную вязкость LANSMONT (модель Field to Lab №S/N М-15764). Приблизительно через 15 минут после сбрасывания проверили упаковки на наличие повреждений. Упаковки, давшие утечку, были маркированы в целях последующей идентификации характера повреждений.
Использовали новые упаковки и коробки для дополнительного или альтернативного испытания пленок 1I, 59I, 66I и 70I на ударную вязкость таким же способом за исключением того, что их сбрасывали с высоты 30 дюймов с использованием такой же испытательной машины LANSMONT, и применяли для обнаружения повреждений процедуру, описанную выше при сбрасывании с высоты 36 дюймов.
Повторно герметизировали коробки, в которых сбрасывали продукты (без извлечения пакетов, разрушившихся во время испытания на ударную вязкость), и зафиксировали на вибростоле с целью испытания с моделированным распределением нагрузки на вибросистеме LANSMONT. Испытание с моделированным распределением нагрузки проводилось согласно стандарту ASTM D4169, который во всей полноте в порядке ссылки включен в настоящую заявку. Испытание с моделированным распределением нагрузки проводилось с интенсивностью на уровне II в течение одного часа. По завершении испытания с моделированным распределением нагрузки повторно открыли коробки, и повторно оценили упаковки на наличие повреждений. Зарегистрировали характер повреждений после окончания испытания с моделированным распределением нагрузки. После окончания испытаний и идентификации характера повреждений повторно упаковали продукты в новую упаковку, изготовленную из другой пленки, при этом упаковывание происходило в описанных ранее условиях. Поместили повторно упакованные продукты в морозильную камеру с температурой -20°F на 45 минут до проведения следующего цикла испытаний.
При проведении испытания на ударную вязкость пленок с общей свободной усадкой ≥90% при 85°С было установлено, что герметизация пакета при обычном расстояния между продуктом и уплотнением около 4 см обеспечивает уплотнение, плотно облегающее продукт после усадки пленки. Когда эти плотно облегающие упаковки сбрасывали с высоты 36 дюймов, было обнаружено, что вследствие гидравлического давления уплотнения повреждались в месте формирования на упаковке. Преобладающим характером повреждений, наблюдавшимся после испытания на ударную вязкость, являлся прорыв упаковки в месте формирования уплотнения и отказ уплотнений, при этом большинство повреждений наблюдалось после испытания на ударную вязкость. Разрыв краев становился очевидным, когда материалы сваривались током>73 ампер в течение 530 мсек.
Результаты для комбинированного испытания на ударную вязкость и испытания с моделированным распределением нагрузки упаковок, изготовленных из Пленок II, IN, 2I, 2N, 52N, 58I, 58N, 59I, 66I, 69I, 70I, 84I и 86I представлены далее в Таблице 2. Снижение усилия герметизации не уменьшало процент повреждений при испытании на ударную вязкость.
Оценка свойств захвата и разрыва
Во время этого испытания оценивали послеусадочные свойства захвата и разрыва упаковок. Оценили инициирование разрыва, определяя, возможно ли вручную инициировать разрыв от инициаторов с использованием вспомогательных средств захвата в форме отверстий для пальцев с целью приложения усилия вытягивания, перпендикулярного требуемому направлению разрыва. Оценили распространение разрыва, определяя, распространяются ли разрывы через термосварное уплотнение и до противоположного края упаковки. Также отмечалась сравнительная легкость разрыва различных составов и контрольного состава.
Существовало пять возможных результатов испытания: (№1) приложение усилия посредством вспомогательных средств захвата не обеспечивало легкого инициирования и распространения разрыва от инициаторов разрыва, а усилие вытягивания в направлении наружу от вспомогательных средств захвата, вызывало отрыв вспомогательных средств захвата; (№2) после приложения усилия посредством вспомогательных средств захвата отверстия для пальцев не отрывались, и разрыв распространялся до заводского уплотнения, после чего: (№2А) дальнейшего распространения разрыва от инициатора разрыва не происходило, поскольку вспомогательные средства захвата отрывались, или (№2В) разрыв распространялся далее только в пределах кромки в направлении краю упаковки и не распространялся через заводское уплотнение, или (№2С) разрыв распространялся далее через уплотнение, но после этого разрыв распространялся к боковому краю упаковки и не распространялся по всей длине упаковки до ее противоположного края, (№2D) разрыв распространялся далее через уплотнение, а затем по всей длине пакета до противоположного конца упаковочного изделия.
У пленки 52N разрыв с трудом распространялся через заводское уплотнение, что приводило к отрыву и отслаиванию материала на кромке снаружи от заводского уплотнения. У подвергнутых облучению материалов разрыв инициировался и распространялся легче, чем у материалов, которые не были подвергнуты облучению.

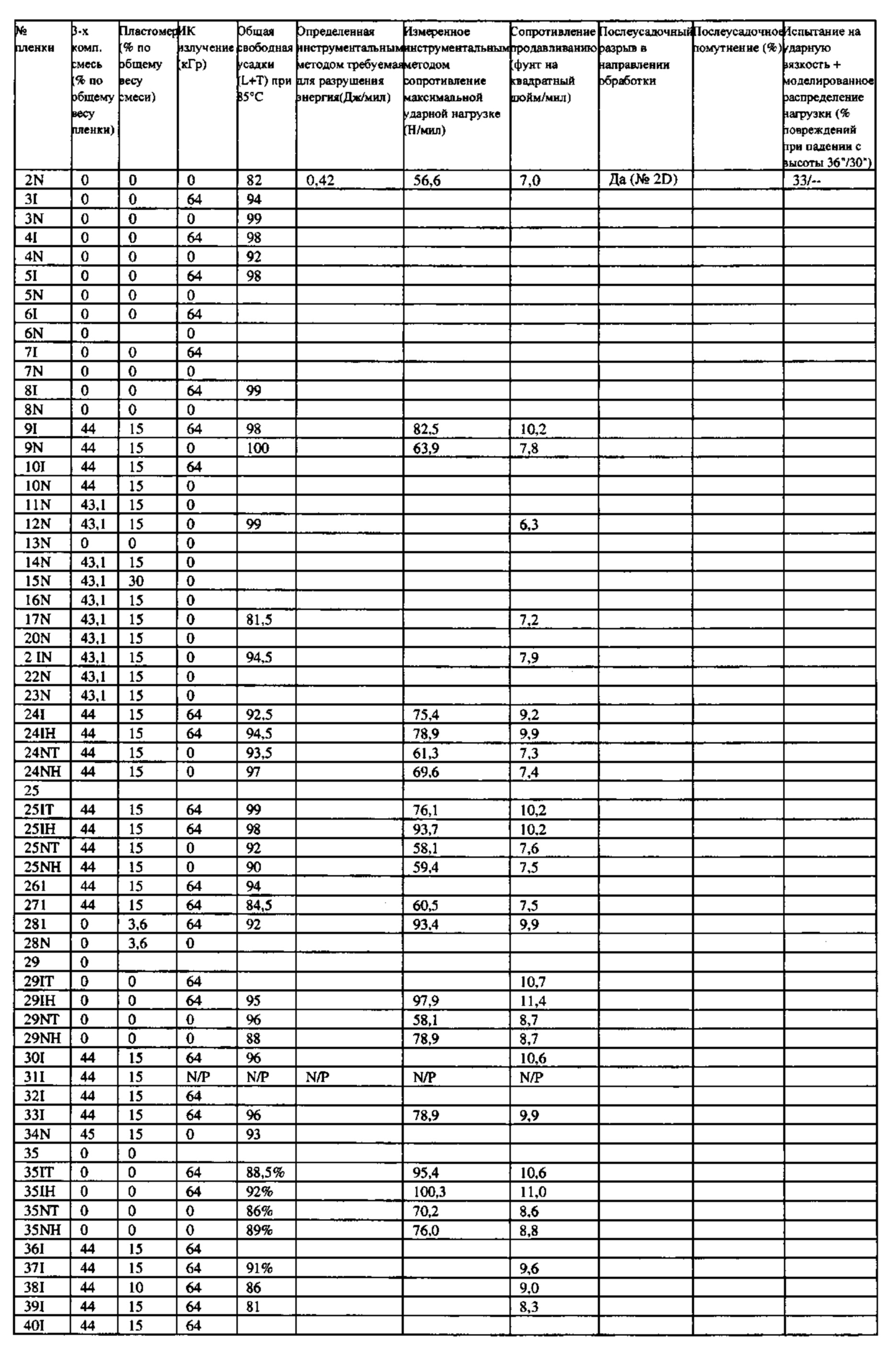

Результаты испытаний
Пленки 1I, 66I и 69I являлись единственными содержащими пластомер пленками, имеющими облученную подложку, которые были подвергнуты каждому из следующих испытаний на (i) усадку, (ii) требуемую для разрушения энергию и (iii) послеусадочный разрыв по всей длине в направлении обработки. Кроме того, пленки 1I, 66I и 69I также являлись единственными пленками, которые продемонстрировали сочетание (i) по меньшей мере 90% общей свободной усадки при 85°С, (ii) требуемой для разрушения энергии, по меньшей мере, 0,65 Дж/мил, и (iii) послеусадочного разрыва по всей длине в направлении обработки. Пленка 1I имела слой, содержащий смесь с содержанием пластомера 15% по весу, при этом пластомер составлял 6,6% по общему весу пленки.
Как видно из приведенной выше таблице, все содержащие пластомер пленки, которые продемонстрировали (i) более 90% общей свободной усадки при 85°С и (iii) послеусадочный разрыв по всей длине в направлении обработки, имели подвергнутые облучению подложки (пленка 1I, пленка 59I, пленка 66I и пленка 69I). Важно, что пленка 1N, которая отличается от пленки 1I только тем, что она не была подвергнута облучению, не продемонстрировала послеусадочного разрыва по всей длине в направлении обработки. Попытка разорвать пленку IN с использованием вспомогательных средств захвата привела к ее разрыву, а не к послеусадочному разрыву пленки от инициаторов разрыва по всей длине в направлении обработки. Удивительным результатом этих данных стал вывод, согласно которому для содержащих пластомер пленок, имеющих общую свободную усадку, по меньшей мере, 90% при 85°С, присутствие сшитой полимерной сетки (т.е. полученной путем облучения подложки в данных примерах) является необходимым, если пленка должна демонстрировать послеусадочный разрыв по всей длине в направлении обработки.
В результате сравнения относительно низкой общей свободной усадки 82% при 85°С у пленки 2I и значительно более высокой общей свободной усадки 97% при 85°С у пленки 1I было неожиданно обанаружено, что добавление пластомера приводит к увеличению на 19% общей свободной усадки при 85°С в сочетании с увеличением требуемой для разрушения энергии с 0,68 Дж/мил (пленка 21) до 0,87 Дж/мил (пленка 1I), т.е. на 28%.
Пленка 59I, которая содержала пластомер и обладала свойствами усадки и разрыва пленок 1I, 66I и 69I в случае испытания на требуемую для разрушения энергию также может демонстрировать требуемую для разрушения энергию, по меньшей мере, 0,65 Дж/мил. Однако это лишь подтвердило бы удивительный результат сочетания свойств усадки, требуемой для разрушения энергии и послеусадочного линейного разрыва по всей длине, обнаруженных у пленок 1I, 66I и 69I.
Дальнейшее сравнение пленки 1I с пленкой 2I показывает, что присутствие пластомера улучшает рабочие показатели испытания на ударную вязкость + моделированное распределение нагрузки. Хотя это улучшение может быть связано с увеличением энергии, требуемой для разрушения пленки, было обнаружено, что преобладающими типами повреждений при испытании на ударную вязкость + моделированное распределение нагрузки являлись: (i) разрыв пакетов помимо сформированного уплотнения (т.е. уплотнения, которым укупоривается пакет после помещения в него мяса) и (ii) повреждения сформированного уплотнения. Кроме того, если герметизация осуществлялась путем приложения тока ≥73 ампер к термосварочному прутку в течение 0,53 секунды, при испытании на ударную вязкость происходили разрывы по краям (т.е. разрывы вдоль уплотнения из-за ослабления пленки вследствие чрезмерного утончения пленки во время герметизации). Таким образом, типы повреждений при испытании на ударную вязкость показывают, что результаты испытания ударную вязкость не являются просто эквивалентом энергии, требуемой для разрушения пленки. Скорее, результаты испытания на ударную вязкость связаны с целостностью пленки вокруг уплотнения и ее способностью формировать прочные уплотнения, в частности, устойчивые к загрязнению уплотнения.
Как указано в приведенной выше таблице, пленка 1I имела частоту повреждений 24% при падении с высоты 36'' в результате испытания на ударную вязкость + моделированное распределение нагрузки, а пленка 2I имела частоту повреждений 33% в результате такого же испытания. Таким образом, добавление пластомера в пленку не только дает увеличение на 18% общей свободной усадки при 85°С и увеличение на 28% требуемой для разрушения энергии, но также обеспечивает упаковки, у которых на 27% снижена частота повреждений при падении с высоты 36'' в результате испытания на ударную вязкость. Эти данные испытания на ударную вязкость + моделированное распределение нагрузки считаются подтверждающими неожиданный результат сочетания высокой общей свободной усадки и высокой ударной вязкости, присущей пленке согласно изобретению.
Различные и дополнительные варианты осуществления раскрытого предмета изобретения описаны и перечислены в следующих пунктах A-YYY.
А. Упаковочное изделие, содержащее многослойную термоусадочную пленку, которая содержит первую часть, наслоенную на вторую часть, и в которой:
А) первая часть пленки содержит первый слой, который является первым наружным слоем и является внутренним слоем упаковочного изделия, служащим термосварным слоем, при этом часть пленки содержит сшитую полимерную сетку;
B) вторая часть пленки содержит:
(b)(i) второй слой, который является вторым наружным слоем, содержит полиэфир и является наружным слоем упаковочного изделия, и
(b)(ii) третий слой, который является кислородобарьерным слоем, содержащим, по меньшей мере, один компонент, выбранный из группы, состоящей из поливинилиденхлорида, омыленного сополимера этилена/винилацетата, полиамида (в частности, полиамида MXD6, полиамида 6I/6T и/или полиамида 6), сложного полиэфира, полипропилена, гомополимера этилена, полиэтилен нафталата, политриметилен терефталата, жидкокристаллического полимера и поглотителя О2, при этом между первым слоем и вторым слоем находится третий слой;
C) многослойная термоусадочная пленка дополнительно содержит пластомер с максимальной температурой плавления менее 90°С, присутствующий в первой части пленки или во второй части пленки и присутствующий в многослойной термоусадочной пленке в количестве, по меньшей мере, 3% по общему весу пленки;
D) многослойная термоусадочная пленка дополнительно содержит смесь несовместимых полимеров, содержащую, по меньшей мере, один компонент, выбранный из группы, состоящей из:
(c)(i) смеси от 90 до 30% по весу гомополимера этилена и/или сополимера этилена/альфа-олефина и от 10 до 70% по весу сополимера этилена/ненасыщенного сложного эфира с содержанием ненасыщенного сложного эфира, по меньшей мере, 10% по весу;
(c)(ii) смеси иономерной смолы и сополимера этилена/ненасыщенного сложного эфира и/или полибутилена и/или гомополимера пропилена и/или сополимера пропилена;
(с)(iii) смеси гомогенного сополимера этилена/альфа-олефина и повторно используемой смеси полимеров, содержащей гомополимер этилена, гомополимер пропилена, сополимер этилена, сополимер пропилена, полиамид, сополимер этилена/ винилового спирта, иономерную смолу и модифицированный ангидридом сополимер этилена/альфа-олефина;
(c)(iv) смеси от 10 до 75% по весу сополимера этилена/ненасыщенного сложного эфира и от 90 до 15% по весу пропилена и/или сополимера пропилена/этилена и/или полибутилена и/или модифицированного сополимера этилена/альфа-олефина и/или гомополимера стирола и/или сополимера стирола/бутадиена;
(c)(v) смеси сополимера этилена/норборнена и сополимера этилена/ненасыщенного сложного эфира и/или полипропилена и/или полибутилена;
(c)(vi) смеси от 90 до 15% по весу сополимера этилена/альфа-олефина и от 10 до 75% по весу полипропилена и/или полибутилена и/или сополимера этилена/норборнена;
(c)(vii) смеси от 90 до 25% по весу гомогенного гомополимера пропилена и/или гомогенного сополимера пропилена и 10-75% по весу гомогенного сополимера этилена/альфа-олефина и/или сополимера этилена/ненасыщенного сложного эфира;
(c)(viii) смеси гомополимера пропилена и/или сополимера пропилена/этилена и/или полибутилена и сополимера этилена/метилакрилата и/или сополимера этилена/акриловой кислоты и/или сополимера этилена/бутилакрилата;
(c)(ix) смеси полиамида и полистирола и/или сополимера этилена/альфа-олефина и/или сополимера этилена/винилацетата и/или сополимера стирола/бутадиена; и
(с)(х) смеси полиамида 6 и полиамида 6I6T;
при этом смесь несовместимых полимеров присутствует в первой части пленки или второй части пленки, смесь несовместимых полимеров присутствует в многослойной термоусадочной пленке в количестве, по меньшей мере, 10% по общему весу пленки, внутренний слой упаковочного изделия сварен с самим собой термосварным уплотнением, упаковочное изделие имеет первую сторону и вторую сторону, кромку или головную часть снаружи от термосварного уплотнения, кромка или головная часть содержит край изделия и пару инициаторов разрыва, каждая пара инициаторов разрыва имеет первый инициатор разрыва и второй инициатор разрыва, первый инициатор разрыва находится на первой стороне изделия, а второй инициатор разрыва находится на второй стороне изделия, изделие может иметь инициируемый и распространяемый вручную первый разрыв на первой стороне изделия и инициируемый и распространяемый вручную второй разрыв на второй стороне изделия, первый разрыв и второй разрыв способны распространяться в направлении обработки от пары первого и второго инициаторов разрыва, и каждый разрыв распространяется в направлении обработки через термосварное уплотнение вдоль или поперек изделия и способен распотраняться вручную до противоположного края изделия, в результате чего после использования многослойной пленки с целью получения упакованного продукта путем его помещения внутрь упаковочного изделия, которое герметично окружает продукт и образует упаковку, и затем усадки пленки вокруг продукта получаемая упаковка может открываться вручную, и продукт может легко извлекаться из упаковки путем инициирования вручную разрывов в направлении обработки от первого и второго инициаторов разрыва, при этом разрывы распространяются вручную через уплотнение и до противоположного края изделия; и многослойная пленка имеет общую свободную усадку при 85°С, по меньшей мере, 90%, измеренную согласно стандарту ASTM D2732, и требуемую для разрушения энергию, по меньшей мере, 0,65 Дж/мил, измеренную инструментальным методом согласно стандарту ASTM D3763.
B. Упаковочное изделие по п. А, в котором пластомер присутствует в уплотнительном слое.
C. Упаковочное изделие по п. А, в котором пластомер присутствует в сердцевинном слое в первой части пленки.
D. Упаковочное изделие по п. А, в котором сердцевинный слой в первой части пленки содержит смесь несовместимых полимеров.
E. Упаковочное изделие по любому из п.п. A-D, в котором пленка содержит смесь несовместимых полимеров (c)(i), которая дополнительно содержит пластомер, при этом в смеси несовместимых полимеров присутствует гомополимер этилена и/или сополимер этилена/альфа-олефина в количестве, по меньшей мере, в два раза превышающем процентное содержание пластомера в смеси по общему весу смеси.
F. Упаковочное изделие по п. Е, в котором сополимер этилена/ненасыщенного сложного эфира в смеси несовместимых полимеров имеет содержание сложного эфира, по меньшей мере, 12% по весу сополимера этилена/ненасыщенного сложного эфира.
G. Упаковочное изделие по п. F, в котором гомополимер этилена и/или сополимер этилена/альфа-олефина присутствует в смеси несовместимых полимеров в количестве от 40 до 75% по весу смеси, пластомер присутствует в смеси несовместимых полимеров в количестве от 5 до 30% по весу смеси, и сополимер этилена/ненасыщенного сложного эфира присутствует в смеси несовместимых полимеров в количестве от 10 до 50% по весу смеси.
H. Упаковочное изделие по п. F, в котором гомополимер этилена и/или сополимер этилена/альфа-олефина присутствует в смеси несовместимых полимеров в количестве от 45 до 70% по весу смеси, пластомер присутствует в смеси несовместимых полимеров в количестве от 8 до 25% по весу смеси, и сополимер этилена/ненасыщенного сложного эфира присутствует в смеси несовместимых полимеров в количестве от 20 до 40% по весу смеси.
G. Упаковочное изделие по п. F, в котором гомополимер этилена и/или сополимер этилена/альфа-олефина присутствует в смеси несовместимых полимеров в количестве от 50 до 60% по весу смеси, пластомер присутствует в смеси несовместимых полимеров в количестве от 10 до 20% по весу смеси, и сополимер этилена/ненасыщенного сложного эфира присутствует в смеси несовместимых полимеров в количестве от 25 до 35% по весу смеси.
H. Упаковочное изделие по любому из предшествующих п.п. A-G, в котором многослойная пленка содержит смесь несовместимых полимеров в количестве от 20 до 95% по весу многослойной пленки.
I. Упаковочное изделие по любому из предшествующих п.п. A-G, в котором многослойная пленка содержит смесь несовместимых полимеров в количестве от 30 до 70% по весу многослойной пленки.
J. Упаковочное изделие по любому из предшествующих п.п. A-I, в котором кислородобарьерный слой содержит поливинилиденхлорид.
К. Упаковочное изделие по любому из предшествующих п.п. A-I, в котором пленка имеет общую толщину до усадки от 0,7 мил до 3,5 мил.
L. Упаковочное изделие по любому из предшествующих п.п. A-I, в котором пленка имеет общую толщину до усадки от 1 мил до 3 мил
М. Упаковочное изделие по любому из предшествующих п.п. A-I, в котором пленка имеет общую толщину до усадки от 1,3 мил до 2 мил
N. Упаковочное изделие по любому из предшествующих п.п. А-М, в котором пленка имеет общую толщину до усадки от 1,5 мил до 1,8 мил.
О. Упаковочное изделие по любому из предшествующих п.п. A-N, в котором полиэфир во втором наружном слое содержит, по меньшей мере, один компонент, выбранный из группы, состоящей из гомополимера полиэтилентерефталата, сополимера полиэтилентерефталата, гомополимера полибутилентерефталата, сополимера полибутилентерефталата, гомополимера полинафталинтерефталата, сополимера полинафталинтерефталата, гомополимера полиэтиленфураноата, сополимера полиэтиленфураноата и аморфного сложного полиэфира.
Р. Упаковочное изделие по любому из предшествующих п.п. А-О, в котором сложный полиэфир имеет температуру плавления от 240 до 275°С
Q. Упаковочное изделие по любому из предшествующих п.п. А-Р, в котором многослойная пленка дополнительно содержит связующий слой между кислородобарьерным слоем и наружным слоем, при этом связующий слой содержит, по меньшей мере, один компонент, выбранный из группы, состоящей из полиолефина с ангидридными функциональными группами, сополимера этилена/ненасыщенной кислоты с ангидридными функциональными группами, сополимера олефина/ненасыщенного сложного эфира с ангидридными функциональными группами, сополимера циклического олефина, полимера на основе акрилата, полиуретана и полимера на основе стирола.
R. Упаковочное изделие по любому из предшествующих п.п. A-Q, в котором сшитая полимерная сетка формируется путем облучения первой части пленки дозой от 30 до 120 кГр.
S. Упаковочное изделие по любому из предшествующих п.п. A-R, в котором многослойная пленка имеет послеусадочный зеркальный глянец под углом 60°, по меньшей мере, 110 единиц, измеренный согласно стандарту ASTM D2457.
Т. Упаковочное изделие по любому из предшествующих п.п. A-S, в котором многослойная пленка имеет общую свободную усадку при 85°С, по меньшей мере, 95%, измеренную согласно стандарту ASTM D2732.
U. Упаковочное изделие по любому из предшествующих п.п. А-Т, в котором пластомер этилена/альфа-олефинова имеет индекс текучести расплава ≤1,1 дг/мин.
V. Упаковочное изделие по любому из предшествующих п.п. A-U, в котором пластомер имеет максимальную температуру плавления ≤88°С.
W. Упаковочное изделие по любому из предшествующих п.п. A-U, в котором пластомер имеет максимальную температуру плавления ≤85°С.
X. Упаковочное изделие по любому из предшествующих п.п. A-U, в котором пластомер имеет максимальную температуру плавления≤82°С.
Y. Упаковочное изделие по любому из предшествующих п.п. A-U, в котором пластомер имеет максимальную температуру плавления ≤80°С.
Z. Упаковочное изделие по любому из предшествующих п.п. A-U, в котором пластомер имеет максимальную температуру плавления от 45°С до 90°С.
АА. Упаковочное изделие по любому из предшествующих п.п. A-U, в котором пластомер имеет максимальную температуру плавления от 50 до 85°С.
ВВ. Упаковочное изделие по любому из предшествующих п.п. A-U, в котором пластомер имеет максимальную температуру плавления от 55°С до 85°С.
СС. Упаковочное изделие по любому из предшествующих п.п. A-U, в котором пластомер имеет максимальную температуру плавления от 45 до 80°С.
DD. Упаковочное изделие по любому из предшествующих п.п. A-U, в котором пластомер этилена/альфа-олефина имеет плотность ≤0,908 г/см3.
ЕЕ. Упаковочное изделие по любому из предшествующих п.п. A-U, в котором пластомер этилена/альфа-олефина имеет плотность ≤0,905 г/см3.
FF. Упаковочное изделие по любому из предшествующих п.п. A-U, в котором пластомер этилена/альфа-олефина имеет плотность ≤0,902 г/см3.
GG. Упаковочное изделие по любому из предшествующих п.п. A-U, в котором пластомер этилена/альфа-олефина имеет плотность ≤0,900 г/см3.
НН. Упаковочное изделие по любому из предшествующих п.п. A-U, в котором пластомер этилена/альфа-олефина имеет плотность ≤0,895 г/см3.
II. Упаковочное изделие по любому из предшествующих п.п. A-U, в котором пластомер этилена/альфа-олефина имеет плотность ≤0,890 г/см3.
JJ. Упаковочное изделие по любому из предшествующих п.п. A-U, в котором пластомер этилена/альфа-олефина имеет плотность ≤0,886 г/см3.
KK. Упаковочное изделие по любому из предшествующих п.п. A-U, в котором пластомер имеет плотность от 0,857 до 0,908 г/см3.
LL. Упаковочное изделие по любому из предшествующих п.п. A-U, в котором пластомер имеет плотность от 0,86 до 0,905 г/см3.
ММ. Упаковочное изделие по любому из предшествующих п.п. A-U, в котором пластомер имеет плотность от 0,87 до 0,903 г/см3.
NN. Упаковочное изделие по любому из предшествующих п.п. A-U, в котором пластомер имеет плотность от 0,875 до 0,902 г/см3.
ОО. Упаковочное изделие по любому из предшествующих п.п. A-U, в котором пластомер имеет плотность от 0,88 до 0,900 г/см3.
PP. Упаковочное изделие по любому из предшествующих п.п. A-U, в котором пластомер имеет плотность от 0,88 до 0,895 г/см3.
QQ. Упаковочное изделие по любому из предшествующих п.п. A-U, в котором пластомер имеет плотность от 0,88 до 0,89 г/см3.
RR. Упаковочное изделие по любому из предшествующих п.п. A-QQ, в котором многослойная пленка имеет требуемую для разрушения энергию, по меньшей мере, 0,70 Дж/мил, измеренную инструментальным методом согласно стандарту ASTM D3763, а пластомер имеет индекс текучести расплава ≤1,1 г/10 мин, измеренный согласно стандарту ASTM D1238.
SS. Упаковочное изделие по любому из предшествующих п.п. A-RR, в котором пластомер присутствует в многослойной пленке в количестве, по меньшей мере, 3% по общему весу пленки.
ТТ. Упаковочное изделие по любому из предшествующих п.п. A-SS, в котором многослойная пленка имеет общую свободную усадку при 85°С, по меньшей мере, 100%, измеренную согласно стандарту ASTM D2732.
UU. Упаковочное изделие по любому из предшествующих п.п. A-SS, в котором многослойная пленка имеет общую свободную усадку при 85°С, по меньшей мере, 105%, измеренную согласно стандарту ASTM D2732.
VV. Упаковочное изделие по любому из предшествующих п.п. A-UU, в котором головная часть или кромка дополнительно содержит, по меньшей мере, одно вспомогательное средство захвата для содействия захвату многослойной пленки во время разрыва вручную.
WW. Упаковочное изделие по п. VV, в Котором вспомогательное средство захвата имеет висячий участок.
XX. Упаковочное изделие по любому из предшествующих п.п. A-WW, в котором первый инициатор разрыва расположено над вторым инициатором разрыва на одной линии с ним, а кромка дополнительно содержит первое средство захвата между парой инициаторов разрыва и первым концом кромки и второе средство захвата между парой инициаторов разрыва и вторым концом кромки.
YY. Упаковочное изделие по п. XX, в котором первое и второе вспомогательные средства захвата имеют в себе висячий участок.
ZZ. Упаковочное изделие по любому из предшествующих п.п. A-YY, в котором участок кромки или головной части на первой стороне изделия подвергается термосварной обработке, и соответствующий участок головной части на второй стороне изделия также подвергается термосварной обработке.
AAA. Упаковочное изделие по п. ZZ, в котором подвергаемый термосварной обработке участок первой и второй сторон изделия представляет собой уплотнение внутреннего слоя пленки с самим собой по его периметру.
ВВВ. Упаковочное изделие по любому из предшествующих п.п. А-ААА, в котором упаковочным изделием является пакет с торцевым уплотнением, а первый и второй инициаторы разрыва находятся в кромке пакета.
ССС. Упаковочное изделие по любому из предшествующих п.п. А-ААА, в котором упаковочным изделием является пакет с боковыми уплотнениями, имеющий сложенное дно, первое боковое уплотнение, второе боковое уплотнение и открытый верх.
DDD. Упаковочное изделие по любому из предшествующих п.п. А-ААА, в котором упаковочным изделием является мешок, имеющий нижнее уплотнение, первое боковое уплотнение и второе боковое уплотнение
ЕЕЕ. Упаковочное изделие по любому из предшествующих п.п. А-ААА, в котором упаковочным изделием является изготовленное согласно формовочно-фасовочно-укупорочной технологии упаковочное изделие, имеющее соединяющий края материала сварной шов, проходящий по длине изделия, и первое и второе торцевые уплотнения, при этом формовочно-фасовочно-укупорочное упаковочное изделие окружает содержащийся в нем продукт.
FFF. Упаковочное изделие по любому из предшествующих п.п. А-ЕЕЕ, в котором упаковочное изделие имеет сцепленную с ним накладку, которой является накладная пленка.
GGG. Упаковочное изделие по любому из п.п. A-FFF, в котором сшитая полимерная сетка подвергнута деформации путем твердофазной ориентации.
ННН. Упаковочное изделие по любому из предшествующих п.п. A-GGG, в котором многослойная пленка содержит полиамид в количестве от 0,1 до 10% по общему весу пленки.
III. Упаковочное изделие по любому из предшествующих п.п. A-GGG, в котором многослойная пленка не содержит полиамида.
JJJ. Упаковочное изделие, содержащее многослойную термоусадочную пленку, которая содержит первую часть, наслоенную на вторую часть, и в которой:
A) первая часть пленки содержит первый слой, который является первым наружным слоем и является внутренним слоем упаковочного изделия, служащим термосварным слоем, при этом часть пленки содержит сшитую полимерную сетку;
B) вторая часть пленки содержит:
(b)(i) второй слой, который является вторым наружным слоем, содержит полиэфир и является наружным слоем упаковочного изделия, и
(b)(ii) третий слой, который является кислородобарьерным слоем, содержащим, по меньшей мере, один компонент, выбранный из группы, состоящей из поливинилиденхлорида, омыленного сополимера этилена/винилацетата, полиамида (в частности, полиамида MXD6, полиамида 6I/6T и/или полиамида 6), сложного полиэфира, полипропилена, гомополимера этилена, полиэтилен нафталата, политриметилен терефтапата, жидкокристаллического полимера и поглотителя О2, при этом между первым слоем и вторым слоем находится третий слой;
C) многослойная термоусадочная пленка дополнительно содержит пластомер с максимальной температурой плавления менее 90°С, присутствующий в первой части пленки или во второй части пленки и присутствующий в многослойной термоусадочной пленке в количестве, по меньшей мере, 3% по общему весу пленки;
D) многослойная термоусадочная пленка дополнительно содержит смесь несовместимых полимеров, содержащую, по меньшей мере, один компонент, выбранный из группы, состоящей из:
(c)(i) смеси от 90 до 30% по весу гомополимера этилена и/или сополимера этилена/альфа-олефина и от 10 до 70% по весу сополимера этилена/ненасыщенного сложного эфира с содержанием ненасыщенного сложного эфира, по меньшей мере, 10% по весу;
(с)(ii) смеси иономерной смолы и сополимера этилена/ненасыщенного сложного эфира и/или полибутилена и/или гомополимера пропилена и/или сополимера пропилена;
(с)(iii) смеси гомогенного сополимера этилена/альфа-олефина и повторно используемой смеси полимеров, содержащей гомополимер этилена, гомополимер пропилена, сополимер этилена, сополимер пропилена, полиамид, сополимер этилена/ винилового спирта, иономерную смолу и модифицированный ангидридом сополимер этилена/альфа-олефина;
(c)(iv) смеси от 10 до 75% по весу сополимера этилена/ненасыщенного сложного эфира и от 90 до 15% по весу пропилена и/или сополимера пропилена/этилена и/или полибутилена и/или модифицированного сополимера этилена/альфа-олефина и/или гомополимера стирола и/или сополимера стирола/бутадиена;
(c)(v) смеси сополимера этилена/норборнена и сополимера этилена/ненасыщенного сложного эфира и/или полипропилена и/или полибутилена;
(c)(vi) смеси от 90 до 15% по весу сополимера этилена/альфа-олефина и от 10 до 75% по весу полипропилена и/или полибутилена и/или сополимера этилена/норборнена;
(c)(vii) смеси от 90 до 25% по весу гомогенного гомополимера пропилена и/или гомогенного сополимера пропилена и 10-75% по весу гомогенного сополимера этилена/альфа-олефина и/или сополимера этилена/ненасыщенного сложного эфира;
(c)(viii) смеси гомополимера пропилена и/или сополимера пропилена/этилена и/или полибутилена и сополимера этилена/метилакрилата и/или сополимера этилена/акриловой кислоты и/или сополимера этилена/бутилакрилата;
(c)(ix) смеси полиамида и полистирола и/или сополимера этилена/альфа-олефина и/или сополимера этилена/винилацетата и/или сополимера стирола/бутадиена; и
(с)(х) смеси полиамида 6 и полиамида 6I6T;
при этом смесь несовместимых полимеров присутствует в первой части пленки или второй части пленки, смесь несовместимых полимеров присутствует в многослойной термоусадочной пленке в количестве, по меньшей мере, 10% по общему весу пленки, внутренний слой упаковочного изделия сварен с самим собой термосварным уплотнением, упаковочное изделие имеет первую сторону и вторую сторону, кромку или головную часть снаружи от термосварного уплотнения, кромка или головная часть содержит край изделия и пару инициаторов разрыва, каждая пара инициаторов разрыва имеет первый инициатор разрыва и второй инициатор разрыва, первый инициатор разрыва находится на первой стороне изделия, а второй инициатор разрыва находится на второй стороне изделия, изделие может иметь инициируемый и распространяемый вручную первый разрыв на первой стороне изделия и инициируемый и распространяемый вручную второй разрыв на второй стороне изделия, первый разрыв и второй разрыв способны распространяться в направлении обработки от пары первого и второго инициаторов разрыва, и каждый разрыв распространяется в направлении обработки через термосварное уплотнение вдоль или поперек изделия и способен распространяться вручную до противоположного края изделия, в результате чего после использования многослойной пленки с целью получения упакованного продукта путем его помещения внутрь упаковочного изделия, которое герметично окружает продукт и образует упаковку, и затем усадки пленки вокруг продукта получаемая упаковка может открываться вручную, и продукт может легко извлекаться из упаковки путем инициирования вручную разрывов в направлении обработки от первого и второго инициаторов разрыва, при этом разрывы распространяются вручную через уплотнение и до противоположного края изделия; и многослойная пленка имеет общую свободную усадку при 85°С, по меньшей мере, 90%, измеренную согласно стандарту ASTM D2732, и сопротивление максимальной ударной нагрузке, по меньшей мере, 66 ньютонов/мил, измеренное инструментальным методом согласно стандарту ASTM D3763.
KKK. Упаковочное изделие по п. JJJ, в котором измеренное инструментальным методом сопротивление максимальной ударной нагрузке многослойной пленки составляет, по меньшей мере, 70 ньютонов/мил.
LLL. Упаковочное изделие по п. JJJ, в котором измеренное инструментальным методом сопротивление максимальной ударной нагрузке многослойной пленки составляет, по меньшей мере, 75 ньютонов/мил.
МММ. Упаковочное изделие по п. JJJ, в котором измеренное инструментальным методом сопротивление максимальной ударной нагрузке многослойной пленки составляет, по меньшей мере, 77 ньютонов/мил.
NNN. Упаковочное изделие по п. JJJ, в котором измеренное инструментальным методом сопротивление максимальной ударной нагрузке многослойной пленки составляет, по меньшей мере, 80 ньютонов/мил.
ООО. Упаковочное изделие, содержащее многослойную термоусадочную пленку, которая содержит первую часть, наслоенную на вторую часть, и в которой:
А) первая часть пленки содержит первый слой, который является первым наружным слоем и является внутренним слоем упаковочного изделия, служащим термосварным слоем, при этом часть пленки содержит сшитую полимерную сетку;
B) вторая часть пленки содержит:
(b)(i) второй слой, который является вторым наружным слоем, содержит полиэфир и является наружным слоем упаковочного изделия, и
(b)(ii) третий слой, который является кислородобарьерным слоем, содержащим, по меньшей мере, один компонент, выбранный из группы, состоящей из поливинилиденхлорида, омыленного сополимера этилена/винилацетата, полиамида (в частности, полиамида MXD6, полиамида 6I/6T и/или полиамида 6), сложного полиэфира, полипропилена, гомополимера этилена, полиэтилен нафталата, политриметилен терефталата, жидкокристаллического полимера и поглотителя О2, при этом между первым слоем и вторым слоем находится третий слой;
C) многослойная термоусадочная пленка дополнительно содержит пластомер с максимальной температурой плавления менее 90°С, присутствующий в первой части пленки или во второй части пленки и присутствующий в многослойной термоусадочной пленке в количестве, по меньшей мере, 3% по общему весу пленки;
D) многослойная термоусадочная пленка дополнительно содержит смесь несовместимых полимеров, содержащую, по меньшей мере, один компонент, выбранный из группы, состоящей из:
(c)(i) смеси от 90 до 30% по весу гомополимера этилена и/или сополимера этилена/альфа-олефина и от 10 до 70% по весу сополимера этилена/ненасыщенного сложного эфира с содержанием ненасыщенного сложного эфира, по меньшей мере, 10% по весу;
(с)(ii) смеси иономерной смолы и сополимера этилена/ненасыщенного сложного эфира и/или полибутилена и/или гомополимера пропилена и/или сополимера пропилена;
(с)(iii) смеси гомогенного сополимера этилена/альфа-олефина и повторно используемой смеси полимеров, содержащей гомополимер этилена, гомополимер пропилена, сополимер этилена, сополимер пропилена, полиамид, сополимер этилена/ винилового спирта, иономерную смолу и модифицированный ангидридом сополимер этилена/альфа-олефина;
(c)(iv) смеси от 10 до 75% по весу сополимера этилена/ненасыщенного сложного эфира и от 90 до 15% по весу пропилена и/или сополимера пропилена/этилена и/или полибутилена и/или модифицированного сополимера этилена/альфа-олефина и/или гомополимера стирола и/или сополимера стирола/бутадиена; (c)(v) смеси сополимера этилена/норборнена и сополимера этилена/ненасыщенного сложного эфира и/или полипропилена и/или полибутилена;
(c)(vi) смеси от 90 до 15% по весу сополимера этилена/альфа-олефина и от 10 до 75% по весу полипропилена и/или полибутилена и/или сополимера этилена/норборнена;
(c)(vii) смеси от 90 до 25% по весу гомогенного гомополимера пропилена и/или гомогенного сополимера пропилена и 10-75% по весу гомогенного сополимера этилена/альфа-олефина и/или сополимера этилена/ненасыщенного сложного эфира;
(c)(viii) смеси гомополимера пропилена и/или сополимера пропилена/этилена и/или полибутилена и сополимера этилена/метилакрилата и/или сополимера этилена/акриловой кислоты и/или сополимера этилена/бутилакрилата;
(c)(ix) смеси полиамида и полистирола и/или сополимера этилена/альфа-олефина и/или сополимера этилена/винилацетата и/или сополимера стирола/бутадиена; и
(с)(х) смеси полиамида 6 и полиамида 6I6T;
при этом смесь несовместимых полимеров присутствует в первой части пленки или второй части пленки, смесь несовместимых полимеров присутствует в многослойной термоусадочной пленке в количестве, по меньшей мере, 10% по общему весу пленки, внутренний слой упаковочного изделия сварен с самим собой термосварным уплотнением, упаковочное изделие имеет первую сторону и вторую сторону, кромку или головную часть снаружи от термосварного уплотнения, кромка или головная часть содержит край изделия и пару инициаторов разрыва, каждая пара инициаторов разрыва имеет первый инициатор разрыва и второй инициатор разрыва, первый инициатор разрыва находится на первой стороне изделия, а второй инициатор разрыва находится на второй стороне изделия, изделие может иметь инициируемый и распространяемый вручную первый разрыв на первой стороне изделия и инициируемый и распространяемый вручную второй разрыв на второй стороне изделия, первый разрыв и второй разрыв способны распространяться в направлении обработки от пары первого и второго инициаторов разрыва, и каждый разрыв распространяется в направлении обработки через термосварное уплотнение вдоль или поперек изделия и способен распространяться вручную до противоположного края изделия, в результате чего после использования многослойной пленки с целью получения упакованного продукта путем его помещения внутрь упаковочного изделия, которое герметично окружает продукт и образует упаковку, и затем усадки пленки вокруг продукта получаемая упаковка может открываться вручную, и продукт может легко извлекаться из упаковки путем инициирования вручную разрывов в направлении обработки от первого и второго инициаторов разрыва, при этом разрывы распространяются вручную через уплотнение и до противоположного края изделия; и многослойная пленка имеет общую свободную усадку при 85°С, по меньшей мере, 90%, измеренную согласно стандарту ASTM D2732, и сопротивление продавливанию, по меньшей мере, 8 фунтов/кв. дюйм, измеренное согласно стандарту ASTM D3786.
РРР. Упаковочное изделие по п. ООО, котором сопротивление продавливанию многослойной пленки составляет, по меньшей мере, 9 фунтов/кв. дюйм.
QQQ. Упаковочное изделие по п. ООО, в котором сопротивление продавливанию многослойной пленки составляет, по меньшей мере, 10 фунтов/кв. дюйм.
RRR. Способ изготовления многослойной термоусадочной пленки, из которой может формироваться способное к термоусадке упаковочное изделие, которое после усадки разрывается по всей длине в направлении обработки, включающий:
A) экструзию первой части пленки, содержащей первый слой, который является первым наружным слоем и должен служить внутренним слоем упаковочного изделия и термосварным слоем;
B) закалку первой части пленки;
C) облучение первой части пленки, в результате чего в первой части пленки формируется сшитая полимерная сетка;
D) нанесение второй части пленки методом экструзии на первую часть пленки после облучения первой части пленки, в результате чего образуется слоистый материал из первой и второй частей пленки, при этом вторая часть пленки содержит:
(d)(i) второй слой, который является вторым наружным слоем и содержит сложный полиэфир, при этом второй наружный слой должен служить наружным слоем упаковочного изделия, и
(d)(ii) третий слой, который является кислородобарьерным слоем, содержащий, по меньшей мере, один компонент, выбранный из группы, состоящей из поливинилиденхлорида, омыленного сополимера этилена/винилацетата, полиамида, сложного полиэфира, полипропилена, гомополимера этилена, полиэтилен нафталата, политриметилен терефталата, жидкокристаллического полимера и поглотителя О2, при этом третий слой находится между первым слоем и вторым слоем;
E) повторное нагревание слоистого материала до температуры от 88°С до 100°С;
F) двухосное твердофазное ориентирование слоистого материала с получением многослойной термоусадочной пленки,
первая часть пленки и/или вторая часть пленки снабжены, по меньшей мере, одним слоем, содержащим смесь несовместимых полимеров, содержащую, по меньшей мере, один компонент, выбранный из группы, состоящей из:
(i) смеси от 90 до 30% по весу гомополимера этилена и/или сополимера этилена/альфа-олефина и 10-70% по весу сополимера этилена/ненасыщенного сложного эфира с содержанием ненасыщенного сложного эфира, по меньшей мере, 10% по весу,
(ii) смеси иономерной смолы и сополимера этилена/ненасыщенного сложного эфира и/или полибутилена и/или гомополимера пропилена и/или сополимера пропилена,
(iii) смеси гомогенного сополимера этилена/альфа-олефина и использованной повторно смеси полимеров, содержащей гомополимер этилена, гомополимер пропилена, сополимер этилена, сополимер пропилена, полиамид, сополимер этилена/винилового спирта, иономерную смолу и модифицированный ангидридом сополимер этилена/альфа-олефина,
(iv) смеси от 10 до 75% по весу сополимера этилена/ненасыщенного сложного эфира и от 90 до 15% по весу пропилена и/или сополимера пропилена/этилена и/или полибутилена и/или модифицированного сополимера этилена/альфа-олефина и/или гомополимера стирола, и/или сополимера стирола/бутадиена,
(v) смеси сополимера этилени/норборнена и сополимера этилена/ненасыщенного сложного эфира и/или полипропилена и/или полибутилена,
(vi) смеси от 90 до 15% по весу сополимера этилена/альфа-олефина и от 10 до 75% по весу полипропилена и/или полибутилена и/или сополимера этилена/норборнена,
(vii) смеси от 90 до 25% по весу гомогенного гомополимера пропилена и/или гомогенного сополимера пропилена и от 10 до 75% по весу гомогенного сополимера этилена/альфа-олефина и/или сополимера этилена/ненасыщенного сложного эфира,
(viii) смеси гомополимера пропилена и/или сополимера пропилена/этилена и/или полибутилена и сополимера этилена/метилакрилата и/или сополимера этилена/акриловой кислоты и/или сополимера этилена/бутилакрилата,
(ix) смеси полиамида и полистирола и/или сополимера этилена/альфа-олефина и/или сополимера этилена/винилацетата и/или сополимера стирола/бутадиена и
(x) смеси полиамида 6 и полиамида 6I6T, смесь несовместимых полимеров присутствует в слоистом материале в количестве, по меньшей мере, 10% по общему весу пленки, первая часть пленки и/или вторая часть пленки содержат пластомер с максимальной температурой плавления менее 90°С, пластомер присутствует в многослойной термоусадочной пленке в количестве, по меньшей мере, 3% по общему весу пленки, и многослойная пленка имеет общую свободную усадку при 85°С, по меньшей мере, 90%, измеренную согласно стандарту ASTM D2732, и требуемую для разрушения энергию, по меньшей мере, 0,65 Дж/мил, измеренную инструментальным методом согласно стандарту ASTM D3763.
SSS. Способ по п. RRR, в котором первая часть пленки облучается дозой от 30 до 120 кГр.
ТТТ. Способ по любому по любому из предшествующих п.п. RRR и SSS, в котором кислородобарьерный слой содержит поливинилиденхлорид.
UUU. Способ по любому из предшествующих п.п. RRR-TTT, в котором первая часть пленки экструдируется в виде рукава через кольцевую экструзионную матрицу, вторая часть пленки экструдируется поверх рукава через кольцевую матрицу для нанесения покрытия методом экструзии, а слоистым материалом является рукавный слоистый материал.
VVV. Способ по п. UUU, в котором двухосное твердофазное ориентирование выполняется путем подачи рукавного слоистого материала над захваченным пузырем с одновременной вытяжкой рукавного слоистого материала в направлении обработки.
WWW. Способ по любому из предшествующих п.п. RRR-TTT, в котором первая часть пленки экструдируется в форме листа через первую плоскую матрицу, вторая часть пленки экструдируется в виде покрытия листа через вторую плоскую матрицу, а слоистым материалом является плоский слоистый материал.
XXX. Способ по п. WWW, в котором двухосное твердофазное ориентирование выполняется путем вытяжки плоского слоистого материала на ширильной раме.
YYY. Способ по любому из предшествующих п.п. RRR-XXX, в котором двухосное ориентирование слоистого материала выполняется до общей степени ориентации от 10Х до 16Х.
Реферат
Изобретение относится к области полимерных материалов для упаковки и касается высокоусадочного, высокопрочного упаковочного изделия, демонстрирующего направленный разрыв. Упаковочное изделие содержит термоусадочную пленку, имеющую общую свободную усадку при 85°С по меньшей мере 90%. Пленка имеет внутренний уплотнительный слой, наружный полиэфирный слой и внутренний кислородобарьерный слой. Часть пленки содержит сшитую полимерную сетку. По меньшей мере один слой пленки содержит смесь несовместимых полимеров. Изделие имеет инициаторы разрыва. Упаковка обеспечивает полный послеусадочный разрыв от инициаторов разрыва до противоположного края изделия с целью легкого извлечения продукта. Пленка имеет измеренную инструментальным методом требуемую для разрушения энергию по меньшей мере 0,65 Дж/мил, и/или измеренное инструментальным методом сопротивление максимальной ударной нагрузке по меньшей мере 66 Н/мил, и/или сопротивление продавливанию по меньшей мере 8 фунтов/кв. дюйм. Изобретение обеспечивает создание упаковки из тонкой пленки с высоким уровнем термоусадки, которая легко открывается по всей длине после усадки посредством разрыва вручную по всей длине в направлении обработки и при этом является достаточно прочной, чтобы выдерживать неправильное обращение при обработке, транспортировке и обращения, и при производстве которой сводятся к минимуму затраты и выброс отходов в окружающую среду. 3 н. и 21 з.п. ф-лы, 23 ил., 3 табл.
Комментарии