Устройство для гофрирования картона - SU1152804A2
Код документа: SU1152804A2
Чертежи
Описание
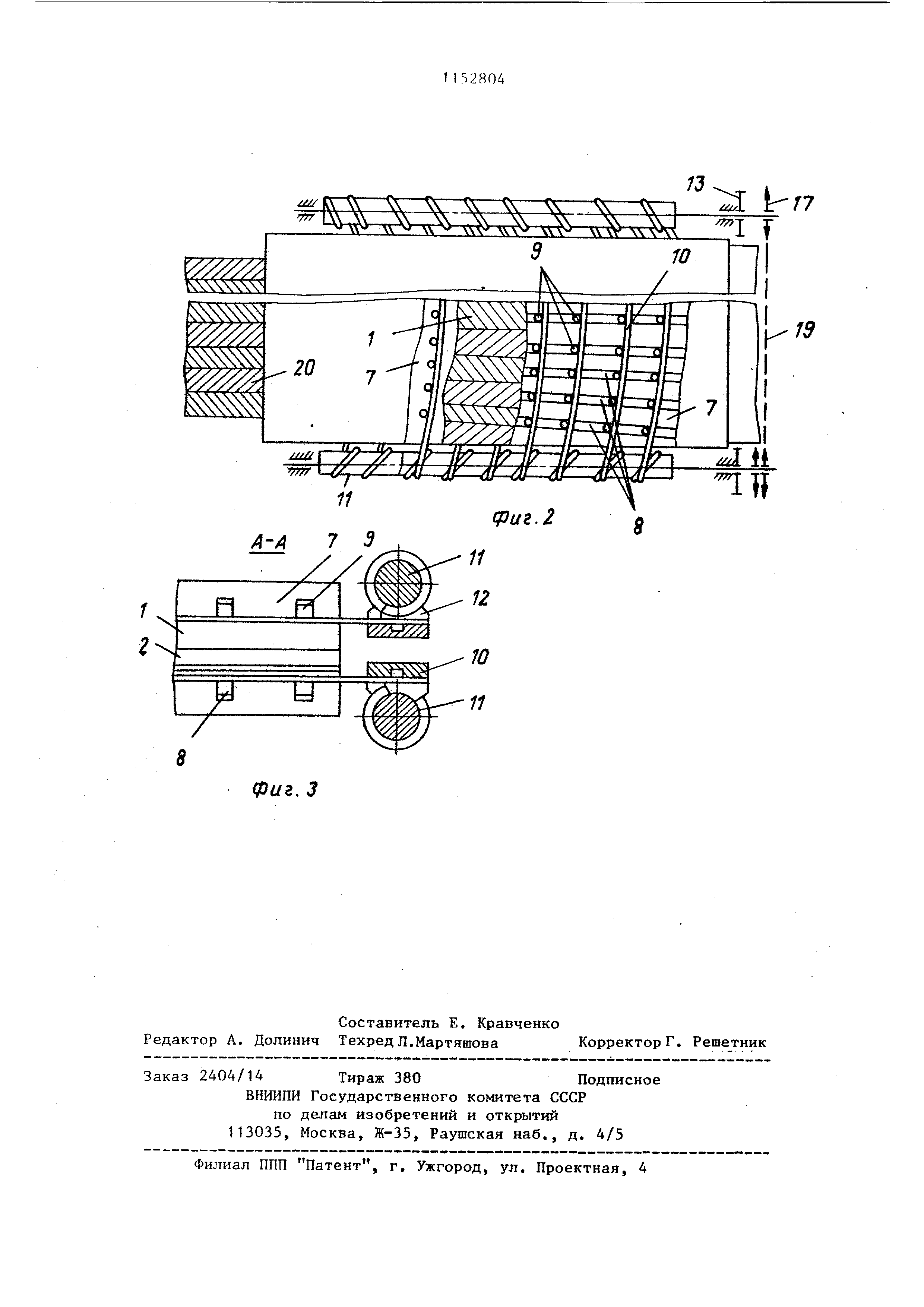
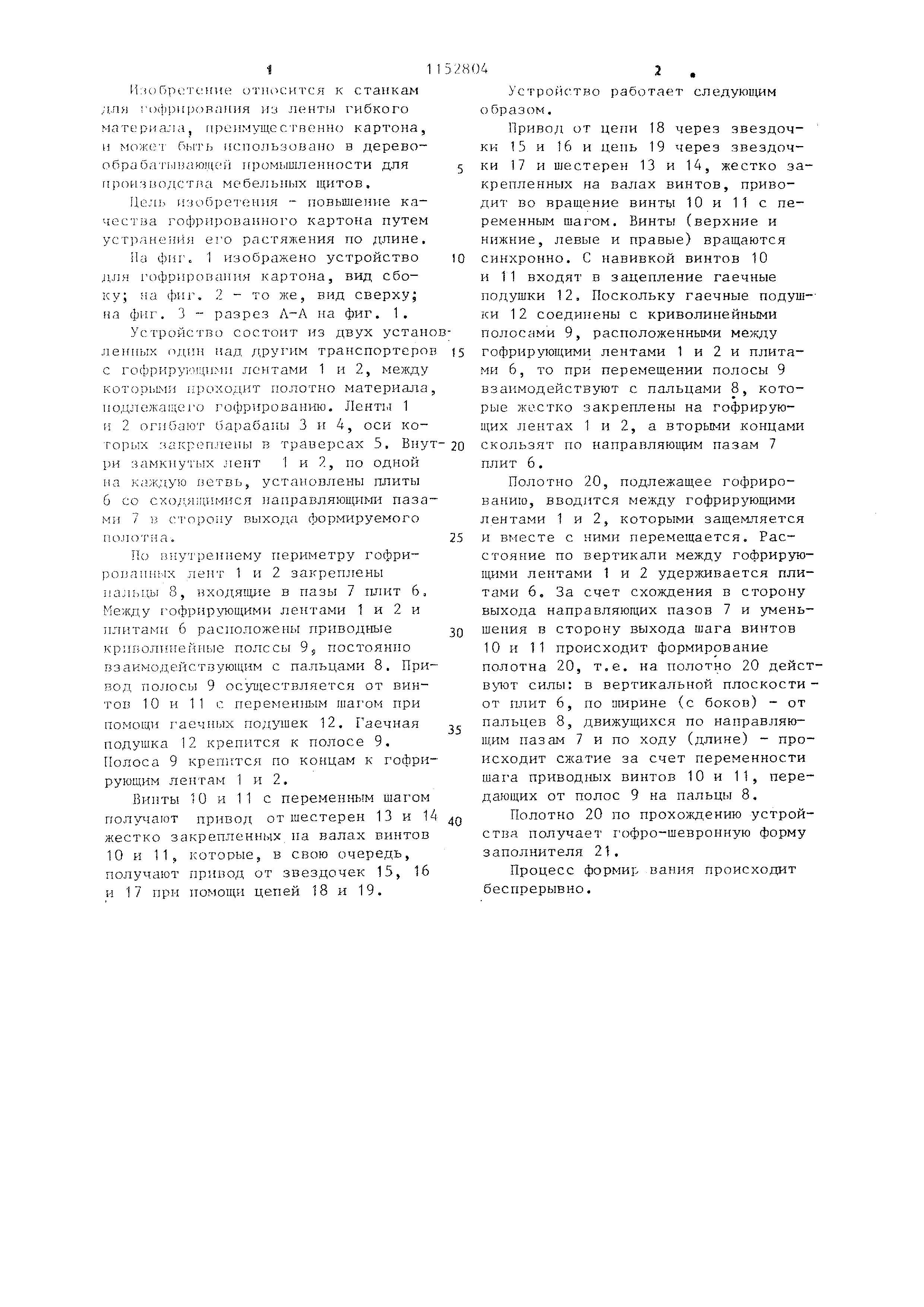
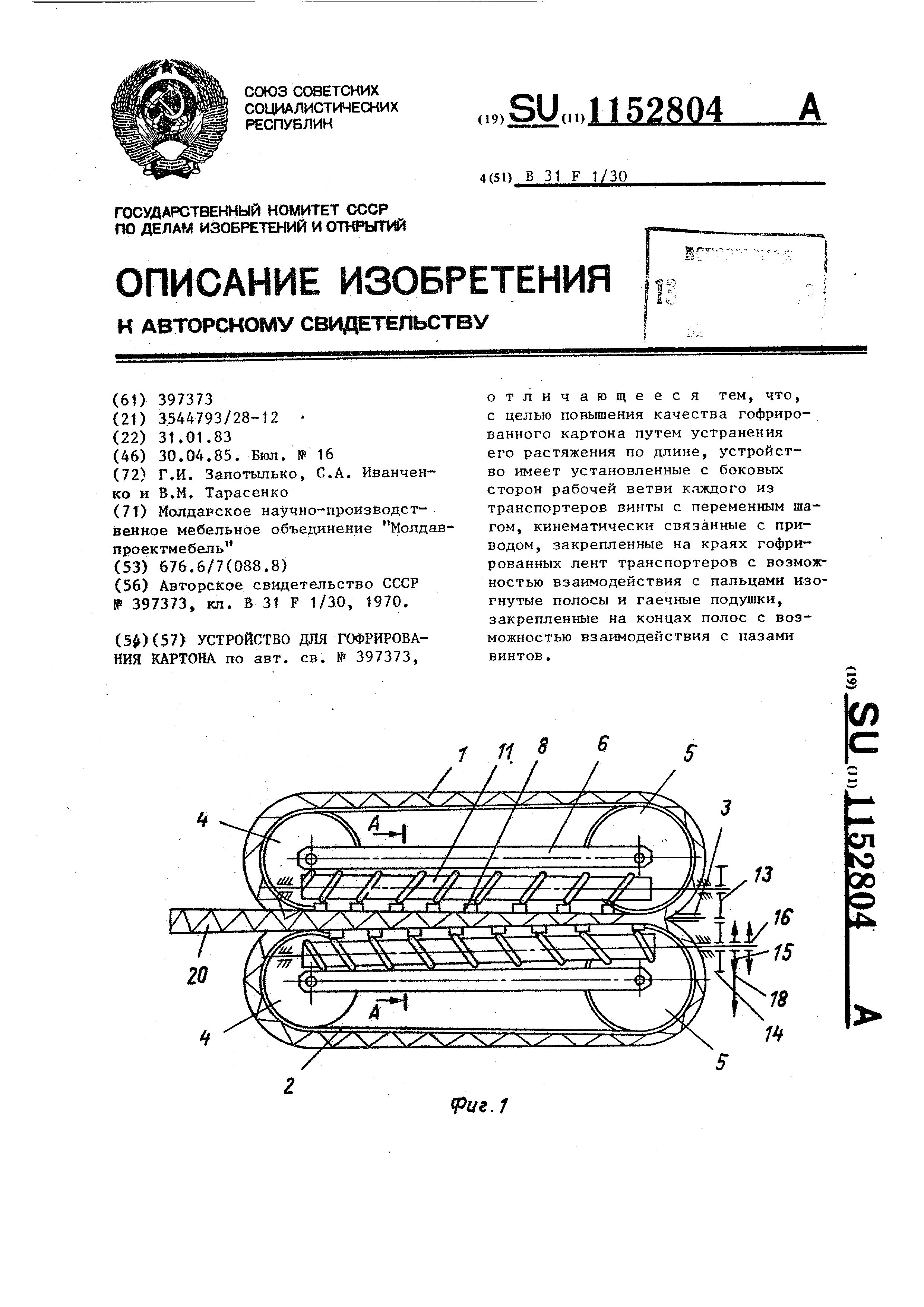
I И;и)бретс;(ие от1ик:ится к станкам Л.ля гсх|)рироваиия из гибкого материала, преимущес1венно картона, и может ОыПз использогзано в деревообра батыиающей промышленности для rip(ui3B07i;cTna мебельных щитов. lle.ih изобретения - повьш1ение качества гофрированного картона путем уст 1аненйя его растяжения по длине, На фиг с 1 изображено устройство для гофрирования картона, вид сбоку; ма фиг. 2 - то же, вид сверху; на фиг. 3 - разрез Л-А на фиг. 1. Устройство cocToiiT из двух устам ленных один над другим транспортеро с го(.фиру1,11ЦИ--И1 лентами 1 и 2, мехсду в;oтopьL IИ проходит полотно материала подлежащего гофрированию. Ленты 1 и 2 огибают барабаны 3 и 4, оси которых (пле1Пз1 в траверсах 5. Вну 1)И зa iкнyтыx лент 1 и 2, по одной на каждую ветвь, установлены плиты 6 со схо/;,,я;цимися направляющими паза ми 7 -ц сторону выхода формируемого полотна. Пс в утрениему периметру гофрированнг .1х лент 1 и 2 закреплены пальцы 8, нходя 1Ц1е в пазы 7 гшит 6. Между гофрирующими лентами 1 и 2 и плрггами 6 расположены приводнь е крпволтПейные полосы 9,, постоянно взаимодействующим с пальцами 8. При вод полосы 9 ocyD ecтвляeтcя от винтов 10 и 11 с переменным шагом при помощи гаечных подушек 12. Гаечная подушка 12 крепится к полосе 9. Полоса 9 крепится по концам к гофри рующим лентам 1 и 2. Винты 10 и 11 с переменным шагом получают привод от шестерен 13 и 1 жестко закрепленных па валах винтов 10 и 11, которые, в свою очередь, получают привод от звездочек 15, 16 и 17 при помощи цепей 18 и 19. 4 Устройство работает следующим образом. Привод от цепи 18 через звездочкк 15 и 16 и цепь 19 через звездочки 17 и шестерен 13 и 14, жестко закрепленных на валах винтов, приводит во вращение винты 10 и 11 с переменным шагом. Винты (верхние и нижние, левые и правые) вращаются синхронно. С навивкой винтов 10 и 11 входят в зацепление гаечные подушки 12. Поскольку гаечные подушки 12 соединены с криволинейными полосами 9, расположенными ме}еду гофрирующими лентами 1 и 2 и плитами 6, то при перемещении полосы 9 взаимодействуют с пальцами 8, которые жестко закреплены на гофрирующих лентах 1 и 2, а вторыми коьгцами скользят по направляющим пазам 7 плит 6. Полотно 20, подлежащее гофрированию , вводится между гофрирующими лентами 1 и 2, которыми защемляется и вместе с ними перемещается. Расстояние по вертикали между гофрирующими лентами 1 и 2 удерживается плитами 6. За счет схождения в сторону выхода направляющих пазов 7 и уменьшения в сторону выхода шага винтов 10 и 11 происходит формирование полотна 20, т.е. на полотно 20 действ пот силы; в вертикальной плоскостиот плит 6, по ширине (с боков) - от пальцев 8, движущихся по направляющим пазам 7 и по ходу (длине) - происходит слсатие за счет переменности щага приводных винтов 10 и 11, передающих от полос 9 на пальцы 8. Полотно 20 по прохождению устройства получает гофро-шевропную форму заполнителя 21. Процесс формир вания происходит беспрерывно. Кгу- г--у- . 1 7Л „ л .... .. S:J Г У ЧЧ У
фиг. 3 7 Т . -L f
Реферат
Комментарии