Металлические спиральные ткани для гофромашин - RU2350472C2
Код документа: RU2350472C2
Чертежи
Описание
1. Область техники
Настоящее изобретение относится к изготовлению гофрированного картона и к лентам, используемым в машинах для изготовления различных видов картона. Более конкретно, изобретение относится к лентам, которые могут использоваться на участках изготовления двухслойного гофрированного картона и/или трехслойного гофрированного картона в линии изготовления гофрированного картона.
2. Описание уровня техники
При изготовлении гофрированного картона, так называемую основную бумагу нагревают паром, что делает ее более податливой, и затем пропускают между двумя зубчатыми валками. Зубья валков сцепляются друг с другом и находящаяся между ними основная бумага гофрируется, приобретая однородную волнообразную форму. Затем на гребни гофрированной основной бумаги наносят крахмальную пасту и совмещают ее с покровной бумагой в прессовальной зоне, где гофрированная основная бумага и покровная бумага соединяются и образуют готовый лист, который при необходимости подвергают дальнейшей обработке.
В одной из известных машин данного назначения прессовальная зона образована одним из зубчатых или гофрировочных валков и прижимным валком. В другой машине более поздней разработки прессовальная зона имеет определенную протяженность в направлении перемещения картона благодаря тому, что вместо прижимного валка используется лента. Лента прижимает гофрированную основную бумагу вместе с покровной бумагой к гофрировочному валку на значительной части его окружности.
Лента работает в тяжелых условиях. Поскольку для выпаривания жидкости из основной бумаги используется тепло, лента подвергается воздействию высокой температуры. Кроме того, лента непрерывно прижимается, хотя и через лист гофрированного картона, к зубьям гофрировочного валка с силой, необходимой для соединения основной бумаги с покровной. Лента должна быть гибкой и в то же время достаточно прочной в продольном направлении и жесткой в поперечном направлении, чтобы на ней не появлялось складок, которые могут вызвать нежелательный дрейф ленты из стороны в сторону.
Некоторые известные ленты в машины для изготовления двухслойного гофрированного картона выполнены из тканой ткани-основы, обычно из синтетических нитей, и поверхностного слоя из волокна, прикрепленного иглопробиванием. Некоторые ленты могут иметь только тканую структуру без прочеса из волокон, прикрепленных иглопробиванием. Лента любого типа может иметь покрытие или пропитку из смолы для повышения сопротивления истиранию или улучшения других характеристики ленты. Известна также тканая металлическая ткань с паяным или образованным аналогично швом. Хотя синтетическая ткань имеет преимущества при ее использовании в некоторых областях и при определенных конфигурациях ленты, она может иметь малую износостойкость и прочность, ограниченную теплопроводность и ее основа может отделяться от покрытия. Что касается лент с металлической структурой, их шов часто бывает непрочным.
Ленты, используемые в машинах для изготовления трехслойного гофрированного картона, обычно сотканы из синтетических нитей и иногда подвергнуты иглопробиванию, а также из одноволоконных нитей, образующих ткани со спиральным соединением. Аналогично рассмотренным выше лентам, у таких лент есть преимущества при их применении в некоторых областях и при определенных их конфигурациях, но они могут иметь низкую износостойкость, недостаточную проницаемость и непрочный шов. Кроме того, есть вероятность, что они будут оставлять следы от шва. Подобно синтетическим тканям со спиральным соединением, они могут иметь низкие износостойкость и прочность и меньший, чем желательно, вес на единицу площади.
Хотя, как указано выше, описанные ленты имеют преимущества, всегда желательно их усовершенствовать и/или создать альтернативные формы. Соответственно, изобретение обеспечивает усовершенствование известных лент и/или решение проблем, присущих известным лентам.
Сущность изобретения
Целью настоящего изобретения является создание усовершенствованной ленты для использования при изготовлении гофрированного картона.
Еще одной целью изобретения является создание ленты с лучшей прочностью, износостойкостью и теплопроводностью.
Следующей целью изобретения является создание ленты с лучшей износостойкостью, проницаемостью и прочностью шва.
Эти и другие цели и преимущества достигнуты в настоящем изобретении. Таким образом, изобретение направлено на создание ленты для изготовления двухслойного гофрированного картона, имеющей бесконечную основную структуру с верхней и нижней поверхностями. Основная структура образована множеством расположенных рядом друг с другом металлических спиралей, каждая из которых ограничивает внутреннее пространство. Спирали соединены параллельными металлическими стержнями, проходящими через внутренние пространства соседних спиралей.
Изобретение направлено также на создание ленты для изготовления трехслойного гофрированного картона, имеющей бесконечную основную структуру с верхней и нижней поверхностями. Основная структура образована множеством расположенных рядом друг с другом металлических спиралей, каждая из которых ограничивает внутреннее пространство. Спирали соединены параллельными металлическими стержнями, проходящими через внутренние пространства соседних спиралей.
Различные новые признаки, характеризующие изобретение, указаны в его формуле, прилагаемой к данному описанию и составляющей его часть.
Краткое описание чертежей
Для лучшего понимания изобретения ниже дано его описание со ссылками на сопровождающие чертежи, где:
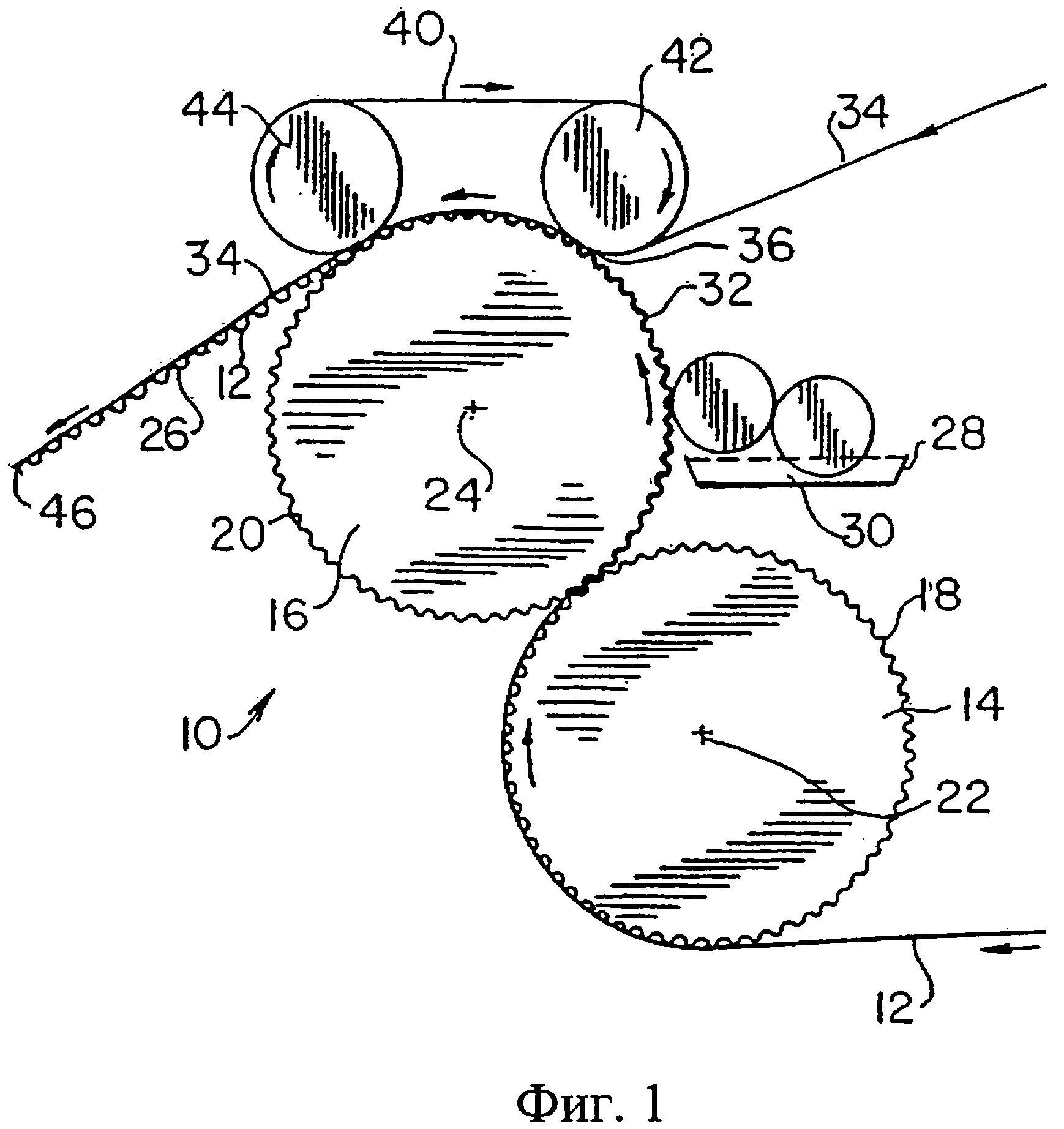
на фиг.1 показана типичная линия для изготовления двухслойного гофрированного картона, снабженная лентой;
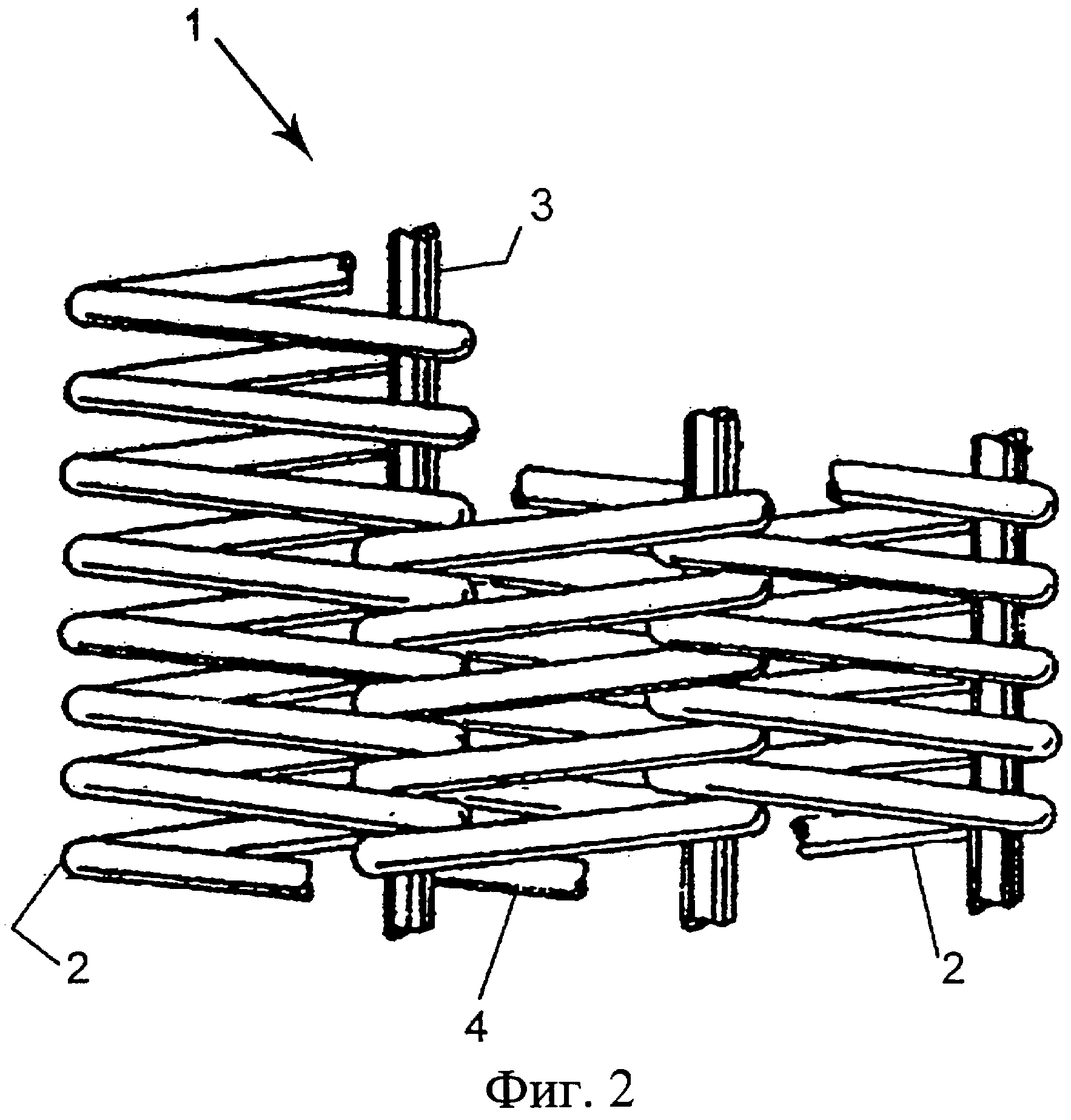
на фиг.2 показан вид сверху фрагмента металлической основной структуры со спиральным соединением для ленты для изготовления двухслойного или трехслойного гофрированного картона согласно изобретению;
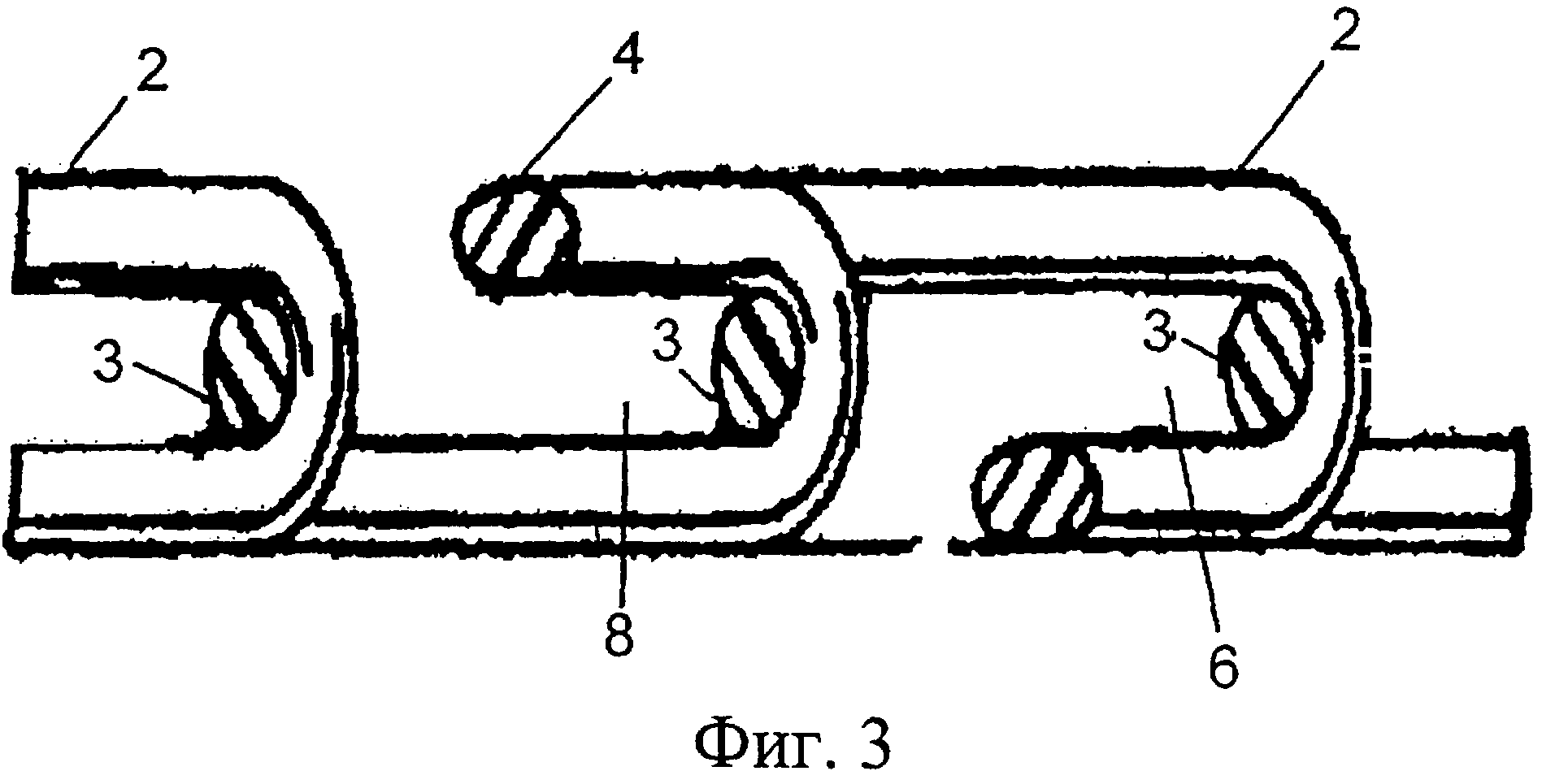
на фиг.3 показано поперечное сечение металлической основной структуры со спиральным соединением, изображенной на фиг.2, согласно изобретению; и
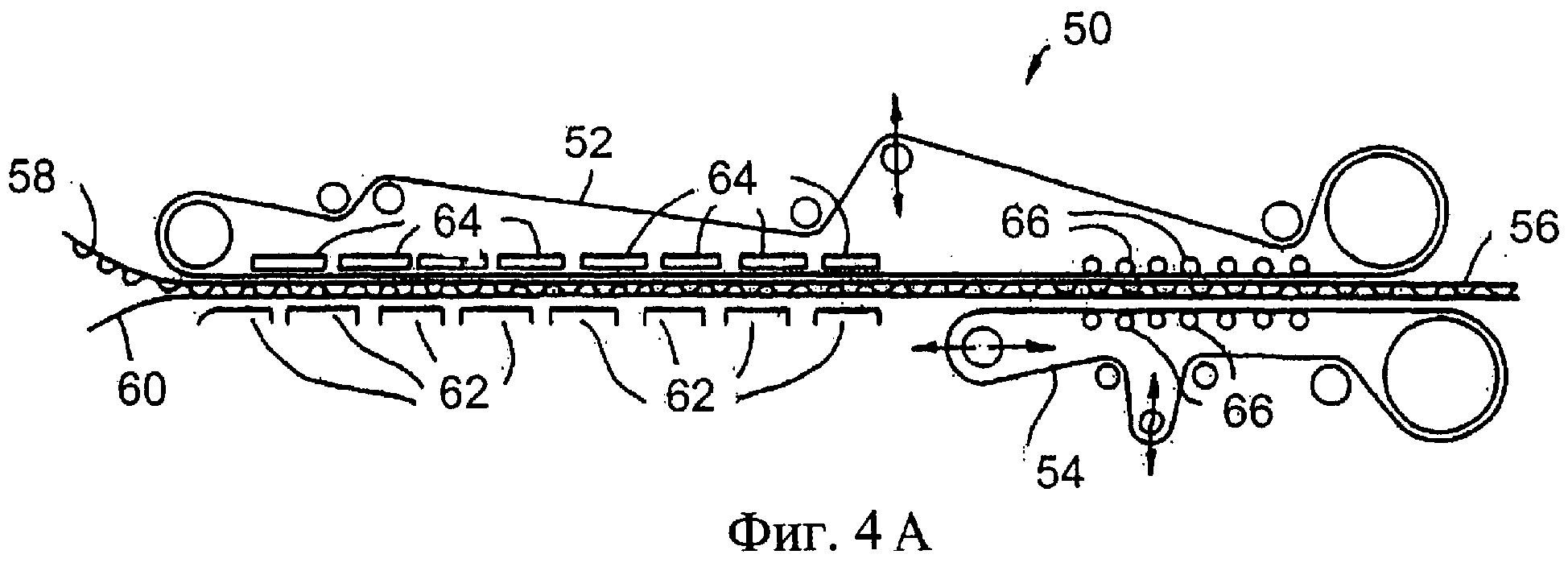
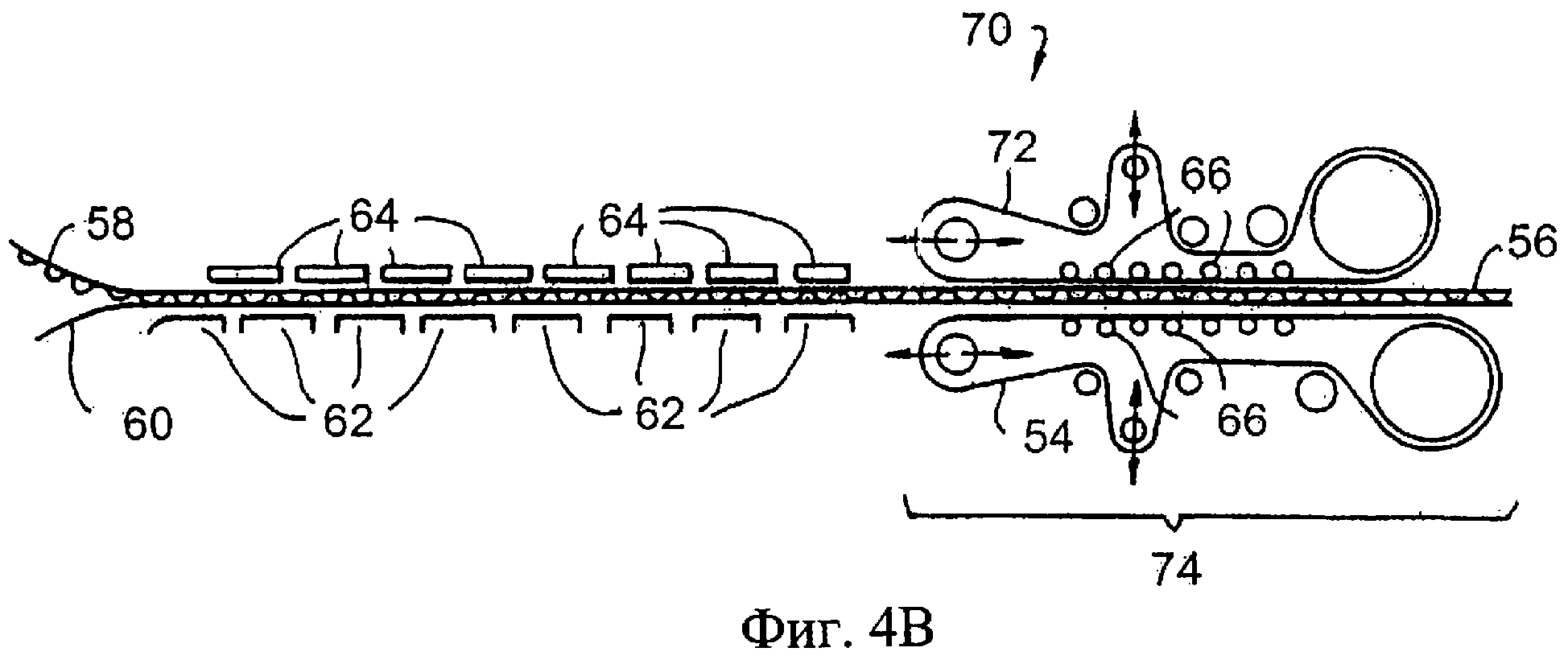
на фиг.4А и 4В показаны машины для изготовления трехслойного гофрированного картона, в которых используется лента согласно изобретению.
Подробное описание предпочтительных вариантов осуществления изобретения
На фиг.1 схематично показан типичный участок 10 с лентой для изготовления двухслойного гофрированного картона в линии по производству гофрированного картона. Основная бумага 12, предварительно обработанная паром для придания ей большей податливости, непрерывно подается между двумя взаимодействующими валками 14, 16. Валки 14, 16 имеют расположенные по периферии равномерно зубья 18, 20, входящие в зацепление при вращении валков 14, 16 вокруг соответствующих параллельных осей 22, 24. Входящие в зацепление зубья 18, 20 создают на основной бумаге 12 гофры 26.
Механизм 28 нанесения покрытия наносит крахмальную пасту 30 на гребни 32 гофров 26 на основной бумаге 12.
Гофрированная основная бумага 12 непрерывно накладывается на покровную бумагу 34 в точке 36, где лента 40, которая огибает два расположенных на расстоянии друг от друга барабана 42, 44, проходит вокруг барабана 42. Барабаны 42, 44 расположены так, что лента 40 плотно прилегает к валку 16 и образуют вместе с ним зону прижима, т.е. лента 40 плотно прижимается к валку 16 на протяжении всего расстояния между барабанами 42, 44 с образованием между валком 16 и лентой 40 протяженной зоны прижима. Гофрированную основную бумагу 12 и покровную бумагу 34 нагревают посредством по меньшей мере одного из следующих элементов: барабаны 42, 44, лента 40 и валок 16. Под действием тепла вода, поглощенная гофрированной основной бумагой 12 при ее обработке паром, испаряется, а крахмальная паста 30 высыхает.
Барабаны 42, 44 расположены так, что при работе системы зубья 20 валка 16 контактируют с наружной поверхностью ленты 40 на значительном участке периферии валка. Зубья 20 должным образом совмещаются с гофрами основной бумаги 12 по мере ее продвижения. В то же время валок 16 сильно прижимает основную бумагу 12 ее стороной, на которой находится паста, к покровной бумаге 34, соединяя основную бумагу с покровной. Гофрированная основная бумага 12 с прикрепленной к ней покровной бумагой 34 выходит в виде двухслойного гофрированного картона 46 из зоны между валком 16 и барабаном 44.
В одном варианте осуществления изобретения лента может использоваться при изготовлении двухслойного гофрированного картона в описанной выше гофромашине. На фиг.2 показан вид сверху фрагмента металлической основы 1 со спиральным соединением, образующей часть ленты согласно изобретению. Как видно на фиг.2, металлическая основа 1 состоит из противоположно ориентированных и проходящих в осевом направлении спиралей 2, 4. На фиг.2 спирали 2 ориентированы в одном направлении, например их верхние части наклонены налево, а спирали 4 ориентированы в противоположном направлении, например их верхние части наклонены направо между спиралями 2.
Металлические спирали 2 и 4 проходят вдоль параллельных продольных осей. Как видно на фиг.3, спирали 2 и 4 ограничивают продольные внутренние проходы 6 и 8 соответственно. Спирали 2 и 4 расположены с перекрытием таким образом, что перекрываются концевые части внутренних пространств 6, 8. Через перекрывающиеся части внутренних пространств 6, 8 спиралей пропущены стержни 3, которые соединяют спирали 2 и 4 с образованием непрерывного полотна.
Спиральная основа 1 ленты может быть изготовлена из различных металлических материалов. Хотя наиболее распространенной является нержавеющая сталь, можно использовать другие подходящие металлы, особенно если нужно получить определенные свойства. Кроме того, хотя металлический материал, из которого изготовлены спирали 2 и 4, может иметь круглое поперечное сечение, могут использоваться плоские спирали или спирали другой подходящей формы. Спирали 2, 4 могут перемежаться или не перемежаться, а расстояние между витками спирали можно по желанию увеличить или уменьшить. Для изменения проницаемости или состояния поверхности ленты внутри спиралей 2, 4 можно поместить наполнитель, например множество плоских стержней (не показаны) или других подходящих элементов.
Как описано выше, использование металлической основы 1 со спиральным соединением для образования ленты позволяет обеспечить лучшую работу и другие преимущества. Например, лента машины для изготовления двухслойного гофрированного картона имеет более высокую износостойкость и прочность и лучшую теплопроводность, чем известные синтетические ленты, и более прочные швы, чем известные тканые металлические ткани с паяными или подобными швами.
Во втором варианте осуществления изобретения лента с металлической основой 1 со спиральным соединением может представлять собой ленту для изготовления трехслойного гофрированного картона, используемую в машине для изготовления трехслойного гофрированного картона, изображенной на фиг.4А и 4В. Гофромашина 50 на фиг.4А содержит верхнюю ленту 52 и нижнюю ленту 54, которые осуществляют протягивание между ними гофрированного бумажного изделия 56. Это изделие 56 имеет гофрированный слой 58 и негофрированный слой 60, которые соединяются друг с другом в машине 50 соответствующим клеем. Слои 58 и 60 накладываются друг на друга на одном конце машины 50 и протягиваются лентой 52 через несколько горячих плит 62 для сушки и/или отверждения клея, соединяющего бумажные слои между собой.
После прохождения через горячие плиты 62 верхняя и нижняя ленты 52, 54 протягивают гофрированное бумажное изделие 56 между собой с определенной скоростью, при этом бумажное изделие 56 охлаждается. Утяжеленные ролики 66 создают давление изнутри бесконечных петель, образованных лентой 52 и лентой 54, прижимая их друг к другу так, что между ними крепко удерживается гофрированное бумажное изделие 56. После выхода из зоны между верхней и нижней лентами 52, 54 гофрированное бумажное изделие 56 режут и/или укладывают в пачки в зависимости от необходимости.
На фиг.4В показан участок машины для изготовления трехслойного гофрированного картона, где верхняя лента 52 заменена намного более короткой лентой 72. Здесь верхняя лента 72 не проходит над горячими плитами 62, а расположена по ходу процесса за ними, напротив нижней ленты 54, в области, которая может быть названа зоной 74 охлаждения или протягивания.
В этом варианте гофромашины 70 утяжеленные стальные колодки прижимают гофрированное бумажное изделие 56 к горячим плитам 62. Верхняя и нижняя ленты 72, 54, расположенные по ходу процесса после горячих пластин 62, протягивают гофрированное бумажное изделие 56 через машину 70. Аналогично машине, показанной на фиг.4А, утяжеленные ролики 66 давят на ленты 72 и 54 из пространств внутри образованных ими бесконечных петель и прижимают эти ленты друг к другу так, что между ними крепко удерживается гофрированное бумажное изделие 56. После выхода из зоны между лентами 72, 54 гофрированное бумажное изделие 56 режут и/или укладывают в пачки в зависимости от необходимости.
Соответственно, при использовании в описанных выше гофромашинах лента согласно изобретению для изготовления трехслойного гофрированного картона имеет более высокую износостойкость, лучшую проницаемость и оставляет меньше следов от шва, чем известные тканые синтетические ленты, а также более высокие износостойкость и прочность и лучшее значение веса на единицу площади по сравнению с известными синтетическими тканями со спиральным соединением.
Таким образом, указанные выше цели, а также цели, очевидные из предшествующего описания, эффективно достигаются. Описание изобретения и чертежи представлены лишь в целях его иллюстрации и при реализации описанных способа и конструкций допустимы некоторые изменения без нарушения сущности и объема изобретения.
Реферат
Изобретение относится к ленте машины для производства двухслойного или трехслойного гофрированного упаковочного картона. Лента содержит бесконечную основу со спиральным соединением, имеющую верхнюю поверхность и нижнюю поверхность. Лента также содержит множество металлических спиралей, каждая из которых ограничивает внутреннее пространство. Причем спирали соединены параллельными стержнями, проходящими через внутренние пространства соседних спиралей. Предложенное изобретение обеспечивает создание ленты с высокой прочностью, износостойкостью и теплопроводностью. 4 з.п. ф-лы, 5 ил.
Комментарии