Устройство профилирования - RU2199409C2
Код документа: RU2199409C2
Чертежи
Описание
Изобретение касается устройства для получения профилированного материала из листов деформируемого вещества, к которым, например, можно отнести сырой картон или войлок.
Профиль данного материала в общем случае является профилем синусоидального типа, при этом плоские участки могут чередоваться с волнами.
Указанный материал используется для создания покрытий и, в частности, создания подкровельных покрытий для кровель из желобчатой или плоской черепицы.
В настоящее время уже известны устройства, позволяющие создавать волнообразный профиль листового гибкого материала при его непрерывной подаче, при этом образование волн указанного профиля осуществляется преимущественно перпендикулярно направлению подачи данного материала.
В заявке на изобретение FR-2079499 описывается устройство профилирования, включающее два вала, вращающихся в противоположных направлениях. На указанных валах крепятся кронштейны, несущие рычаги, образующие волнообразный профиль, при этом упомянутые рычаги размещаются параллельно данным валам. Следует отметить, что в процессе производства два бесконечных полотна материала расположены так, что захватывают между собой лист деформируемого материала и зажимают его до точки максимального взаимного проникновения с образующими волнообразный профиль рычагами.
После того, как данный деформируемый лист попадает между образующими волнообразный профиль рычагами каждого из указанных валов, он приобретает волнообразный профиль, при этом глубина волн зависит от промежутка между валами.
В качестве примера можно также упомянуть другой тип устройства профилирования, в котором образующие волнообразный профиль рычаги крепятся на подвесках, жестко связанных с бесконечной цепной передачей, которая на определенном участке параллельна плоскости подачи упомянутых листов из деформируемого вещества. Подача указанных листов осуществляется расположенными через определенные промежутки рычагами сушильной установки, которые обеспечивают прохождение данных листов и которые располагаются перпендикулярно направлению их подачи.
Бесконечная цепная передача приводится в движение как минимум двумя валами, параллельными упомянутым рычагам сушильной установки.
В то время, когда образующий волнообразный профиль рычаг оказывается против листа деформируемого материала, он проникает в свободное пространство, имеющееся между двумя рычагами сушильной установки. Образующий волнообразный профиль рычаг остается в соприкосновении с деформируемым листом в то время, когда он располагается параллельно плоскости сушильной установки, далее указанный рычаг перемещается бесконечной цепной передачей и освобождается от рычагов сушильной установки. Таким образом, деформируемый лист приобретает волнообразный профиль. Глубина указанных волн зависит при этом от разноса уровней между валами, приводящими в движение бесконечную цепную передачу, и рычагами сушильной установки.
Известна также японская заявка на изобретение JP-60115332, в которой описывается устройство для создания ребер радиатора.
В процессе создания упомянутых металлических ребер закрепленные на бесконечной ленте головки соприкасаются с плоской металлической лентой и образуют на ней волнообразный профиль. Во время соприкосновения упомянутые головки совершают вращательное движение относительно данной ленты, в результате чего несколько волн образуются одновременно.
Указанные выше устройства профилирования используются в течение многих лет и их применение не вызывает нареканий.
Вместе с этим надо отметить, что в устройствах профилирования известных типов ограничена глубина волн. В самом деле, если две системы рычагов располагаются слишком близко друг к другу, то они не смогут проникнуть друг в друга, то есть не произойдет ни проникновение рычагов, образующих волнообразный профиль, ни их освобождение. Говоря другими словами, устройство не будет работать.
Кроме этого, как показывает практика, при непрерывной подаче указанные волны должны образовываться одна за другой, а не одновременно, что ограничивает максимальные значения радиусов кривизны участков обратного хода цепных передач.
Наиболее близким техническим решением по совокупности существенных признаков является устройство, раскрытое в SU 1792769 А1 (07.02.1993, кл. В 21 D 13/04, 6л.). Известное устройство предназначено для профилирования и содержит образующие волнообразный профиль элементы, закрепленные на установленной с возможностью движения бесконечной цепной передаче, и поддерживающие элементы для поддерживания перемещаемого профилируемого материала, при этом бесконечная цепная передача выполнена с участком, расположенным напротив плоскости поддерживающих элементов, а образующие волнообразующий профиль элементы выполнены с возможностью расположения между соответствующими поддерживающими элементами.
Недостатком такого устройства является ограниченная глубина волн.
Кстати, иногда возникает необходимость в получении профилированных материалов, имеющих относительно глубокие и отстоящие близко друг от друга волны. Сопротивление на изгиб указанных материалов по сравнению с материалами с обычным профилем увеличивается. Данное обстоятельство позволяет увеличить прочность кровли, в создании которой используются данные материалы.
Более того, материалы с глубоким волнообразным профилем в некоторых случаях практического применения лучше подходят для закрепления черепицы.
Таким образом, новое устройство профилирования предлагается для получения материала с синусоидальным профилем и, в частности, для получения материала с маркированным профилем, имеющим глубокие волны.
Изобретение, таким образом, касается устройства для профилирования, содержащего образующие волнообразный профиль элементы, закрепленные на установленной с возможностью движения бесконечной цепной передаче, и поддерживающие элементы для поддерживания перемещаемого профилируемого материала, при этом бесконечная цепная передача выполнена с участком, расположенным напротив плоскости поддерживающих элементов, а образующие волнообразующий профиль элементы выполнены с возможностью расположения между соответствующими поддерживающими элементами, причем образующие волнообразный профиль и поддерживающие элементы выполнены соответственно в виде образующих волнообразный профиль и поддерживающих рычагов, при этом образующие волнообразный профиль рычаги выполнены с возможностью перемещения относительно бесконечной цепной передачи перпендикулярно плоскости поддерживающих рычагов при их расположении напротив упомянутой плоскости.
В соответствии с настоящим изобретением образующие волнообразный профиль рычаги способны перемещаться относительно бесконечной цепной передачи, при этом они перемещаются преимущественно перпендикулярно плоскости, в которой находятся поддерживающие рычаги, в то время, когда они находятся напротив упомянутой плоскости.
Таким образом, когда образующий волнообразный профиль рычаг оказывается против поддерживающих рычагов, он перемещается перпендикулярно плоскости, в которой находятся поддерживающие рычаги, и проникает между двумя указанными поддерживающими рычагами.
Упомянутая выше глубина волн зависит от амплитуды поступательного движения, которое сообщается образующим волнообразный профиль рычагам.
Она ограничивается лишь сопротивлением профилируемого материала, который в общем случае представляет собой лист деформируемого материала. Действительно, даже если образующий волнообразный профиль рычаг глубоко проникает между двумя поддерживающими рычагами, он может легко высвобождаться за счет поступательного движения, совершаемого перпендикулярно плоскости, в которой находятся рычаги, поддерживающие профилируемый материал.
Отметим также, что упомянутое устройство позволяет создавать волны профиля одну за одной.
Далее изложены следующие
предпочтительные варианты выполнения устройства, согласно изобретению:
- устройство снабжено удерживающими рычагами;
- устройство снабжено другой бесконечной цепной передачей,
установленной с возможностью движения и расположенной под плоскостью поддерживающих рычагов, а удерживающие рычаги закреплены на упомянутой
бесконечной цепной передаче;
- поддерживающие
рычаги выполнены в виде рычагов цепной передачи сушильной установки;
- устройство снабжено держателями образующих волнообразный профиль
рычагов, а упомянутые образующие волнообразный профиль
рычаги установлены перпендикулярно бесконечной цепной передаче, которая выполнена с участком, расположенным напротив плоскости расположения
держателей;
- устройство снабжено размещенными на
участке бесконечной цепной передачи, расположенном напротив плоскости поддерживающих рычагов, приспособлениями для перемещения образующих
волнообразный профиль рычагов от их верхнего положения, в
котором упомянутые рычаги не соприкасаются с профилируемым материалом, до нижнего положения, в котором каждый из них располагается между
двумя поддерживающими рычагами;
- приспособления для
перемещения образующих волнообразный профиль рычагов включают элементы для присоединения образующих волнообразный профиль рычагов к
бесконечной цепной передаче, выполненные с возможностью перемещения
относительно упомянутой цепной передачи и по меньшей мере один эксцентрик для управления перемещением указанных элементов;
- устройство снабжено средствами для поддерживания образующих
волнообразный профиль рычагов в нижнем положении на участке бесконечной цепной передачи напротив плоскости расположения поддерживающих
рычагов;
- устройство снабжено поддерживающими тягами,
закрепленными на бесконечной цепной передаче поочередно с образующими волнообразный профиль рычагами;
- образующие
волнообразный профиль рычаги выполнены с возможностью настраивания в
зависимости от профиля обрабатываемого материала;
- совокупность образующих волнообразный профиль рычагов и
поддерживающих тяг выполнена подвижной относительно плоскости поддерживающих
рычагов и/или взаимозаменяемой.
Далее настоящее изобретение, его преимущества, цели и свойства станут
более понятными из нижеследующего описания примера его реализации со ссылкой на
прилагаемые чертежи, где:
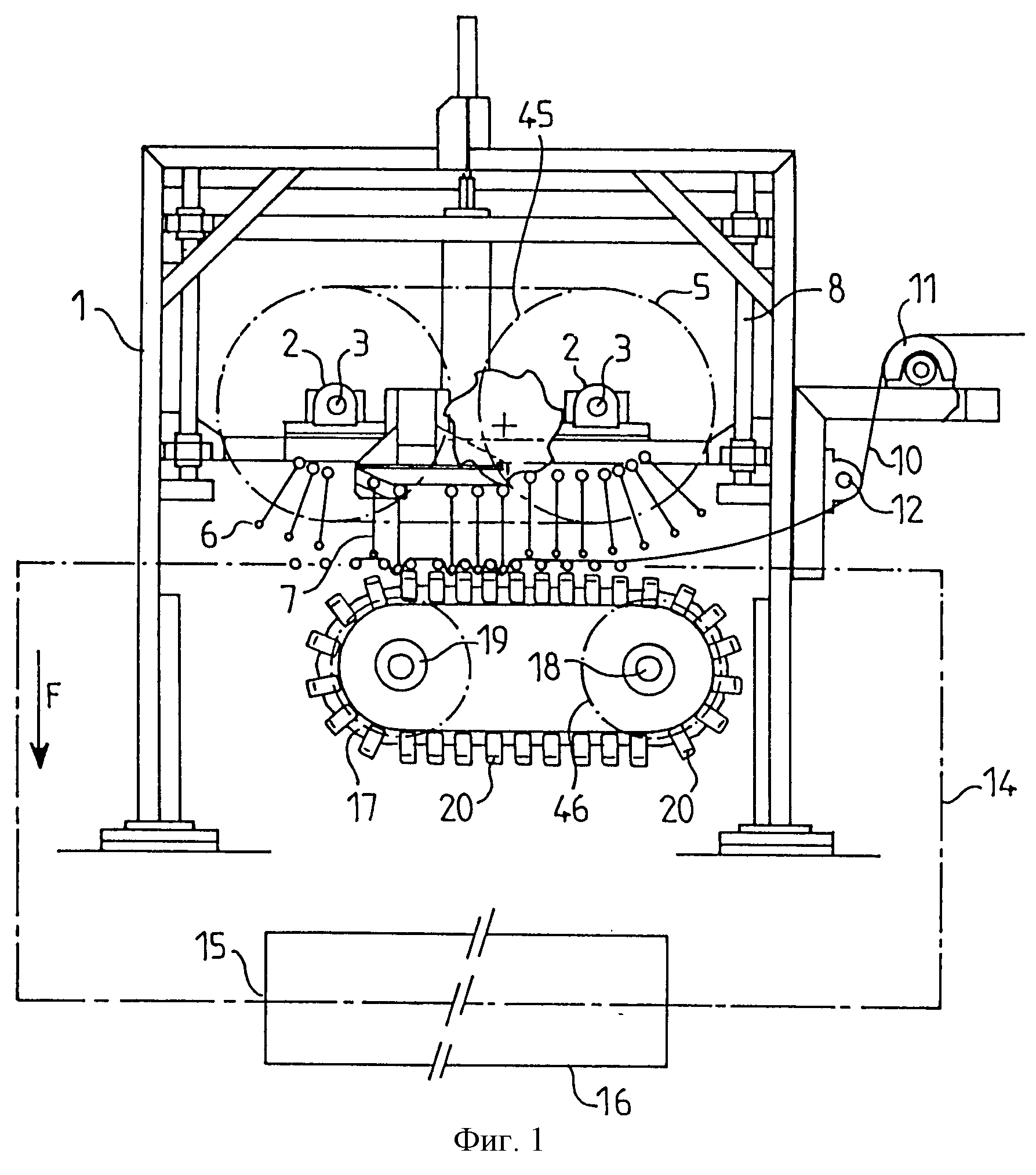
- на фиг.1 схематично представлен один из примеров устройства профилирования,
согласно настоящему изобретению показывающий принцип его функционирования;
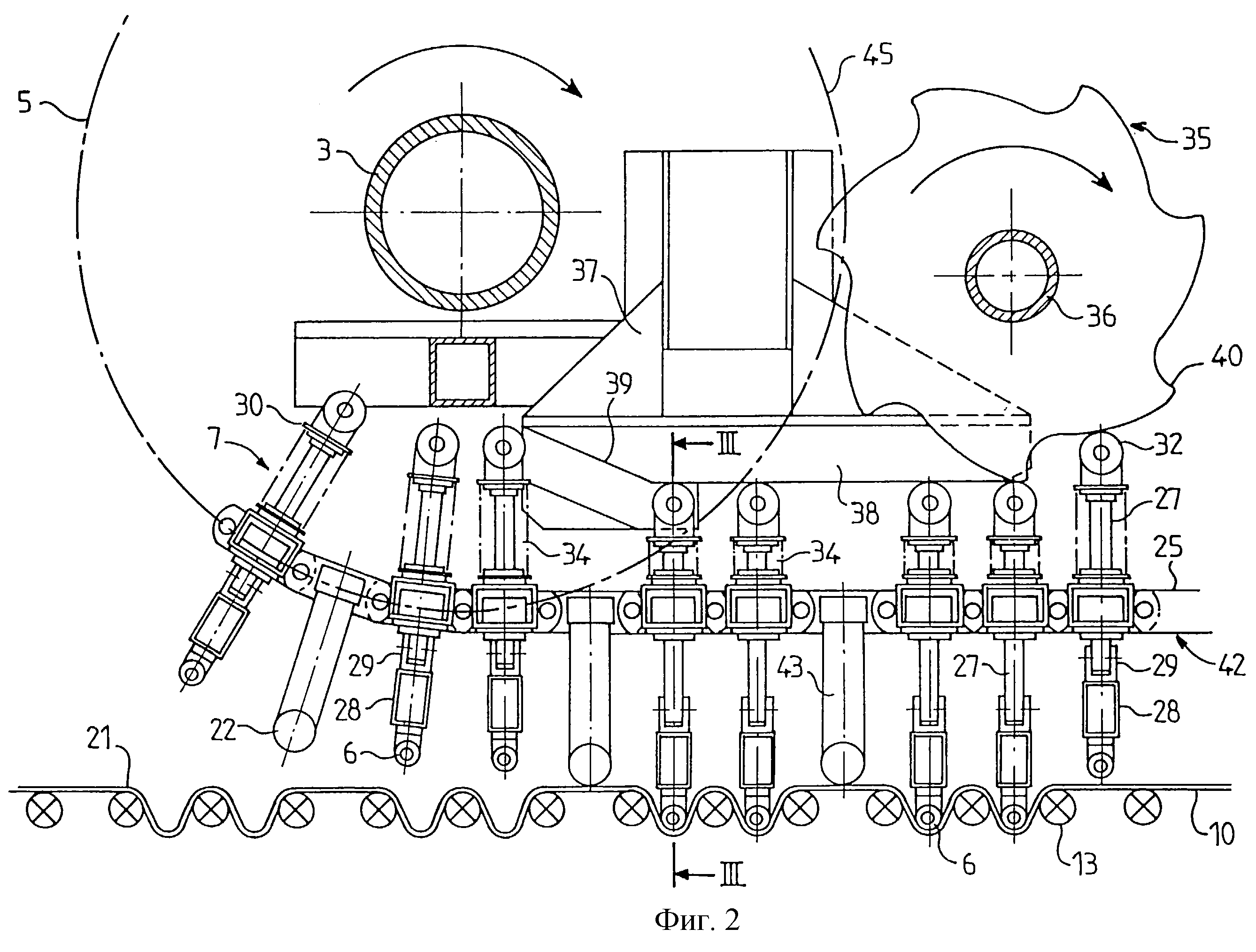
- на фиг.2 частичный вид в разрезе одного из примеров создания устройства профилирования, согласно настоящему
изобретению, в плоскости, перпендикулярной образуемым волнам;
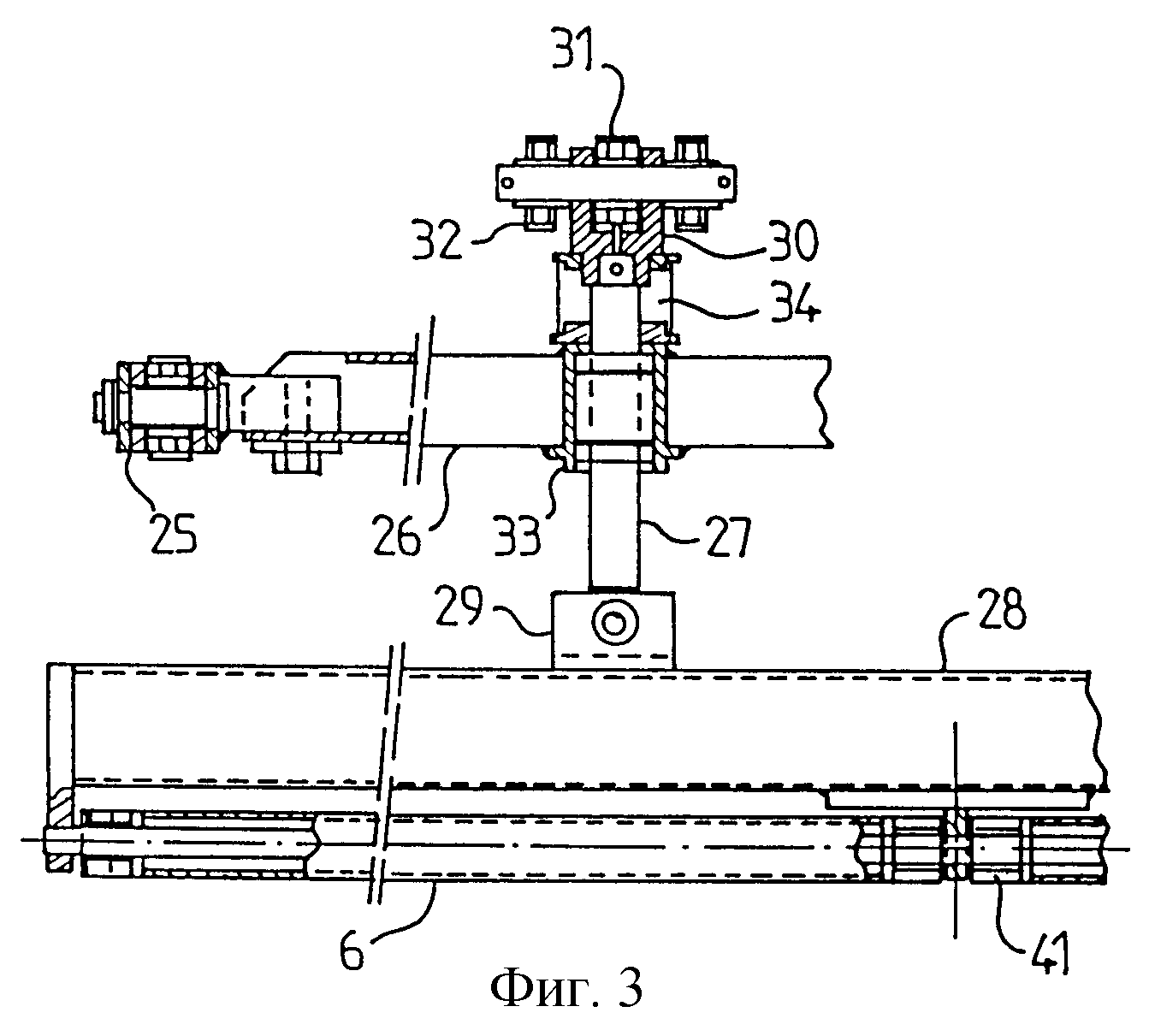
- на фиг.3
представлен частичный вид разреза III-III фигуры 2;
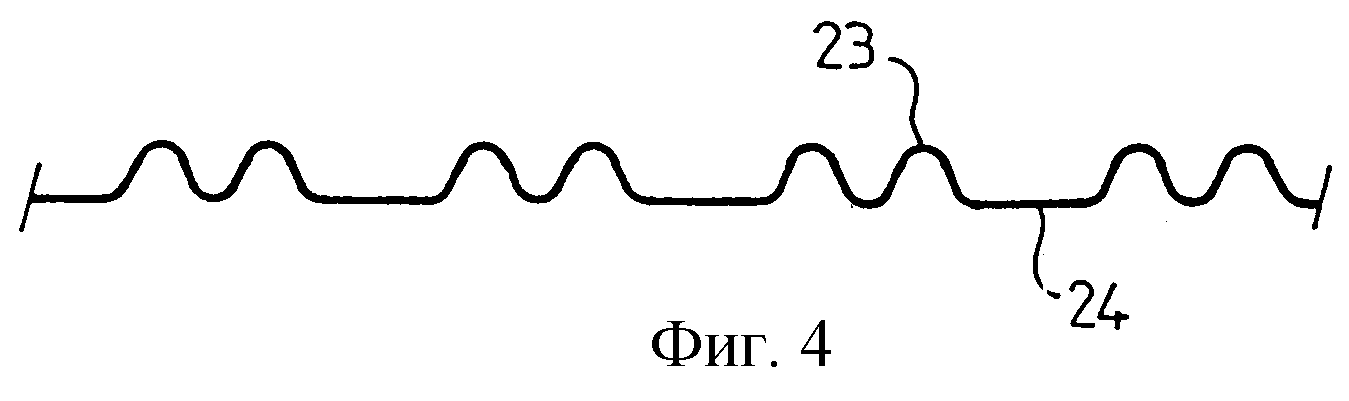
- на фиг.4 показан один из примеров профилированного
материала, полученного с использованием устройства, согласно настоящему изобретению;
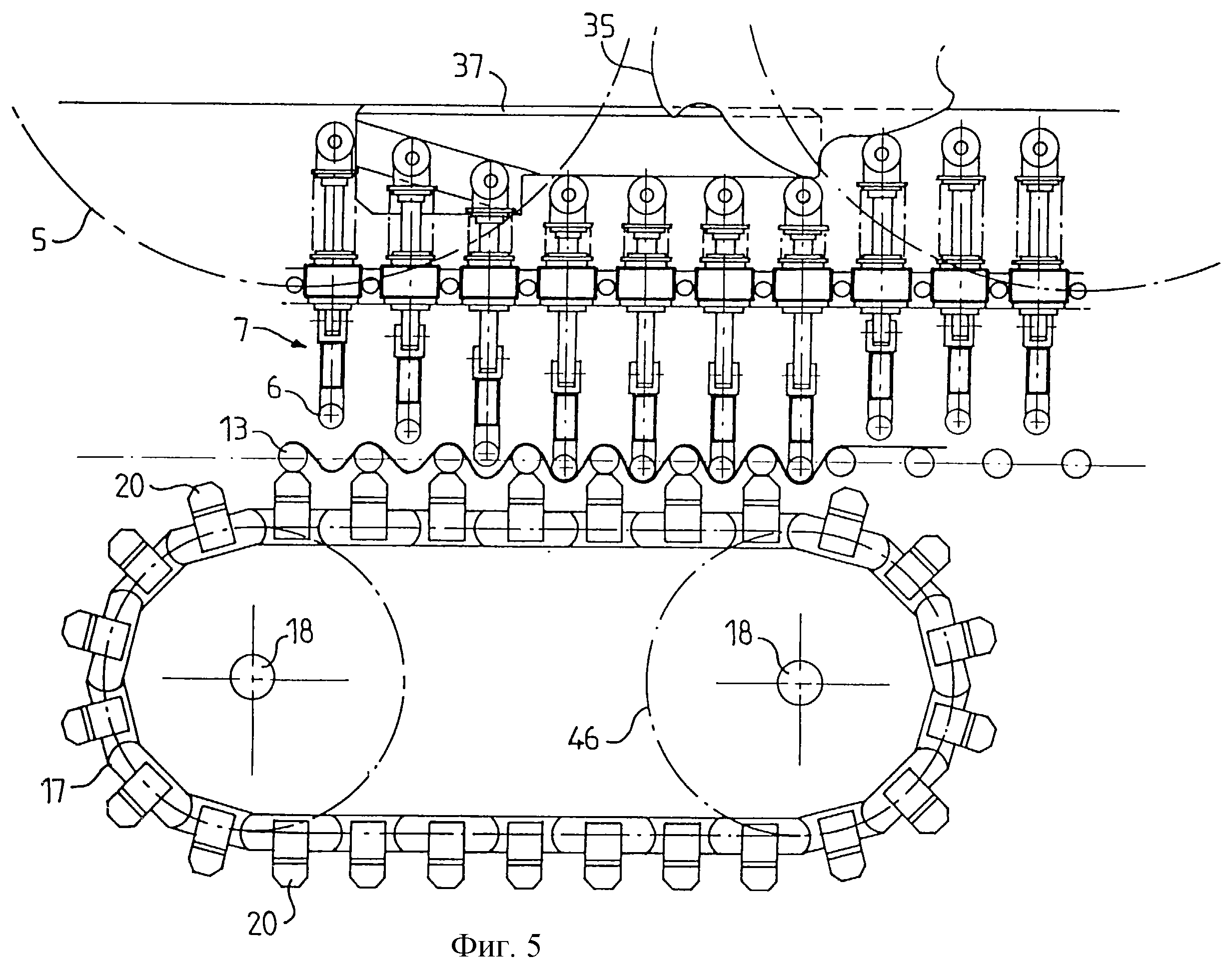
- на фиг.5 показан частичный вид разреза одного из наиболее приемлемых способов создания устройства
профилирования, согласно настоящему изобретению.
Общие элементы на различных фигурах будут иметь одинаковые обозначения.
В соответствии с фиг.1 устройство профилирования материала покрытия, согласно настоящему изобретению, включает станину 1, на которой устанавливаются рычаги 6, образующие волнообразный профиль.
Подача предназначенного для профилирования материала 10 производится из устройства, которое не показано на данной фигуре. Этот материал подается соответствующими приспособлениями 11 и 12 на рычаги 13 сушильной установки 14.
В большинстве случаев указанный материал представляет собой деформируемое вещество, такое как сырой картон или войлок.
После прохождения устройства профилирования профилированный материал направляется во входное отверстие канала сушильной установки 16. После прохождения сушильной установки упомянутый профилированный материал извлекается рычагами указанной установки. Материал проходит сушильную установку в соответствии с направлением, показанным стрелкой F.
Подача материала может осуществляться не только рычагами указанной сушильной установки, но и другими приспособлениями. Преимущество предлагаемого варианта решения данной проблемы заключается в том, что оно позволяет обойтись без манипуляций с профилированным сырым материалом до его подачи в сушильную установку. Указанный выше вариант позволяет сократить вероятность повреждения конечного продукта и сократить стоимость его производства.
В станине 1 установлены две площадки 2. Через каждую из этих площадок проходит насквозь вал 3, который приводится в движение двигателем, не показанным на данной фигуре. Указанные параллельные валы 3 приводят в движение бесконечную цепную передачу 5 через трансмиссию 45.
Образующие волнообразный профиль рычаги 6 закреплены на упомянутой цепной передаче посредством держателя 7. Данные рычаги являются подвижными в плоскости цепной передачи, как это более подробно показано на фиг.2.
Можно добиться лучшего результата в том случае, если часть механизма, состоящая из бесконечной цепной передачи 5 и образующих волнообразный профиль рычагов 6, крепится к вспомогательной станине 8, которая, в свою очередь, крепится к указанной выше станине 1. Вспомогательная станина способна перемещаться по направляющим.
Данное обстоятельство позволяет регулировать расстояние между образующими волнообразный профиль рычагами 6 и рычагами 13 сушильной установки.
Вместо предлагаемой выше сборки можно использовать иную приспособленную для производства материала другого профиля.
Как лучший результат получают в том случае, если под рычагами сушильной установки в устройстве профилирования предусмотрена другая бесконечная цепная передача 17. Она приводится в движение двумя валами 18, которые установлены на площадках 19, закрепленных на станине 1. Валы 18 размещаются параллельно валам 2.
Удерживающие рычаги 20 закрепляются на цепной передаче 17 параллельно рычагам сушильной установки, как это показано более детально на фиг.5.
Как показано на фиг.2, предназначенный для профилирования лист материала 10 поддерживается рычагами 13 сушильной установки. Обработка данного листа осуществляется между образующими волнообразный профиль рычагами 6 и рычагами 13. Получающийся на выходе из устройства профилирования материал 21 имеет профиль, зависящий от данного устройства и от установки рычагов, образующих волнообразный профиль. Он показан на фиг.4.
В примере, показанном на фиг. 2, устройство профилирования включает расположенные поочередно два образующих волнообразный профиль рычага 6 круглого сечения и поддерживающую тягу 22. Как будет показано в дальнейшем, данные поддерживающие тяги обеспечивают возможность образования плоских участков. Таким образом, поверхность получаемого материала 21 будет представлять собой чередующиеся две волны 23 и плоский участок 24.
В случае, когда профилированный материал используется в качестве подкровельного материала для желобчатой черепицы, то наличие плоских участков позволяет наилучшим образом закрепить лежащие в основании черепицы или накрывающие черепицы в случае разрушения черепиц основания.
На фиг. 3 более детально показан способ крепления упомянутых образующих волнообразный профиль рычагов к бесконечной цепной передаче.
Для обеспечения возможности профилирования листов материала больших размеров образующие волнообразный профиль рычаги должны иметь относительно большую длину. Именно поэтому желательно, чтобы бесконечная цепная передача включала два элемента 25, соединенных указанными поддерживающими рычагами 26.
Указанный держатель 7 каждого образующего волнообразный профиль рычага на одном из поддерживающих рычагов 26 включает как минимум один элемент 27, проходящий насквозь, направляющее приспособление 33, закрепленное на рычаге 26; при этом элемент 27 может перемещаться относительно рычага 26 и направляющего приспособления 33 и перпендикулярно им; система поддержки 28 образующего волнообразный профиль рычага 6, соединяется с элементом 27 посредством использования соответствующих средств 29.
Система поддержки необходима при относительно большой длине образующего волнообразный профиль рычага.
В этом случае желательно также предусмотреть систему перераспределения усилий 41. Для этого случая предусмотрено наличие одного подвижного элемента 27 с одной стороны и другого - со стороны системы перераспределения нагрузки.
Со стороны, противоположной образующему волнообразный профиль рычагу 6, на подвижном элементе 27 крепится втулка 30, удерживающая между двух подшипников 32 элемент 31. При этом элемент 31 слегка выступает относительно данных подшипников.
Указанная втулка 30 присоединяется к направляющему приспособлению 33 с использованием амортизаторов 34, в качестве которых могут, например, применяться пружины.
Как показано на фиг.2, устройство профилирования включает также как минимум два эксцентрика 35, вращаемых валом 36. Каждый эксцентрик 35 имеет некую совокупность выступов 40. При этом количество эксцентриков соответствует количеству элементов 27 для образующего волнообразный профиль рычага. Данный вал 36 удерживается станиной 1 и вращается двигателем, который не показан на упомянутых фигурах.
На станине 1 закреплена направляющая 37, включающая первую зону 38, параллельную плоскости рычагов 13 сушильной установки, и расположенную под углом вторую зону 39, отстоящую от упомянутой выше плоскости.
Таким образом, работа данного устройства профилирования осуществляется следующим образом.
Осуществляется непрерывная подача предназначенного для профилирования листа материала 10 на рычаги 13 сушильной установки, которые также непрерывно перемещаются на цепной передаче 14 этой установки.
Образующий волнообразный профиль рычаг 6 подается бесконечной цепной передачей 5 на участок 42 данной передачи 5, где она представлена в плоскости поддерживающих рычагов. Упомянутый выше держатель 7 образующего волнообразный профиль рычага в этом случае располагается перпендикулярно плоскости рычагов 13 сушильной установки. При этом упомянутый образующий волнообразный профиль рычаг находится в верхнем положении и не соприкасается с профилируемым материалом. При этом данный рычаг располагается напротив выступа 40 эксцентрика, который давит на элемент 31.
В приведенном на данных фигурах примере, который не ограничивает возможность использования других вариантов, упомянутый участок цепной передачи 42 располагается параллельно плоскости поддерживающих рычагов, а образующие волнообразный профиль рычаги крепятся перпендикулярно данной передаче. Могут также использоваться другие способы, при которых движение образующих волнообразный профиль рычагов также осуществляется перпендикулярно плоскости, в которой находятся поддерживающие рычаги на участке 42 указанной цепной передачи.
При вращении упомянутого выше эксцентрика 35 данный выступ 40 давит на подвижный элемент 27, поддерживающий рычаг, образующий волнообразный профиль. Указанный рычаг, образующий волнообразный профиль, при этом перемещается перпендикулярно плоскости бесконечной цепной передачи и плоскости поддерживающих рычагов и переходит в нижнее положение.
Осуществляется взаимное регулирование движения цепной передачи 5 рычагов, образующих волнообразный профиль, а также движения цепной передачи 14 сушильной установки с целью достижения того, чтобы образующий волнообразный профиль рычаг располагался в нижнем положении между двух рычагов сушильной установки. Обозначенная втулка 30 при этом сдавливает указанные амортизаторы 34, которые находятся в положении, показанном на фиг.3.
До окончания соприкосновения между элементом 31, поддерживающим образующий волнообразный профиль рычаг, и выступом 40 (что происходит по мере вращения эксцентрика 35) подшипники 32 соприкасаются с направляющей 37, при этом образующий волнообразный профиль рычаг передвигается бесконечной цепной передачей 5 в том направлении, в котором поступает профилируемый материал.
Таким образом, образующий волнообразный профиль рычаг 6 поддерживается в своем нижнем положении, в то время, когда подшипники 32 соприкасаются с первой зоной 38 направляющей, параллельной плоскости рычагов 13 сушильной установки.
Далее подшипники 22 входят во вторую зону 39 направляющей. При выходе из данной второй зоны образующий волнообразный профиль рычаг 6 снова находится в своем верхнем положении.
После того, как прекращается давление на элемент 31, амортизатор 34, который до этого находился в сжатом состоянии, распрямляется. При этом происходит перемещение подвижного элемента 27, в результате которого он удаляется от плоскости, в которой расположены указанные рычаги 13 сушильной установки. В результате указанного перемещения происходит подъем данного рычага, образующего волнообразный профиль, и он отходит от рычагов сушильной установки, между которыми он находился.
После этого образующий волнообразный профиль рычаг перемещается указанной бесконечной цепной передачей.
Положения данного эксцентрика 35 и направляющей 37 желательно выбирать таким образом, чтобы образующие волнообразный профиль рычаги 6 соприкасались с профилируемым материалом таким образом, чтобы указанная цепная передача 5 располагалась параллельно плоскости рычагов сушильной установки.
Указанное выше обстоятельство позволяет легко убирать образующие волнообразный профиль рычаги, держатель которых размещается перпендикулярно плоскости сушильной установки, поддерживая при этом указанные образующие волнообразный профиль рычаги в соприкосновении с профилируемым материалом достаточно длительное время, что необходимо для обеспечения устойчивого образования профиля и уменьшения остаточных напряжений.
Упомянутое устройство профилирования, представленное на фиг.1, включает чередующиеся два образующих волнообразный профиль рычага 6 и одну поддерживающую тягу 22.
Данная поддерживающая тяга закреплена на бесконечной цепной передаче 5 с использованием держателя 43 таким образом, чтобы при этом обеспечивалось ее соприкосновение с профилируемым материалом без проникнования между указанными рычагами сушильной установки.
Упомянутая тяга 22 позволяет избежать деформации профилируемого материала при вдавливании данных образующих волнообразный профиль рычагов с одной стороны и поддерживающей тяги с другой. Полученный в процессе профилирования материал 21 имеет, таким образом, плоские и не выпуклые участки на его поверхности.
Имеется также возможность получения материала, имеющего другой профиль, за счет внесения изменений в данную бесконечную цепную передачу и, в частности, за счет изменения чередования образующих волнообразный профиль рычагов и поддерживающих тяг или же за счет снятия указанных тяг.
Глубина волн профиля данного материала регулируется за счет соответствующего расположения бесконечной цепной передачи относительно рычагов сушильной установки.
Полученный таким образом указанный профиль не обязательно будет иметь синусоидальную форму. Путем изменения секций образующих волнообразный профиль рычагов можно, например, получить волны так называемого "греческого" типа или же V-образной формы.
Со ссылкой на фиг.5 ниже будет описан наиболее приемлемый способ создания устройства профилирования согласно настоящему изобретению.
В процессе получения профилированного материала указанные образующие волнообразный профиль рычаги проникают между рычагами сушильной установки, при этом данные рычаги сушильной установки испытывают значительные нагрузки.
Для того, чтобы избежать какой-либо деформации указанных рычагов сушильной установки и какого-либо повреждения со временем самого устройства предусматриваются удерживающие рычаги 20.
Упомянутые рычаги 20 крепятся на бесконечной цепной передаче 17, вращаемой валом 18 через трансмиссию 46.
Бесконечная цепная передача 5 синхронизируется с цепной передачей 14 сушильной установки таким образом, чтобы любой удерживающий рычаг 20 соприкасался с любым рычагом 13 сушильной установки в то время, когда он находился на участке, где осуществляется профилирование данного материала. Желательно, чтобы поддерживающий рычаг оставался в соприкосновении с рычагом сушильной установки все время, когда цепная передача 5 образующих волнообразный профиль рычагов располагается параллельно плоскости рычагов сушильной установки и когда образующие волнообразный профиль рычаги находятся между рычагов сушильной установки.
Ссылочные номера, используемые в пунктах формулы настоящего изобретения, необходимы исключительно для облегчения понимания изобретения и ни в коем случае не ограничивают его объем защиты.
Реферат
Изобретение может быть использовано при получении профилированного материала из листов. Устройство содержит образующие волнообразный профиль элементы, закрепленные на установленной с возможностью движения бесконечной цепной передаче, и поддерживающие элементы для поддерживания перемещаемого профилируемого материала. Цепная передача имеет участок, расположенный напротив плоскости поддерживающих элементов. Образующие волнообразный профиль элементы выполнены в виде образующих волнообразный профиль рычагов, которые имеют возможность расположения между соответствующими поддерживающими элементами, выполненными в виде поддерживающих рычагов. Образующие волнообразный профиль рычаги могут перемещаться относительно бесконечной цепной передачи перпендикулярно плоскости поддерживающих рычагов при их расположении напротив упомянутой плоскости. В результате обеспечивается повышение прочности полученных профилированных материалов. 10 з.п.ф-лы, 5 ил.
Комментарии