Способ изготовления многослойного гофрированного картона и устройство для осуществления способа - RU2151061C1
Код документа: RU2151061C1
Чертежи




Описание
Изобретение относится к гофрированным картонам, используемым для упаковки различных товаров, а именно к усовершенствованию способа и устройства для производства многослойных гофрированных картонов с целью упорядоченного наслаивания многих слоев гофрированных наполнителей между верхним и нижним облицовочными слоями (облицовками) многослойного гофрированного картона, тем самым делая картон более тонким при увеличении его устойчивости к усилию на сжатие, что позволяет существенно уменьшить размеры упаковки. Многослойный гофрированный картон, производимый по способу и с помощью устройства настоящего изобретения, эффективно поглощает внешние ударные воздействия на упаковку и, тем самым, защищает упакованные товары от удара.
Специалистам известно, что различные хрупкие товары, нуждающиеся в осторожном обращении, например косметика в дорогостоящих флаконах, электроника, электротовары, такие как телевизоры, обычно упаковывают, используя жесткие коробки с ударопоглощающими материалами. Упомянутые ударопоглощающие материалы используются для поглощения внешних ударных воздействий на упакованные товары и, тем самым, защищают товары от ударов.
Опыт показывает, что обычно в качестве ударопоглощающего материала используют либо пенополистирол, сформованный в соответствии с контурами товара, либо картонные конструкции, складываемые или частично вырезаемые и удерживающие товар в упаковочной коробке. Когда пакуемый товар достаточно тяжел, как, например, холодильники, упаковочный материал должен обеспечивать и хорошее ударопоглощение, и жесткость, достаточные для поглощения внешних ударных воздействий, а также должен выдерживать вес тяжелого товара. Для достижения упомянутых целей упаковочные коробки для тяжелых товаров обычно выстилаются деревянными поддонами.
Пенополистирол, используемый в качестве ударопоглощающего материала, имеет преимущества в том, что легко формуется и удобен в массовом производстве. Однако пенополистирол легко ломается и индуцирует статическое электричество. Поэтому пенополистирол не только загрязняет окружающую среду, ломаясь на кусочки, но и недопустим для упаковки прецизионных товаров, чувствительных к статическому электричеству. Другими словами, использование пенополистирола в качестве ударопоглощающего материала ограничено, так как он заметно уменьшает расчетное время жизни упакованного товара.
Картонные конструкции, определенным образом сложенные или частично вырезанные для удерживания товаров в упаковочных коробках имеют тот недостаток, что они неудобны в массовом производстве. Более того, упомянутые конструкции непрочны и образуют бумажную пыль в процессе упаковки товаров. По причине непрочности и бумажной пыли, упомянутые картонные конструкции оказывают плохое влияние на расчетное время жизни упакованного товара.
C целью преодоления этих проблем, недавно были предложены и использованы упаковочные ящики, формируемые из пульпы (бумажной массы) с применением соответствующих отливных форм. Однако при изготовлении таких ящиков необходимы индивидуальные формы, даже при мелкосерийном производстве. Поскольку такие формы должны изготавливаться высокоопытными рабочими по одной, производство упаковочных ящиков по такой технологии становится сложным и дорогим.
В последнее время человечество становится более сознательным в отношении охраны окружающей среды, и, в силу этого, используемые упаковочные материалы нуждаются в соответствующей обработке для предотвращения загрязнения среды. Однако было замечено, что обработка различных пластиковых упаковочных материалов, таких как пенополистирол, весьма затруднена, так как такие пластиковые упаковочные материалы не могут быть использованы как вторсырье. Упомянутые пластиковые упаковочные материалы будут вызывать загрязнение окружающей среды и оказывать отрицательное влияние на экосистему, если их просто выбрасывать. Поэтому экологические настроения в мире направлены на то, чтобы избегать применения таких пластиковых упаковочных материалов. В силу этого, спрос на них уменьшается.
В качестве аналога может быть использован патент DE N 3631907, МПК В 31 F 1/28, опубл. 02.04.87, где получают многослойный картон путем склеивания с помощью прижимных роликов.
Таким образом, целью настоящего изобретения являются способ и устройство для производства структурно усовершенствованного гофрированного картона, лишенного вышеупомянутых недостатков и имеющего улучшенную структуру, не только удобную для надежной защиты упакованного товара, но также увеличивающую прочность картона.
Другой целью настоящего изобретения являются способ и устройство для производства многофункционального, многослойного гофрированного картона посредством повторяющегося наслаивания многих слоев гофрированных наполнителей с различным шагом гофрировки и с различным расстоянием между верхней и нижней облицовкой, тем самым делая картон более тонким при улучшении устойчивости к усилию на сжатие, что позволяет существенно уменьшить размер упаковки.
Еще одной целью настоящего изобретения является способ и устройство для производства многослойного гофрированного картона, при производстве которого не использовались бы материалы, загрязняющие окружающую среду, но использовалось бы исключительно бумажное сырье, способное к многократной переработке, и производство которого было бы автоматизировано. Тем самым, обеспечиваются дешевые ударопоглощающие материалы, имеющие различные конфигурации и удобные для переработки после использования.
Настоящее изобретение представляет собой способ производства многослойного гофрированного картона, включающий в себя следующие этапы: непрерывное наслаивание первого гофрированного наполнителя на облицовку с образованием одностороннего однослойного картона с гофрированной поверхностью, причем первый гофрированный наполнитель имеет предварительно выбранный шаг и высоту гофра; непрерывное наслаивание второго гофрированного наполнителя на односторонний однослойный картон с образованием одностороннего многослойного гофрированного картона с гофрированной поверхностью, имеющего улучшенное ударопоглощение и устойчивость к усилию на сжатие при вертикальных нагрузках, где второй гофрированный наполнитель имеет выбранный шаг и высоту гофра, которые равны или отличны от шага или высоты гофра первого гофрированного наполнителя, и непрерывное наслаивание облицовки на гофрированную поверхность одностороннего многослойного гофрированного картона.
В одном из случаев применения способ включает следующие стадии: подача облицовки и двух или более гофрированных наполнителей (первого и второго гофрированных наполнителей) на первую наслаивающую станцию, оборудованную первыми и вторыми гофрировочными роликами; предварительный нагрев облицовки до температуры, достаточной для склеивания гофрированного наполнителя к облицовке, подача первого гофрированного наполнителя к первой паре гофрировочных роликов для создания гофрировки с предварительно выбранными шагом и высотой гофра и наслаивание первого гофрированного наполнителя на предварительно нагретую облицовку путем склеивания и формирования, тем самым, одностороннего однослойного гофрированного картона; подача второго гофрированного наполнителя на вторую пару гофрировочных роликов для гофрировки второго гофрированного наполнителя с выбранными шагом и высотой волны и наслаивание второго гофрированного наполнителя на двухсторонний картон в результате приклеивания; прижимание первого и второго гофрированных наполнителей к облицовке с помощью прессовочного ремня с формированием двустороннего (т. е. облицованного с двух сторон) и многослойного гофрированного картона; подача многослойного гофрированного картона на направляющее устройство бумаги и контроль скорости подачи картона с помощью всасывающего тормоза; равномерное натяжение и предварительный нагрев многослойного гофрированного картона; подача облицовки на многослойный гофрированный картон, выходящий из направляющего устройства так, чтобы облицовка проходила параллельно нижней поверхности картона; равномерное нанесение клея на многослойный гофрированный картон и на облицовку; подача многослойного гофрированного картона и облицовки, с нанесенным на них клеем, на нагревательную плиту и прижатие картона и облицовки при постоянном давлении, в то время как картон и облицовка проходят над нагревательной плитой с формированием таким образом двустороннего многослойного гофрированного картона.
В другом случае применения способ может, кроме того, включать в себя стадию наслаивания многослойных гофрированных картонов одинаковой структуры друг на друга так, что гофрированные наполнители многослойных гофрированных картонов направлены либо в одну, либо в противоположные стороны.
Устройство по настоящему изобретению включает: катушки подачи облицовки и двух или более гофрированных наполнителей одностороннего гофрированного картона к устройствам для наслаивания, которые включают первую и вторую пару гофрировочных роликов для подачи непрерывного гофрирования первого и второго наполнителя с одинаковым, либо различным шагом и высотой гофра; направляющее устройство, расположенное на выходе с наслаивающего устройства для управления скоростью подачи одностороннего и многослойного гофрированного картона, выходящего из наслаивающего устройства; натяжной ролик и устройство для предварительного нагрева, расположенные на выходе с направляющего устройства для равномерного натяжения и предварительного нагрева одностороннего и многослойного гофрированного картона, выходящего из направляющего устройства; катушка облицовки, расположенная на входе в устройство предварительного нагрева для подачи облицовки к одностороннему и многослойному гофрированному картону, выходящему из направляющего устройства так, что облицовка идет параллельно нижней поверхности картона; устройство для нанесения клея для непрерывного и равномерного нанесения клея на первый и второй гофрированные наполнители одностороннего и многослойного гофрированного картона и на облицовку; и нагревательная плита и прессовочный ремень для сжимания одностороннего и многослойного гофрированного картона и облицовки с нанесенным на них клеем, при постоянном давлении, и формирования, таким образом, двустороннего и многослойного гофрированного картона.
Устройство для наслаивания, кроме того, включает ролики подачи клея, размещенные около первой и второй пар гофрировочных роликов для подачи клея на первый и второй гофрированные наполнители соответственно; и прижимное устройство, управляющее прижатием облицовки к гофрированным наполнителям, чтобы обеспечить плотный контакт с гофрированным наполнителем, включающее пару роликов, приводимых в движение ремнем, над первой и второй парой гофрировочных роликов; второй прессовочный ремень на приводных роликах; направляющий ролик для направления второго прессовочного ремня так, чтобы он частично охватывал верхние гофрировочные ролики. Устройство для наслаивания включает первую и вторую наслаивающие станции, размещенные рядом друг с другом и имеющие одинаковую конструкцию. Другими словами, первая наслаивающая станция формирует первый односторонний и многослойный гофрированный картон так, что гофрированные наполнители первого картона направлены вниз, тогда как вторая наслаивающая станция формирует второй односторонний и многослойный гофрированный картон так, что гофрированные наполнители второго картона направлены вверх.
Направляющее устройство, расположенное на выходе с наслаивающего устройства, включает всасывающий тормоз, имеющий множество всасывающих отверстий на своей верхней поверхности и регулируемый по всасывающему усилию под управлением датчика гофров для совмещения гофров гофрированных внутренних слоев, причем упомянутый датчик выполнен с возможностью реагирования на скорость подачи одностороннего и многослойного картона; и всасывающий вентилятор, присоединенный к всасывающему тормозу для управления всасывающего усилия всасывающему тормозу.
Упомянутые и иные цели, черты и
преимущества настоящего изобретения будут более понятны из последующего подробного описания, сопровождаемого чертежами, где:
фиг. 1 показывает конструкцию устройства для производства
двухстороннего многослойного гофрированного картона в соответствии с предпочтительным случаем применения настоящего изобретения;
фиг. 2 показывает конструкцию первой наслаивающей станции
вышеупомянутого устройства, предназначенной для формирования одностороннего гофрированного картона;
фиг. 3 показывает конструкцию станции, наслаивающей облицовку, и расположенной на выходе с
вышеупомянутой первой наслаивающей станции;
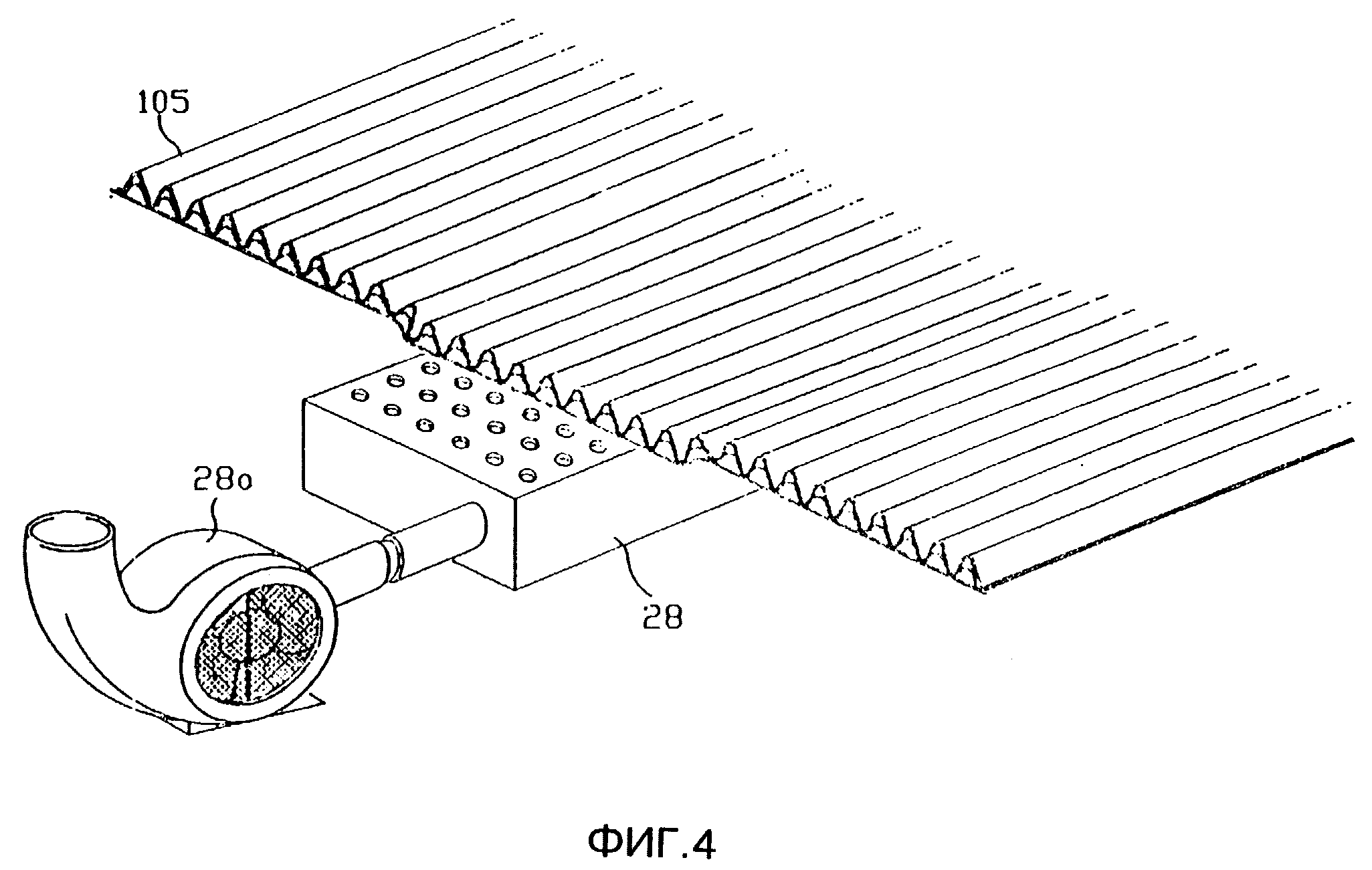
фиг. 4 показывает вид в перспективе на конструкцию всасывающего тормоза, установленного в направляющем приспособлении вышеупомянутой станции,
наслаивающей облицовку; и
фиг. 5A-5E демонстрируют поперечные сечения гофрированных картонов, полученных в соответствии с изобретением, где:
фиг. 5A показывает двусторонний
гофрированный картон, имеющий однослойный гофрированный наполнитель, наслоенный на облицовку и, в свою очередь, покрытый облицовкой;
фиг. 5B показывает двусторонний и двуслойный гофрированный
картон, имеющий два гофрированных наполнителя с одинаковым шагом, но различной высотой волн гофра;
фиг. 5C показывает двусторонний и двуслойный гофрированный картон, имеющий два гофрированных
наполнителя с одинаковыми шагом и высотой гофра и различной кривизной волн гофрировки;
фиг. 5D показывает двусторонний и двуслойный гофрированный картон, имеющий два гофрированных наполнителя
с различным шагом гофра; и
фиг. 5E показывает двусторонний и двуслойный гофрированный картон, имеющий два гофрированных наполнителя с одинаковым шагом и высотой волны гофра.
Фиг. 1 показывает конструкцию устройства для изготовления двустороннего многослойного гофрированного картона в соответствии с предпочтительным случаем применения настоящего изобретения. Фиг. 2 показывает конструкцию первой наслаивающей станции вышеупомянутого устройства, предназначенной для формирования одностороннего гофрированного картона. Фиг. 3 показывает конструкцию станции, наслаивающей облицовку, расположенной на выходе с вышеупомянутой первой наслаивающей станции. Фиг. 4 показывает конструкцию всасывающего тормоза, установленного в направляющем приспособлении вышеупомянутого устройства.
Как показано на фиг., устройство настоящего изобретения, производящее двусторонний многослойный гофрированный картон, включает три пары катушек 11, 12 и 13. Первая пара катушек 11 служит для непрерывной подачи облицовки 101, тогда как вторая и третья пара катушек 12 и 13 служат для непрерывной подачи двух или более наполнителей 102 и 103. И облицовка 101, сматываемая с первой пары катушек 11, и гофрированные наполнители 102 и 103, сматываемые со второй и третьей пары катушек 12 и 13, проходят через направляющие натяжные ролики и поступают на первую наслаивающую станцию 10 для формирования одностороннего многослойного гофрированного картона. Вышеупомянутая первая наслаивающая станция 10 включает, как минимум, две пары гофрировочных роликов 14 и 15, 14а и 15а для непрерывного создания гофрировки на первом и втором наполнителях 102 и 103 с различными шагом и высотой волны гофра, соответственно. В первой наслаивающей станции 10, первый наполнитель 102 подвергается непрерывной гофрировке между первой парой гофрировочных роликов 14 и 15, в то время как второй наполнитель 103 непрерывно подвергается гофрировке между второй парой гофрировочных роликов 14а и 15а. Гофрированные наполнители 102 и 103 с различными шагом и высотой гофрировки затем непрерывно наслаиваются на облицовку 101, проходящую через направляющие натяжные ролики перед тем, как поступают на первую наслаивающую станцию 10. Первая наслаивающая станция 10 включает также приспособление для нанесения клея, предназначенное для нанесения клея на первый и второй гофрированные наполнители 102 и 103. Приспособление для нанесения клея включает два наносящих клей ролика 16 и 17, которые размещены около верхних гофрировочных роликов 14 и 14а и используются для нанесения клея на первый и второй гофрированные наполнители 102 и 103, соответственно. Для прижимания облицовки 101 к гофрированным наполнителям 102 и 103 с целью приведения облицовки в тесный контакт с наполнителями, первая наслаивающая станция 10, кроме того, включает прижимное устройство. Прижимное устройство состоит из пары роликов привода ремня 21, расположенных над верхними гофрировочными роликами 14 и 14а, соответственно. Бесконечный прижимной ремень 20 частично охватывает ролики привода ремня 21, с помощью которых он и движется. Прижимное устройство также включает пару направляющих роликов 22, предназначенных для того, чтобы прижимной ремень 20 частично охватывал верхние гофрировочные ролики 14 и 14а.
Наполнители 102 и. 103, сматываемые с катушек 12 и 13, проходят через направляющие натяжные ролики 23 и 24 и далее между первой парой гофрировочных роликов 14 и 15 и второй парой 14а и 15а, соответственно.
Любая из пар гофрировочных роликов 14, 15 или 14а, 15а для непрерывного гофрирования наполнителей 102 и 103 включает в себя верхний и нижний ролики, которые сочленяются друг с другом для непрерывного гофрирования наполнителя 102 или 103 и формирования, тем самым, регулярно гофрированного наполнителя. И шаг, и высота волны гофрировки каждого гофрированного наполнителя 102 и 103 могут быть изменены по желанию. Верхние гофрировочные ролики 14 и 14а имеют ячеистую структуру, так как снабжены большим количеством всасывающих отверстий (не показаны), расположенных в канавках роликов 14 и 14а. По этой причине наполнители 102 и 103, проходя между гофрировочными роликами 14 и 15, 14а и 15а, могут быть приведены в тесный контакт с канавками роликов 14 и 14а силой всасывания через всасывающие отверстия. Поэтому гофрировочные ролики 14 и 15, 14а и 15а непрерывно формируют на наполнителях 102 и 103 гофрировку с желаемой конфигурацией и позволяют сохранять эту конфигурацию.
Таким образом, всасывающие отверстия, расположенные во впадинах гофрировочных роликов 14 и 14а, позволяют гофрированным наполнителям 102 и 103 надежно сохранять конфигурацию гофрировки все то время, пока наполнители 102 и 103 не будут наслаиваться на облицовку 101. Когда гофрированные наполнители 102 и 103 начинают вступать в контакт с облицовкой 101, всасывающее усилие от всасывающих отверстий верхних роликов 14 и 14а более не подается.
В описанное выше первой наслаивающей станции 10 предпочтительно использовать гофрировочные ролики картриджного типа, то есть пригодные для замены на другие ролики с иными шагом и высотой гофрировки. Когда ролики такого типа используются в качестве гофрировочных роликов 14 и 15, 14а и 15а, нет необходимости заменять наслаивающую станцию 10 целиком, достаточно заменить гофрировочные ролики для непрерывного формирования разнообразных гофрированных картонов с различными шагом и высотой гофрировки, как это показано на фиг.5А-5Е.
Приспособление для нанесения клея, предназначенное для равномерного нанесения клея на первый и второй гофрированные наполнители 102 и 103, включает два наносящих клей ролика 16 и 17, которые размещены около верхних гофрированных роликов 14 и 14а и используются для нанесения клея на первый и второй гофрированные наполнители 102 и 103, соответственно. Ролики 16 и 17, в свою очередь, контактируют с переходными роликами 19, которые частично погружены в контейнер 18 с клеем. Так как передающие ролики 19 частично погружены в контейнер 18, заполненный жидким клеем, жидкий клей из контейнера 18 наносится на наносящие ролики 16 и 17 через передающие ролики 19 и далее наносится на гофрированные наполнители 102 и 103.
Следует понимать, однако, что устройство для нанесения клея может состоять и из пластин с большим количеством разбрызгивающих клей форсунок. В этом случае разбрызгивающие клей форсунки могут открываться избирательно, в соответствии с конфигурацией гофрированного наполнителя, на который наносится клей, и, тем самым, регулировать ширину и протяженность покрываемой клеем области. Еще один вариант устройства состоит в том, что в каждый контейнер 18 с клеем погружен дополнительный ролик, контактирующий с передающим роликом 19, который, в свою очередь, контактирует с наносящими роликами 16 или 17. В этом случае жидкий клей из контейнеров 18 переносится на наносящие ролики 16 или 17 через дополнительный ролик и передающий ролик 19 и наносится на гофрированный наполнитель 102 или 103 слоем равномерной толщины.
При этом ролики 21 привода ремня прижимного устройства взаимодействуют с первыми и вторыми гофрировочными роликами 14 и 15, 14а и 15а через зубчатую передачу, обеспечивающую одинаковую скорость вращения. Упомянутая зубчатая передача, обеспечивающая одинаковую скорость вращения, позволяет подавать и облицовку 101, направляемую к гофрировочным роликам 14 и 15, 14а и 15а, и односторонний однослойный гофрированный картон 104, при выходе с первой пары гофрировочных роликов 14 и 15, с постоянной скоростью.
Следует понимать, однако, что отношения между гофрировочными роликами 14 и 15, 14а и 15а и роликами 21 привода ремня могут осуществляться и по-другому, принимая во внимание возможные ошибки, вызываемые проскальзыванием прессовочного ремня 20. При этом, первая и вторая пары гофрировочных роликов 14 и 15, 14а и 15а соединены друг с другом зубчатой передачей, тогда как ролики 21 привода ремня соединены с валом приводного двигателя. В этом случае, ролики 21 привода ремня управляются независимо, в соответствии со скоростью вращения первой и второй пар гофрировочных роликов 14 и 15, 14а и 15а.
Как описано выше, гофрированные наполнители 102 и 103 в первой наслаивающей станции 10 непрерывно наслаиваются на облицовку 101 и, таким образом, формируется односторонний двуслойный гофрированный картон 105. Для контроля скорости подачи картона 105 на выходе с первой наслаивающей станции 10 расположено направляющее устройство 25.
На входе в первую наслаивающую станцию 10 расположено устройство предварительного нагрева 26 для нагрева облицовки 101 до температуры, достаточной для приклеивания гофрированных наполнителей 102 и 103 к облицовке 101. Вторая наслаивающая станция 10а, имеющая такую же структуру, как и первая станция 10, расположена на выходе с первой наслаивающей станции 10, как показано на фиг. 1. Так как направляющее устройство 25 установлено на выходе с первой наслаивающей станции 10, как показано на фиг. 1, односторонний и двуслойный гофрированный картон 105, сформированный на первой наслаивающей станции 10, проходит по мосту 27 и попадает в направляющее приспособление 25. Вторая наслаивающая станция 10а, установленная на выходе с первой наслаивающей станции 10 имеет пару катушек 11а для подачи облицовки 101а и две пары катушек 12а и 13а для подачи наполнителей 102а и 103а. Поэтому вторая наслаивающая станция 10а формирует второй односторонний и двуслойный гофрированный картон 105а, который будет наслаиваться на картон 105, как это будет описано ниже, тем самым формируя двусторонний и двуслойный гофрированный картон.
Второй односторонний двуслойный гофрированный картон 105а формируется путем непрерывного наслаивания гофрированных наполнителей 102а и 103а на облицовку 101а тем же способом, который описан для первой наслаивающей станции 10. Конечно, следует понимать, что облицовка 101а проходит через устройство предварительного нагрева 26 на входе во вторую наслаивающую станцию 10а, вследствие чего нагревается до температуры, достаточной для приклеивания гофрированных наполнителей 102а и 103а к облицовке 101а.
Односторонние и двуслойные гофрированные картоны 105 и 105а, формируемые на первой и второй наслаивающих станциях 10 и 10а, подаются на направляющее устройство 25. Поскольку направляющее устройство снабжено всасывающим тормозом 28, оно эффективно контролирует с помощью этого тормоза скорость подачи картонов 105 и 105а. Как показано на фиг. 4, всасывающий тормоз 28 снабжен большим числом всасывающих отверстий на своей верхней поверхности и подсоединен к всасывающему вентилятору 28а, контролирующему всасывающее усилие тормоза 28.
Упомянутый всасывающий тормоз 28 направляющего устройства 25 выполняет очень важную функцию, когда гофрированные картоны 105 и 105а, формируемые в первой и второй наслаивающих станциях 10 и 10а, наслаиваются друг на друга с формированием двустороннего двуслойного гофрированного картона, который будет описан ниже. При формировании двустороннего двуслойного гофрированного картона, гофрированные картоны 105 и 105а будут склеиваться друг с другом при условии, что положение волн гофрировок наполнителей 102 и 103 картонов 105 и 105а проверяется одно за другим датчиком гофров 29, который будет описан ниже.
Датчик гофров 29 точно определяет положение волны на гофрированном картоне 105, содержащем гофрированные наполнители 102 и 103, когда картон 105 проходит между устройством 30 для нанесения клея и прижимным ремнем 35. Датчик 29 управляет всасывающим тормозом 28 и, тем самым, позволяет волнам гофрированного картона 105, сформированного первой наслаивающей станцией 10, соответствующим образом наложиться на волны гофрированного картона 105а, сформированного второй наслаивающей станцией 105а.
Как показано на фиг. 3, на выходе с направляющего устройства 25 установлены устройство для предварительного нагрева 32 и несколько натяжных роликов. Упомянутые натяжные ролики 31 вместе с устройством для предварительного нагрева 32 соответствующим образом натягивают и нагревают гофрированные картоны 105 и 105а, выходящие из первой и второй наслаивающих станций 10 и 10а, и облицовку 106, непрерывно подающуюся с пары барабанов 33. Натяжные ролики 31 и устройство для предварительного нагрева 32 подают гофрированные картоны 105 и 105а и облицовку 106 на устройство 30 для нанесения клея. Устройство 30 для нанесения клея непрерывно наносит заранее определенное количество клея на картоны 105 и 105а и облицовку 106 и, в свою очередь, подает картоны 105 и 105а вместе с облицовкой 106 между нагревательной плитой 34 и прессовочным ремнем 35. Между нагревательной плитой 34 и прессовочным ремнем 35 односторонние двуслойные картоны 105 и 105а и облицовка 106, с нанесенным на них клеем, сжимаются при постоянном давлении с целью наслаивания друг на друга, и при этом формируется двусторонний двуслойный гофрированный картон с хорошим качеством.
Ниже будет описан способ для изготовления многослойного гофрированного картона, использующий описанное выше устройство.
В первой наслаивающей станции 10 устройства для изготовления гофрированного картона, относящегося к настоящему изобретению, первый гофрированный наполнитель 102 с заранее определенными шагом и высотой гофрировки и второй гофрированный наполнитель 103 с произвольно выбранными шагом и высотой гофрировки, непрерывно наслаиваются на облицовку 101. Первая наслаивающая станция 10, таким образом, формирует односторонний двуслойный гофрированный картон 105 с улучшенным ударопоглощением и повышенной устойчивостью к усилию на сжатие при вертикальных нагрузках.
Кроме того, упомянутые гофрированные картоны 105 наслаиваются друг на друга и, тем самым, формируют различные двусторонние и двуслойные гофрированные картоны, удобные для использования в качестве ударопоглащающего материала. В этом случае, картоны 105 могут быть выполнены так, что гофрированные наполнители 102 и 103 картонов 105 направлены либо в одно, либо в противоположные направления.
Как указано в подробном описании, облицовка 101 и, как минимум, два гофрированных наполнителя 102 и 103 сматываются с соответствующих барабанов 11, 12 и 13 и через натяжные направляющие ролики подаются на первую наслаивающую станцию 10 с гофрировочными роликами 14 и 15, 14а и 15а. На входе в первую наслаивающую станцию 10, облицовка 101 нагревается до температуры, достаточной для прочного приклеивания гофрированных наполнителей 102 и 103 к нагретой облицовке 101. Первый гофрированный внутренний слой 102, сматываемый с барабана 12, гофрируется между первой парой гофрировочных роликов 14 и 15 с заранее определенным шагом и высотой гофрировки. Первый наполнитель 102, в свою очередь, непрерывно наслаивается на предварительно нагретую облицовку 101 с образованием одностороннего гофрированного картона 104, как показано на фиг.2. Односторонний однослойный гофрированный картон 104, в свою очередь, подается на вторую пару гофрировочных роликов 14а и 15а. Вторая пара гофрировочных роликов 14а и 15а непрерывно гофрирует второй внутренний слой 103, сматываемый с барабана 13, и наслаивает второй наполнитель 103 на картон 104, формируя, тем самым, односторонний и двуслойный гофрированный картон 105. В этом случае облицовка 101 и гофрированные внутренние слои 102 и 103 прижимаются прижимным ремнем 20 с образованием тесного контакта друг с другом. Поэтому облицовка 101 и гофрированные наполнители 102 и 103 легко наслаиваются друга на друга.
Односторонний и двуслойный гофрированный картон 105, содержащий гофрированные наполнители 102 и 103, в свою очередь, выходит с первой наслаивающей станции к направляющему устройству 25. В направляющем устройстве 25 скорость подачи картона 105 управляется оптимальным образом посредством всасывающего тормоза 28. Картон 105, в свою очередь, натягивается и прогревается в достаточной степени с помощью натяжного ролика 31 и приспособления для предварительного нагрева 32, установленных на выходе с направляющего устройства 25.
В то же время, облицовка 106, сматываемая с катушек 33, подается между нагревательной плитой 34 и прижимным ремнем 35 так, что облицовка 106 идет параллельно нижней поверхности картона 105. Так как устройство 30 для нанесения клея расположено между натяжными роликами 31 и прижимным ремнем 35, гофрированные наполнители 102 и 103 картона 105 и облицовка 106 непрерывно и равномерно покрываются клеем.
Находясь между нагревательной плитой 34 и прессовочным ремнем 35, гофрированный картон 105 и облицовкой 106, с нанесенным на них клеем, прижимаются друг другу при постоянном давлении и, таким образом, наслаиваются с образованием двустороннего и двуслойного гофрированного картона хорошего качества.
При формировании гофрировки на наполнителях 102 и 103 гофрировочными роликами 14 и 15, 14а и 15а в первой наслаивающей станции 10, необходимо привести наполнители 102 и 103 в тесный контакт с гофрирующими контурами верхних роликов 14 и 14а для формирования желаемой волны гофрировки на наполнителях 102 и 103. Для достижения этого, канавки гофрирующих контуров верхних роликов 14 и 14а снабжены всасывающими отверстиями (не показаны). Верхние гофрировочные ролики 14 и 14а имеют, таким образом, ячеистую структуру с большим количеством всасывающих отверстий (не показаны), через которые прикладывается всасывающее усилие. Поэтому гофрировочные ролики 14 и 15, 14а и 15а непрерывно гофрируют наполнители 102 и 103 с образованием желаемой конфигурации гофра и позволяют гофрированным наполнителям сохранять эту конфигурацию. То есть, гофрированные наполнители 102 и 103 надежно сохраняют конфигурацию гофра, пока наполнители 102 и 103 наслаиваются на облицовку 101. Когда гофрированные наполнители 102 и 103 начинают приходить в контакт с облицовкой 101, всасывающее усилие перестает подаваться на всасывающие отверстия верхних роликов 14 и 14а.
Для управления скоростью подачи картона с помощью всасывающего тормоза 28 направляющего устройства 25 используется датчик 29 положения волны гофрировки, определяющий положения волн гофрировки картонов 105 и 105а, наслаивающихся друг на друга с образованием двустороннего и двуслойного гофрированного картона. Если положение волн гофрировки картона 105 расходится с положением волн гофрировки картона 105а таким образом, что волны гофрировки картонов 105 и 105а не встречаются друг с другом, датчик 29 выдает сигнал, управляющий всасывающим усилием тормоза 28. Таким образом, определяется и управляется скорость подачи картонов 105 и 105а и устанавливается правильное взаимное положение волн гофрировок картонов 105 и 105а при их наслаивании друг на друга и формировании двустороннего двуслойного гофрированного картона.
Как описано выше, первый односторонний двуслойный гофрированный картон 105 формируется путем непрерывного гофрирования первого и второго наполнителей 102 и 103, сматываемых с катушек 12 и 13, с использованием гофрировочных роликов и, далее, путем непрерывного наслаивания гофрированных наполнителей 102 и 103 с различными шагом и высотой гофрировки на предварительно нагретую облицовку 101, сматываемую с катушки 11. При наслаивании наполнителей 102 и 103 на облицовку 101, облицовка 101 прижимается к гофрированным наполнителям 102 и 103 прессовочным ремнем 20 для образования тесного контакта с ними. Поэтому первый и второй наполнители 102 и 103 в одностороннем и двуслойном гофрированном картоне 105 наслоены на облицовку 101 очень прочно.
Прессовочный ремень 20 охватывает пару роликов привода ремня 21, установленных по сторонам верхних гофрировочных роликов 14 и 14а, соответственно. Кроме того, ремень 20 частично и упруго охватывает верхние гофрировочные ролики 14 и 14а. Поэтому ремень 20 эффективно предохраняет поверхность гофрированного картона 105 от повреждений роликами.
Устройство также включает вторую наслаивающую станцию 10а, которая снабжена теми же приспособлениями, что и первая наслаивающая станция 10, и расположена на выходе с первой наслаивающей станции 10. Вторая наслаивающая станция 10а формирует второй односторонний и двуслойный гофрированный картон 105а, который далее наслаивается на первый картон 105, формируемый первой наслаивающей станцией 10, с образованием двустороннего и двуслойного гофрированного картона с улучшенными ударопоглощающими качествами.
Способ и устройство настоящего изобретения обеспечивают изготовление различных гофрированных картонов, показанных на фиг.5А-5Е.
Следует отметить, что при выборе размеров гофрировочных роликов 14 и 15, 14а и 15а первой и второй наслаивающих станций 10 и 10а, отношение шагов волн гофрировки нижнего и верхнего гофрированных наполнителей формируемого двустороннего гофрированного картона должно быть выбрано в соответствии с желаемыми ударопоглотимостью и прочностью гофрированного картона.
Если работает только первая наслаивающая станция 10 и при этом работает только одна из пар гофрировочных роликов 14 и 15, 14а и 15а, устройство настоящего изобретения будет изготавливать традиционный двусторонний гофрированный картон. Такой картон содержит однослойный гофрированный наполнитель 102, наслоенный на облицовку 101 и покрытый, в свою очередь, облицовкой 106, как показано на фиг. 5А.
Однако, когда работают обе наслаивающие станции 10 и 10а, то, при замене гофрировочных роликов 14 и 15, 14а и 15а, устройство будет формировать различные типы двусторонних и двуслойных гофрированных картонов, как показано на фиг. 5В-5Е.
Фиг. 5В демонстрирует двусторонний двуслойный гофрированный картон, который содержит два гофрированных наполнителя 102 и 103 с одинаковым шагом, но различной высотой волн гофрировки. Для формирования такого картона выбирают две пары гофрировочных роликов 14 и 15, 14а и 15а либо на наслаивающей станции 10, либо на наслаивающей станции 10а, с отношением шага гофрировки 1:1. В этом случае, необходимо сначала непрерывно наслаивать первый гофрированный наполнитель 102 с определенным шагом гофра на облицовку 101. Затем непрерывно наслаивать на однослойный гофрированный картон, содержащий наполнитель 102, второй гофрированный наполнитель 103 с таким же шагом гофра, но с высотой волны гофрировки, отличной от высоты гофрировки наполнителя 102, с образованием двуслойного гофрированного картона. Затем на двуслойный гофрированный картон наслаивают облицовку 106, формируя, тем самым, двусторонний двуслойный гофрированный картон.
В таких двусторонних двуслойных гофрированных картонах между гофрированными наполнителями 102 и 103 образуется множество камер, что обусловлено разницей в высотах волн гофрировки наполнителей 102 и 103. Такие камеры между наполнителями 102 и 103 в первую очередь поглощают внешние ударные воздействия, наносимые упаковке, и, тем самым, защищают упакованные товары от ударов. Если внешнее ударное воздействие слишком велико, так, что камеры не могут полностью поглотить удар, избыточное воздействие будет вторично поглощено нижним гофрированным наполнителем 102, что предотвратит упакованный товар от последствий.
Фиг. 5С демонстрирует двусторонний двуслойный гофрированный картон с желаемой прочностью и ударопоглотимостью, который содержит два гофрированных наполнителя 102 и 103 с одинаковыми шагом и высотой гофра. Для формирования такого картона первый и второй гофрированные наполнители 102 и 103 гофрируются таким образом, что наполнители 102 и 103 имеют одинаковый шаг и высоту гофра. Однако кривизна волн гофрировки у наполнителей 102 и 103 различна, в результате чего между первым и вторым наполнителями 102 и 103, наслоенными на облицовку 101, формируются ударопоглощающие камеры. Используя различную кривизну волн гофрировки наполнителей 102 и 103 можно добиться различных ударопоглощающих эффектов у таких картонов, в соответствии с конфигурацией и высотой волн гофрировки наполнителей 102 и 103.
Двусторонние двуслойные гофрированные картоны, демонстрируемые на фиг. 5D, содержат два гофрированных наполнителя 102 и 103, где наполнитель 103 имеет более длинный шаг гофра, в два раза больший шага гофр наполнителя 102. Для формирования такого картона, гофрировочные ролики 14 и 15, 14а и 15а одной из наслаивающих станций 10 или 10а должны иметь разные размеры шага. После того, как первый наполнитель 102 с меньшим шагом непрерывно наслаивается на облицовку 101, второй наполнитель 103 с большим шагом непрерывно наслаивается на однослойный гофрированный картон с первым наполнителем 102, формируя, тем самым, двуслойный гофрированный картон. Затем на этот двуслойный гофрированный картон наслаивается облицовка 106 с образованием двустороннего гофрированного картона.
Так как такой гофрированный картон содержит два гофрированных наполнителя 102 и 103 с различными шагами гофра, то, при нанесении внешнего ударного воздействия, волны гофрировки наполнителя 103 с большим шагом будут устремляться к волнам наполнителя 102 с меньшим шагом. При этом, в каждую волну наполнителя 103 проникает две волны наполнителя 102. Если внешняя нагрузка прекращается до того, как преодолены пределы упругости картона, деформированные наполнители восстанавливают первоначальную форму и, тем самым, сохраняют способность к ударопоглощению, независимо от нанесенного ударного воздействия.
Двусторонний двуслойный гофрированный картон, демонстрируемый на фиг. 5Е, содержит два гофрированных наполнителя 102 и 103 с одинаковыми шагом и высотой гофра. Два наполнителя 102 и 103 находятся в полном и тесном контакте друг с другом. Такой картон имеет улучшенное ударопоглощение, повышенное сопротивление к усилию на сжатие при вертикальных нагрузках и повышенное сопротивление к сгибанию.
Следует понимать, конечно, что вышеописанные гофрированные картоны могут быть наслоены друг на друга с образованием различных гофрированных картонов, удобных для использования в качестве усовершенствованных ударопоглощающих материалов. В этом случае, такие картоны могут быть устроены так, что гофрированные наполнители 102 и 103 картонов будут направлены либо в одном, либо в противоположных направлениях. Вышеописанные картоны будут иметь различное ударопоглощение в соответствии с конфигурацией волн гофрированных наполнителей и высотой их гофра.
Как описано выше, настоящее изобретение представляет собой способ и устройство для изготовления многослойных гофрированных картонов, удобных для использования в качестве ударопоглощающих материалов. В упомянутых многослойных гофрированных картонах как минимум два гофрированных наполнителя непрерывно наслаиваются на облицовку и затем покрываются облицовкой. Поскольку упомянутые картоны содержат два гофрированных наполнителя, один из них может еще сохранять упругость и ударопоглотимость, даже когда другой гофрированный наполнитель поврежден внешним ударным воздействием, нанесенным картону. Поэтому многослойный картон, изготовленный в соответствии с настоящим изобретением, имеет улучшенные параметры прочности и устойчивости, обусловленные наличием гофрированных наполнителей, помимо собственной ударопоглотимости, присущей бумаге. Поскольку такие многослойные картоны являются легкими, ими легко манипулировать, в сравнении с тяжелыми традиционными деревянными или пластиковыми панелями. По причине своей легкости эти картоны менее опасны при неосторожном обращении.
Многослойные гофрированные картоны, изготавливаемые в соответствии с настоящим изобретением, содержат, как минимум, два гофрированных наполнителя, которые непрерывно наслаиваются на облицовку и затем покрываются облицовкой. Поэтому настоящее изобретение делает гофрированный картон более тонким при улучшении его прочностных характеристик, что существенно уменьшает размеры упаковки и делает гофрированный картон более многофункциональным. Таким образом, настоящее изобретение предлагает высокоустойчивый и многофункциональный ударопоглощающий материал с весьма низкой ценой. Поскольку такой картон может быть легко использован вторично в качестве ударопоглощающего упаковочного материала вместо пенополистирола, он не загрязняет окружающую среду, способствуя ресурсосбережению. Более того, многослойный картон, изготавливаемый в соответствии с настоящим изобретением, может эффективно поглощать внешние ударные воздействия, наносимые упакованным товарам, тем самым, защищая их от ударов.
Несмотря на то, что в иллюстративных целях был описан предпочтительный вариант изобретения, опытные специалисты могут определить, что возможны различные модификации, добавления и замены без отступления от объема и духа изобретения, изложенных в прилагаемой формуле изобретения.
Реферат
Способ производства двухстороннего многослойного гофрированного картона включает непрерывное наслаивание первого гофрированного наполнителя на облицовку для формирования одностороннего однослойного картона с гофрированной поверхностью, затем непрерывное наслаивание второго гофрированного наполнителя на указанный односторонний однослойный картон для формирования одностороннего многослойного гофрированного картона с гофрированной поверхностью и непрерывное наслаивание облицовки на указанную гофрированную поверхность указанного одностороннего многослойного гофрированного картона для формирования двухстороннего многослойного гофрированного картона. Причем указанный первый гофрированный наполнитель имеет предварительно выбранный шаг и высоту гофра, а второй наполнитель имеет выбранный шаг и высоту гофра, которые равны или отличны от шага или высоты гофра первого гофрированного наполнителя. Изобретение позволяет получить усовершенствованную структуру картона, позволяющую повысить надежность защиты упакованного товара, а также увеличивающую прочность листов упаковочного материала. 3 с. и 13 з.п.ф-лы, 5 ил.
Комментарии