Сушильная секция агрегата для изготовления гофрированного картона - SU1430292A1
Код документа: SU1430292A1
Чертежи

Описание
Изобретение относится к целлюлозно-бумажной и промьшшенности, в частности к : оборудованию для изготовления влагопрочного гофрированного iкартона , состоящего из двух и более слоев.
Цель изобретения является повышение качества получаемого картона при снижении тепловых затрат.
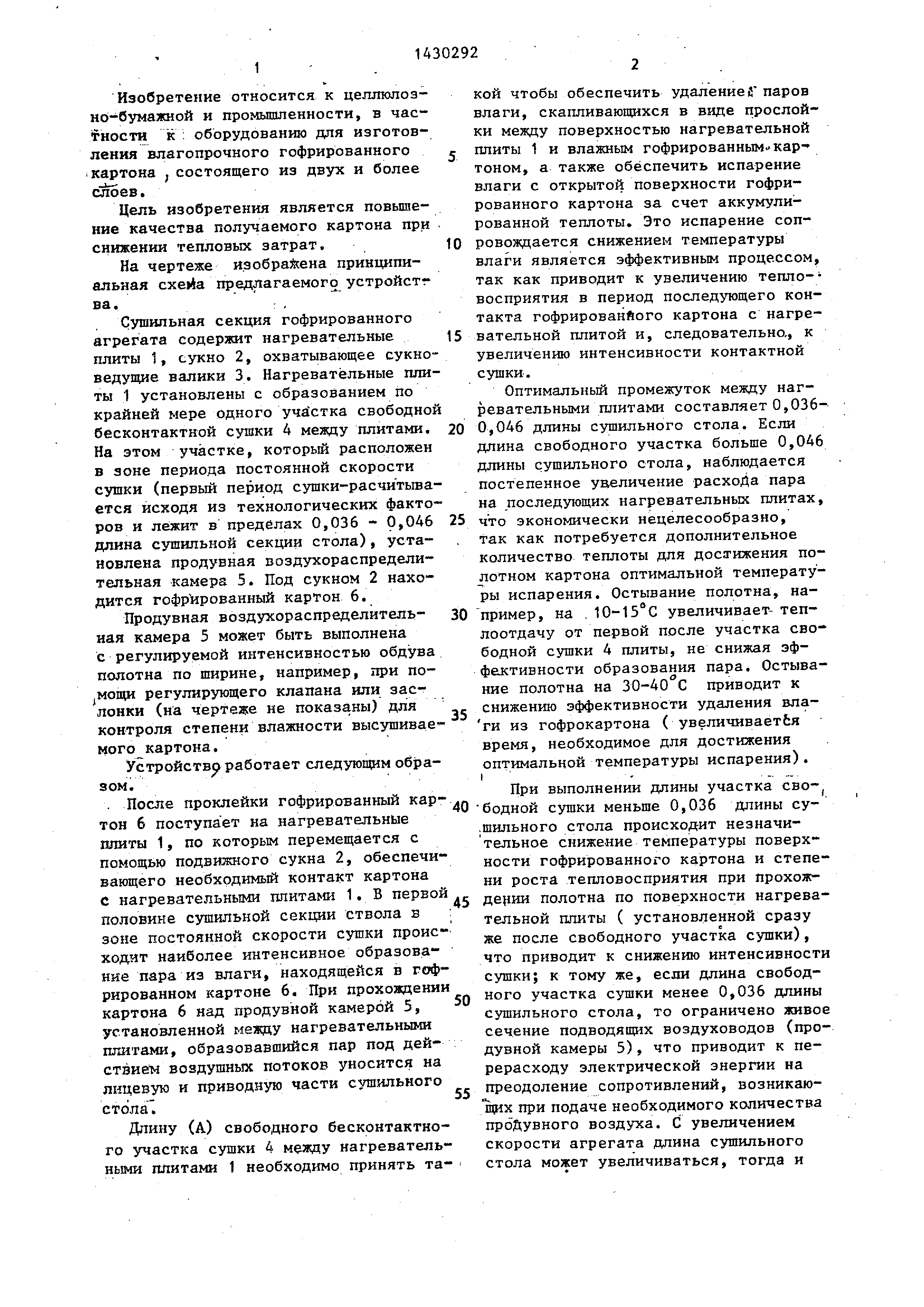
На чертеже изображена принципиальная схейа предлагаемого устройстг ва.
Сушильная секция гофрированного агрегата содержит нагревательные плиты 1, сукно 2, охватывающее сукно- ведущие валики 3. Нагревательные плиты 1 установлены с образованием по крайней мере одного участка свободной бесконтактной сушки 4 между плитами. На этом участке, которьй расположен в зоне периода постоянной скорости сушки (первый период сзтпки-расчитьша- ется исходя из технологических факторов и лежит в пределах 0,036 - 0,046 длина сушильной секции стола), установлена продувная воздухораспределительная камера 5. Под сукном 2 находится гофрированный картон 6.
Продувная воздухораспределитель- ная камера 5 может быть выполнена с регулируемой интенсивностью обдува полотна по ширине, например, при по- .мощи регулирующего клапана или заслонки (на чертеже не показаны) для контроля степени влажности высушива е- мого картона.
Устройство работает следующим зом.
. После проклейки гофрированный кар- тон 6 поступа ет на нагревательные юшты 1, по которьм перемещается с помощью подвижного сукна 2, обеспечивающего необходимый контакт картона С нагревательными плитa и 1. В первой половине сушильной секции ствола в зоне постоянной скорости сушки происходят наиболее интенсивное образование пара из влаги, находящейся в гофрированном картоне 6. При прохождении картона 6 над продувной камерой 5, установленной между нагревательными плитами, образовавшийся пар под дей- ствие воздушных потоков уносится на лицевую и приводную части сушильного стола
Длину (А) свободного бесконтактного участка сушки 4 между нагревательными плитами 1 необходимо принять та
0
5 0 5
0
Q
5
кой чтобы обеспечить удаленней паров влаги, скапливающихся в виде прослойки между поверхностью нагревательной плиты 1 и влажньм гофрированным кар- тоном, а также обеспечить испарение влаги с открытой поверхности гофрированного картона за счет аккумулированной теплоты. Это испарение сопровождается снижением температуры влаги является эффективным процессом, так как приводит к увеличению тепло- восприятия в период последующего контакта гофрированйого картона с нагревательной плитой и, следовательно,, к увеличению интенсивности контактной сушки.
Оптимальный промежуток между нагревательными плитами составляет 0,036- 0,046 длины сушильного стола. Если длина свободного участка больше 0,046 длины сушильного стола, наблюдается постепенное увеличение расхоДа пара на последующих нагревательных плитах, что экономически нецелесообразно, так как потребуется дополнительное количество теплоты для достижения полотном картона оптимальной температуры испарения. Остывание полотна, например , на . 10-15°С увеличивает- теплоотдачу от первой после участка свободной сушки 4 плиты, не снижая эф- фелстивности образования пара. Остывание полотна на 30-40 С приводит к снижению эффективности удаления вла- ги из гофрокартона ( увеличиваетЬя время, необходимое для достижения
оптимальной температуры испарения). I -. - „
При выполнении длины участка сво бодной сушки меньше 0,036 длины су- .шильного стола происходит незначительное снижение температуры поверхности гофрированного картона и степени роста тепловосприятия при прохож- дерии полотна по поверхности нагревательной плиты ( установленной сразу же после свободного участка сушки), что приводит к снижению интенсивности сушки; к тому же, если длина свободного участка сушки менее 0,036 длины сушильного стола, то ограничено живое сечение подводящих воздуховодов (продувной камеры 5), что приводит к перерасходу электрической энергии на преодоление сопротивлений, возникаю- щих при подаче необходимого количества пройувного воздуха. С увеличением скорости агрегата длина сушильного стола может увеличиваться, тогда и
число участков свободной сушки (промежутков ) между нагревательными плитами может увеличиваться и соответственно увеличивается количество продувных камер, установленных на каждом участке 4. После прохождения над продувной камерой 5 гофрированный картон 6 поступает на следующую наг ревательную плиту, условия теплопе-ц редачи от которой значительно ются из-за отсутствия изолирующей прослойки водяных паров между плитой и картоном.
Формула из об р е т е -н и я
Сушильная секция агрегата для изготовления гофрированного картона.
содержащая конвективные панели, нагревательные плиты, секцию охлаждения с транспортером и сукном для охлажде - ния картона и устройство для создания воздушной подушки, отличаю- щ а я с я тем, что, с целью повышения качества получаемого картона при снижении тепловых затрат, одна из
конвективных панелей выполнена в виде установленной между нагревательными плитами воздухораспределительной ка-, меры для бесконтактной сушки, причем величина участка бесконтактной сушки составляет отношение к длине;; сушильной секции, равное (0,36- 0,046), где А - величина участка бесконтактной сушки: Б - длина сушильной секции.
Реферат
Формула