Ламинированный металлический лист с покрытием из полиэфирной пленки некристаллической структуры и способ его изготовления, банка из ламинированного металлического листа с покрытием из полиэфирной пленки некристаллической структуры и способ ее изготовлен - RU2080265C1
Код документа: RU2080265C1
Чертежи




Описание
Изобретение относится к ламинированному металлическому листу и способу получения такого листа, а также к банке, изготовленной из этого листа, и способу изготовления этой банки.
Ламинирование металлического листа, в частности жести в виде металлической полосы, полимерными материалами является хорошо известным, описанным в литературе процессом. Полученные в результате этого процесса слоистые материалы находят широкое применение, в частности для изготовления тянутых банок с термосклеенными стенками (называемых также DWI-банками).
Известно, что в качестве исходного материала для изготовления таких банок можно использовать сталь или алюминий, покрытие полиолефином. Такие материалы описаны, например, в патенте США N 4096815 и патенте Великобритании N 2003415. Однако, настолько нам известно, такие материалы не нашли практического применения.
Нами было установлено, что полиолефины не образуют такие же покрытия, как термопластичные полиэфиры. Нанесение полиэфирных покрытий на сталь и алюминий описано, например в патентах Великобритании N 2123746 и N 2164899. Однако в этих патентах подчеркивается, что для получения контейнеров, которые можно было бы хранить в течение достаточно длительного времени, необходимо, чтобы полиэфирное покрытие сохраняло двухосевую ориентацию. Нами было установлено, что если слоистые материалы, типа описанных в этих патентах, подвергнуть механическим операциям, имеющим место при получении банок методом глубокой вытяжки или DWI-банок, то всегда будет возникать сильная дефектность полиэфирного покрытия. При сохранении ориентации структуры покрытий, описанных в патентах Великобритании N 21223746 или N 2164899, удлинение при разрыве уменьшается до довольно низких значений, которые становятся ниже, чем те усилия, которые возникают в процессе операций при получении DWI-банок. Поэтому такие слоистые материалы нельзя использовать для получения банок методом глубокой вытяжки или DWI банок.
Нами было установлено, что слоистый материал из металла со связанным с ним термопластичным полиэфиром, имеющим некристаллическую (или аморфную) структуру, будучи подвергнутым операциям, имеющим место при изготовлении DWI-банок, сохраняет целостность покрытия. Такие покрытия превосходят полиолефиновые покрытия при изготовлении DWI банок и лучше сохраняют свою целостность и защитные свойства.
Таким образом, предметом настоящего изобретения является ламинированный металлический лист, например жесть, обе стороны которой непосредственно связаны с пленкой некристаллического полиэфира.
Такой некристаллический полиэфир (в дальнейшем называемый аморфным полиэфиром) практически не должен быть ориентированным (наличие ориентации определяется с помощью рентгеноструктурного анализа или из измерений плотности).
Методика определения степени кристалличности с помощью рентгеноструктурного анализа описана в патенте Великобритании N 1566422. Из результатов измерений плотности
степень кристалличности может быть определена следующим образом:
Ve (p-Pa) • (p-Pc)-1
Ve объем кристаллической фракции;
P плотность полиэфира;
Pa плотность аморфного полиэфира;
Pc плотность кристаллического полиэфира.
Плотность может быть определена в водном растворе хлорида цинка или смеси н-гептана и четыреххлористого углерода с помощью колонки для определения плотности.
Типичными представителями некристаллических полиэфиров являются полиэтилентерефталат (PET). PET предпочтительно имеет характеристическую вязкость (измеренную в о-хлорфеноле при 25oC и концентрации 5 г/л) 0,5-1,1.
Для получения слоистого материала пленку, включающую полиэфир, наносят на металлический лист в условиях, в которых происходит прочное сцепление ее с металлом, причем в процессе ламинирования полиэфирная пленка или пленки переходит (или переходят) в состоящем из металла и полимера слоистом материале в некристаллическую (или аморфную) форму.
Предпочтительно, чтобы обе поверхности жести были покрыты, как это описано выше, пленкой некристаллического полиэфира. Однако настоящим изобретением охватывается и жесть, покрытая с одной стороны некристаллическим полиэфиром, а с другой стороны пленкой другого термопластичного полиэфира.
В качестве металлической основы, на которую наносятся полимерные пленки, обычно используется металлическая полоса, как правило, стальная, алюминиевая или из сплавов этих металлов, в частности из материалов на основе стали или алюминия, используемых для изготовления упаковки.
Толщина такой полосы обычно находится в пределах 0,05-0,4 мм для стали и 0,02 0,4 мм для алюминия, предпочтительно 0,25-0,35 мм для стальных и алюминиевых DWI банок.
Сталь может быть покрыта оловом, предпочтительно пассированным путем, обычно обработкой хроматом, никелем или цинком, черненной, фосфатированной, предпочтительно обработкой после фосфатирования хроматом.
Предпочтительной финишной обработкой стали является нанесение электролитического покрытия из хрома (такая сталь обозначается ECC S), состоящего из двух слоев, металлического хрома и оксида хрома. Толщина слоев хрома и оксида хрома у таких сталей может варьироваться в широких пределах. Обычно содержание хрома составляет 0,01 0,20 г/м2, а оксида хрома - 0,005 0,05 г/м2. Обычно ECCS получают в ваннах с добавками серосодержащего или фторсодержащего катализатора.
В качестве алюминиевого материала предпочтительно использовать сплав 3004 с финишной обработкой, включающей прокатку, очистку и, при желании, промасливание, или очистку и хроматную или хроматно-фосфатную обработку, и, при желании, промасливание. Примером подходящей хроматно-фосфатной обработки алюминиевой полосы является обработка ее Alocrom A 272.
Для получения слоистых материалов, состоящих из металла и полимера, могут использоваться самые различные полиэфирные пленки. Типичными
полиэфирными
материалами, подходящими для получения слоистых материалов в соответствии с настоящим изобретением, являются:
(I) литой термопластичный полиэфир, например полиэтилентерефталат;
(II)
двухосноориентированные полиэфирные пленки с поликристаллической структурой, чаще всего двухосноориентированный полиэтилентерефталат;
(III) литые, полученные путем совместной
экструзии,
композитные полиэфирные пленки;
(IV) композитные, полученные путем совместно экструзии, полиэфирные пленки, включающие:
(AI) внутренний слой из практически
некристаллического
линейного полиэфира с температурой размягчения ниже 200oC и температурой плавления ниже 250, но выше 150oC и
(A2) внешний слой из
двухосноориентированного линейного
полиэфира со степенью кристалличности выше 30%
При использовании полиэфирной пленки, полученной совместной экструзией, предпочтительно, чтобы внутренний
слой ее (A1) был тоньше внешнего слоя
(A2).
Обычно внешним слоем (A2) является гомополимер PET. Предпочтительно, чтобы его характеристическая вязкость равнялась 0,5 1,1, наиболее предпочтительно 0,6 0,7 для двухосноориентированных пленок и превышала 0,9 для пленок, полученных методом налива.
Более тонкий внутренний слой (A1) обычно представляет собой практически некристаллический линейный сополиэфир 80% этилентерефталата и 20% этиленизофталата. В качестве внутреннего слоя можно использовать также практически некристаллический сополимер, полученный из терефталевой кислоты и двух двухатомных спиртов, например, этиленгликоля и циклогександиметанола.
При желании полиэфирные слои могут содержать пигмент, например антиблокирующие агенты, такие как синтетическая двуокись кремния, или пигменты, окрашивающие эти слои в белый цвет, в частности диоксид титана. Предпочтительно, в частности, вводить в качестве пигмента диоксид титана в слой A2 для окрашивания внешней поверхности банок для напитков, получаемых из слоистых материалов в соответствии с настоящим изобретением.
Предпочтительно, чтобы внешний слой (A2) полученной совместной экструзией пленки был выполнен из полиэтилентерефталата и чтобы внутренний аморфный слой (A1) представлял собой линейный сополимер, например аморфный сополимер примерно 80% этилентерефталата и примерно 20% этиленизофталата. В качестве внутреннего аморфного слоя (A1) можно использовать также сополиэфиры терефталевой кислоты и двух спиртов, например этиленгликоля и циклогександиметанола.
В том случае, если полученные путем совместной экструзии пленки являются двухосноориентированными, степень кристалличности внешнего слоя (A2) обычно составляет 50% но может быть снижена до 40% и менее процентов за счет снижения степени ориентации кристаллического полимера.
Двухосная ориентация пленки может быть достигнута путем вытягивания аморфного экструдируемого полимера в направлении экструзии при температуре выше температуры его стеклования при факторе 2,2-3,8 и аналогично в поперечном направлении при факторе 2, 2-4,2.
Ламинированный металлический лист, например жесть, в соответствии с настоящим изобретением получают с помощью способа, включающего непосредственное нанесение на одну или обе стороны листа пленки, включающей полиэфир, в условиях, когда пленка или пленки в состоящем из металла и полимера слоистом материале переходит или переходят в некристаллическое или аморфное состояние.
По одному из предпочтительных вариантов получения состоящих из металла и полимера слоистых материалов в соответствии с настоящим изобретением полиэфирную однослойную пленку или пленки наносят на металлический лист путем нагревания последнего до температуры (T1), превышающей температуру плавления полиэфира и имеющей такое значение, чтобы в процессе ламинирования температура внешней поверхности полиэфирных пленок оставалась бы ниже температуры плавления соответствующих полиэфиров; нанесения пленки или пленок на металлический лист; повторного косвенного нагревания полученного слоистого материала до температуры (T2), превышающей температуру плавления соответствующих полиэфиров, и, после выдержки при этой температуре, быстрого охлаждения покрытого полиэфиром металла до температуры ниже температуры стеклования полиэфирных смол покрытия.
По другому предпочтительному варианту пленки представляют собой
композиты (A), включающие внутренний слой (A1) и
внешний слой (A2), которые одновременно наносят на металлический лист с помощью способа, включающего:
(I) нагрев металлического листа до
температуры (T1), превышающей температуру
размягчения внутреннего полиэфирного слоя (A1), но которая ниже температуры плавления внешнего слоя (A2);
(II) нанесение пленок на
металлический лист;
(III) повторный косвенный
нагрев полученного слоистого материала до температуры, превышающей температуры плавления каждой из полиэфирных пленок;
(IV) выдержку
при этой повышенной температуре и быстрое охлаждение
покрытого полиэфиром металла до температуры ниже температуры стеклования полиэфирных смол покрытия.
Вышеуказанные полиэфирные
пленки предпочтительно представляют собой полученные путем
совместной экструзии полиэфирные пленки, включающие:
(A1) внутренний слой из практики некристаллического линейного полиэфира с
температурой размягчения ниже 200 и температурой плавления ниже
250, но выше 150oC;
(A2) внешней слой из полиэфира с температурой плавления выше 220oC, причем эти
полиэфиры имеют характеристическую вязкость 0,5 1,1, измеренную в
о-хлорфеноле при 25oC и концентрации 5 г/л.
Повторный нагрев слоистого материала из металла и полимера предпочтительно осуществляют путем нагрева находящегося в нижней части устройства щели для ламинирования с помощью индукционных или инфракрасных нагревателей.
Температура, до которой необходимо нагревать металлический лист перед нанесением на него пленок, зависит от толщины и химической природы этих пленок. Нагрев непокрытого металла может осуществляться как от прямых, так и от косвенных источников, например с помощью индукционных или инфракрасных нагревателей, горячего воздуха или горячих роликов.
Для получения совместной экструзией двухосноориентированных полиэтилентерефталантных пленок достаточной является температура 140-350oC, для полученной путем совместной экструзии литой полиэфирной пленки 130 250oC.
Температуру до которой следует нагревать слоистый материал, выходящий из щели для ламинирования, обычно превышает 170oC в случае полиэтилентерефталата. При используемой технике интервал времени между процессами повторного нагрева и охлаждения составляет лишь около двух секунд. Охлаждение проводят равномерно, с высокой скоростью, путем, например, орошения завесой холодной воды, направляемой на полосу. Для предотвращения кристаллизации полиэфира слоистый материал необходимо охлаждать до температуры выше примерно 190o. Для предупреждения образования пузырей покрытие необходимо охлаждать до температуры ниже температуры плавления.
Известна банка из металлического листа с покрытием из полиэфирной пленки, выполненная в виде стакана с дном и боковой стенкой, которую получают из металлического листа с покрытием методом вытяжки с уточнением (патент США N 4457450, B 65 D 1/12, 84).
Слоистые материалы в соответствии с настоящим изобретением могут использоваться, в частности, для изготовления тянутых банок с термосклеенными стенками (DWI). Обычно процесс получения DWI-банок из металлического листа без органического покрытия состоит из следующих операций: 1 смазывают луженную или алюминиевую жесть; 2 вырезают из жести диск; 3 помещают диск на круглый комплексный штамп и закрепляют с помощью цилиндрического удерживающего кольца; 4 перемещают пуансон через комплектный штамп, контролируя перемещение жести с помощью удерживающего кольца; 5 формируют из металла неглубокую чашу, перемещая пуансон через комплектный штамп, пока через него не пройдет весь металл, после чего удаляют пуансон; 6 переносят чашу на пуансон с диаметром, равным диаметру будущей банки; 7 производят вторую вытяжку чаши и перемещают пуансон и чашу через комплект концентрических колец с последовательно уменьшающимся внутренним диаметром с таким расчетом, чтобы зазор между пуансоном и штампом стал бы меньше толщины материала чаши; 8 - стенки чаши термосклеивают и вытягивают; 9 удерживают сформованную банку и удаляют пуансон; 10 обрезают избыток металла с верхней части стенки банки; 11 прокатывают банку для удаления смазки и, в случае алюминия, стравливают металлические наносы; 12 ополаскивают и высушивают банку.
Обычно после промывки алюминиевые банки для напитков подвергают следующим операциям: 13 химически обрабатывают поверхность; 14 ополаскивают и высушивают в конвейерной печи; 15 наносят на наружную поверхность основное покрытие: 16 проводят отверждение покрытия; 17 наносят печатным методом декорирующий рисунок; 18 проводят отверждение рисунка; 19 наносят (путем напыления) покрытие на внутреннюю поверхность; 20 проводят отверждения покрытия; 21 формируют горловину и закраину банки, уменьшая диаметр горловины до величины, соответствующей торцевому уплотнению, и формируя фланец для закатывания двойным закаточным швом.
По другому варианту, в тех случаях, когда на наружную поверхность банок наносится основное покрытие, обычный печатный способ нанесения рисунка может быть заменен методом сублимационной печати, описанным, в частности, в патентах Великобритании NN 2101530, 2145971, 2141382, 2010529, 2141972 и 2147264. После отверждения основного покрытия бумажную этикетку, пропитанную сублимационным красителем, обертывают вокруг банки и прочно прикрепляют ее к ней с помощью небольшого количества адгезива на наносимый сверху бумажной наклейке. Банку пропускают затем через печь, нагретую до температуры, превышающей температуру сублимации красителя, а рисунок переносится на банку без помощи растворителя. Этикетка затем может быть снята с помощью струи воздуха. В результате получают банку с нанесенным на нее высококачественным рисунком. Такой способ осуществляется без использования растворителей. При проведении его не происходит попадание в атмосферу вредных веществ.
На изготовленные из слоистых материалов в соответствии с настоящим изобретением тянутые банки с термосклеенными стенками (DWI-банки) могут быть нанесены рисунки и надписи с помощью красок на основе обычных растворителей.
Сублимационные красители хорошо ложатся на термореактивные полиэфирные покрытия, и способ переноса красителей с бумажных этикеток на DWI-банки может быть осуществлен в промышленных масштабах. Нами было установлено, что и термопластичные полиэфирные покрытия на металлической жести могут воспринимать сублимационные красители. Однако высокого качества переноса с рисунка на бумажной этикетке можно достичь только при условии сохранения полиэтилентерефталатным покрытием своей ориентации. Если покрытие является аморфным (вследствие распыления в процессе ламинирования или если оно было получено из неориентированной пленки), то бумажная этикетка приклеивается к покрытию на стадии сублимации, и в результате рисунок портится.
Для осуществления сублимации рисунка с бумажной этикетки последнюю плотно прижимают к покрытию и нагревают до температуры выше 160oC, как правило, выше 220oC. В этих условиях для неориентированного РЕТ превышает температура стеклования (Tg), пленка становится довольно мягкой и может приставать к бумаге. Если же хотя бы внешний слой покрытия сохраняет двухосевую ориентацию, то бумага не приклеивается к покрытию в процессе сублимации красителя. Внешний ориентированный слой материала, контактирующий с бумагой, термически ведет себя иначе, а в процессе сублимации красителя не достигается эффективная температура его стеклования.
Казалось бы, вышеперечисленные проблемы, возникающие при переносе красителей на аморфные покрытия, делают маловероятной возможность сублимации красителей на DWI банки с аморфным полиэфирным покрытием. Совершенно неожиданно однако нами было установлено, что на DWI-банки, изготовленные из слоистых материалов с аморфным полиэфирным покрытием в соответствии с настоящим изобретением, может быть с успехом нанесен рисунок методом сублимации красителей в обычных условиях с использованием стандартных этикеток.
Процесс нанесения этикетки должен быть несколько модифицирован; для того, чтобы предупредить контактирование этикетки со стенкой банки на расстоянии примерно 2 мм от ее дна, как это показано на прилагаемом фиг. 7 буквой "g". При соблюдении этого бумага не будет прилипать к покрытию или портить его. В принципе, аморфное полиэфирное покрытие будет прилипать к бумаге, если при контактировании с ней его температура будет превышать Tg. Однако процесс получения банок включает осуществление ориентации полиэфирного покрытия слоистых материалов в соответствии с настоящим изобретением, и поэтому в ходе его неизбежно достигается температура стеклования Tg. Степень индукционной ориентации относительно невелика даже в верхней части банок и сильно различается для покрытий внутренней и внешней поверхностей. Тем более поэтому удивительным является явно выраженный положительный эффект предотвращения прилипания бумаги к покрытию.
Слоистые материалы, описанные в настоящем изобретении, могут с успехом использоваться для изготовления из них DWI-банок, причем при этом сохраняется целостность покрытий и прочность сцепления его с металлической основой.
Кроме того, на банки с таким покрытием может быть нанесен рисунок обычным печатным способом или с помощью сублимационных красителей.
Слоистые материалы в соответствии с настоящим изобретением могут использоваться также для получения других упаковочных элементов, в частности нестерилизованных элементов. Типичными примерами таких других компонентов являются: тянутые банки для напитков, например банки диаметром 54 и высотой 70 мм из ECCS толщиной 0,21 мм и пределом прочности 350 н/мм2; днища банок для напитков с надрезом для быстрого вскрытия из стали или алюминия диаметром, например 65 мм; цельные вытянутые горловины для вытянутых контейнеров; окрашенные компоненты днищ или верха, такие как кольца, днища и крышки; концевые части аэрозольных упаковок, такие как конусные и конусообразные части.
Настоящее изобретение имеет следующие основные преимущества: при осуществлении его не происходит выброса в атмосферу растворителей и, следовательно, не происходит загрязнения окружающей среды; крупные моечные машины могут быть заменены небольшими моечными агрегатами для банок, что позволяет снизить расход используемых для мойки химикатов; снижается расход энергии за счет уменьшения числа проходов через печь в процессе изготовления банок; улучшаются защитные свойства покрытия наружных поверхностей; улучшаются защитные свойства покрытия внутренних поверхностей; можно отказаться от использования в процессе изготовления банок смазки; снижаются капитальные и эксплуатационные расходы; высокое качество наносимых рисунков.
Приведенные в данном описании величины характеристической вязкости измерены при 25oC в О-хлорфенильном растворе при концентрации 5 г/л.
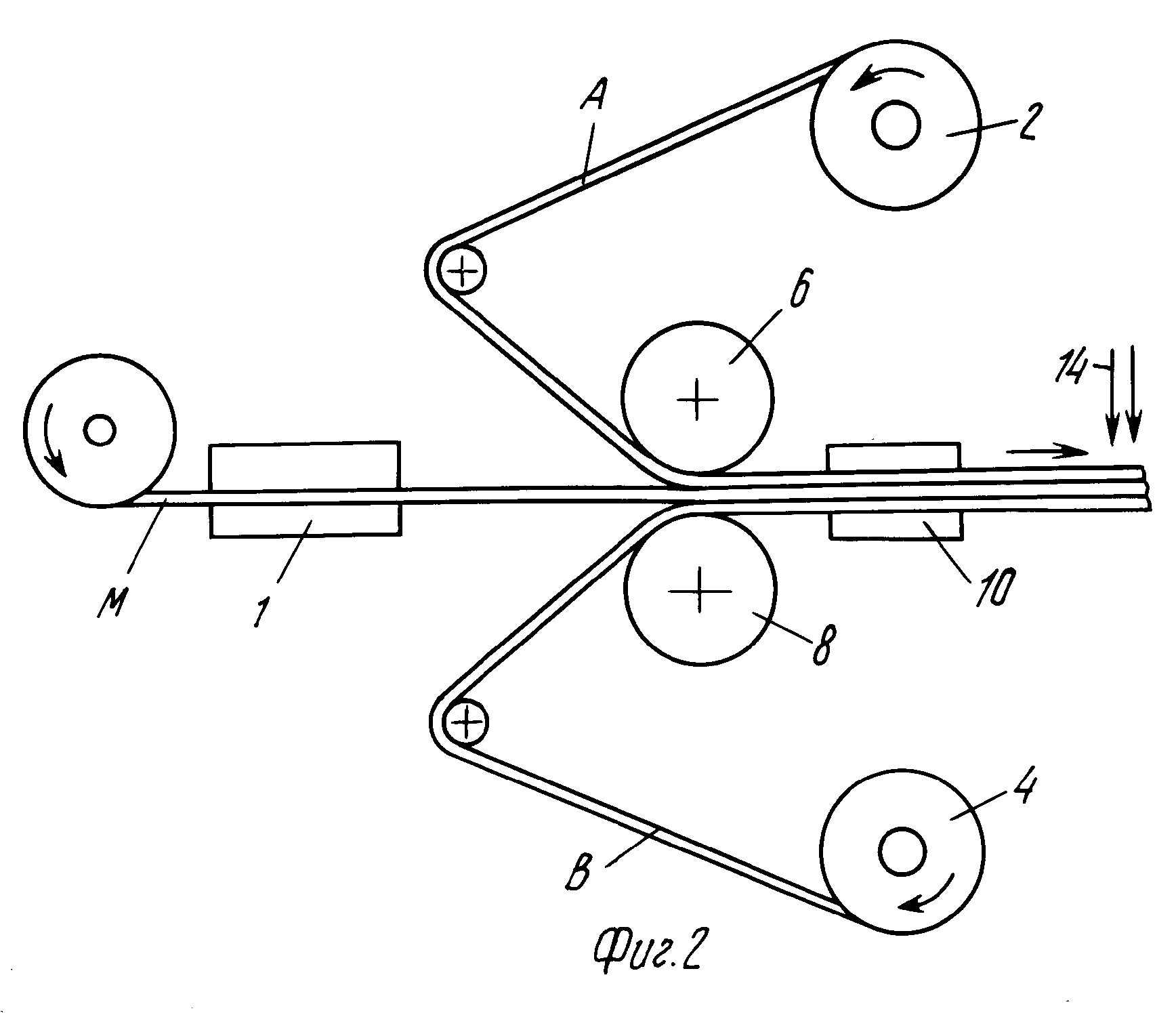
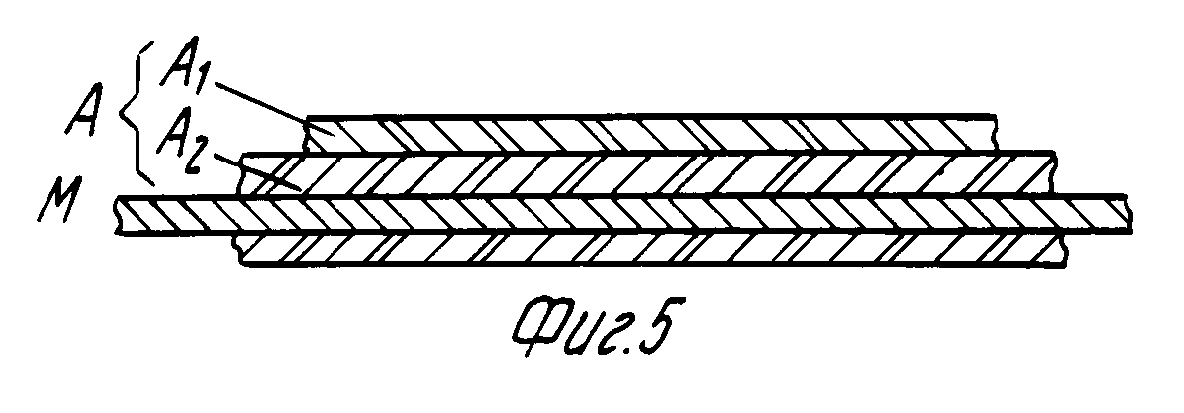
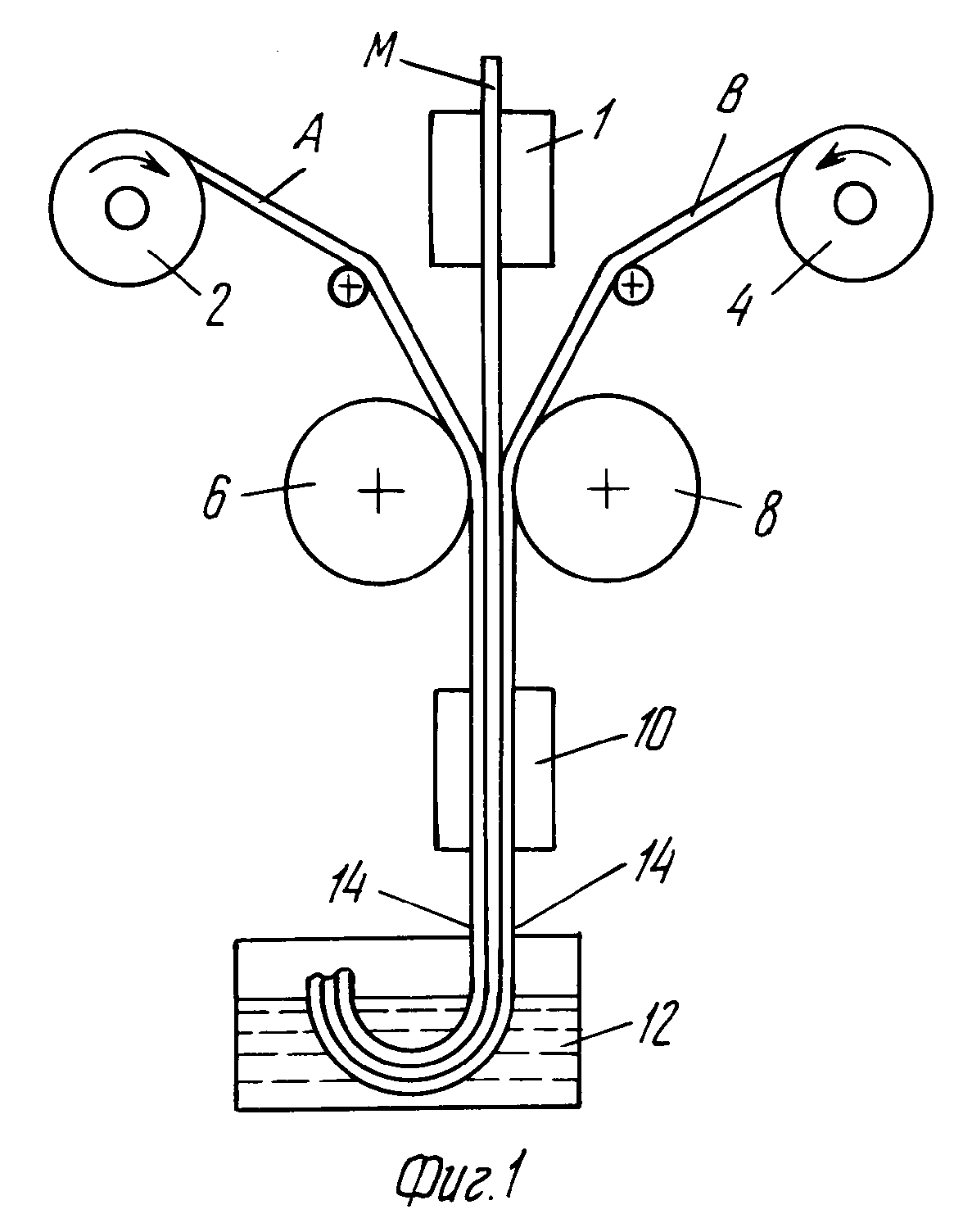
На фиг. 1 и 2 показано схематическое изображение устройства для осуществления способа в соответствии с настоящим изобретением; на фиг. 3 - диаграмма распределения температур; на фиг. 4 разрез слоистого материала, включающего композиционную многослойную полимерную пленку (А), нанесенную на металлическую полосу (М); на фиг. 5 разрез слоистого материала, содержащего, кроме того, пленку (В) из термопластичного полимера, нанесенную на противоположную сторону металлической полосы (М); на фиг. 6 верх банки, полученный из слоистого материала в соответствии с настоящим изобретением, и на фиг. 7 и 8 изображают соответственно тянутую с термосклеенными стенками и натянутую с повторной вытяжкой банки, изготовленные из слоистого материала в соответствии с настоящим изобретением.
Пример I II.
Слоистые полимеры из металла с двухсторонним полимерным покрытием получали путем ламинирования, осуществляемого в устройстве, схематически изображенном на прилагаемых фиг. 1 или 2. Металлическую жесть М предварительно нагревали с помощью инфракрасного или индукционного нагревателя 1 до температуры T1, которая, как правило, находилась в пределах 140 - 350oC. Полиэфирные пленки A и B подавали с питающих роликов 2 и 4 и наносили на противоположные стороны предварительно нагретой полосы металла с помощью роликов 6, 8, обычно имеющих диаметр 100 400 мм. Ламинирование обычно осуществляли при усилии сжатия 200 400 н/м, передаваемого через ролики 6, 8.
В зазоре для ламинирования осуществлялось равномерное тесное, без образования морщин, контактирование металлической полосы с полимерными пленками. После прохождения через ламинирующие ролики образующийся слоистый материал подвергали повторному нагреву, предпочтительно с помощью индукционного нагревателя 10 или инфракрасного нагревателя, до температуры ламинирования T2, при которой полимерные пленки (A) взаимодействуют с металлической полосой, образуя с ней прочную связь. Как правило, температура T2 находится в пределах 260 300oC для PET. Полученный слоистый материал из металла и полимера выдерживали при температуре T2 или более низкой температуре в течение короткого промежутка времени, обычно не более 2 секунд, и затем быстро и равномерно охлаждали водой до температуры, более низкой, чем температура стеклования полиэфира в пленках, например, до около 80o для РЕТ. Охлаждение можно осуществлять обычным способом, но, как правило, его осуществляют путем пропускания слоистого материала через емкость 12 с водой, как это показано на фиг. 1, или через устройство для орошения водой 14, как это показано на фиг. 1 и 2.
Вообще, более предпочтительно проводить процесс ламинирования в вертикально расположенном устройстве, изображенном на фиг. 1. Вертикальное перемещение металлической полосы через устройство для ламинирования позволяет осуществлять охлаждение более равномерно и с более высокой скоростью.
На фиг. 3 представлена схематическая диаграмма типичного распределения температуры при осуществлении процесса в устройстве в соответствии с фиг. 1.
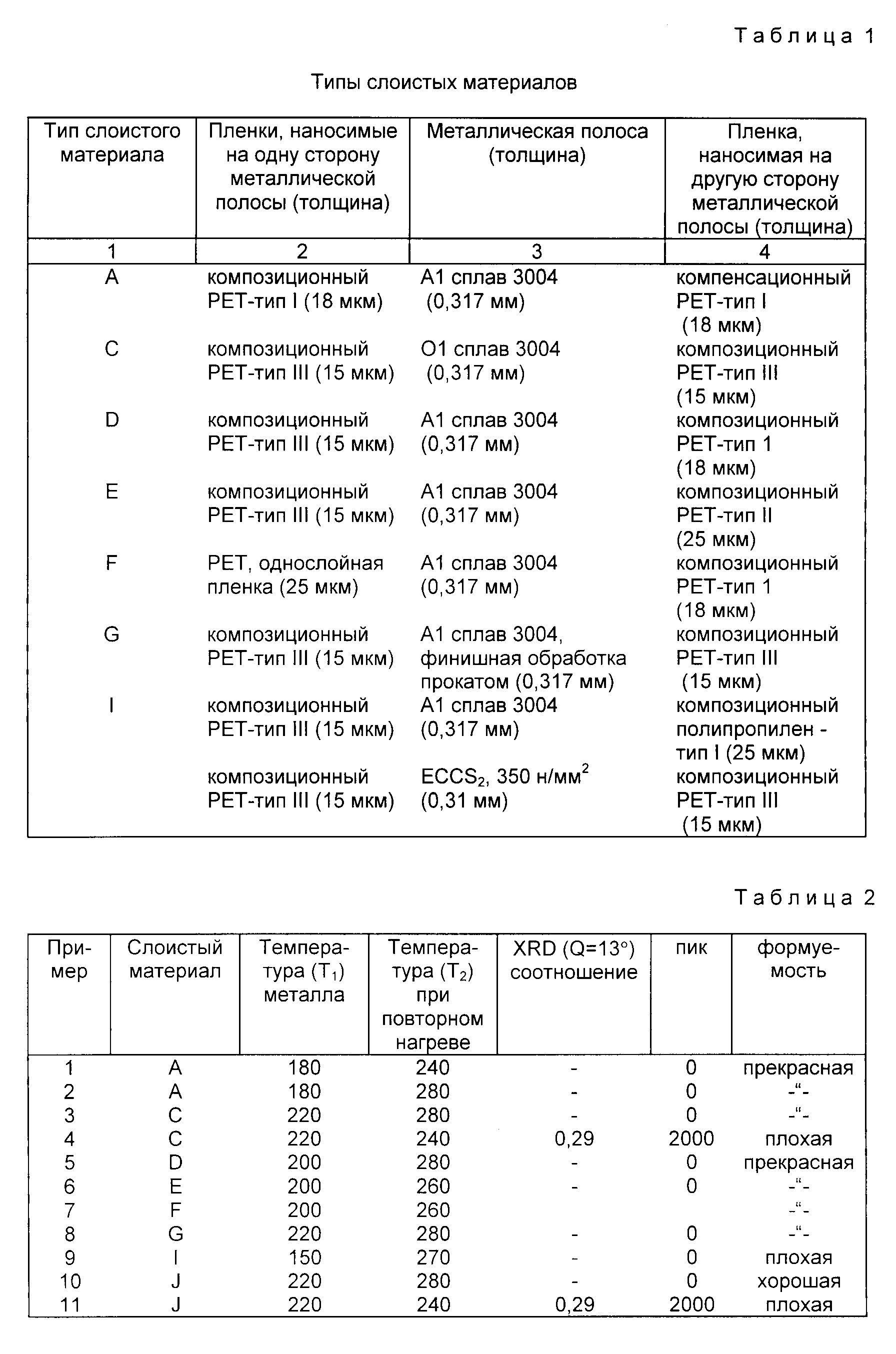
Описанным способом, путем предварительного нагрева металлической полосы с помощью инфракрасного или индукционного нагревателя, пропускания металлической полосы и полимерных пленок через пару прижимных роликов и одновременного нанесения полимерных пленок на обе стороны металлической полосы, были получены слоистые материалы из исходных материалов, характеристики которых приведены в табл. 1. Полученные слоистые материалы поворотно нагревали с помощью инфракрасного или индукционного нагревателя, выдерживали при температуре выше 200oC в течение двух секунд и быстро и равномерно охлаждали холодной водой.
В табл. 2 приведены результаты, полученные при изготовлении таких слоистых материалов при различных температурах T1 на стадии предварительного нагрева и различных температурах T2 на стадии повторного нагрева после процесса ламинирования.
Примечания к
таблице 1
Композиционный РЕТ типа I полученная совместной экструзией методом налива композиционная пленка, состоящая из (I) внутреннего слоя,
представляющего собой сополиэфир терефталевой
кислоты и этиленгликоля и циклогександиметанола, и (II) внешнего слоя, представляющего собой гомополимер РЕТ с характеристической вязкостью выше 0,9.
Композиционный РЕТ тип II такой же композиционный РЕТ, как и типа I, но содержащий во внешнем слое TiO2.
Композиционный РЕТ тип III полученная путем совместной экструзии двухосноориентированная пленка из композиционного РЕТ, состоящая из (I) внутреннего слоя, представляющего собой сополимер терефталевой кислоты и изофталевой кислоты и этиленгликоля, и (II) внешнего слоя, представляющего собой гомополимер РЕТ с характеристической вязкостью примерно 0,6 0,7.
Композиционный полипропилен тип I полученная путем совместной экструзии
полипропиленовая композиционная пленка,
состоящая из (I) внутреннего слоя из привитого, модифицированного ангидридом малеиновой кислоты полипропилена, и (II) внешнего слоя из полипропилена,
Композиционный полипропилен тип II такой
же композиционный полипропилен, как и типа I, но содержит во внешнем слое TiO2 и синтетическую двуокись кремния
Al сплав 3004 алюминиевый
сплав 3004, подвергнутый
хроматно-фосфатной обработке (Alocrom A272)
Al сплав 3004 с финишной обработкой прокатом алюминиевый сплав 3004, который после холодной прокатки не подвергается
очистке и дополнительной
обработке.
Формуемость слоистого материала оценивали по качеству покрытия после вытягивания и термосклеивания слоистого материала, осуществляемых в две стадии.
Первая стадия. Из слоистого материала после нанесения на него соответствующей смазки вытягивали чашу (высотой 35 и диаметром 86 мм).
Вторая стадия. Формировали корпус банки (диаметром 65 и высотой 130 мм) путем повторного вытягивания и термосклеивания стенок.
После этого банка споласкивали водой и высушивали. Качество покрытия оценивали путем погружения банки на две минуты в подкисленный раствор сульфата меди и визуального осмотра на появление осадка меди или с помощью метода "enamel rating", с использованием раствора хлорида натрия, подачи напряжения 6,3 В и регистрации тока в мА.
Влияние температуры, при которой осуществлялось ламинирование, на структуру полиэфирного покрытия и формуемость слоистого материала оценивалось с помощью рентгеноструктурного анализа. Для этого пленку или слоистый материал помещали в рентгеновский диффрактометр и, облучая плоские образцы пучком монохроматического рентгеновского излучения, определяли с помощью соответствующего детектора скорость счета. Образец и детектор располагали по отношению к пучку таким образом, чтобы угол между образцом и пучком (Q) и между пучком и детектором был бы равен отношению 1 2, как при обычной диффракции порошков. Полученные таким образом данные дают информацию о плоскостях, параллельных поверхности образца.
В случае двухосноориентированного РЕТ плоскость (1,0,0) дает большую скорость счета при Q 13o. В случае же аморфного РЕТ этот пик отсутствует. Соотношение высот пиков при Q 13o для слоистого материала и пленки характеризует степень ориентации слоистого материала. Полученные результаты представлены в виде соотношений высот пиков и высоты пика для РЕТ покрытия слоистого материала при Q 13o.
Слоистый материал B, ламинирование которого в соответствии с патентом Великобритании 2123746 осуществлялось с сохранением ориентации пленки, обладал плохой формуемостью (см. пример 3). При получении из него банок всегда происходило разрушение металла или сильное нарушение целостности покрытия. И, напротив, если слоистый материал B подвергался обработке, в результате которой покрытие теряло свою ориентацию и кристалличность, то он отличался прекрасной формуемостью, а покрытие после формования обеспечивало хорошую защиту.
Точно также двухосноориентированные, полученные путем совместной экструзии слоистые материалы C и J, обладают хорошей формуемостью при нахождении их в аморфной форме и плохой формуемостью, если они сохраняют свою ориентацию в слоистом материале (сравни примеры 3 и 4 и примеры 10 и 11).
Полученные наливом неориентированные РЕТ и РБТ покрытия обладали хорошими защитными свойствами, если после ламинирования они находились в аморфном, и плохими, если после ламинирования они находились в кристаллическом состоянии. Кристаллическая структура возникает, например при медленном охлаждении после повторного нагрева.
Пример 12 иллюстрирует тот факт, что слоистые материалы, полученные из полипропилена, типа описанного в патенте Великобритании 2003415, обладают плохой формуемостью. Как было установлено, при формовании из таких слоистых материалов банок происходит разрушение металла.
Степень реориентации полиэфирных покрытий оценивали путем контроля
тянутых банок с
термосклеенными стенками, изготовленных из слоистого материала и в условиях в соответствии с примером 3. При этом были получены следующие результаты:
ориентация образца
рентгеновская
дифракция (пик при Q 13o)
корпус банки:
внутреннее покрытие <50
внешнее покрытие <50
верхняя часть стенки банки:
внутреннее
покрытие 100
внешнее покрытие 450
Данные рентгеноструктурного анализа подтверждают, что ламинированная часть в соответствии с настоящим изобретением имеет аморфное
покрытие. В
верхней части стенок оно слегка ориентировано, причем несколько больше с наружной стороны.
Процесс формования не оказывает существенного влияния на внешнее покрытие нижних 2 мм стенки банки, которое сохраняет свое аморфное состояние.
На наружную сторону стенок DWI-банок, полученных из слоистых материалов в соответствии с примерами I II, наносили рисунок с помощью обычного сублимационного способа переноса красителей. Качество рисунков было прекрасное, если этикетка не контактировала с нижними 2 мм стенки банки, в области "g" на фиг. 7.
Реферат
Использование: для получения ламинированного металлического листа, который находит применение для изготовления тянутых банок с термосклеенными стенками. Сущность: многослойных материал получают путем нанесения, по крайней мере, на одну из сторон металлического листа двухосноориентированной пленки из сложного полиэфира, содержащего звенья этилентерефталата и термонаслаивания. Термонаслаивание осуществляют нагреванием металлического листа до температуры T1, превышающей температуру плавления пленки из сложного полиэфира, затем наносят пленку, по крайней мере, на одну из сторон под давлением так, чтобы внешняя поверхность пленки имела температуру ниже температуры плавления пленки. Материал повторно нагревают с помощью источника косвенного нагрева до температуры T2, превышающей температуру плавления пленки, выдерживают при этой температуре и быстро охлаждают материал до температуры ниже температуры стеклования пленки из сложного полиэфира, включающего звенья этилентерефталата, до получения многослойного материала с аморфной структурой пленки. Металлический лист может быть выполнен из сплава алюминия; двухосноориентированная пленка является кристаллической со степенью вытяжки в продольном направлении 2,2-3,8, и поперечном - 2,2-4,2. Пленка на основе сложного полиэфира может содержать двухокись титана в качестве пигмента и диоксид кремния в качестве антиблокирующего агента. При этом повышается способность материала к глубокой вытяжке. Вытяжку осуществляют в три этапа предварительного, дополнительного с уменьшением диаметра и увеличения высоты и окончательного. 4с. и 12 з.п. ф-лы, 8 ил. 2 табл.
Формула
12. Способ по пп. 4 11, отличающийся тем, что во внешний слой композиционной пленки добавляют пигмент, например двуокись титана.
Комментарии