Способ прорезания листа с повышенным сопротивлением усталости и получаемый лист - RU2386510C2
Код документа: RU2386510C2
Чертежи











Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится, в общем, к сгибанию листов материала, которые имеют сформированные в материале способствующие изгибанию структуры, такие как прорези, канавки, перфорации или ступеньки, и, в частности, относится к повышению сопротивления усталостному разрушению при динамическом нагружении структур, образованных сгибанием таких листов.
Уровень техники
Проблема, которая обычно встречается в связи с листовым материалом в процессе его сгибания с помощью традиционного оборудования для гибки листов, такого как гибочный пресс, - это сложность управления местоположениями изгибов из-за колебаний допустимого отклонения при изгибе и накопления погрешностей допусков. Например, листовой металл может быть изогнут вдоль первой гибочной линии в пределах некоторых допустимых отклонений. Второй изгиб, однако, часто располагают, исходя из места расположения первого изгиба, и, соответственно, погрешности допусков могут накапливаться. Поскольку может быть три или более изгибов, которые вовлекаются в создание полой или замкнутой структуры, влияние накопленных погрешностей допусков в обычных способах гибки, известных из уровня техники, может быть существенным.
Один подход к этой проблеме состоял в попытке управлять местоположением сгибов в листовом материале посредством использования способствующих изгибанию или управляющих изгибом структур, таких как прорези, канавки, перфорации или тому подобное. Способствующие изгибанию структуры могут быть сформированы в стопке листов в очень точных местоположениях, например, за счет использования устройств с числовым программным управлением (ЧПУ) (CNC) для управления лазерами, водометами, дыропробивными прессами, ножами или даже одиночными концевыми инструментами.
Прорези, канавки, перфорации, углубления и линии канавок использовались в различных запатентованных системах в качестве способствующих изгибанию или формирующих изгиб структур для гибки листового материала. В патенте США №6640605 на имя Gitlin et al. применяют параллельные смещенные разрезы, чтобы создавать поддающиеся сгибанию листы, в которых соединяющиеся искривленные полоски или «стежки» проходят по линии изгиба. Способ продольной резки по патенту Gitlin et al. разрабатывался, чтобы добиться декоративного эффекта, и получающиеся изгибы усиливались в большинстве применений, чтобы обеспечить необходимую прочность структуры. В патенте США №5225799 на имя West et al. используют основанный на канавках метод сгибания листа материала, чтобы сформировать микроволновый волновод или фильтр. В патенте США №4628661 на имя St. Louis для сгибания металлических листов используют линии канавок и углубления. В патенте США №6210037 на имя Brandon для гибки пластмасс используют прорези или перфорации. В патенте США №6132349 и в заявке WO 97/24221 на имя Yokoyama, в патенте США №3756499 на имя Grebel et al. и в патенте США №3258380 на имя Fischer et al. показана гибка гофрированного тонкого картона с использованием прорезей или просечек. Гибка листов картона также облегчена нанесением прорезей, как это показано в патенте США №5692672 на имя Hunt, патенте США №3963170 на имя Wood и патенте США №975121 на имя Carter.
Однако в большинстве систем гибки листов, известных из уровня техники, способствующие изгибанию структуры либо сильно ослабляют получающуюся структуру, либо не обеспечивают желательную точность местоположения изгибов, либо и то и другое.
Проблемы точной гибки и сохранения прочности материала еще более важны, когда осуществляют сгибание металлических листов, и особенно металлических листов существенной толщины. В большинстве случаев применения крайне желательно иметь возможность гнуть металлические листы, прикладывая малое усилие, например, вручную, с использованием только ручных инструментов или средне механизированных инструментов.
Общеизвестные методы изготовления для производства жестких трехмерных структур включают в себя соединение листового материала вибрацией и сваркой, либо прижатием и клеевым соединением, либо механической обработкой и с помощью крепежных средств. В случае сварки возникают проблемы с точностью резки и установки в заданное положение отдельных деталей в процессе сварки, а также значительная работа, требуемая для манипулирования большим количеством деталей, равно как и заботы по контролю качества и сертификации. В дополнение к этому, еще одна потенциальная проблема сварки состоит в обеспечении стабильности размеров материала в процессе соединения из-за влияния нагрева зон места сварки.
Сварка металлических листов или пластин, имеющих значительную толщину материала, зачастую достигается с помощью фасок, сделанных методом шлифовки или одиночными концевыми инструментами (фрезой). Это значительно увеличивает время на производство и себестоимость. Вместе с тем, усталостное разрушение подверженного нагреву металла при циклическом нагружении является еще одной проблемой соединений, имеющих несущую нагрузку формы, основанных на сварке, пайке твердым или мягким припоем.
Изобретена новая система для точной гибки листового материала, в том числе и толстые листы, в которой применены улучшенные способствующие изгибанию или управляющие изгибом структуры. Способствующие изгибанию структуры выполнены и расположены таким образом, что полученная в результате гибки листов трехмерная структура имеет в значительной степени улучшенную прочность и более точные размеры по сравнению с известными из уровня техники методами гибки с нанесением насечек, такими, например, как раскрытый в патенте США №6640605 на имя Gitlin et al. Местоположение и конфигурация этих новых улучшенных способствующих изгибанию структур облегчают сгибание листа точно по линии сгиба, наиболее предпочтительно посредством сцепления листового материала «край к лицу» на противоположных сторонах способствующих изгибанию структур в течение всего процесса гибки для управления местоположением изгиба.
Конфигурации и позиционирование этих новых улучшенных способствующих изгибанию прорезей, канавок и ступенек описаны более подробно в ранее упомянутых родственных заявках, которые включены во всей своей полноте посредством ссылки в данную заявку.
Использование улучшенных способствующих изгибанию структур для гибки листового материала имеет много преимуществ, не самое малое из которых состоит в способности использовать ряд точно расположенных изгибов, чтобы замкнуть лист материала обратно на себя во время сгибания, например, чтобы изготовить балку коробчатого сечения. Сгибание гибочным прессом, в отличие от этого, не очень приспособлено для формирования замкнутых структур, таких как балки коробчатого сечения. Балки коробчатого сечения являются примером структур, которые имеют много применений, и которые до сих пор формируются более традиционно свариванием вместе металлических листов или пластин, а не сгибанием единственного листа или единственной пластины в замкнутую полую структуру балки.
Формирование балки коробчатого сечения гибкой листового материала имеет существенные преимущества по экономии стоимости по сравнению с изготовлением такой балки сваркой, если полученная в результате балка имеет практически такую же прочность и если не выходит преждевременно из строя вследствие усталости при циклическом нагружении. Когда балку коробчатого сечения подвергают нагрузке в процессе использования, она, как правило, будет нагружаться перпендикулярно к своей длине, то есть перпендикулярно к продольно вытянутым углам балки, вдоль которых листы или пластины свариваются вместе, или, в случае сгибания единственного листа, вдоль продольно вытянутых линии сгиба. Такое нагружение часто имеет циклический характер и порождает усталость балки в ее углах. Поэтому для сварных балок коробчатого сечения усталостное разрушение происходит, как правило, вдоль сварных углов, а если должен использоваться согнутый лист, то наиболее вероятно, зонами разрушения также будут линии угловых сгибов.
Соответственно, цель настоящего изобретения состоит в обеспечении способа увеличения сопротивления усталости структур, образованных сгибанием прорезанного листового материала.
Другая цель настоящего изобретения состоит в обеспечении улучшенной конфигурации способствующей изгибанию структуры для листового материала, которая существенно повысит сопротивление усталости трехмерных объектов, образованных сгибанием листового материала.
Еще одна цель настоящего изобретения состоит в обеспечении увеличенного сопротивления усталости в изогнутом листовом материале и в повышении прочности на линиях сгиба листового материала.
Еще одна цель настоящего изобретения состоит в обеспечении способа и устройства для повышения сопротивления усталости изогнутого прорезанного листового материала, которые не приводят к нежелательному увеличению стоимости изготовления, которые могут быть применены к широкому спектру структур и адаптированы для использования листов различной толщины и различных видов материалов.
Способ и устройства настоящего изобретения имеют другие цели и признаки преимуществ, которые станут явными, или будут изложены более подробно в сопроводительных чертежах и нижеследующем описании наилучшего режима осуществления изобретения.
Раскрытие изобретения
Согласно изобретению лист материала сформирован для сгибания вдоль линии сгиба и содержит множество способствующих изгибанию структур, сконфигурированных и расположенных с обеспечением произведения сгибания вдоль линии сгиба, по меньшей мере одна способствующая изгибанию структура имеет дугообразные возвратные части, вытянутые от противоположных концов способствующей изгибанию структуры и возвращающиеся вдоль способствующей изгибанию структуры по направлению к другой возвратной части, причем каждая возвратная часть сконфигурирована с обеспечением значительного снижения концентрации напряжения от нагрузок, ориентированных в поперечном направлении к линии сгиба.
Частные варианты выполнения изобретения.
Предпочтительно, способствующие изгибанию структуры являются прорезями, канавками или ступеньками.
Дугообразные возвратные части могут быть отогнуты от линии сгиба поблизости от противоположных концов и загнуты обратно по направлению к линии сгиба в наиболее удаленных концах возвратных частей.
Дугообразные возвратные части имеют длину вдоль линии сгиба, равную по меньшей мере примерно двум значениям толщины листа материала.
Предпочтительно, каждая дугообразная возвратная часть имеет длину вдоль линии сгиба, равную по меньшей мере примерно 20 процентам от общей длины, способствующей изгибанию структуры вдоль линии сгиба.
Дугообразные возвратные части имеют радиусы искривленной секции на большей части их длины, равные по меньшей мере двум значениям толщины листа материала.
Предпочтительно, дугообразные возвратные части имеют радиусы искривленной секции на большей части их длины, равные по меньшей мере трем значениям толщины листа материала.
Способствующие изгибанию структуры являются дугами, имеющими выпуклую боковую грань и вытянутыми вдоль линии сгиба, и противоположные концы дугового перехода к возвратным частям вдоль дуг имеют радиус кривизны от примерно 0,1 до примерно 1,0 значения толщины листа материала.
Поперечный размер способствующей изгибанию структуры от линии сгиба меньше, чем примерно 20 процентов от значения всей длины способствующей изгибанию структуры.
Способствующие изгибанию структуры образованы множеством соединенных дугообразных частей, которые симметричны относительно пересекающей среднюю линию способствующей изгибанию структуры линии перпендикулярно к линии сгиба, и противоположные концы способствующей изгибанию структуры имеют радиусы кривизны меньше, чем радиусы кривизны возвратных частей.
Радиусы кривизны возвратных частей составляют по меньшей мере примерно 5 радиусов кривизны противоположных концов способствующей изгибанию структуры.
Предпочтительно, каждая возвратная часть имеет длину от примерно 2 до примерно 4 значений толщины листа материала, и радиусы кривизны от примерно 2 до примерно 4 значений толщины листа материала.
Каждая концевая часть имеет радиус кривизны не больше чем приблизительно значение толщины листа материала.
Способствующие изгибанию структуры сконфигурированы и расположены так, чтобы производить зацепление края к лицу листа материала на противоположных сторонах способствующих изгибанию структур во время сгибания.
Другим объектом изобретения является лист материала, сформированный для сгибания вдоль линии сгиба, содержащий множество способствующих изгибанию прорезей, расположенных продольно в шахматном порядке относительно противоположных сторон линии сгиба и сконфигурированных для производства зацепления края к лицу листа материала на противоположных сторонах способствующих изгибанию прорезей во время сгибания, причем каждая прорезь является дугообразной с выпуклыми сторонами, ближайшими к линии сгиба, и имеет дугообразные возвратные части на противоположных концах прорезей, вытянутые назад вдоль прорезей по направлению к другой возвратной части, причем дугообразные возвратные части имеют длину и радиусы кривизны, обеспечивающие снижение концентрации напряжения.
Предпочтительные варианты выполнения второго объекта.
Дугообразные возвратные части имеют хорды, ориентированные практически параллельно линии сгиба.
Радиусы кривизны дугообразных возвратных частей равны по меньшей мере примерно 2 значениям толщины листа материала.
Целесообразно радиусы кривизны дугообразных возвратных частей выполнять от примерно 2 до примерно 4 значений толщины листа материала.
Лист материала предназначен для изгибания вдоль линии сгиба.
Лист материала предназначен для изгибания вдоль линии сгиба в трехмерную структуру, пригодную для нагружения перпендикулярно к линии сгиба.
Также предложен способ формирования из листа материала трехмерной структуры с увеличенным сопротивлением усталости, включающий формирование листа материала с множеством способствующих изгибанию структур, расположенных и сконфигурированных вдоль линии сгиба для сгибания листа материала вдоль линии сгиба, формирование способствующих изгибанию структур, расположенных вдоль линии сгиба и имеющих дугообразные возвратные части, вытянутые от противоположных концов способствующих изгибанию структур и возвращающиеся вдоль способствующих изгибанию структур по направлению к другой возвратной части, причем возвратные части имеют длину вдоль линии сгиба и радиус кривизны, выполненные существенно большими из условия обеспечения значительного уменьшения концентрации напряжения и значительного увеличения усталостной прочности при циклическом нагружении согнутого листа материала перпендикулярно линии сгиба.
Способ может включать осуществление на этапе формирования способствующих изгибанию структур с дугообразными возвратными частями формирование дугообразных возвратных частей с радиусом кривизны от примерно 2 до примерно 4 значений толщины листа материала.
Предпочтительно, способ включает формирование способствующих изгибанию структур в листе материала в виде прорезей, канавок или ступенек.
Способ может включать формирование способствующих изгибанию структур с конфигурацией, обеспечивающей зацепление края к лицу листа материала на противоположных сторонах способствующих изгибанию структур во время сгибания.
Предложен способ подготовки листа материала для сгибания вдоль линии сгиба в трехмерную структуру и последующего нагружения структуры перпендикулярно линии сгиба, включающий этапы формирования множества способствующих изгибанию структур вдоль линии сгиба, представляющих собой по меньшей мере прорези, канавки или ступеньки в листе материала, расположенные вблизи от линии сгиба, с возвратными частями, вытянутыми от противоположных концов способствующих изгибанию структур от линии сгиба и возвращающимися вдоль способствующих изгибанию структур по направлению к другой возвратной части, при этом длину каждой возвратной части вдоль линии сгиба выполняют из условия обеспечения значительного увеличения усталостной прочности при осуществлении перпендикулярного нагружения структуры.
Способ может включать формирование на этапе формирования дугообразных возвратных частей с хордами, ориентированными практически параллельно линии сгиба.
Предпочтительно формирование на этапе формирования дугообразных возвратных частей с радиусами кривизны, по меньшей мере равными примерно 2 значениям толщины листа материала.
После этапа формирования сгибают лист материала в трехмерную структуру.
Способ включает нагружение после этапа сгибания трехмерной структуры, перпендикулярно к линии сгиба.
Способ формирования из листа материала трехмерной структуры, способной к сопротивлению циклическому нагружению, включает этапы формирования листа материала со множеством способствующих изгибанию структур, сконфигурированных и расположенных вдоль линии сгиба, сгибания листа материала вдоль линии сгиба с образованием трехмерной изогнутой структуры, причем на этапе формирования формируют каждую способствующую изгибанию структуру как непрерывную дугообразную прорезь, имеющую противоположные концы, отогнутые от линии сгиба и имеющие дугообразные возвратные части, вытянутые от противоположных концов и закругляющиеся назад вдоль прорези по направлению к другой возвратной части с наиболее удаленными концами возвратных частей, закругляющимися назад по направлению к линии сгиба.
Предпочтительно, способ включает этап, на котором после этапа сгибания циклически нагружают согнутую структуру, перпендикулярно к линии сгиба.
Способ может включать осуществление этапа формирования каждой способствующей изгибанию структуры путем формирования дугообразных возвратных частей с длиной хорды, вытянутой вдоль линии сгиба на по меньшей мере примерно 20 процентов от длины способствующей изгибанию структуры вдоль линии сгиба.
Краткое описание чертежей
Фиг.1 - вид сверху листа материала, имеющего способствующие изгибанию структуры, формируемые в нем.
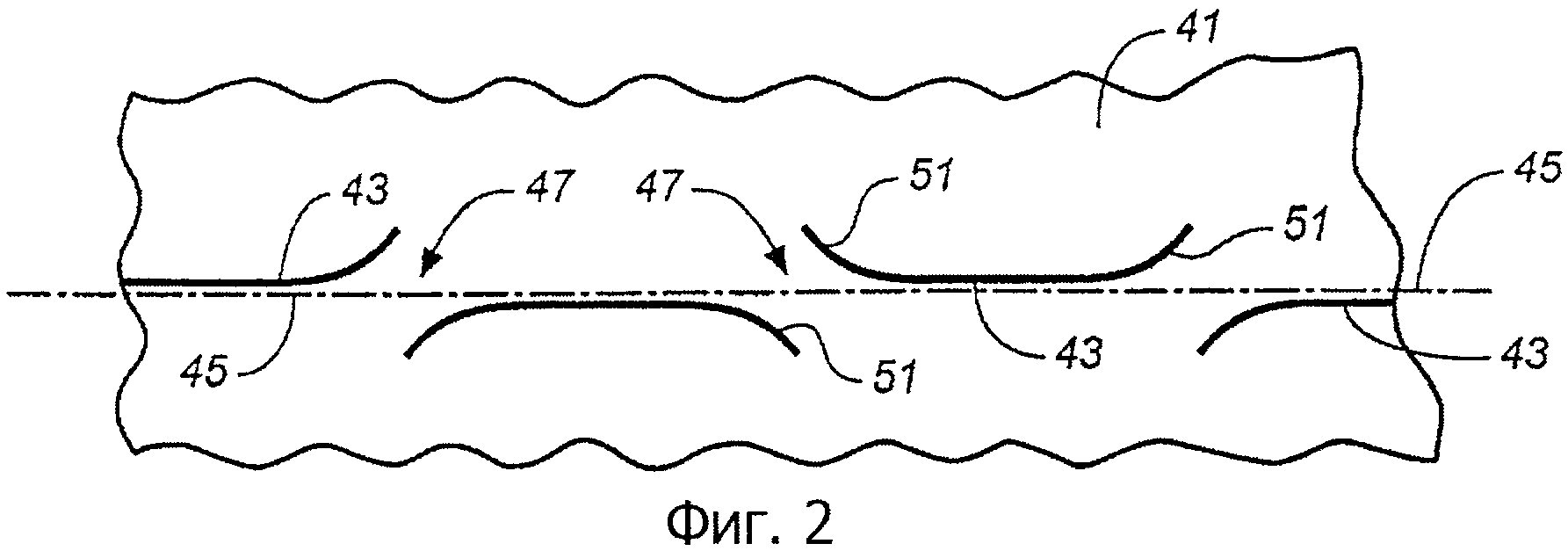
Фиг.2 - вид сверху, условное представление прорезей по фиг.1, а фиг.2А - увеличенный вид сверху концов прорезей по фиг.2.
Фиг.3 - вид сверху, условное представление, соответствующее фиг.2 альтернативного варианта осуществления прорезей, показывающий дугообразные возвратные части.
Фиг.3А - увеличенный вид сверху конца прорези по фиг.3.
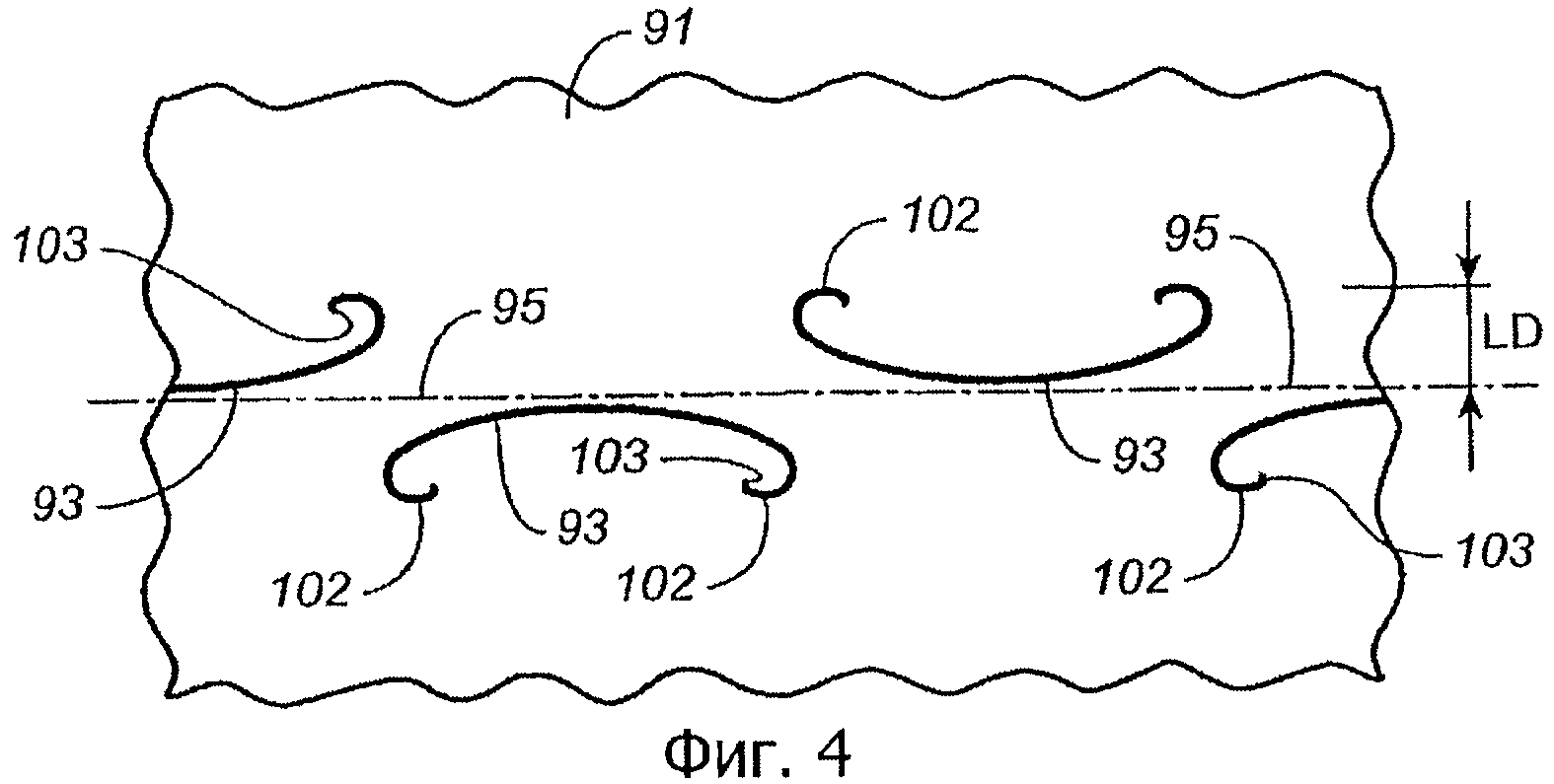
Фиг.4 - вид сверху, условное представление, соответствующее фиг.2 другого альтернативного варианта осуществления прорезей, показывающий вытянутые дугообразные возвратные части.
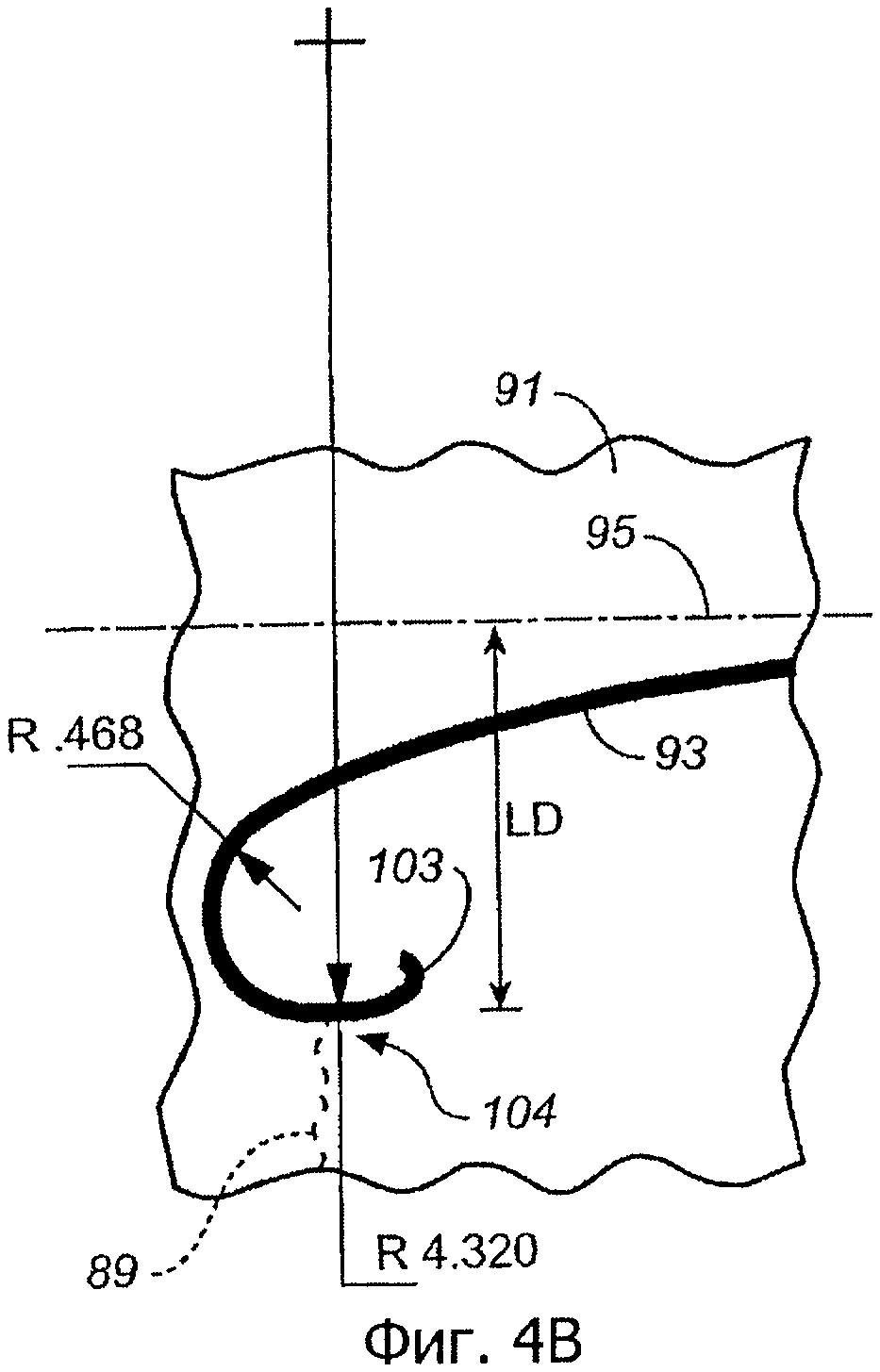
Фиг.4А и 4В - увеличенный вид сверху конца прорези по фиг.4.
Фиг.5 - вид сверху, условное представление, соответствующее фиг.2 еще одного варианта осуществления прорезей, имеющих конфигурацию и сконструированных в соответствии с настоящим изобретением.
Фиг.5А и 5В - увеличенный вид сверху конца прорези по фиг.5.
Фиг.6 - условный вид сбоку стенда испытания на усталость с балочной структурой коробчатого сечения с использованием конфигурации прорезей по фиг.4 в положении для тестирования.
Фиг.6А - вид с торца балки по фиг.6.
Фиг.7 - график напряжения в зависимости от циклов нагружения до отказа при тестировании на стенде испытания на усталость по фиг.6, показывающий кривые сварки для сварок от класса В до класса G.
Фиг.8 - таблица, показывающая результаты тестирования балок с помощью испытательного стенда по фиг.6.
Осуществление изобретения
Далее раскрыт предпочтительный вариант осуществления изобретения, пример которого иллюстрируется на сопровождающих чертежах. Хотя изобретение будет описано в связи с предпочтительным вариантом осуществления, понятно, что он не направлен на ограничение изобретения этим вариантом осуществления. Наоборот, изобретение предназначено охватывать альтернативы, модификации и эквиваленты, которые могут быть включены в сущность и объем изобретения, как оно определено приложенной формулой изобретения.
Настоящие способ и устройство для точной гибки листового материала основаны на способствующих изгибанию прорезях, канавках и ступеньках.
На фиг.1 лист материала 41, подлежащий сгибанию или складыванию вдоль линии 45 сгиба, формируется множеством вытянутых в продольном направлении способствующих изгибанию структур. Этими способствующими изгибанию структурами могут быть любые из прорезей, канавок или ступенек 43, расположенные вдоль линии 45 сгиба, но для краткости они будут упомянуты здесь как «прорези» или «способствующие изгибанию структуры». Каждая способствующая изгибанию структура показана на фиг.1, имеющей разрез и, по существу, не имеющей разреза на фиг.1-5В. Присутствие или отсутствие разреза не является частью настоящего изобретения. Прорези 43 также имеют увеличивающие способность к снятию напряжения концы 49 отверстий, или изогнутые концевые участки 49а (прорезь справа на фиг.1). Кроме того, прорези могут иметь изогнутый конец. Изогнутый конец 49а завершает прорези в зоне относительно низкого напряжения, понижая, таким образом, вероятность того, что разрушение будет начинаться в окончании этого изогнутого конца. Прорези 43 сконфигурированы так, что дают сгибание или скручивание наклонно ориентированных изгибающихся полосок 47 относительно виртуальной оси, наложенной на линию 45 сгиба. Конфигурация и местоположение способствующих изгибанию структур, в том числе выбор дистанции излома и ширины разреза, заставляют листовой материал по противоположным сторонам способствующих изгибанию структур подворачиваться или перемещаться в положение зацепления «край к лицу» во время сгибания, как это подробно изложено в родственных заявках и не будет повторяться здесь. Наиболее предпочтительно, сцепление «край к лицу» происходит на всем протяжении сгиба до его завершения; но дистанция излома и разрез также могут быть выбраны для образования зацепления «край к лицу» только в начале изгиба, что также будет стремиться обеспечить точное сгибание. Таким образом, как используется здесь, выражение «во время сгибания» означает включение понятия зацепления «край к лицу» на любом этапе гибки, которое будет порождать точное сгибание. Зацепление только на конце гибки не будет контролировать местоположение изгиба с такой же степенью точности.
Как показано на фиг.1, пары удлиненных прорезей 43 предпочтительно расположены на противоположных сторонах линии 45 сгиба и вблизи нее таким образом, что пары смежных в продольном направлении концов 51 прорези на противоположных сторонах линии сгиба характеризуют сгибающееся полотно, планку или полоску 47, которые, как можно заметить, вытягиваются наклонно через линию 45 сгиба. «Наклонные» или «наклонно» будет означать, что продольная центральная ось полосок 47 пересекает линию сгиба, и пересекает ее под углом, отличным от 90 градусов. Таким образом, каждая конечная часть 51 прорезей, канавок или ступенек отклоняется от линии 45 сгиба так, что центральная линия полоски скошена или наклонена к линии сгиба. Это порождает изгиб, а также скручивание полоски.
В отличие от прорезей или канавок в известном патенте США №6640605 на имя Gitlin et al., которые параллельны линии сгиба в области, определяющей изгибающиеся полоски, отклонение способствующих изгибанию структур 43 от линии 45 сгиба приводит к наклонным изгибающимся полоскам, которые не требуют наличия чрезмерного закручивания в полосках в патенте Gitlin et al. Кроме того, отклонение способствующих изгибанию структур 43 от линии 45 сгиба приводит к увеличению размера ширины полосок там, где полоски соединяются с оставшейся частью листа 41. Это увеличение ширины полосок увеличивает перенос нагрузки по сгибу, тем самым уменьшая концентрации напряжения и увеличивая сопротивление усталости полосок.
Как указывалось выше, ширина или разрез прорезей и расстояние поперечного излома через линию сгиба между прорезями предпочтительно имеют размеры, чтобы производить зацепление листового материала на противоположных сторонах прорезей во время сгибания. Если ширина разреза и интервал излома настолько велики, что контакта не происходит, согнутый или сложенный лист все же будет иметь некоторые выгоды от повышения прочности и сопротивления усталости наклонных изгибающихся полосок. В таких случаях, однако, нет реальных осей для управляемого сгибания, так что сгибание вдоль линии 45 сгиба становится менее прогнозируемой и точной. Аналогично этому, если определяющие полоску структуры являются канавками 43, которые не проникают сквозь лист материала, эти канавки будут определять наклонные высокопрочные изгибающиеся полоски, но скольжения края к лицу не будет происходить во время сгибания до тех пор, пока канавка не будет настолько глубокой, чтобы просечь материал и стать прорезью.
Возможно также, чтобы прорези 43 фактически были на линии сгиба или даже пересекали линию сгиба (отрицательный интервал излома) и все же давали точное сгибание от сбалансированного расположения поверхностей 55 реальной оси и границ краев 53, скользящих вдоль нее. Возможный недостаток способствующих изгибанию структур 43, образуемых для пересечения линии 45 сгиба состоит в том, что воздушные промежутки останутся между противоположными краями и поверхностями. Воздушный промежуток, однако, может быть допустим для облегчения последующей сварки, пайки твердым или мягким припоем, заполнения клеем или если воздушные промежутки желательны для вентиляции.
В разрезанном листе по фиг.1 как наклонные изгибающиеся полоски 47, так и снижающие напряжение отверстия или расширения 49 применены в попытке увеличить сопротивление усталостному разрушению в структуре, формируемой сгибанием листа 41. Дополнительно, правая прорезь или канавка 43 сформирована с дугообразной возвратной частью или выступом 49а для завершения прорезей 43 в зоне относительно низкого напряжения. Будучи до некоторой степени эффективными, эти методики для увеличения сопротивления усталости способствующих изгибанию прорезей, канавок или ступенек не достигли все же сопротивления усталости, желательного для структур, которые подвергаются повторяющемуся тяжелому циклическому нагружению.
Конкретнее, балки коробчатого сечения, которые сформированы с помощью методов прорезания листа, изготовления канавок или формирования ступенек, как указано в вышеупомянутых родственных заявках, часто подвергают циклическому нагружению во время сгибания. Такое нагружение может быть причиной преждевременного усталостного разрушения балок с катастрофическими последствиями.
Фиг.2, 2А, 3, 3А, 4, 4А и 4В схематически иллюстрируют развитие конфигурации способствующих изгибанию структур, которые привели к значительно улучшенной, устойчивой к усталости форме, показанной на фиг.5, 5А и 5В.
Фиг.2 и 2А соответствуют фиг.1 за исключением того, что способствующие изгибанию структуры 43 показаны с концами 51, которые не имеют уменьшающих напряжение отверстий или расширений 49, как показано на фиг.1. Точно так же, концы 51 на фиг.2 и 2А не имеют возвратных частей 49а, которые изгибаются обратно вдоль прорезей.
Показанные на фиг.2 и 2А расходящиеся концы 51 прорези опять-таки определяют наклонные изгибающиеся полоски 47, которые дадут точный изгиб листа 41 вдоль линии 45 сгиба. Когда лист на фиг.2 и 2А сгибается и затем нагружается поперек линии 45 сгиба, разрушение получающейся структуры при циклическом нагружении, вероятнее всего, произойдет на концах прорезей 43, как схематически показано пунктирными линиями в позиции 39 на фиг.2А. Трещина 39 будет развиваться в поперечном направлении от линии 45 сгиба и может стать причиной разрушения трехмерной структуры, сформированной сгибанием листа 41.
На фиг.3 и 3А лист 71 сформирован со множеством способствующих изгибанию структур, таких как прорези 73, которые расположены относительно линии 75 сгиба методом, представленным в родственных заявках. В варианте осуществления, показанном на фиг.3 и 3А, концевые части 81 прорезей сформированы с относительно большим диаметром дугообразных возвратных частей 82. Таким образом, возвратные части 82 аналогичны тем, что представлены на фиг.1 с дугообразными концами 49а, но радиусы закругления концевых возвратных частей 82 намного больше, чем было в случае возвратных частей 49а. Опять-таки, идея состоит в том, чтобы перенести любые увеличивающие напряжение кончики трещин в зону низкого напряжения, чтобы трещины не начинались от этих кончиков.
Было, однако, обнаружено, что, когда трехмерную структуру формировали сгибанием листа 71 вдоль линий 75 сгиба и после этого эту структура нагружали поперек к линии 75 сгиба, усталостное разрушение не появлялось на конце 83 возвратной части 82, а вместо этого произошло, как показано пунктирной линией 69, вблизи точки 84 возвратной части 82, которая дальше всего удалена от линии 75 сгиба.
В попытке избежать концентрации напряжений, следующей из конфигурации дугообразной возвратной части 82, лист 91 (фиг.4, 4А и 4В) формировался с способствующими изгибанию прорезями 93 вдоль линии 95 сгиба. Как лучше видно на фиг.4А и 4В, способствующие изгибанию структуры сформированы с возвратными частями 102, которые уплощены или имеют относительно большие радиусы закругления в области, в которой может произойти разрушение. Возвратные части затем отгибаются в позицию 103, чтобы опять-таки попытаться избежать концентрации напряжений на концах способствующих изгибанию структур. Однако при сгибании вдоль линии 95 сгиба и последующем нагружении в поперечном направлении растрескивание снова происходило от повреждения структуры в трещине 89, показанной пунктиром на фиг.4А и 4В. Это растрескивание происходило в позиции 104, которая приблизительно является позицией, расположенной дальше всего от линии 95 сгиба.
Фиг.5, 5А и 5В показана конфигурация способствующих изгибанию прорезей, канавок или ступенек, которая, как обнаружено, имеет существенно повышенную стойкость к усталостному разрушению.
На фиг.5 листовой материал 111 прорезан, либо в нем выполнены канавки или ступеньки с способствующими изгибанию структурами 113 вдоль линии 115 сгиба. Способствующие изгибанию структуры 113 представляют собой, в общем, непрерывные составные дугообразные формы и имеют концевые части 121, которые определяют изгибающиеся полоски 117, вытянутые наклонно через линию 115 сгиба, как описано выше. Дугообразные возвратные части 122 снабжены противоположными концами 121 способствующих изгибанию прорезей 113, причем концы 121 соединяются с возвратными частями 122 дугами относительно меньшего диаметра. Каждая возвратная часть 122 возвращается вдоль линии сгиба навстречу другой возвратной части. Наконец, возвратные части, наиболее предпочтительно, включают в себя концы 123, которые отгибаются или вытягиваются назад по направлению к линии 115 сгиба.
Как будет видно из примеров, изложенных ниже, достигнуто значительное улучшение сопротивления усталости изогнутых структур, сформированных с помощью конфигурации прорезей по фиг.5, над теми, что показаны на фиг.4, и над теми, что сделаны с помощью коммерчески доступной сварки.
Сравнение прорезей по фиг.4 и 5 позволяет считать, что значительное увеличение сопротивления к усталости принадлежит одному или нескольким из следующих факторов. Во-первых, можно видеть, что длина дугообразной возвратной части 102 на фиг.4 значительно короче, чем длина дугообразной возвратной части 122 на фиг.5. Концы представленных на фиг.4 прорезей являются кривыми, которые трансформируются от концевого радиуса 105 к возвратному радиусу 102 и затем в оконечный радиус 103. Угол дуги возврата 102 для прорезей фиг.4 был только 3,7 градуса. Угол дуги для прорезей фиг.5, в противоположность этому, был 26,7 градуса. Таким образом, хорда, соединенная дугой 122 на фиг.5А, значительно длиннее, чем хорда на фиг.4А. Полагают, что это очень важно, чтобы избегать увеличений напряжений, которые приведут к усталостному разрушению.
Другой путь выражения этой увеличенной возвратной длины состоит в том, что возвратные части 122 вытянуты вдоль прорези на расстояние, в процентном соотношении к длине прорези значительно большее, чем в случае возвратных частей 102. Таким образом, длины хорд возвратных частей 122 составляют приблизительно 20% от общей длины прорезей в конфигурации по фиг.5, в то время как эти же длины составляют только примерно 4% от общей длины прорезей в конфигурации по фиг.4. Наиболее предпочтительно, и как в случае обеих конфигураций, хорды возвратных частей практически параллельны линиям 95 и 115 сгиба, соответственно.
Радиус возвратной части 102 на фиг.4 В, однако, в действительности длиннее, чем радиус возвратной части 122 на фиг.5 В. Радиус кривизны возвратной части 102 на фиг.4В составляет умноженное на 4,32 значение толщины листового материала, которое составляло в этом случае 0,125 дюйма. На фиг.5В можно видеть, что радиус кривизны возвратной части 122 составляет только 3,161 значения толщины листового материала, которое также составляло 0,125 дюйма. Хотя считается, что радиус кривизны возвратной части не должен быть слишком маленьким, чтобы отгибаться от линии 115 сгиба для обеспечения местоположения для увеличений нагрузок выше уровня, который еще не известен, считается, что он должен быть разумной величины от ширины по отношению к радиусу кривизны возвратной части.
Как будет видно также из фиг.4В и 5В, радиус кривизны концевой части 125 меньше, чем радиус кривизны концевой части 105. Таким образом, радиус в 0,124 ширины листового материала используется для прорезей на фиг.5В, в то время как для прорезей по фиг.4В радиус составляет 0,468 ширины листового материала. Боковое расстояние LD от линии сгиба 95 до позиции 104 на фиг.4 значительно больше, чем боковое расстояние LD эквивалентного положения в геометрии на фиг.5В.
Минимизация бокового расстояния, на которую прорези выступают от линии сгиба, считаются важной, потому что прорези режут собственный материал на каждой стороне от линии сгиба. Когда балку нагружают, как показано на фиг.6, нижняя сторона 143 балки будет работать на растяжение, вследствие чего полоса собственного материала как раз над прорезями будет вынуждена сопротивляться силе растяжения по длине балки. Так как дугообразные прорези имеют концевой радиус 105, который увеличивается, полоса ненарушенного собственного материала перемещается далеко от линии сгиба на боковое расстояние LD (см. фиг.5В), подвергая ее большему сжатию в сопротивлении силам нагружающего напряжения.
В этом пункте не провели достаточных испытаний, чтобы выработать завершенные кривые относительно влияния углов дуг возвратных частей, радиусов возвратных частей или радиусов концевых дуг (боковых дистанций в собственном материале), чтобы продемонстрировать, где практически повышенное сопротивление усталости начинает быть важным. Считается, что они, вероятно, должны быть непрерывными кривыми, причем угол дуги возвратной части является самым критическим фактором. Также считается, что конфигурация на фиг.5 будет определять масштаб размера по толщине листового материала. Так как повышение сопротивления усталости позволяет складывать балку из листового материала с сопротивлением усталости во много раз больше того, которое могло быть достигнуто в сварных эквивалентных структурах, точное место, в которой характеристики превышают характеристики сварной структуры, может иметь тенденцию быть несколько академическим. Достаточно сказать, что конфигурации на фиг.5, 5А и 5В практически превзойдут балку коробчатого сечения, которая сварена из пластин материала в сопротивлении усталости.
Фиг.6 условно иллюстрирует балку коробчатого сечения, расположенную на стенде испытания на усталость. Каждая тестируемая балка коробчатого сечения имела квадратное поперечное сечение с размером каждой стороны 4 дюйма и включала в себя кромку 132, которая была сложена внутри одной из боковых стенок и прикреплена к ней крепежными сборочными деталями 133, в данном случае болтом и гайкой. Крепежные элементы были размещены через каждые 4 дюйма по длине балки, и балка 131 имела полную длину 48 дюймов. Опорный узел 135 был предусмотрен у каждого конца балки 131, а принудительные распределительные пластины использовались, чтобы избежать локальных концентраций напряжения в опорных стойках 135.
Балка 131 была нагружена в двух местах 139 на каждой стороне от середины балки. Грузы были разнесены друг от друга на расстояние приблизительно 6 дюймов. Опять-таки, применялись распределяющие нагрузку пластины в позиции 139, и стрелки 141 условно показывают, что балка была нагружена грузом от минимальной нагрузки до максимальной нагрузки. Нагружение было циклическим между минимальной и максимальной нагрузкой до тех пор, пока не произошло разрушение. Как будет видно из фиг.6 и 6А, следовательно, нижняя сторона 143 балки была циклически в растяжении, в то время как верхняя сторона 145 сжималась под поперечным изгибающей нагрузкой балки. В каждом случае разрушения происходили вдоль нижней стороны 143 балки с трещинами, распространяющимися вверх от стороны 143 по направлению к стороне 145.
Фиг.7 показывает результаты теста для разных балок, которые тестировались с помощью стенда для тестирования, показанного на фиг.6. Нагрузка измерялась в мегапаскалях (МПа) и вычерчена в зависимости от количества циклов до разрушения. Также на фиг.7 показаны кривые циклов до разрушения для сварных балок коробчатой структуры как функции от класса сварки. Так, сварка класса В показана как верхняя кривая, в то время как сварка класса G - это нижняя кривая. Данные, представленные кривыми от «сварки класса В» до «сварки класса G», были получены при тестировании стальных балок коробчатого сечения, которые сваривались по углам с использованием ряда стандартных классов сварки, которые известны в промышленности. Как правило, серийно выпускаемые балки коробчатого сечения будут свариваться сваркой на уровне класса F.
Точки данных на фиг.7 были для двух типов балок коробчатого сечения, а именно один ряд - с использованием разрезов по фиг.4, а другой ряд - с использованием разрезов по фиг.5. Когда проходили предварительные испытания, пробный диапазон нагрузок был относительно низким, а именно 17,5 (например, диапазон напряжений приблизительно 90-100 МПа). Проходили все точки 161, 162, 163 и 164 данных с использованием более низкого значения циклического нагружения, как пробные. Точки 161, 162 и 163 данных все относятся к балкам коробчатой структуры, сформированным с использованием прорези по фиг.4. Точка 164 данных относится к балке коробчатого сечения с прорезями по фиг.5 и с пробным нагружением 17,5 (например, диапазон напряжений приблизительно 100 МПа), но балка не повреждалась в точке 164 данных.
Было решено, что диапазон нагружения должен быть увеличен для заключительного испытания, и точки 171, 172, 173 и 175 данных относятся к балкам, которые нагружались в диапазоне нагружения 26 (например, диапазон напряжений приблизительно 150 МПа). Точки 172, 173 и 174 данных относятся к балкам коробчатого сечения, согнутым из листового материала с прорезями, имеющими конфигурацию по фиг.4, тогда как точки 171 и 175 данных относятся к балкам коробчатого сечения, согнутым из листов с прорезями в соответствии с фиг.5.
Точка 171 данных представляет относительно раннее разрушение, которое имело место в балке коробчатого сечения по фиг.5 не потому, что балка разрушилась в какой-либо из прорезей, а потому, что балка перешла из квадратного сечения в ромбовидное во время циклического нагружения. Это циклическое нагружение ромбовидной формы привело к преждевременному разрушению. Точки 164 и 175 относятся к балкам одного и того же типа, а именно к балкам с прорезями по фиг.5. Балка циклически нагружалась вплоть до 2100000 циклов в низком пробном диапазоне нагружения 17,7 (например, диапазон напряжений 100 МПа) и, поскольку разрушения не происходило, нагрузка была затем увеличена до 26 (например, диапазон напряжений 150 МПа). Нагружение балки затем продолжалось до 3827753 циклов, и в этой точке испытание не смогли завершить, потому что в одной из точек 139 нагружения произошло разрушение, указывающее, что разрушение не было только зависимостью от характеристик балки, но, вместо этого, было зависимостью от конфигурации балка/испытание. Таким образом, испытание, по существу, не завершили, чтобы найти окончательный истинный предел для балок с прорезями по фиг.5.
Как будет видно, точка 175 данных расположена намного меньше над кривой для сварки класса С, чем над кривой для сварки класса F для коммерчески доступных сварок. Сварка класса F была бы разрушена, в среднем, при примерно 600000 циклов в диапазоне нагрузок 26 (например, диапазон напряжений приблизительно 150 МПа). Таким образом, согнутая или сложенная балка коробчатого сечения, использующая конфигурацию прорезей по фиг.5, имеет более чем в шесть раз большую способность циклической нагрузки, чем коммерчески сварная балка коробчатого сечения класса F, и верхний предел балки коробчатого сечения по настоящему изобретению все еще не известен.
На фиг.8 показана таблица результатов испытания, использованная для получения данных по фиг.7.
Вышеприведенное описание конкретного варианта осуществления настоящего изобретения приведено для его иллюстрации и описания. Оно не предназначено для того, чтобы считаться исчерпывающим или чтобы ограничить изобретение описанной точной формой, и, очевидно, возможны многие модификации и разновидности в свете изложенного ранее. Вариант осуществления изобретения был выбран и описан, чтобы наилучшим образом объяснить принципы изобретения и его практическое применение, и тем самым дать возможность другим специалистам наилучшим образом использовать изобретение и вариант осуществления с различными модификациями, приспособленными для частного использования задуманного. Имеется в виду, что объем изобретения определяется приложенной формулой изобретения и ее эквивалентами.
Реферат
Изобретение относится к обработке металлов давлением, в частности к сгибанию листовых материалов, имеющих способствующие изгибанию структуры. Лист материала имеет множество способствующих изгибанию структур, сконфигурированных и расположенных так, чтобы производить сгибание вдоль линии сгиба. Способствующие изгибанию структуры имеют дугообразные возвратные части, вытянутые от противоположных концов назад вдоль способствующей изгибанию структуры по направлению к другой возвратной части, и каждая возвратная часть имеет длину и радиус кривизны, уменьшающие концентрации напряжения. Длина дугообразной возвратной части превышает двойную толщину листа. Боковое расстояние, на которое способствующие изгибанию структуры сформированы в листе от линии сгиба, минимизируется малыми радиусами дуг, которые соединяют возвратные части с оставшимися частями способствующих изгибанию структур. Раскрывается также способ формирования структуры из листа материала, чтобы она сопротивлялась циклической нагрузке, а также способ увеличения сопротивления усталости структуры, образованной сгибанием листа материала вдоль линии сгиба, имеющей множество способствующих изгибанию структур. Повышается качество за счет улучшения конфигурации и повышения сопротивлению усталости. 5 н. и 27 з.п. ф-лы, 8 ил.
Комментарии