Промышленная ткань с силиконовым покрытием на поверхности - RU2339753C2
Код документа: RU2339753C2
Чертежи
Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к бумажному производству. Более конкретно, настоящее изобретение относится к сушильному тканевому полотнищу, однако оно может найти свое применение и в отношении любых других тканевых полотнищ, используемых в формовочной, прессовочной и сушильной секциях бумагоделательной машины, а также и в отношении промышленных технологических тканей и гофрированных тканей вообще.
К промышленным технологическим тканям, упоминаемым в данном описании изобретения, могут быть отнесены такие ткани, которые применяются в производстве, помимо всего прочего, различных продуктов, формируемых во влажном состоянии, к примеру, таких как бумага и картон, а также такие изделия, как бумажные гигиенические салфетки и полотенца; в производстве бумажных салфеток и полотенец, изготавливаемых с применением технологических процессов сушки в сквозном воздушном потоке; гофрированные ленты, применяемые в производстве гофрированного картона; а также специально разработанные тканевые полотнища, применяемые в производстве волокнистой массы, укладываемой во влажном и в сухом состоянии; при проведении таких технологических процессов, относящихся к бумажному производству, как, например, процессы, осуществляемые с использованием фильтров-отстойников и химических промывных аппаратов; а также в производстве нетканых материалов, изготавливаемых с применением таких технологических процессов, как гидроспутывание (мокрый процесс), продувка расплава, соединение посредством прядения и иглопробивание с предварительной воздушной укладкой. К таким промышленным технологическим тканям относятся, но не ограничиваются только ими, неплетеные войлочные материалы; различные ткани, предназначенные для осуществления тиснения, использования их в качестве конвейерных и иных поддерживающих лент и применяемые при проведении различных технологических процессов производства нетканых материалов; а также фильтровальные ткани и фильтровальные полотна.
К тканевым полотнищам, предназначенным для производства гофрированной продукции, которые упоминаются в данном описании изобретения, относятся так называемые ленты для производства гофрированной продукции, которыми оснащаются специальные машины для изготовления гофрированных материалов, с помощью которых производится гофрированный картон, как поясняется более подробно в предложенном ниже описании.
Описание известного уровня техники
В процессе бумажного производства осуществляется формирование полотна из целлюлозного волокна посредством отложения суспензии волокнистой массы, то есть, иными словами, водяной взвеси целлюлозного волокна, на движущемся формировочном тканевом полотнище, находящемся внутри формовочной секции бумагоделательной машины. При этом сквозь формировочное тканевое полотнище стекает в больших количествах вода, отделяющаяся от суспензии, а на поверхности формировочного тканевого полотнища остается лежать полотно, образовавшееся из целлюлозного волокна.
Только что сформированное полотно, состоящее из целлюлозного волокна, сразу же направляется из формовочной секции в прессовочную секцию, внутри которой имеется целый ряд обжимных валков. Полотно, образовавшееся из целлюлозного волокна, пропускается здесь последовательно сквозь зазоры между расположенными попарно обжимными валками, находясь при этом на прессовочном тканевом полотнище, либо - как это часто бывает - между двумя такими прессовочными тканевыми полотнищами. В каждом таком зазоре между обжимными валками это полотно, образовавшееся из целлюлозного волокна, подвергается воздействию сжимающих сил, которые стремятся отжать из него воду, и под воздействием которых целлюлозные волокна плотно сцепляются друг с другом внутри полотна, в результате чего и происходит превращение этого полотна, состоящего из целлюлозных волокон, в бумажный лист. Отжатая вода впитывается прессовочным тканевым полотнищем или же полотнищами и, в идеальном случае, не возвращается обратно внутрь бумажного листа.
Бумажный лист поступает, в конечном итоге, в сушильную секцию, в которой имеется, по меньшей мере, один ряд вращающихся сушильных барабанов или цилиндров, которые изнутри обогреваются паром. Вновь сформированный бумажный лист направляется здесь по извилистой траектории, проходя при этом последовательно вокруг каждого из барабанов, установленных в ряд, к которым он плотно прижимается при помощи сушильного тканевого полотнища, удерживающего этот бумажный лист на поверхности барабанов. Нагретые барабаны обеспечивают уменьшение содержания воды в бумажном листе до желаемого уровня за счет ее испарения.
Следует понимать, что всем формировочным, прессовочным и сушильным тканевым полотнищам придается внутри бумагоделательной машины форма бесконечных лент, а функционируют они так же, как и известные конвейеры. Кроме того, следует также понимать, что бумажное производство представляет собой непрерывный технологический процесс, который протекает с довольно значительными скоростями. То есть, иными словами, внутри формовочной секции происходит непрерывное отложение суспензии волокнистой массы на формировочном тканевом полотнище, тогда как на выходе из сушильной секции осуществляется непрерывное наматывание только что изготовленного бумажного листа в рулоны.
Современные тканевые полотнища выпускаются в широком ассортименте стилей внешнего своего оформления, рассчитанных на то, чтобы обеспечить удовлетворение соответствующих требований, предъявляемых к ним в соответствии с конструкцией тех бумагоделательных машин, внутри которых их предполагается установить, с учетом особенностей сортов бумаги, намеченных к производству в этих машинах. Как правило, такие полотнища содержат тканый или же иного типа основной материал. Дополнительно, как это имеет место в отношении тканевых полотнищ, предназначенных для установки в прессовочной секции бумагоделательной машины, прессовочные тканевые полотнища имеют один или более слоев основного материала, в который иглопробивным способом вбивается тонковолокнистый нетканый войлочный материал. Применяемые в этих целях основные материалы могут быть сотканы из пряжи, полученной из обыкновенного элементарного волокна, из крученого элементарного волокна, из обыкновенной многоволоконной пряжи или же из крученой многоволоконной пряжи, и могут быть выполнены однослойными, многослойными или же слоистыми. В типичных случаях такая пряжа экструдируется из любой синтетической полимеризационной смолы, к примеру, такой как полиамидная или полиэфирная смола, которые применяются с этой целью рядовыми специалистами в области производства тканевых полотнищ для оснастки бумагоделательных машин.
Сами по себе плетеные тканевые полотнища могут приобретать множество самых разнообразных форм. Например, они могут быть сразу же выполнены в виде бесконечных тканевых полотнищ непосредственно в ходе самого процесса ткачества, либо сначала они могут быть сотканы плоскими, а затем им придается бесконечная форма посредством наложения соответствующего плетеного шва. В другом альтернативном варианте плетеные тканевые полотнища могут быть изготовлены в соответствии с технологическим процессом, известным в обиходе как модифицированное ткачество бесконечных тканевых полотнищ, при осуществлении которого по кромкам основного материала, расположенным по его ширине, выполняются под накладываемый впоследствии шов соответствующие петли, образующиеся из нитей пряжи, которые при установке полотнища в бумагоделательную машину располагаются в направлении движения полотнища внутри машины (MD). При осуществлении этого технологического процесса нити пряжи в направлении MD непрерывно протягиваются вперед и назад между кромками, расположенными по ширине материала, образуя очередную петлю под шов каждый раз при изменении направления протягивания нити пряжи на обеих кромках. Основному материалу, изготовленному таким способом, придается форма бесконечной ленты во время установки его внутри бумагоделательной машины, и, на этом основании, данный материал обычно называют также тканевым полотнищем, сшиваемым швом внутри машины. Для того чтобы этот материал окончательно приобрел форму бесконечной ленты, обе кромки этого материала, расположенные по его ширине, совмещают между собой, после чего соответствующие петли под шов на обеих кромках переплетают друг с другом, а в проход, образовавшийся при этом между переплетенными друг с другом петлями, вставляют соответствующий штифт или же стержень.
Кроме того, тканые основные материалы могут выполняться также и слоистыми за счет размещения, по меньшей мере, еще одного слоя основного материала внутри бесконечной ленты, образованной другим таким слоем, с последующим вбиванием иглопробивным способом войлока из штапельного волокна внутрь этих слоев основного материала с тем, чтобы соединить один слой с другим в одно целое, как и в случае для прессовочных тканевых полотнищ. Один или более слоев таких тканых основных материалов могут быть выполнены с сшиваемым швом уже в машине. Таким образом, получают хорошо известное в настоящее время слоистое прессовочное тканевое полотнище с многослойной основной поддерживающей структурой.
Во всяком случае, тканевые полотнища либо выпускаются уже в виде готовых бесконечных лент, либо получают такую форму посредством сшивания их швом после установки в бумагоделательной машине, при этом они имеют определенную заданную длину, замеряемую в продольном направлении по всей их протяженности, и определенную заданную ширину, замеряемую в поперечном направлении.
Рассмотрим теперь более подробно промышленные ткани, применяемые в производстве гофрированного картона, или коробочного картона, в машинах, предназначенных для изготовления гофрированных материалов. Такие промышленные ткани применяются в виде соответствующих лент, предназначенных для производства гофрированной продукции. В машинах, применяемых при изготовлении гофрированных материалов, эти ленты, предназначенные для производства гофрированной продукции, служат опорой для листа, из которого получается плоский слой гофрированного картона, и листа, из которого получается гофрированный слой картона, и обеспечивают протягивание этих двух слоев по валку, который выделывает желобки, или гофры, располагающиеся в поперечном направлении (CD) относительно направления движения ленты внутри машины, в соответствующем листе картона. Затем эти, по меньшей мере, два листа картона, поддерживаемые одной или несколькими такими лентами, пропускаются последовательно сначала через зону нагревания, где происходит высыхание и отверждение клеящего вещества, применяемого для склеивания этих, по меньшей мере, двух слоев картона друг с другом, а после этого - еще и через зону охлаждения. При этом протягивание гофрированного картона через машину для его изготовления осуществляется, в первую очередь, за счет сил трения, возникающих между лентой, применяемой в производстве гофрированной продукции, а более конкретно - лицевой ее стороной, то есть той ее стороной, которой она обращена к картону, и изготавливаемым с ее помощью гофрированным картоном.
Ленты, предназначенные для производства гофрированной продукции, должны быть прочными и долговечными, а также должны обеспечивать сохранность своих размерных параметров при эксплуатации их в условиях, характеризующихся возникновением в них растягивающих напряжений и воздействием на них повышенной температуры, создаваемой внутри машины. Кроме того, такие ленты должны также обладать сравнительно высокой гибкостью в продольном направлении, соответствующем направлению их движения внутри машины, при достаточно высокой жесткости в направлении, поперечном относительно направления их движения, благодаря чему обеспечена была бы возможность сохранять ими задаваемое им направление движения во время перемещения их по своим бесконечным замкнутым траекториям. И, наконец, традиционное пожелание состоит в том, чтобы такие ленты обладали также достаточной пористостью для того, чтобы пары могли свободно проходить через них насквозь, и проявляли при этом достаточно высокую невосприимчивость к влаге с тем, чтобы предотвратить поглощение ими конденсирующихся паров, что могло бы, в противном случае, приводить к увлажнению поверхностей производимого гофрированного картона.
Как уже упоминалось в приведенном здесь выше описании, лента, предназначенная для производства гофрированной продукции, приобретает форму бесконечной ленты уже при установке ее в машине, применяемой для изготовления гофрированного материала. Приобретая такую форму, эта лента для производства гофрированной продукции будет иметь лицевую сторону, то есть ту ее сторону, которой она обращена к изготавливаемому на ней картону и которая находится с внешней стороны бесконечной ленты, и тыльную сторону, которая находится с внутренней стороны бесконечной ленты. Под воздействием сил трения, возникающих между тыльной стороной ленты и приводными валками машины, применяемой для изготовления гофрированного материала, происходит перемещение ленты, на которой производится гофрированный материал, тогда как под воздействием сил трения, возникающих между лицевой стороной ленты и листом гофрированного картона, происходит протягивание указанного листа через эту машину.
Ленты, предназначенные для производства гофрированной продукции, представляют собой, как правило, плоскотканые многослойные тканевые полотнища, каждое из которых выделывается под соответствующий размер либо подгоняется в продольном и поперечном направлениях под те размеры соответственно в длину и ширину, которые требуется соблюсти применительно к той конкретной машине, используемой при изготовлении гофрированного материала, где предполагается установить то или иное тканевое полотнище. На обоих концах таких тканевых полотнищ предусматривается наличие соответствующих средств, позволяющих затем наложить соединительный шов, и благодаря которым можно осуществить соединение этих концов одного с другим, вставив соответствующий штифт или же стержень, либо продев тросик при установке такой ленты, предназначенной для производства гофрированной продукции, внутри соответствующей машины, применяемой при изготовлении гофрированного материала.
В зоне нагревания типичной машины, применяемой при изготовлении гофрированного материала, находятся расположенные в ряд горячие нагревательные пластины, поперечно которым при помощи ленты, предназначенной для выработки на ней гофрированной продукции, протягивается через эту машину лист гофрированного картона. Кроме того, в этой же зоне имеется также и некоторое множество валков, имеющих каждый соответствующий вес и расположенных в пределах замкнутой петли, образованной лентой для получения гофрированной продукции, которые прижимают эту ленту к горячим нагревательным пластинам, благодаря чему обеспечивается возможность протягивания картонного листа на этой ленте поперек указанных горячих нагревательных пластин при одновременном воздействии на этот лист давления, оказываемого упомянутыми валками. Наличие валков, имеющих определенный вес, обеспечивает плотное прижимание картонного листа к горячим нагревательным пластинам, позволяя при этом получить достаточно высокие значения силы трения, возникающей между лентой, обеспечивающей получение гофрированной продукции, и картонным листом, для того чтобы эта лента смогла протягивать лист.
В конструкции нового поколения машин, предназначенных для изготовления гофрированного материала, вместо валков определенного веса применяются так называемые воздушные опоры, которые направляют высокоскоростной поток воздуха на тыльную сторону ленты, предназначенной для производства гофрированной продукции, и к горячим нагревательным пластинам таким образом, чтобы заставить эту ленту сильнее прижаться к горячим нагревательным пластинам. С целью предотвращения прохождения высокоскоростного воздушного потока сквозь ленту, предназначенную для производства гофрированной продукции, в результате чего эта лента могла бы отходить от листа гофрированного картона, что позволило бы этому листу проскальзывать относительно ленты в направлении его перемещения, а это приводило бы к нарушению контакта между листом изготавливаемого гофрированного картона и горячими нагревательными пластинами и, в конечном итоге, к низкокачественному неравномерному проклеиванию производимого слоистого гофрированного картона, на тыльной стороне таких лент для производства гофрированной продукции, применяемых в машинах с воздушными опорами, предусматривается наличие слоя полимерного смолистого материала, который обладает воздухонепроницаемыми свойствами и предотвращает прохождение воздуха через ленту насквозь. Более подробное описание всего, что изложено здесь выше, можно найти, например, в патенте США №6186209.
А в конструкции самого новейшего поколения машин, предназначенных для изготовления гофрированного материала, от применения ленты для производства гофрированного материала, с помощью которой полотно изготавливаемого гофрированного картона прижимается к горячим нагревательным пластинам, теперь уже совсем отказались во избежание возникновения таких проблем, связанных с применением указанной ленты, как наличие отметины на изготавливаемом картоне от соединительного шва, износ кромок ленты и коробление картона. Вместо этого предложено было применять пару лент, находящихся за зоной нагревания по ходу технологического процесса, то есть уже в зоне охлаждения, где лист изготавливаемого гофрированного картона зажимается между этими двумя лентами, одна из которых располагается сверху, а другая - снизу листа, и, таким образом, протягивается ими через зону охлаждения.
Было установлено, что имеющиеся в настоящее время ленты, предназначенные для производства гофрированной продукции, работают не вполне удовлетворительно при оснащении ими указанных машин самого новейшего поколения, применяемых при изготовлении гофрированного материала. Выпускаемые в настоящее время ленты, предназначенные для производства гофрированной продукции, имеют обработанную иглопробивным способом или же тканую поверхность с коэффициентом трения, находящимся - относительно коэффициента трения гофрированного картона - в пределах от 0,15 до 0,20. Поскольку ленты, предназначенные для производства гофрированной продукции, находятся в таких машинах в контакте с полотном изготавливаемого ими гофрированного картона только лишь в пределах зоны охлаждения, то общая площадь поверхности контакта между лентой и обрабатываемым полотном будет значительно меньшей, чем та, которой характеризуются аналогичные машины устаревшей конструкции, и поэтому ленты, применяемые сейчас в новейших машинах, предназначенных для изготовления гофрированного материала, не способны развивать достаточно большие силы трения для того, чтобы обеспечить протягивание обрабатываемого полотна через эту машину.
Совершенно очевидно, что машины этого самого последнего типа, предназначенные для изготовления гофрированного материала, требуют применения в них таких лент для производства гофрированной продукции, поверхности которых имеют более высокий коэффициент трения относительно коэффициента трения гофрированного картона, чем те ленты такого типа, которые имеются в наличии в настоящее время, благодаря чему такие ленты будут уже способны развивать требуемые силы трения. Такая лента, предназначенная для производства гофрированной продукции, раскрывается, например, в описании изобретения к патенту США №6276420.
Рассмотрим теперь более подробно тканевые полотнища, применяемые в сушильных секциях бумагоделательных машин, где сушильные цилиндры в типичных случаях располагаются двумя рядами, или ярусами - верхним и нижним. При этом сушильные цилиндры верхнего яруса размещены в шахматном порядке относительно цилиндров нижнего яруса, а не находятся строго по вертикали друг относительно друга. По мере того, как высушиваемый бумажный лист перемещается через сушильную секцию, он попеременно переходит с верхнего яруса на нижний и обратно, проходя сначала вокруг сушильного цилиндра в одном из этих двух ярусов, затем вокруг сушильного цилиндра в другом ярусе и так далее - в этой же последовательности - через всю сушильную секцию.
Во многих случаях сушильные цилиндры верхнего и нижнего ярусов, находящиеся в сушильных секциях, закрыты, каждый - отдельным сушильным тканевым полотнищем. В сушильных секциях такого типа бумажный лист, подвергающийся сушке, проходит, не имея при этом какой-либо опоры, через промежуток или «карман», разделяющий между собой сушильные цилиндры одного яруса и сушильные цилиндры другого яруса.
По мере повышения рабочей скорости бумагоделательной машины наблюдается тенденция к возникновению неустойчивых колебаний бумажного листа, подвергающегося сушке, там, где он в процессе своего движения пересекает карман, вследствие чего лист зачастую рвется. В результате этого возникает необходимость в остановке всей бумагоделательной машины в целом с последующей повторной заправкой бумажного листа в сушильной секции, что неблагоприятно сказывается на производительности и эффективности работы бумагоделательной машины.
Для того чтобы добиться повышения производительности бумагоделательной машины, уменьшив до минимума возмущения, нарушающие равномерное движение бумажного листа, предложено было применить для просушивания бумажного листа так называемые однопроходные сушильные секции, обеспечивающие перемещение бумажного листа, подвергающегося сушке, с более высокими скоростями движения, чем те, которые можно получить, применяя традиционные сушильные секции. Внутри однопроходной сушильной секции предусматривается наличие только лишь одного-единственного сушильного тканевого полотнища, которое непрерывно движется по извилистой траектории, проходя при этом последовательно вокруг сушильных цилиндров верхнего и нижнего ярусов. Таким образом, бумажный лист, как таковой, получает при этом строго направленное движение каждый раз, пересекая карман между верхним и нижним ярусами, а, возможно, также и практически поддерживается этим полотнищем.
Следует понимать, что сушильное тканевое полотнище, применяющееся в однопроходной сушильной секции, прижимает бумажный лист, подвергающийся сушке, непосредственно к сушильным барабанам одного из имеющихся в данной сушильной секции двух ярусов сушильных барабанов и обводит его вокруг соответствующих сушильных барабанов другого яруса. В альтернативном варианте своего исполнения однопроходная сушильная секция может иметь всего лишь один ярус сушильных барабанов. В сушильной секции такого типа должно предусматриваться наличие соответствующего поворотного валика, который может выполняться гладким, бороздчатым или же снабжаться соответствующим всасывающим средством вакуумного типа и располагается в кармане, имеющемся между цилиндрами каждой пары. Сушильная секция такого типа известна как одноярусная сушильная секция.
Воздух, увлекаемый за собой тыльной поверхностью движущегося сушильного тканевого полотнища, образует клинообразную зону сжатия в пределах соответствующего узкого пространства в том месте, где движущееся сушильное тканевое полотно находит на очередной сушильный цилиндр или поворотный валок. Под воздействием повышенного давления воздуха, создающегося в клинообразной зоне сжатия, воздух стремится выйти оттуда наружу сквозь сушильное тканевое полотнище. Этот воздушный поток может, в свою очередь, вызвать принудительный отход бумажного листа от соответствующей поверхности сушильного тканевого полотнища, находящейся в контакте с бумагой - такое явление, когда бумажный лист уже не будет зажат между сушильным тканевым полотнищем и сушильным цилиндром, известно как «уваливание». При возникновении «уваливания» может наблюдаться ухудшение качества вырабатываемого бумажного продукта в связи с появлением надрывов на его кромках, а также возможно снижение эффективности работы бумагоделательной машины, если в результате начнут происходить разрывы листа.
На многих бумажных фабриках предпринимались отдельные попытки решить эту проблему, для чего предложено было нарезать бороздки на соответствующих поверхностях поворотных валков, с которыми непосредственно входит в соприкосновение сушильное тканевое полотнище, находящееся в одноярусных сушильных секциях, либо дополнительно предусматривать применение соответствующего источника разрежения, подсоединенного к указанным поворотным валкам. При применении каждого из этих двух приемов обеспечивается реальная возможность для воздуха, в противном случае скапливающегося в клинообразной зоне сжатия, выйти оттуда, не проходя при этом сквозь сушильное тканевое полотнище.
В связи с этим изготовителями тканевых полотнищ был использован также такой способ, как нанесение на тканевые полотнища соответствующих покрытий, сообщающих тканевому полотнищу дополнительные функциональные свойства, к примеру, такие как «способность к удерживанию листа». Важное значение такого способа придания указанных дополнительных функциональных свойств, например, сушильным тканевым полотнищам, как нанесение соответствующих покрытий, было показано Лучано-Фагерхолмом (Luciano-Fagerholm) (см. патент США №5829488 (Albany) под названием «Сушильное тканевое полотнище с гидрофильной поверхностью, контактирующей с бумагой»).
Лучано и Фагерхолм продемонстрировали возможность применения гидрофильной обработки поверхности тканевых полотнищ, проводимой с целью придания им свойств, обеспечивающих удерживание на них бумажного листа при сохранении достаточно высокой проницаемости этих полотнищ, близкой к первоначальному значению этого показателя. Однако указанный способ обработки поверхностей тканевых полотнищ, несмотря на успешность его применения с целью придания этим полотнищам свойств, обеспечивающих удерживание на них бумажного листа, нуждается в дальнейшей доработке с тем, чтобы добиться соответствующего увеличения гидрофильности и долговечности таких покрытий до желательного уровня. В патенте WO №97/14846 также признается то важное значение, которое имеют различные способы, позволяющие обеспечить удерживание листа, причем более конкретно данный патент касается применения материалов с силиконовым покрытием с целью нанесения сплошного покрывающего слоя на тканевое полотнище и его пропитки для того, чтобы придать такому полотнищу, по существу, воздухонепроницаемые свойства. Однако такое, весьма существенное уменьшение воздухопроницаемости материала совершенно неприемлемо в отношении сушильных тканевых полотнищ. Проблема обеспечения удерживания обрабатываемого листа рассматривается также и в описании изобретения к патенту США №5397438, который касается применения клеящих веществ, наносимых на отдельные, расположенные поперечно участки тканевых полотнищ с целью предотвращения коробления вырабатываемой на них бумаги. Среди других патентов, имеющих отношение к данной области техники, можно назвать патент США №5731059, в котором раскрывается применение силиконового герметика, наносимого только лишь на кромку тканевого полотнища с целью защитить ее от воздействия высоких температур и предотвратить распускание здесь плетения; а также патент США №5787602, который касается нанесения соответствующих полимеров в местах перегиба тканевых полотнищ. Все из указанных здесь выше патентов включаются в содержание данного описания настоящего изобретения посредством приведенных ссылок на них.
Однако ни в одном из вышеупомянутых патентов не предусматривается возможность применения силикона для избирательного нанесения его в местах перегиба промышленных технологических тканей и, в частности, сушильных тканевых полотнищ, либо на каких-нибудь иных, отдельно расположенных участках поверхности этих полотнищ, находящейся в соприкосновении с изготавливаемым листовым материалом, с тем, чтобы улучшить свойства, обеспечивающие удерживание изготавливаемого листового материала на тканевом полотнище, а также повысить износостойкость тканевого полотнища, сохранив в то же самое время приемлемую воздухопроницаемость.
Краткое описание изобретения
Настоящее изобретение направлено на улучшение свойств, обеспечивающих удерживание изготавливаемого листового материала на тканевом полотнище и способствующих более точному выдерживанию этим листовым материалом заданного направления, а также таких свойств, как износостойкость и теплостойкость промышленных технологических тканей при сохранении в то же самое время приемлемой воздухопроницаемости тканевого полотнища. Такое улучшение обеспечивается посредством нанесения покрытия из силиконового материала только лишь на выступающие участки, места перегиба либо на какие-нибудь иные, отдельно расположенные участки той поверхности этого полотнища, которая находится в соприкосновении с изготавливаемым листовым материалом. Способы нанесения покрытий, применяемые в соответствии с настоящим изобретением, могут включать в себя такие, как нанесение покрытия легкими прикосновениями обычного валика, нанесение покрытия при помощи гравюрного валика, ротогравюрная печать, нанесение покрытия при помощи вращающейся сетки, трафаретная печать и (или) флексографическая печать, либо при помощи каких-нибудь иных средств, пригодных для использования их с этой целью.
Настоящее изобретение далее рассматривается более подробно со ссылками на прилагаемые чертежи, которые перечисляются здесь ниже.
Краткое описание чертежей
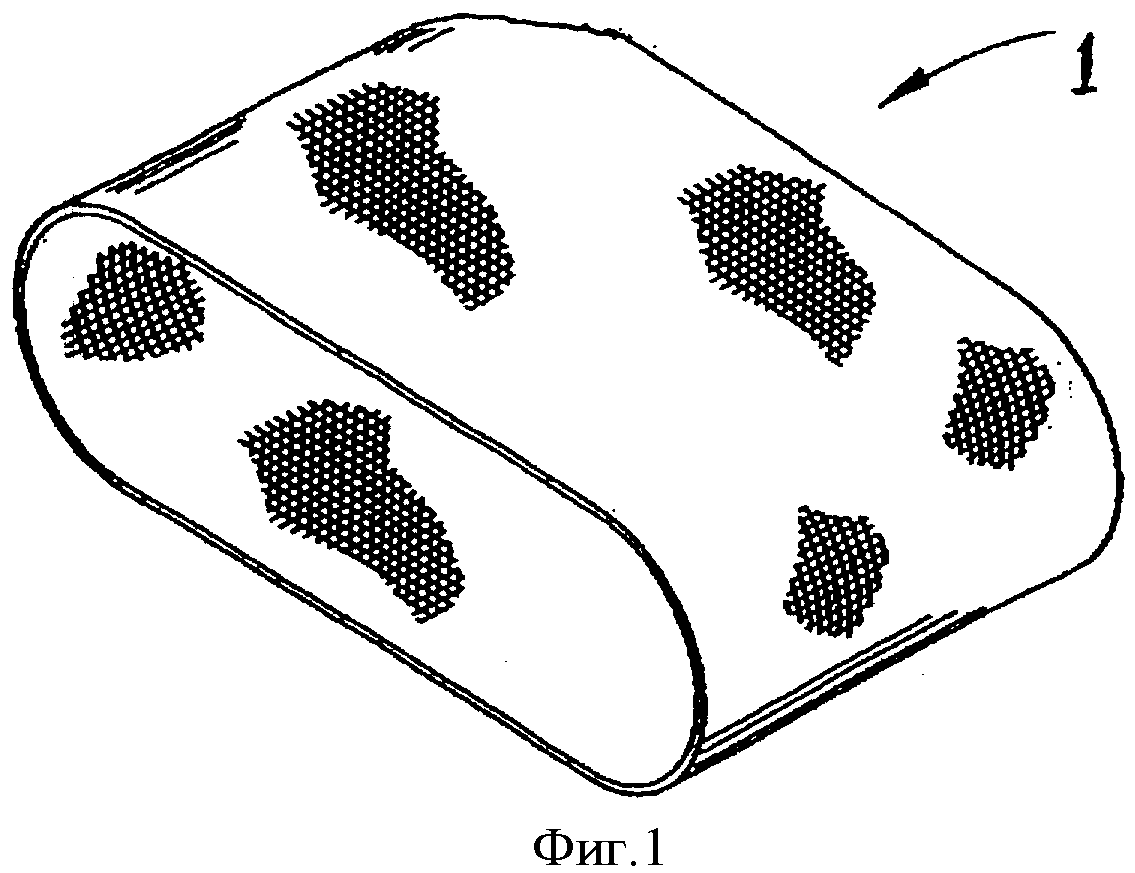
Фигура 1 - схематическое изображение тканевого полотнища, применяемого в бумажном производстве, или промышленной технологической ткани, изготовленной в соответствии с настоящим изобретением.
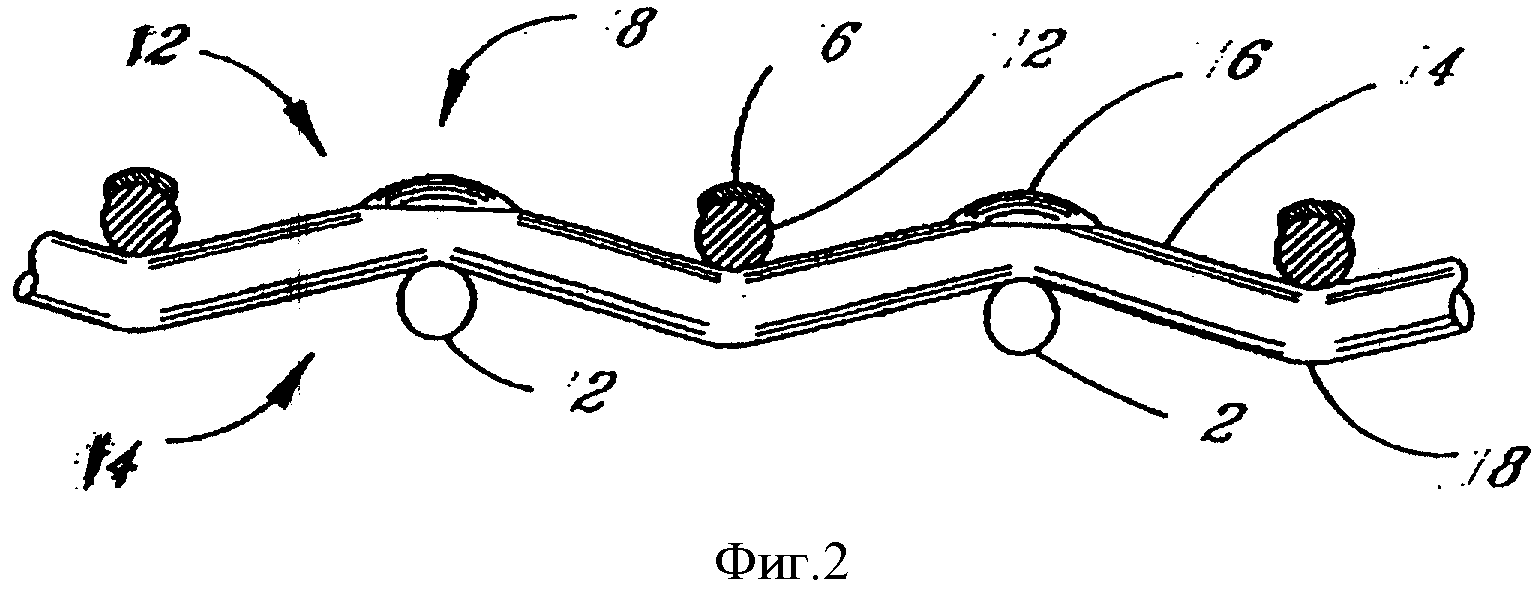
Фигура 2 - вид в поперечном разрезе для тканевого полотнища, выполненного в соответствии с настоящим изобретением.
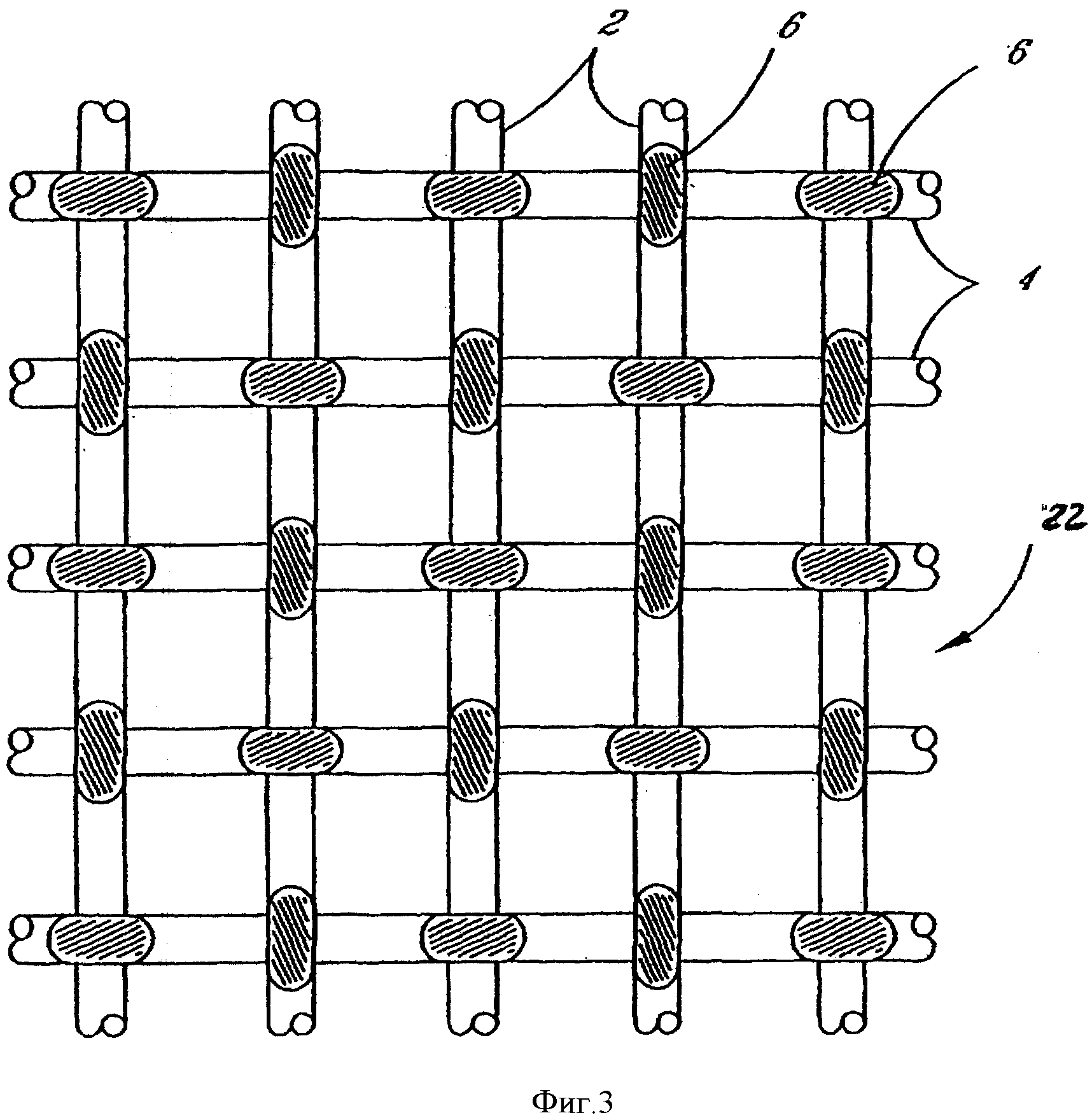
Фигура 3 - вид в плане для поперечного разреза тканевого полотнища, показанного на фигуре 2.
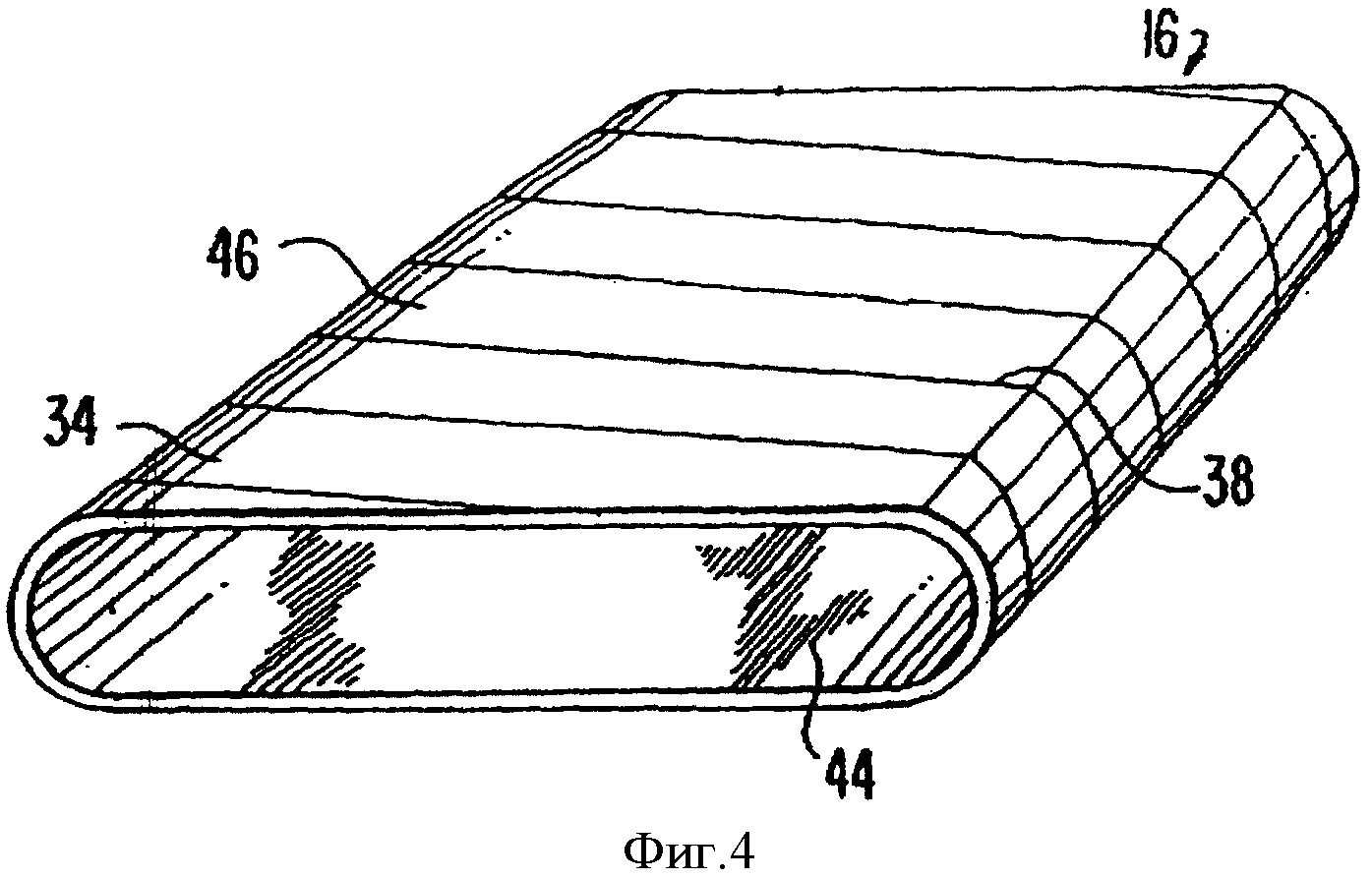
Фигура 4 - перспективный вид для другого варианта осуществления настоящего изобретения.
Подробное описание предпочтительных вариантов осуществления изобретения
Предварительно следует отметить, что хотя описание настоящего изобретения и ведется здесь ниже применительно к сушильным тканевым полотнищам, тем не менее не исключается возможность использования настоящего изобретения в каких-либо других сферах бумажного производства или в иных промышленных применениях. В качестве таких дополнительных применений можно назвать производство промышленных технологических гофрированных тканей. По своей структуре тканевые полотнища подразделяются на плетеные, спиральновитые, вязаные, экструдированные сетчатые, спирально-связанные, спирально-скрученные и иные неплетеные типы тканевых полотнищ. Эти ткани могут также включать в свой состав пряжу, полученную из обыкновенного элементарного волокна, из крученого элементарного волокна, из обыкновенной многоволоконной пряжи или же из крученой многоволоконной пряжи, и могут быть выполнены однослойными, многослойными или же слоистыми. В типичных случаях такая пряжа экструдируется из любой синтетической полимеризационной смолы, к примеру, такой как полиамидная или полиэфирная смола, которые применяются с этой целью рядовыми специалистами в области производства тканевых полотнищ промышленного назначения.
Со ссылками на прилагаемые чертежи ниже рассматривается более подробно пример осуществления настоящего изобретения. Фигура 1 представляет собой схематический вид, показывающий общую структуру бесконечной промышленной технологической ткани, которая может быть выполнена, например, как сушильное тканевое полотнище, обозначенное позицией 1. Тканевое полотнище 1 может быть соткано так, как показано, например, на фигурах 2 и 3. На фигуре 2 показаны в виде сбоку нити основы 2, сплетенные с нитями утка 4 с получением при этом любого приемлемого ткацкого переплетения. В местах пересечения нитей основы и утка образуются возвышенные участки, или перегибы, 8 как на опорной поверхности 12 ткани, так и на поверхности 14 контакта ее с валком.
Согласно настоящему изобретению было установлено, что при нанесении покрытия из силиконовой смолы на опорную поверхность 12 наблюдается улучшение таких характеристик тканевого полотнища со стороны его опорной поверхности 12, как способность к удерживанию на ней изготавливаемой бумаги и износостойкость. Соответственно, силиконовое покрытие сцепляется с опорной поверхностью 12, образуя утолщения 6 на перегибах 8 нитей основы и утка 2 и 4. Ширина образующихся утолщений 6 в типичных случаях не превышает диаметра нитей основы и утка 2 и 4, благодаря чему воздухопроницаемость тканевого полотнища при этом практически не изменяется, сохраняя требуемое ее значение. Однако силиконовое покрытие может также сцепляться с тканевым полотнищем и таким образом, что будет закрывать собой несколько большую площадь поверхности нитей основы и утка 2 и 4 вокруг их перегибов 8, благодаря чему обеспечиваться будет повышенное сцепление опорной поверхности 12 с изготавливаемым бумажным листом все еще при сохранении практически неизменным требуемого значения воздухопроницаемости тканевого полотнища.
Следует отметить, что совсем не обязательно, чтобы тканевое полотнище имело цельную структуру в пределах полной своей ширины, а выполнить такое полотнище можно также и из отдельных полос 34 ткани, к примеру, из таких, какие раскрываются в патенте США №5360656, выданном Рексфельту (Rexfelt), на содержание которого имеются ссылки в настоящем описании изобретения, набрав предварительно соответствующее число таких полос, чтобы затем составить из них требуемую ленту 16 на полную ее ширину, как это показано на фигуре 4. Такую полосу 34 можно развертывать из рулонов, предварительно скатав ее в соответствующий комплект рулонов уже в полностью готовом виде. Такие рулоны материала, предназначенного для набирания из них соответствующих лент, можно будет хранить, а затем, когда нужно, сформировать бесконечную ленту 16 требуемой структуры на полную ширину, руководствуясь при этом, например, соответствующими положениями, изложенными в описании изобретения к только что упомянутому выше патенту.
Следует понимать, что практические эксперименты, проведенные с использованием тканевого полотнища с покрытием, изготовленного в соответствии с приведенными здесь выше рекомендациями, дали хорошие результаты, подтвердив технический эффект, получаемый при применении настоящего изобретения. В одном из таких экспериментов использовались, например, сушильные тканевые полотнища типа «АЭРО2000» (AERО2000), имеющие на перегибах нитей покрытие из силикона. Не имея такого покрытия, эти тканевые полотнища обладают вполне удовлетворительными свойствами, обеспечивающими достаточно надежное удерживание на них изготавливаемого бумажного листа, но, получив силиконовое покрытие, эти же тканевые полотнища продемонстрировали еще более высокую способность к удерживанию бумажного листа. В частности, было установлено, что статический и динамический коэффициенты трения тканевых полотнищ с силиконовым покрытием относительно изготавливаемых на них бумажных листов, находящихся в «мокром» состоянии, не выходят за пределы нормального диапазона значений от 0,4 до 0,8. Во время другого эксперимента, например, проведено было испытание тканевых полотнищ типа «БЕЛПЛЭЙН» (BELPLANE) на абразивное истирание при перемещении ими изготавливаемых бумажных листов, находящихся в «сухом» состоянии. В данном случае тканевые полотнища с силиконовым покрытием продемонстрировали повышенную износостойкость. В связи с этим следует также отметить, что силиконы обладают отличными показателями в отношении теплостойкости, благодаря чему тканевые полотнища, имеющие такие покрытие, пригодны к применению их в условиях воздействия на них тепла.
Теперь рассмотрим вопросы, связанные с приготовлением силиконового покрытия. Прежде всего, следует понимать, что в число силиконов, которые можно будет применять в соответствии с настоящим изобретением, входят, например, силикон, отверждаемый перекисью; силикон, отверждаемый платиной; силикон, вулканизируемый при комнатной температуре (например, силикон марок RTV-1 и RTV-2); жидкие силиконовые каучуки (ЖСК); а также силиконы, переносимые водой. Кроме того, следует также понимать, что силиконы могут содержать те или иные дополнительные компоненты, но могут их и не содержать. Включение некоторых дополнительных компонентов в состав силиконов позволяет придать тканевому полотнищу соответствующие свойства, которые не могут быть обеспечены при применении для нанесения на него покрытия только лишь одного силикона. И, наконец, при включении в состав силиконовых смол соответствующих дополнительных компонентов обеспечивается реальная возможность получить в результате такую вязкость состава, которая позволила бы осуществить избирательное нанесение покрытия на места перегибов нитей в материале тканевого полотнища либо на какие-нибудь иные, отдельно расположенные участки той поверхности этого полотнища, которая находится в соприкосновении с изготавливаемым листовым материалом.
Согласно настоящему изобретению, применяемые способы нанесения покрытий могут включать в себя такие технологии, известные в данной области техники, как нанесение покрытия легкими прикосновениями обычного валика, нанесение покрытия при помощи гравюрного валика, ротогравюрная печать, нанесение покрытия при помощи вращающейся сетки, трафаретная печать или флексографическая печать. Следует понимать, что все эти методики нанесения покрытий и печати при их применении предусматривают наличие соответствующего технического компонента, к примеру, такого как рельефная поверхность, тисненая поверхность, трафаретная площадка, либо валик той или иной конфигурации для проведения соответствующей обработки. Все это позволяет обеспечить избирательное, точно дозированное и равномерное нанесение покрытий, как указано в приведенном здесь выше описании. Далее, следует также понимать, что после нанесения покрытия на сушильное тканевое полотнище или на какую-либо иную промышленную технологическую ткань должна будет проводиться вулканизация, отверждение и (или) конденсация нанесенного покрытия одним из нижеследующих способов: в горячей печи, в горячей камере, посредством горячей прокатки, воздействием горячих газов, облучением источником ультрафиолетового света, в охлаждающей камере, воздействием охлаждающих газов, причем все эти способы могут быть применены также и в различных сочетаниях друг с другом.
Специалистам обычной квалификации в данной области техники будут очевидны различные изменения и дополнения, которые могут быть внесены в настоящее изобретение, но которые не должны при этом выходить за рамки существа и объема настоящего изобретения, определенные в прилагаемой формуле изобретения. Например, могут быть покрыты силиконом только очень малые площади поверхности, то есть площади, занимаемые всего лишь несколькими отдельными местами перегиба нитей, с сохранением в то же самое время воздухопроницаемости соответствующего тканевого полотнища в приемлемых пределах. Кроме того, может быть использован также и такой прием, как варьирование плотности распределения силикона в направлении по ширине тканевого полотнища, например, посредством увеличения размера пятна покрытия на каждом покрываемом месте перегиба нитей, либо посредством нанесения покрытия на большее, в процентном выражении, число мест перегиба нитей, или, иными словами, в пределах большей части поверхности тканевого полотнища. В этом отношении следует указать на то, что хотя в приведенном здесь выше описании настоящее изобретение со всей определенностью рассматривается лишь применительно к местам перегиба или иным выступающим участкам в конкретном случае, то есть для плетеных тканых материалов, тем не менее не исключается возможность применения настоящего изобретения и при вырабатывании соответствующих тканых материалов, имеющих какую-либо другую структуру, в тех случаях, когда желательно будет нанести покрытие только лишь на какие-либо определенные отдельно расположенные участки поверхности полотнища. И, наконец, несмотря на то, что в приведенном здесь выше описании настоящего изобретения указывается конкретно только лишь силикон, тем не менее настоящим изобретением может предусматриваться также использование различных других видов покрытий и пропитывающих материалов, обладающих высокой вязкостью и имеющих широкое применение в промышленности, что вполне очевидно для специалиста в данной области техники.
Реферат
Группа изобретений относится к изготовлению тканевых полотнищ. Промышленное технологическое тканевое полотнище содержит основную подложку и покрытие из силиконовой смолы, для улучшения свойств, способствующих более точному выдерживанию изготавливаемым листовым материалом заданного направления и обеспечивающих способность к удерживанию этого листового материала на тканевом полотнище при сохранении в то же самое время приемлемой воздухопроницаемости тканевого полотнища, покрытие сцеплено только лишь с выступающими участками поверхности или с какими-нибудь иными, отдельно расположенными участками поверхности тканевого полотнища. Лента для производства гофрированной продукции, заправляемая в машину, применяемую при изготовлении гофрированного картона, для улучшения свойств, обеспечивающих способность к удерживанию изготавливаемого листового картона на ленте и способствующих более точному выдерживанию листовым картоном заданного направления, лента дополнительно содержит покрытие из силиконовой смолы, сцепленное только лишь с отдельно расположенными участками поверхности на лицевой стороне ленты. Изобретение позволяет увеличить износостойкость и теплостойкость при сохранении приемлемой воздухопроницаемости тканевого полотнища, а также улучшить свойства, обеспечивающие удерживание листового материала на тканевом полотнище. 7 н. и 9 з.п. ф-лы, 4 ил.
Комментарии