Способ и устройство для изготовления прокладок из пены с использованием гибкой камеры для перемешивания пены - RU2194656C2
Код документа: RU2194656C2
Чертежи

















Описание
Изобретение относится к способам и устройствам для формирования индивидуальных заполненных пеной мешков, обычно используемых в качестве защитных прокладок в упаковочных отраслях. Точнее, настоящее изобретение относится к способам и устройствам для формирования таких защитных прокладок посредством подачи двух потоков химически активных компонентов пены между противоположными панелями из гибкого листового материала и перемешивания потоков друг с другом между ними для получения между панелями расширяемой пены.
В упаковочной промышленности расширяемая пена в течение некоторого времени используется для защиты пакуемых изделий. Обычная практика состоит в заполнении картонных коробок расширяемой пеной, например уретановой или полиуретановой пеной, и соприкосновении пены с пластиковым преграждающим листом для создания защитной прокладки, и в последующем размещении изделия в коробке на прокладке для его транспортирования. Затем изделие также может быть покрыто другим пластиковым листом, и перед закрытием коробки производят второе заполнение расширяемой пеной.
Другая практика в этой отрасли предполагает использование таких прокладок из пены, которые вставляют в упаковочную коробку непосредственно после их изготовления. Это осуществляется посредством механизмов, которые обеспечивают вступление двух компонентов пены в реакцию друг с другом в распылительном устройстве и последующую подачу образованной пены между двумя противоположными пластиковыми листами, а также уплотнение кромок для формирования защитной прокладки из пены. Имеются патенты, в которых описаны такие способы и устройства. В патенте США 4999975, изданном 19 марта 1991, и патенте США 4800708, изданном 31 января 1989, описано устройство для изготовления прокладок из пены, в котором дозатор пены или распылитель расположен между двумя противоположными пластиковыми панелями. Два разных химически активных компонента пены, обычно называемые исходными веществами для образования пены, перемешиваются друг с другом в распылителе, с тем чтобы получить пену, которую затем подают под давлением между двумя противоположными пластиковыми панелями для формирования защитных прокладок из пены.
Хотя такие способы и устройства могут быть использованы в работе и обеспечивать получение защитных прокладок из пены, которые в соответствии с предъявляемыми требованиями защищают упакованные изделия, им свойственны определенные недостатки. Например, они основаны на смесительной камере или контейнере в распылителе пены для обеспечения зоны, в которой компоненты пены перемешиваются друг с другом, чтобы образовать расширяемую амортизирующую пену. Пену, как только она образована, подают под давлением через сопло далее по ходу от смесительной камеры. В смесительной камере через некоторое время обычно происходит накапливание затвердевшей пены, поэтому через систематические промежутки времени, обычно раз в неделю, она должна быть подвергнута чистке. При этом для проведения очистки устройство должно быть разобрано, что ведет к убыточному простою этого устройства.
Другие устройства основаны на сложной конструкции распылителя для подачи пены, в которой используются два отверстия для подачи двух химически активных компонентов, образующих пену, к смесительной камере, предшествующей раздаточному концу распылителя. В устройстве этого типа смесительная камера может включать в себя клапанный шток, который скользит, заходя в смесительную камеру и выходя из нее, для управления потоком, по меньшей мере, одного из химически активных компонентов, образующих пену. Устройство этого типа также не лишено определенных недостатков, поскольку, хотя клапанный шток эффективно действует в качестве клапана для управления потоком химически активных пенообразующих компонентов в смесительную камеру, известно, что пена, образуемая химически активными компонентами, медленно нарастает в смесительной камере и на самом клапанном штоке. Кроме того, если используется клапанный шток, может происходить "пересечение" компонентов пены, когда один из компонентов накапливается на клапанном штоке и вступает в контакт с другим компонентом при скольжении клапанного штока вперед и назад, а при этом в результате реакции образуется затвердевшая пена. После этого шток клапана должен быть очищен, для чего обычно требуется произвести соскребывание с клапанного штока накопленной пены. Каждая очистка приводит к изменению размеров штока, что в конечном итоге снижает общую эффективность распылителя пены в этих устройствах.
Для того чтобы предотвратить нарастание пены в смесительной камере и дозирующих соплах вышеупомянутых устройств, в них применяют растворяющие системы, которые обеспечивают непрерывную подачу растворителя через пеноподающие системы, чтобы содержать их в чистом состоянии. Такие растворяющие системы повышают сложность и стоимость устройств.
Настоящее изобретение относится к способам и устройствам для изготовления прокладок из пены, которые позволяют устранить эти недостатки.
Краткое изложение существа изобретения
Способы и устройства для изготовления прокладок из пены согласно
изобретению отличаются
полностью иным и новым узлом дозирования пены, который представляет собой существенное отступление от известного уровня техники, состоящее в том, что в настоящем изобретении не
используется
распылитель или узел дозирования пены, имеющий смесительную камеру, в которой химически активные пенообразующие компоненты вначале перемешиваются, а затем подаются в мешок, который
охватывает массу
расширяемой пены.
Настоящее изобретение скорее представляет собой значительный скачок в отрасли изготовления прокладок из пены за счет создания гибкой смесительной камеры, образованной противоположными панелями из самой пластиковой пленки, которая охватывает прокладки из пены, изготовленные устройством. Эта гибкая смесительная камера позволяет полностью убрать зону перемешивания из узла дозирования пены, где она должна периодически удаляться и очищаться, и занимает зону перемешивания внутри мешка, что позволяет избежать затяжных простоев, связанных с очисткой и проведением обслуживания. Это изменение местоположения также исключает необходимость наличия растворяющей системы, взаимосвязанной с узлом подачи пены для сохранения его в чистом состоянии.
Новое местоположение смесительной зоны, обеспеченное посредством настоящего изобретения снаружи от распылителя для дозирования пены и всецело внутри противоположных панелей мешка, который охватывает подушку из пены, приводит к фактически безупречной подаче пены посредством устройства, а также повышает надежность и эффективность работы.
Согласно одному из принципиальных аспектов настоящего изобретения устройство для изготовления прокладок из пены включает в себя подачу пленки в форме непрерывного пластикового полотна, сложенного самого на себя, чтобы частично образовать гибкую оболочку, имеющую две противоположные пленочные панели, взаимосвязанные по одной боковой кромке посредством складки пленки. Оболочка продвигается через устройство с помощью средства приведения пленки в движение сквозь узел дозирования пены, так что противоположные пленочные панели оболочки тянутся через противоположные стороны узла дозирования пены. Узел дозирования пены проходит в средство приведения пленки в движение и по отдельности подает два химически активных пенообразующих компонента в пространство между пленочными панелями, с тем чтобы образовать между ними расширяемую пенную массу.
Согласно другому принципиальному аспекту настоящего изобретения и в качестве примера одного из вариантов осуществления конструкции средство приведения пленки в движение включает в себя ведущий валок и ведомый валок, которые соприкасаются друг с другом по месту зажима или по хорде столкновения. Противоположные пленочные панели эластичной оболочки проходят через узел дозирования пены и через этот зажим, где они входят в контакт с обеспечивающим движение зацеплением посредством валков средства приведения пленки в движение. Зажим валками обеспечивает опору для гибкой смесительной камеры, смежной с валками, а также оказывает сопротивление противодавлению, развиваемому химически активными пенообразующими компонентами. Зажим и валки содействуют сохранению пенообразующих компонентов внутри гибкой смесительной камеры, причем валки способствуют перемешиванию пенообразующих компонентов друг с другом в смесительной камере. В случае уникального и заметного отхода от известного уровня техники противоположные пленочные панели действуют в качестве стенок смесительной камеры, когда они проходят через средство приведения пленки в движение, а после этого они действуют в качестве наружного мешка защитной прокладки из пены, когда проходят далее по ходу от средства приведения пленки в движение.
Согласно еще одному принципиальному аспекту настоящего изобретения и в качестве примера одного из вариантов осуществления изобретения валки средства приведения пленки в движение включают в себя пару щеток, вращающихся в противоположных направлениях и имеющих большое количество расположенных на них щеточных элементов, которые проходят по длине валков в их зонах, соприкасающихся с пленочными панелями. Щетки соприкасаются с противоположными пленочными панелями оболочки, когда они проходят между ними, и обеспечивают опору для противоположных пленочных панелей смесительной камеры, при этом они способствуют перемешиванию друг с другом химически активных пенообразующих компонентов. Кроме того, щетки могут быть образованы из антистатика для снижения статических зарядов пленки и обеспечивают натяжение по ее длине.
Согласно еще одному принципиальному аспекту настоящего изобретения может быть создана жесткая опора для гибкой смесительной камеры, в которой используются один или более жесткие элементы, имеющие отверстие, через которое проходят противоположные пленочные панели. Узел дозирования пены проходит в это отверстие между противоположными панелями и химически активные пенообразующие компоненты впрыскиваются во внутреннее пространство между противоположными пленочными панелями.
Согласно еще одному принципиальному аспекту настоящего изобретения в средстве приведения пленки в движение используется иная компоновка для обеспечения движения пленки через устройство, при этом средство приведения пленки в движение действует с более высокой скоростью, чем подается пленка, с тем, чтобы распрямлять какие-либо морщины, которые могут образоваться в пленке, когда она проходит через устройство.
В предпочтительном варианте осуществления конструкции панели из пластиковой пленки сгибают друг на друга, при этом они соприкасаются своими поверхностями и таким образом имеется возможность того, что противоположные пленочные панели могут быть смещены из состояния совпадения по одной из их соприкасающихся кромок или одна из панелей может оставаться плоской, в то время как другая становится складчатой или сморщенной. Чтобы избежать этой проблемы, в настоящее изобретение введено новое средство натяжения пленки, служащее для натяжения полотна пленки в течение выполнения операции. Это средство натяжения пленки оперативно взаимосвязывает рулон подачи пленки с промежуточным валком, поверх которого проходит пленка, когда она сходит с рулона подачи пленки на ее пути к средству приведения пленки в движение, так что всегда имеет место заданная величина натяжения, прилагаемая к пленке, независимо от диаметра рулона подачи пленки.
В этом средстве для натяжения пленки как рулон для подачи пленки, так и промежуточный валок с одного из концов крепятся к раме устройства для обеспечения их вращения. Противоположные концы этих двух валков включают пневматически приводимые в действие элементы, которые создают сопротивление для рулона подачи пленки. Это сопротивление управляет скоростью, с которой пленка сходит с подающего рулона и перемещает промежуточный валок, который требуется вблизи или на расстоянии от средства приведения пленки в движение, для увеличения или уменьшения натяжения пленки.
Согласно еще одному аспекту настоящего изобретения промежуточный валок и рулон подачи пленки оперативно взаимосвязаны с помощью пневматического средства, так что когда промежуточный валок приближается к средству приведения пленки в движение или удаляется от него, давление воздуха избирательно подводится к элементу торможения рулона подачи пленки или отводится от него.
Согласно еще одному принципиальному аспекту настоящего изобретения создан узел для обеспечения поперечного уплотнения на переднем и заднем концах мешков для прокладок из пены, когда они проходят через устройство. Этот уплотняющий узел включает валковый элемент, проходящий поперечно пути перемещения пленки, проволочное сопротивление, которое проходит поперечно пути перемещения пленки, и уплотняющий стержень, который сцентрирован с валковым элементом и проволочным сопротивлением. Пленочное полотно располагается между валковым элементом, проволочным сопротивлением и уплотняющим стержнем, так что уплотняющий стержень может быть избирательно приведен в действие для приведения проволочного сопротивления в соприкосновение с пленкой у валкового элемента, с тем чтобы уплотнить верхнюю часть мешка, выходящего из устройства, обрезать мешок для освобождения его от пленочного полотна и уплотнить нижнюю часть последующего мешка, выходящего из устройства.
Согласно еще одному принципиальному аспекту настоящего изобретения создано средство для формирования уплотнения вдоль одного или более отрезков полотна пленки по их боковым кромкам. Это уплотняющее средство включает в себя два элемента, которые зажимают кромку пленки. Горячий воздух подается к одному из зажимающих элементов и к пленке, удерживаемой между ними, для обеспечения уплотнения между противоположными пленочными панелями по их кромкам. Другой из двух зажимных элементов снабжен большим количеством элементов для рассеивания тепла, обычно в форме ребер, так что другой зажимной элемент постоянно остается холодным при температуре, меньшей температуры плавления пленки, с тем чтобы предотвратить отрезание узкой полосы пленки по боковым кромкам. Поток нагретого воздуха к этому уплотняющему средству может периодически прерываться для создания вентиляционного отверстия, так что газы, выделяемые при реакции образования пены, могут уходить из мешка с прокладкой.
Эти и другие цели, отличительные признаки и преимущества настоящего изобретения будут полностью понятны при рассмотрении приведенного ниже подробного описания, в котором подобные детали обозначены одинаковыми позиционными номерами.
Краткое описание чертежей
По ходу
этого подробного описания даются ссылки на чертежи, на которых:
фиг.1 изображает вид в
перспективе одного из вариантов осуществления устройства для изготовления прокладок из пены согласно
настоящего изобретения;
фиг.2 - сечение устройства по линии 2-2 на фиг.1;
фиг. 3
- вид в перспективе устройства согласно фиг.1 со снятой крышкой для иллюстрации изготавливаемой
защитной прокладки из пены и пути перемещения пластиковой пленки;
фиг.4 - сечение устройства по
линии 4-4 на фиг.2;
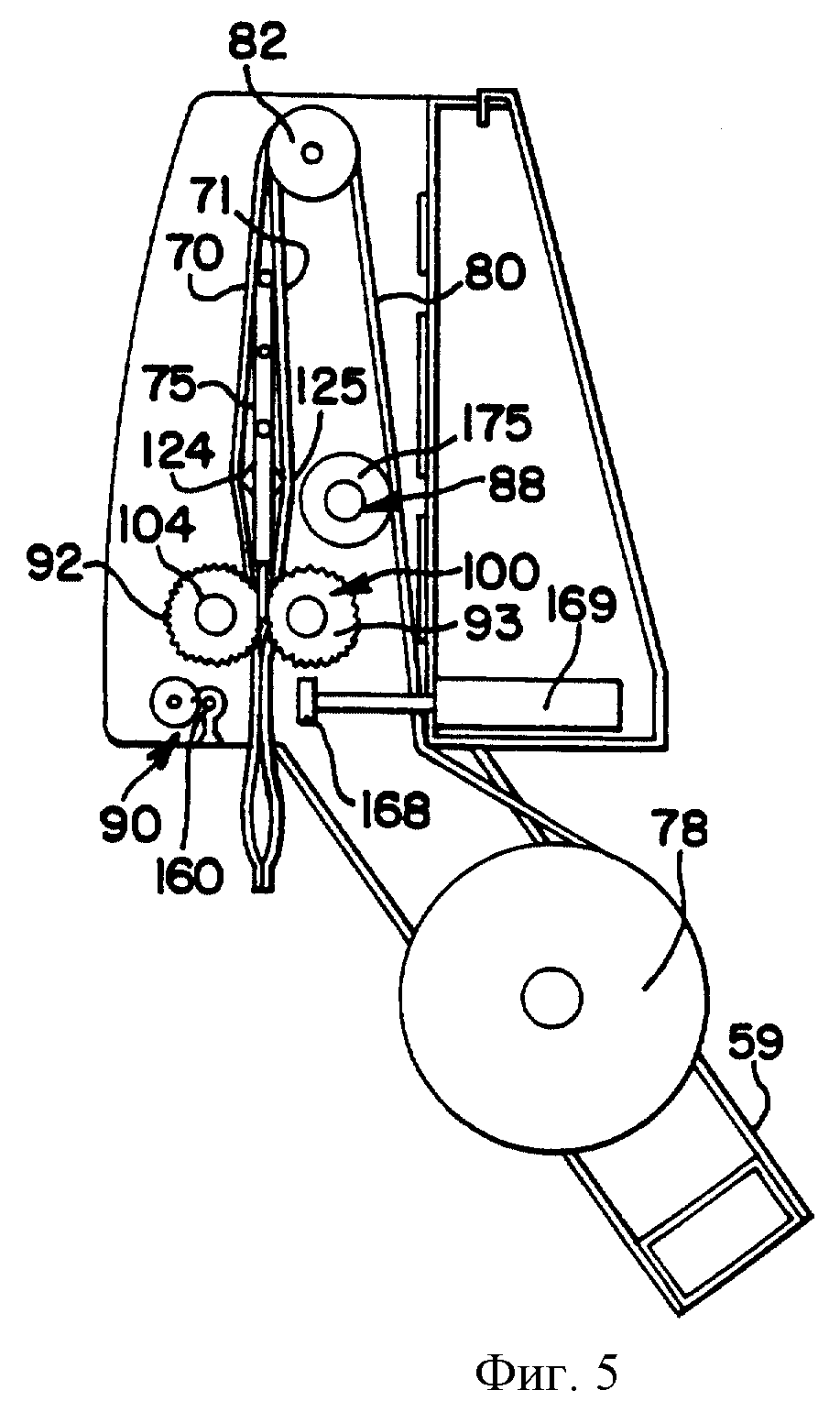
фиг.5 - сечение устройства по линии 5-5 на фиг.2;
фиг. 6
- вид по вертикали узла дозирования пены, используемого в устройстве согласно фиг.1, при этом для ясности
передний валок приведения пленки в движение не показан;
фиг.7 - торцевой вид узла
для дозирования пены по линии 1-1 на фиг.6;
фиг. 8 - вид в сечении сопла, используемого в узле для
дозирования пены устройства согласно фиг.1;
фиг. 9 - вид в сечении средства
приведения пленки в движение, иллюстрирующий ориентацию узла для дозирования пены, щеточных валков и пленочного
полотна, а также изображающий гибкую смесительную камеру устройства;
фиг. 10
- вид в плане защитной прокладки из пены, изготовленной посредством устройства согласно фиг.2;
фиг. 11
- частично схематичный вид средства натяжения пленки, используемого в устройстве
согласно фиг.1, которое оперативно взаимосвязывает рулон подачи пленки, показанный в поперечном сечении, с валком,
придающим пленке направление;
фиг.12 - вид в плане сечения узла уплотнения
кромок, используемого в устройстве согласно фиг.1;
фиг.13 - сечение устройства по линии 13-13 на фиг.4,
иллюстрирующее узел уплотнения поперечного разреза пленки, выполненный согласно
настоящему изобретению;
фиг. 14 - схематический вид узла поперечного разреза согласно фиг.13, иллюстрирующий
узел в статическом состоянии, когда пленочное полотно проходит через устройство;
фиг. 15 - такой же вид, что и на фиг.14, иллюстрирующий узел в рабочем состоянии при выполнении резания
пленочного полотна;
фиг. 16 - вид в перспективе торца щеточного валка,
используемого в устройстве согласно фиг.1;
фиг.17 - вид в перспективе альтернативного валка для приведения
пленки в движение, используемого в альтернативном варианте осуществления устройства
согласно настоящему изобретению;
фиг. 18 - схематический вид в сечении третьего варианта осуществления
устройства согласно настоящему изобретению;
фиг. 19 - схематический вид
соплового торца узла для дозирования пены устройства согласно фиг.2.
Подробное описание
предпочтительных вариантов осуществления конструкции
Теперь обратимся к чертежам, в
частности к фиг.1-7, на которых показан предпочтительный вариант осуществления устройства 50 для
изготовления прокладок из пены, включающий в себя принципы настоящего изобретения. Устройство 50
установлено на вертикальной опоре 52, которая включает вертикальную стойку 54, поднимающуюся вверх от
основания 56 с большим количеством ножек. Стойка 52 удерживает раму 58 устройства, которая, в
свою очередь, удерживает различные функциональные компоненты устройства 50 внутри наружного защитного
кожуха 60. Устройство 50 полезно при производстве защитных прокладок 62 из пены, в которых масса
расширяемой пены 64, например уретановой или полиуретановой пены, заключена внутри наружной пластиковой
пленки 66, которая принимает форму оболочки или мешка 68.
Как более подробно показано на фигуре 10, наружный мешок 68, который охватывает прокладку 62 из пены, может иметь прямоугольную или квадратную конфигурацию. Пластиковая пленка 66, используемая для мешка 68, складывается сама на себя по ее общей центральной линии 69 для образования частичной оболочки, в которой две противоположные панели 70, 71 из пластиковой пленки 66 противостоят друг другу. При изготовлении мешка посредством устройства 50 согласно настоящему изобретению линия сгиба 69 мешка 68 проходит по длине L мешка 68 у одной его боковой кромки 72. Другая продольная боковая кромка 73 снабжена кромочным уплотнением 74, в то время как передняя и хвостовая кромки 76, 77 (которые проходят в поперечном направлении по ширине W мешка) уплотняются, когда мешок отрезан от пластиковой пленки 66, которую подают к устройству 50 от рулона 78 подачи пленки, с возможностью вращения установленного на нижней части 59 рамы 58 под корпусом 60 и содержащего непрерывное полотно 80 пленки 66.
Пленку 66 подают к устройству 50 в виде непрерывного полотна 80, пропускают поверх валка 82 для придания пленке направления, установленного с возможностью вращения внутри рамы 58, и вводят в зацепление со средством 85 приведения пленки в движение, которое входит в зацепление с пленкой 66 для приведения ее в движение и продвигает пленку вперед через устройство 50. Узел 86 для дозирования пены установлен внутри кожуха 60 вблизи от средства 85 приведения пленки в движение таким образом, что он располагается между противоположными пленочными панелями 70, 71. Устройство 50 содержит также средство для уплотнения друг с другом открытых кромок 73, 76, 77 пластиковой пленки 66, которое содержит узел 88 уплотнения кромок и узел 90 уплотнения поперечного разреза, которые соответственно уплотняют открытые боковые кромки 73 и поперечные кромки 76, 77 пленки 66, когда она продвигается через устройство 50.
Средство приведения пленки в движение
На
фигурах 3-5 показаны детали средства 85 приведения пленки в движение, которые будут описаны далее. Можно видеть,
что средство 85 приведения пленки в движение включает в себя пару удлиненных круглых
элементов 92, 93 приведения пленки в движение, которые проходят между боковыми стенками 61 кожуха 60 устройства.
Элементы 92, 93 приведения пленки в движение включают в себя ведущий элемент 93 и
ведомый элемент 92, которые приводятся в движение посредством электродвигателя 96. Шестерни 98, 99 установлены на
соответствующих валах 104, 105 элементов 92, 93 приведения пленки в движение и входят
в зацепление друг с другом, так что когда посредством двигателя 96 ведущему элементу сообщается вращение, шестерни
передают это вращение как ведущему, так и ведомому элементам 92, 93.
Как далее разъяснено более подробно, предпочтительно, чтобы элементы 92, 93 приведения пленки в движение были выполнены в форме гибких валков, а более предпочтительно в форме щеточных валков 100. Как показано на фиг.16, щеточные валки 100 могут включать в себя втулку 102 основания, в которую заходят соответствующие валы 104, 105 и которая может удерживаться в надлежащем месте посредством установочного воротника 129. Валки имеют большое количество щеточных элементов 106 в форме волокон, волосовин, щетинок и тому подобного, которые проходят от них в радиальном наружном направлении. Для щеточных элементов 106 могут быть использованы синтетические или натуральные материалы. Эти щеточные элементы 106 представляют собой важное отличие от известного устройства для изготовления прокладок из пены, заключающееся в том, что они служат не только для содействия перемешиванию компонентов амортизирующей пены, но также способствуют обеспечению копланарности и совпадения противоположных панелей 70, 71 из пленочного полотна 80, когда оно проходит через средство 85 приведения пленки в движение. В щеточных валках 100 в качестве составной части щеточных элементов может быть использован антистатик, с тем чтобы уменьшить возникновение какого-либо статического прилипания к пленочным панелям 70, 71.
Средство дозирования пены
Согласно одному из важных аспектов
настоящего изобретения узел 86 дозирования пены принимает форму распылителя 108, который проходит фактически
по всей длине средства 85 приведения пленки в движение и расположен вблизи от него.
Распылитель 108 служит для подачи двух потоков химически активных пенообразующих компонентов 110, 111, которые также
известны как исходные вещества для получения пены, во внутреннее пространство 75
пленочного полотна 80 между его двумя противоположными панелями 70, 71. Существенным отличием от известного устройства
для изготовления прокладок является отсутствие смесительной камеры,
располагаемой внутри распылителя 108 пены. Вместо этого распылитель 108 для дозирования пены содержит две отдельные трубки 112, 114
для подачи пенообразующих компонентов, которые отстоят друг от
друга и удерживаются в надлежащем месте посредством одной или более распорок 117.
Трубки 112, 114 для подачи пенообразующих компонентов проходят по длине средства 85 приведения пленки в движение к месту вблизи от центральной линии 69 сгибания пленки 66, а затем проходят вниз к средству 85 приведения пленки в движение. Каждая из подающих трубок заканчивается дозирующими соплами 116 и 118. Сопла 116, 118 предпочтительно могут заменяться и могут включать, как показано на фигуре 8, полый канал, заканчивающийся в отверстии 123. Другие концы сопел могут иметь резьбовую нарезку, обозначенную позицией 127, для обеспечения взаимозаменяемости и возможности выполнения быстрой замены.
Как наилучшим образом показано на фигурах 6 и 19, одна из трубок 112 для подачи пенообразующего компонента проходит по вертикали, в то время как другая трубка 114 для подачи пенообразующего компонента проходит под углом к ней, так что воображаемые линии, проведенные по продольным осям L1, L2 сопел 116, 118 пересекаются друг с другом, при этом два потока пенообразующих компонентов 110, 111 входят в контакт друг с другом после того, как они выходят из подающих сопел 116, 118. Распылитель 108 включает в себя блок 109, который содержит два клапана 126, 128, управляющих потоком пенообразующих компонентов, которые входят в распылитель 108 под давлением из находящегося по давлением источника их подачи (не показан). Блок 109 распылителя также может включать в себя встроенные нагреватели 115 для нагрева потоков химически активных компонентов 110, 111, чтобы предотвратить воздействие холода, оказывающее влияние на химический процесс, которое может привести к перемешиванию и реакции пенообразующих компонентов, худшим чем в оптимальном случае.
Распылитель 108 для дозирования пены дополнительно включает в себя вакуумную трубку 120, которая ведет к блоку 122 обнаружения вакуума. Вакуумная трубка 120 подсоединена к источнику воздуха под отрицательным давлением (не показан) и обеспечивает слабое и постоянное воздействие вакуума на две противоположные пленочные панели 70, 71 посредством двух вакуумных отверстий 124, 125. Этот вакуум приводит пленочные панели 70, 71, проходящие поверх распылителя 108, в соприкосновение с вакуумными отверстиями 124, 125 и таким образом обеспечивает средство обнаружения наличия пленочного полотна 80 в непосредственной близости от временно установленных сопел 116, 118 распылителя. Если отрицательное давление воздуха сохраняется тогда, когда полотно 80 пластиковой пленки проходит поверх распылителя 108 и его вакуумных отверстий 124, 125, подается сигнал к программируемому логическому управляющему устройству, которое, в свою очередь, подает сигнал к распылителю 108 для подачи пены, чтобы привести в действие клапаны 126, 128 распылителя, предназначенные для подачи пены, с тем чтобы удержать их в состоянии "срабатывания", когда они подают два потока химически активных пенообразующих компонентов 110, 111 во внутреннее пространство 75 между противоположными пленочными панелями 70, 71. Когда какое-либо из вакуумных отверстий 124, 125 обеспечивает подвод положительного давления, которое, например, будет иметь место, если рулон 78 для подачи пластика исчерпан, либо если происходит обрыв пленки 66 мешка, подается сигнал к программирующему логическому управляющему устройству, которое закрывает клапаны 126, 128 распылителя. Это состояние также имеет место в том случае, когда распылитель 108 отклонен из его рабочего положения над устройством 50. Таким образом, эта система предотвращает впрыск компонентов пены в зажим 130 валков 92, 93 до тех пор, пока не будет иметься вся пленка для обеспечения смесительной камеры 132.
Узел 86 для дозирования пены также включает в себя элемент зацепления пленки в форме распорной детали 119, расположенной на наружной кромке одной трубки 112 для подачи пенообразующего компонента. Эта распорная деталь 119 предпочтительно включает в себя внешний радиус 121, который входит в соприкосновение с линией сгиба или центральной линией 69 пластиковой пленки 66. Эта распорная деталь 119 способствует выравниванию друг с другом свободных кромок 73 пленки, а также обеспечивает промежуток сопел 116, 118 распылителя и место впрыска пены от кромки 69 пленки 66.
Камера перемешивания пены
Как упомянуто выше, настоящее изобретение основано не на встраивании смесительной камеры в надлежащем
месте внутри распылителя 108 для
дозирования пены, а на том, что сопла 116, 118 распылителя 108 проходят в средство 85 приведения пленки в движение, а точнее в зажим 130, который имеется между
элементами 92, 93 приведения в
движение. Как показано на фигурах 6 и 9, на которых элементы 92, 93 приведены в движение и изображены в виде щеточных валков 100, сопла 116, 118 расположены
приблизительно у центральной линии С
валков 92, 93. Установлено, что когда сопла 116, 118 расположены между валками 92, 93, химически активные пенообразующие компоненты эффективно перемешиваются друг
с другом и вступают в реакцию для
образования расширяемой пены (фиг.9). Перемешивание этих двух компонентов происходит в том, что названо "гибкой" смесительной камерой 132, которая частично образована
противоположными пленочными
панелями 70, 71, в частности их внутренними поверхностями. Валки 92, 93 способствуют перемешиванию за счет того, что они оказывают давление на пленочные панели 70, 71,
которые образуют стенки
смесительной камеры 132. Поэтому валки 92, 93 не только облегчают перемешивание пенообразующих компонентов, но также обеспечивают опору для пленочных панелей 70, 71 в течение
расширения пенной массы
64 в начальной фазе реакции пенообразующих компонентов 110, 111.
Можно полагать, что перемешивание происходит главным образом у центральной линии С зажима 130 или по хорде столкновения, где два валка 92, 93 встречаются и прижимаются друг к другу, и под ней. Давление, которое два валка 92, 93 оказывают на пленочные панели 70, 71, имеет наибольшее значение в зажиме 130 и, в частности, по его центральной линии С. Это давление преимущественно создает уплотнение низкого давления на пленочном полотне 80, когда оно проходит через валки 92, 93, что также облегчает перемешивание, поскольку препятствует противодавлению пены, развиваемому в течение реакции, и расширение при приведении расширяющейся пены в движение поверх валков. В результате этого обеспечивающего давление уплотнения пена может быть подана под более высоким давлением, чем это было возможно ранее, в районе примерно 20 фунтов (9,072 кг) в минуту.
Далее будет понятно, что сочетание гибких валков 92, 93 и противоположных пленочных панелей 70, 71 уникальным образом образует гибкую смесительную камеру 132, в которой пленочные панели 70, 71 образуют ее стенки на уровне средства 85 приведения пленки в движение, а также образуют наружные стенки защитных прокладок 62 из пены на уровне, имеющем место далее по ходу от средства приведения пленки в движение. Гибкие валки 92, 93 удерживают стенки смесительной камеры, то есть противоположные пленочные панели 70, 71, а также способствуют перемешиванию потоков пенообразующих компонентов 110, 111 друг с другом. Установлено, что в том случае, когда в качестве гибких валков 92, 93 используются щеточные валки 100, щеточные элементы 106 обеспечивают дополнительное преимущество, заключающееся в том, что они оказывают на пленочные панели 70, 71 выпрямляющее действие, а также обеспечивают принудительное зацепление с пленочным полотном 80. Как показано на фигуре 17, в гибких валках 92, 93 также может использоваться мягкое деформируемое наружное покрытие 134, образованное из приемлемого материала, например из полиуретана с открытыми ячейками или из вспененного неопрена, при этом естественные внешние криволинейные поверхности двух валков 92, 93 сходятся и прижимаются друг к другу по зажиму или по хорде столкновения валков. Если для валков 92, 93 используется такое покрытие, может оказаться необходимым обеспечить такие поверхности приведения в движение по концам валков, как у прижимных валков, чтобы гарантировать продвижение пленки.
Кроме того ясно, что хотя здесь подробно описаны два типа опор для гибкой смесительной камеры 134, ввиду того, что гибкая смесительная камера 134 главным образом образуется противоположными пленочными панелями 70, 71, для удержания пленки 66 могут быть использованы иные средства, чем валки средств приведения пленки в движение. Такой альтернативный вариант осуществления конструкции схематически изображен на фигуре 18 и более подробно разъяснен ниже, при этом пленка 66' проходит между двумя жесткими опорами в форме блоков 200, 201, образующими канал, в который из распылителя 108' дозирования пены вспрыскиваются потоки компонентов 110, 111 пены.
Средство натяжения пленки
В настоящем изобретении также создано средство натяжения пленки, служащее для постоянного сохранения желаемой
величины
натяжения пленочного полотна в течение его продвижения. Это средство натяжения оперативно взаимосвязывает друг с другом рулон 78 для подачи пленки, который удерживает пленочное полотно 80, и
валок 82,
придающий пленке направление. Такая оперативная взаимосвязь осуществляется главным образом посредством пневматического соединения 140, которое включает в себя воздушные трубки 141,
связывающие рулон
78 подачи пленки с валком 82 придания пленке направления, находящемся в верхней части рамы 58 устройства. Как показано на фиг.2 и 11, рулон 78 для подачи пленки удерживается в
надлежащем месте на
нижней части 59 рамы 58 устройства. Подающий рулон 78 одним концом 142 закреплен в раме 58 для обеспечения возможности вращения этого рулона 78, а своим противоположным концом 144
входит в зацепление
с тем, что можно охарактеризовать как воздушный тормозной узел 146, который избирательно прилагает тормозное или осевое усилие FT противодействия к рулону 78 подачи
пленки. Этот воздушный
тормозной узел 146 включает в себя вал 147, имеющий центральную скошенную ступицу 148 и противоположную ей плоскую поршневую поверхность 150. Вал 147 удерживается внутри
цилиндрического корпуса 149 и
имеет возможность перемещения внутри него в ответ на давление текучей среды, например, давление воздуха, которое на него воздействует. Такое давление текучей среды
вызывает перемещение узла 146 в
продольном направлении внутри корпуса 149. Когда к корпусу 149 через отверстие 152 подводят воздух под давлением, коническая ступица 148 прижимается к поверхности
сердечника 79 рулона 78 подачи пленки,
чтобы таким образом приложить к пленкоподающему рулону 78 противодействующее усилие.
Пневматическое соединение 140 также обеспечивает подачу воздуха под давлением к зацепному концу 83 вала 84 верхнего валка придания пленке направления для сохранения надлежащего натяжения по краю 73 пластиковой пленки 66 в зоне ее кромочного уплотнения 74. Этот конец 83 вала удерживается в блоке 151 клапана натяжения и воспринимает нагрузку, прилагаемую к нему пружиной 152, которая оказывает на зацепной конец 83 валка придания пленке направления усилие FS. Эта нагрузочная пружина 152 удерживает уплотняющий элемент 154 у воздушного отверстия 156, сцентрированного с ним в блоке 151 клапана натяжения. Давление воздуха через пневматическое соединение 140 обеспечивает приложение усилия FA, которое в статическом состоянии воздействует на зацепной конец 83 вала у валка придания пленке направления и которое приблизительно равно усилию, прилагаемому нагрузочной пружиной 152 к концу 83 вала. В этом состоянии сохраняется осевое давление на рулон 78 подачи пленки благодаря давлению воздуха, воздействующему на поршневую поверхность 150 узла 146 воздушного торможения, которое повышает сопротивление отводу непрерывного полотна 80 с рулона подачи пленки.
Когда натяжение пленки полотна 80 достигает весьма высокого уровня при его сматывании с рулона 78, такое натяжение обеспечивает приложение направленного вниз усилия Ff к верхнему валку 82 придания пленке направления. Это направленное вниз усилие вызывает незначительное перемещение вниз валка 82 придания пленке направления у его подвижного конца 83 с противодействием нагрузочной пружине 152. Когда нагрузочная пружина 152 сжимается, уплотняющий элемент 154, расположенный на зацепном конце 83 вала, выходит из своего уплотняющего зацепления с отверстием 156 для прохождения воздуха и таким образом обеспечивает просачивание воздуха под давлением от соединения 140 со скоростью, большей скорости подачи воздуха к системе натяжения, тем самым понижая давление воздуха в воздушном узле 146 торможения рулона подачи пленки. Затем воздух уходит из корпуса 149 и сбрасывает осевое усилие, которое коническая ступица 148 прилагает к подающему рулону 78, и таким образом уменьшает натяжение пленки 66. Это средство натяжения преимущественно выровнено с открытыми кромками пленочных панелей 70, 71, где формируются кромочные уплотнения мешков 62 прокладок из пены.
Средство уплотнения
поперечного разреза пленки
На фиг.13-15 показаны детали узла 90 уплотнения
поперечного разреза, используемого с устройством 50. Этот узел 90 режет пленочную оболочку в поперечном направлении,
при этом выбранные заранее интервалы между последовательными мешками 68 с
прокладками из пены соответствуют желательной длине мешка. Как показано на фигурах 4 и 5, узел 90 уплотнения поперечного
разреза расположен внутри кожуха 60 устройства на уровне под средством 85
приведения пленки в движение. Узел 90 включает в себя электронагревательный провод 160, который проходит в продольном
направлении между боковыми стенками кожуха 60 и рамой 58. Провод 160 удерживается
в натянутом состоянии посредством двух пружин 162, которые входят с ним в зацепление посредством двух держателей 164,
находящихся на противоположных концах провода 160. Провод 160 расположен таким
образом, что выровнен с валком 166, на котором расположена наружная втулка 167 из тефлона, и, кроме, того, провод 160
отстоит от поверхности втулки 167 на заданном расстоянии "D". Стержень 168
выполнения поперечного разреза установлен так, что он выровнен с проводом 160 и валком 167 и предпочтительно находится на
одном уровне с ними. Этот стержень 168 установлен на двух воздушных цилиндрах
169 и имеет предварительно выполненный изгиб, так что концы 170 стержня 168 слегка изогнуты назад от центра 171 этого
стержня 168. Смещение этого изгиба обозначено "В" и обеспечивает приложение
равного усилия к пластиковой пленке 66, когда она проходит через узел 90, так что выполняется надежное уплотнение
поперечного разреза и прилагается равное усилие к пластиковой пленке 66, помещенной
между стержнем 168, нагревательным проводом 160 и валком 166, как показано на фигуре 15. Предпочтительные
результаты получают при использовании изгиба, приблизительно составляющего 0,375 дюйма (9,52
мм). Образуемое уплотнение определяет хвостовую кромку 77 прокладки из пены, выполняемой устройством 50,
при этом также формируется передняя кромка 76 последующей прокладки 62 из пены.
Средство уплотнения кромки пленки
На фиг. 12 в сечении представлены детали узла 88 уплотнения
кромки пленки, который используют для формирования уплотнения 74 по боковым кромкам 73 пленки 66,
противоположным центральной линии 69 пленки. Этот узел 88 включает в себя нагревательную трубку 175,
которая вмещает в себя электронагревательный элемент 176. Горячий воздух вдувают в полую сердцевину
178 нагревательной трубки 175 и направляют к пленке 66 посредством небольшой дозирующей иглы 180.
Горячий воздух направляют к пленке 66 и к заднему уплотняющему стержню 182, предпочтительно
изготовленному из теплопроводного материала, например из алюминия. Соответствующий противоположный передний
уплотняющий стержень 184 располагают так, чтобы он был выровнен с задним уплотняющим
стержнем 182 у свободной кромки 73 пленки 66. Важно, чтобы передний уплотняющий стержень 184 также был образован
из теплопроводного материала, например из алюминия, и имел большое количество
рассеивающих тепло ребер 186, образованных на нем для формирования теплоотвода узла 88 уплотнения кромки.
Горячий воздух подают по нагревательной трубке 175, а управление потоком этого нагретого воздуха осуществляют посредством клапана 187, приводимого в действие соленоидом. Воздух подают при постоянной температуре 700oF (371oC). Однако ребра 186 рассеивания тепла, находящиеся на переднем уплотняющем стержне 184, сохраняются в "холодном" состоянии, то есть ниже температуры плавления пленки. Этим эффективно предотвращается прилипание пластиковой пленки 66 к компонентам узла уплотнения пленки, а также предотвращается отрезание горячим воздухом узкой полоски пленки от ее кромки 73.
Два стержня 182, 184 уплотнения кромки дополнительно взаимодействуют друг с другом для приложения к кромке 73 пленки давления, действующего по плоскости, которое упрочняет только что изготовленное кромочное уплотнение 74. Узел 88 уплотнения кромки пленки также используют для формирования вентиляционного отверстия 190 в мешках 68 с прокладками из пены, чтобы обеспечить отвод газов, образованных в течение пенообразующей реакции. Это может быть выполнено посредством периодического выключения соленоидного клапана 187, который управляет потоком воздуха. Когда поток воздуха прекращается, на кромке 73 не будет образовываться уплотнение 74. При этом обеспечивается возможность образования вентиляционного отверстия 190 в любом месте вдоль кромки 73 мешков 68. Предпочтительные результаты получают при расположении вентиляционного отверстия по центру кромки 73, как показано на фигуре 1.
Устройство согласно настоящему изобретению также может иметь форму альтернативного варианта конструкции 50', показанного на фигуре 18, при этом пластиковую пленку 66' подают к устройству 50' в виде двух отдельных полотен или пленочных панелей 70', 71', которые уплотняют друг с другом по их противоположным кромкам с помощью соответствующих средств. Панели 70', 71' могут подаваться обычными приводными валками 92', 93' поверх узла 86' дозирования пены и в канал или отверстие 200', частично образованное посредством двух жестких опорных элементов в форме опорных блоков 202', 203', которые обеспечивают опору для пленочных панелей 70', 71'. Компоненты пены (для ясности показан только один поток 110' и сопло 116') впрыскивают под давлением во внутреннее пространство 75' между двумя пленочными панелями 70', 71', образующими смесительную камеру 134', удерживаемую опорными элементами 202', 203'. Перемешивание и реакция пенообразования происходят в камере 134' с получением прокладки из пены. Может быть использован соответствующий узел 90' уплотнения поперечного разреза, с тем чтобы осуществлять необходимое уплотнение поперечного разреза на мешках с прокладкой. Для того чтобы обеспечить сопротивление противодавлению, создаваемому в течение реакции, опорные элементы 202', 203' могут иметь противоположные выступы 205'.
Поэтому можно понять, что в настоящем изобретении преимущественно создано устройство для получения пены, не требующее отдельной встраиваемой смесительной зоны, которую необходимо разбирать для проведения очистки. Расположение сопел и конструкция согласно настоящему изобретению позволяют убрать детали дозирования пены из распылительного узла и поместить их в мешок, который охватывает прокладку из пены. Такая конструктивная компоновка повышает надежность устройства и приводит к фактически безупречному дозированию пены.
Хотя описаны и показаны предпочтительные варианты осуществления конструкции согласно изобретению, квалифицированным специалистам в этой отрасли будет очевидно, что в нем могут быть выполнены изменения и модификации, не отклоняющиеся от существа изобретения, объем которого определен прилагаемыми пунктами формулы изобретения.
Реферат
Устройство для изготовления защитных прокладок из пены подает химически активные компоненты пены во внутреннее пространство между двумя панелями из пластиковой пленки для формирования защитных прокладок из пены. Устройство включает источник подачи пластиковой пленки и узел приведения пленки в движение, например два эластичных валка. Узел дозирования компонентов пены установлен между пленочными панелями и впрыскивает химически активные компоненты пены во внутреннее пространство, где они перемешиваются друг с другом для формирования массы расширяемой пены. Пластиковая пленка формирует гибкую смесительную камеру в зоне между двумя гибкими валками, в которой химически активные компоненты пены перемешиваются друг с другом после того, как они поданы. Это обеспечивает повышение эффективности эксплуатации устройства. 10 с. и 42 з.п. ф-лы, 19 ил.

Комментарии