Композитный материал для самоприклеивающихся этикеток и способ изготовления композитного материала с запечатанными самоприклеивающимися этикетками - RU2553037C2
Код документа: RU2553037C2
Чертежи



Описание
Предлагаемое изобретение относится к композитному материалу для самоприклеивающихся этикеток, состоящему из верхнего материала и материала подложки, которые разъемно соединены между собой посредством адгезионного клея. Далее, предлагаемое изобретение относится к способу изготовления такого композитного материала с запечатанными самоприклеивающимися этикетками.
Композитный материал вышеназванной конструкции обычно подвергают дальнейшей обработке для получения отдельных самоприклеивающихся этикеток, которые в запечатанной форме наносят на упаковки различных готовых изделий и, таким образом, создают оптический имидж упакованного продукта. Например, такие самоприклеивающиеся этикетки наносят на стеклянные или пластиковые бутылки, банки, коробки или другие типичные упаковки готовых изделий.
Так как сбыт определяют не только качество продукта, но также его оптическое оформление, то самоприклеивающиеся этикетки выполнены сегодня с очень большими издержками, кроме обычных данных об изготовителе, фирменной марке, а также информации, относящейся к продукту, содержат многочисленные элементы художественного оформления, как, например, очень похожие или стилизованные изображения предлагаемых товаров.
Для изготовления таких самоприклеивающихся этикеток применяют, как правило, способ, который схематично представлен на фиг. 1 и грубо расчленен на три фазы реализации I-III. Вначале изготовляют верхний материал 1, а также материал подложки 2. В зависимости от дальнейшего применения пригодны в этом отношении различные материалы, причем верхний материал 1, например, может быть представлен пленкой. В свою очередь, материал подложки 2 состоит, например, из бумаги, тонкого или толстого картона или пластика.
На другой фазе реализации II на одну сторону материала подложки 2 наносят силиконовый слой 3. Затем на этот силиконовый слой 3 наносят адгезионный клей 4, после чего проклеенный материал подложки 2 соединяют с верхним материалом 1. Как альтернатива, проклеен может быть также верхний материал, вследствие чего изготавливают композит с цементированной кремнием подложкой. Полученный таким образом композитный материал 5 для самоприклеивающихся этикеток может быть незамедлительно обработан дальше в запечатанные самоприклеивающиеся этикетки 6. С другой стороны, он может быть также смотан в рулоны и складирован или отправлен на дальнейшую обработку. Однако в обоих случаях композитный материал 5 для самоприклеивающихся этикеток на фазе реализации III вначале запечатывают (стрелка 7), после чего отдельные самоприклеивающиеся этикетки 6 штанцуют (стрелка 8) из изготовленного композитного материала 5, стараясь при этом не повредить материал подложки 2. Вследствие осажденного на материале подложки силиконового слоя и его поверхностных свойств адгезионный клей образует сцепление лишь с верхним материалом, так что последний как самоприклеивающаяся этикетка 6 может быть нанесен на упаковку.
Аналогичный способ для изготовления ленточного материала для самоприклеивающихся этикеток 6 описан в патентной публикации DE 3403363 А1, согласно которой обозначенный как материал для этикеток верхний материал до или после запечатывания посредством рельефного валка проклеивают и затем соединяют с подложечным слоем. После непосредственно следующего затем штанцевания готовый этикеточный материал сматывают в рулоны.
Традиционные способы изготовления самоприклеивающихся этикеток являются убыточными, в частности, для тех производителей продукции, которые нуждаются в большом количестве самоприклеивающихся этикеток. В этом причина того, что самоприклеивающиеся этикетки как средство рекламы должны соответствовать высоким оптическим требованиям, вследствие чего применяются высококачественные и высокозатратные печатные машины, которыми располагают лишь немногие производства. Самоприклеивающиеся этикетки, которые изготавливают традиционным способом, имеют, разумеется, в связи с многослойной структурой, большой вес, вследствие чего соответственно очень велики конечные транспортные и складские затраты. Напротив, установки для нанесения силиконовых и клеевых покрытий, а также штанцевальные установки сравнительно выгодны.
Задача предлагаемого изобретения состоит в том, чтобы устранить недостатки известных способов изготовления, а также недостатки известных из уровня техники композитных материалов для самоприклеивающихся этикеток. В частности, предполагается минимизировать транспортные и складские расходы.
С этой целью предлагается способ изготовления по пункту 1. Верхний материал содержит согласно изобретению первый и второй слой материала. Первый слой материала запечатывают вначале с лицевой и/или обратной стороны, а затем посредством клея для каширования соединяют со вторым слоем материала, образуя верхний материал. Эта последовательность реализации способа позволяет теперь первый слой материала после запечатывания складировать впредь до дальнейшей обработки, при этом запечатанные слои предпочтительно сматывают в рулоны. Нанесение адгезионного клея на верхний материал или на сравнительно тяжелый материал подложки и штанцевание из композитного материала отдельных самоприклеивающихся этикеток штанцевальной машиной может быть реализовано, таким образом, позже и/или даже в другом месте. За счет существенно меньшей массы, а также в связи с существенно меньшим объемом запечатанного материала соответственно снижаются транспортные и/или складские расходы.
Заявляемый способ выгоден, в частности, для изготовителя международного масштаба, при этом информация о продукте должна печататься на различных языках. В таких случаях предлагается вначале печатать первый слой материала сюжетами с более трудоемким оформлением, которые часто выполняют идентичными для разных стран. При этом информация о продукте может быть нанесена затем изготовителем на первый слой материала непосредственно на месте. С этой целью в машине для нанесения слоя силиконового и адгезионного клея предусмотрены одна или несколько дополнительных печатных установок, которые в связи со сравнительно простым изображением печатной формы могут быть выполнены, разумеется, просто и с меньшими затратами.
Предпочтительными способами печати для заявляемого согласно изобретению способа считаются, в частности, флексографический, офсетный, трафаретный (плоский и ротационный), цифровой и типографский или способ глубокой печати. Прежде всего, в цифровой печати могут быть использованы все общепринятые способы, как, например, струйная или переводная печать или печать на тонер-базе, при этом предлагаемое изобретение этим не ограничивается.
Другие предпочтительные формы осуществления способа согласно изобретению описываются ниже, а также в дополнительных пунктах формулы изобретения.
Предпочтительно, первый слой материала перед запечатыванием наносят на стабилизирующий слой и после запечатывания от него отделяют. При этом стабилизирующий слой служит для стабилизации первого слоя материала, выполненного очень тонким в процессе печати, когда на слой материала накладывают слои краски, которые могут быть существенно более толстыми, чем сам первый слой материала. Это обеспечивает более высокое качество полученному отпечатку. Предпочтительно, для повторного использования стабилизирующего слоя, после удаления первого запечатанного слоя материала на стабилизирующий слой наносят незапечатанный другой первый слой материала. Он может быть немедленно или, при необходимости, позже запечатан и соответственно дополнительно обработан.
При традиционной намотке очень тонко выполненного первого слоя материала или также тонкого верхнего материала возникает проблема, что запечатанные поверхности постоянно лежат одна поверх другой, так что рулоны могут легко оставлять изображения на незапечатанных местах, причем они на продолжительное время теряют свою форму или даже могут надрываться. В этой связи, согласно предпочтительной форме осуществления, предусмотрено, что при намотке первого слоя материала или верхнего материала рулон движется, колеблясь в осевом направлении то в одну, то в другую сторону. Таким образом при намотке достигается равномерная толщина слоя по всей ширине рулона, так как изображение в осевом направлении не всегда расположено в одном и том же положении, а перемещается туда/сюда почти вдоль поверхности.
Заявляемый способ пригоден, в частности, для ленточного композитного материала для самоприклеивающихся этикеток, состоящего из верхнего материала и материала подложки, которые разъемно соединены между собой посредством адгезионного клея. Согласно изобретению, верхний материал содержит, по меньшей мере, один первый и один второй слой материала, которые соединены между собой, что делает возможным запечатать посредством способа согласно изобретению лишь первый слой материала, который затем вместе с другим слоем материала образует верхний слой.
Предпочтительно, первый слой материала представляет собой прозрачную или непрозрачную пленку или волокнистый композит, который состоит из одного или нескольких материалов и имеет предпочтительно толщину от 9 мкм до 85 мкм. Для снижения транспортных и складских издержек тем более предпочтительно, чем тоньше первый слой материала.
Второй слой материала также состоит из пленки, волокнистого композита или другого композитного материала и имеет предпочтительно толщину материала от 20 мкм до 800 мкм. Этот слой материала благодаря своим свойствам обеспечивает первому слою материала как самоприклеивающейся этикетке функцию переноса на готовый продукт. К другим материалам относятся проклеенная бумага, полученная литьем, выдуваниемЮ или коэкструдированная пленка, прозрачная или, например, белая. Оба слоя материала соединены между собой предпочтительно клеем для каширования, который может быть приобретен везде, по умеренным ценам и в необходимом количестве. Каширование осуществляется предпочтительно способом глубокой вытяжки с растворителем, но при этом могут быть использованы также другие технологии для изготовления кашированных композитных материалов.
Материал подложки, называемый также покровным материалом, состоит предпочтительно из имеющихся повсеместно в продаже полностью цементированных кремнием материалов, как, например, бумага или пластик, которые упрочнены силицированной поверхностью. При этом верхние материалы могут быть удалены без остатка адгезионным клеем. Этот адгезионный клей представляет собой, например, клей-расплав (hotmelt), причем предпочтительно используют UV-отверждаемый клей, термоклей или клей, который может переноситься тепловым способом. Для нанесения клея применяют предпочтительно способы с непосредственным контактом, как, например, щелевыми соплами или щелевое сопло с вращающимся ракелем, или без непосредственного контакта, как, например, способом нанесения покрытия поливом.
Другие предпочтительные конструктивные варианты, а также конкретные формы осуществления изобретения поясняются ниже на основе чертежа. При этом показаны:
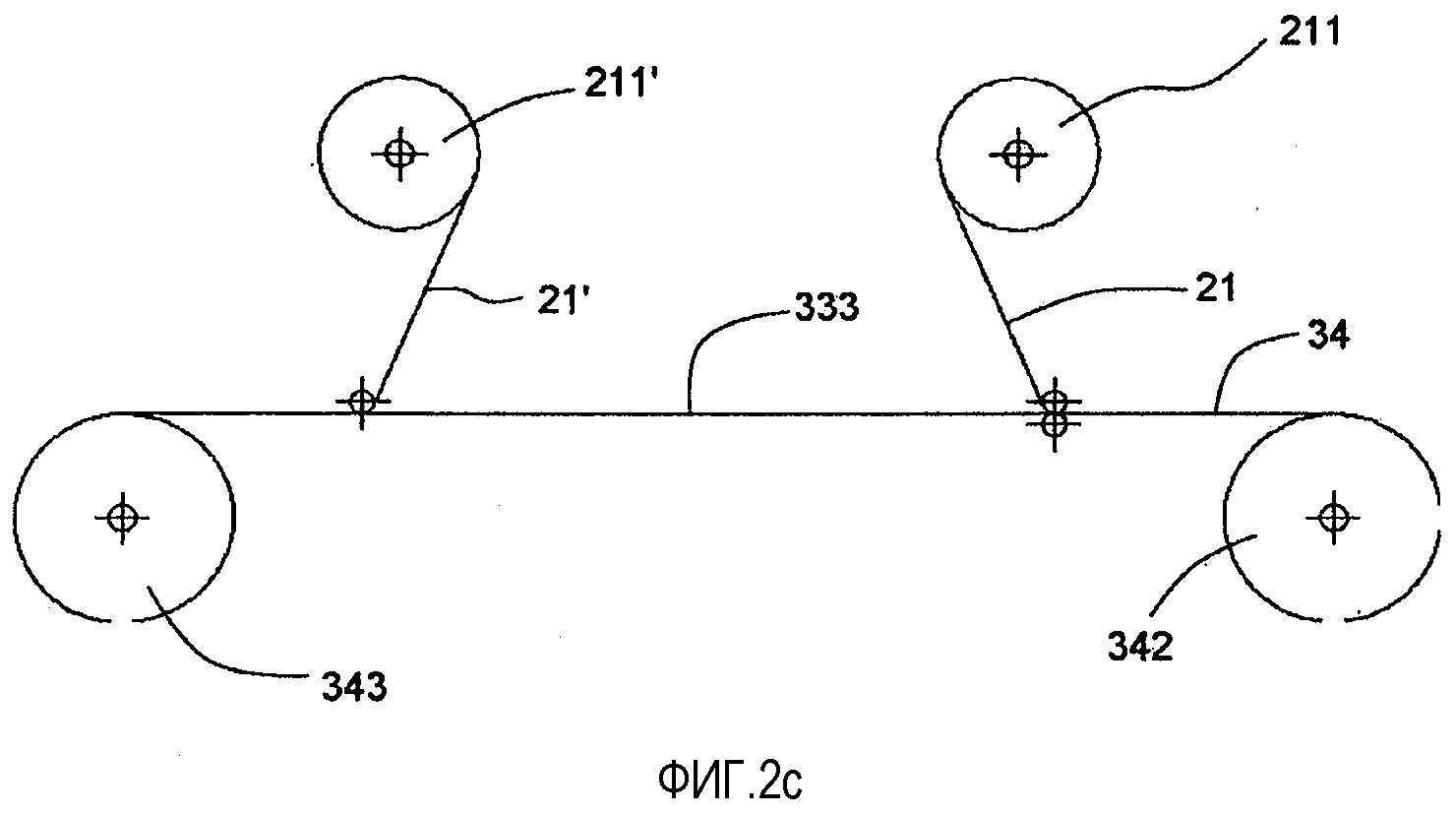
Фиг.2а-с - схематично последовательность способа запечатывания первого слоя материала и
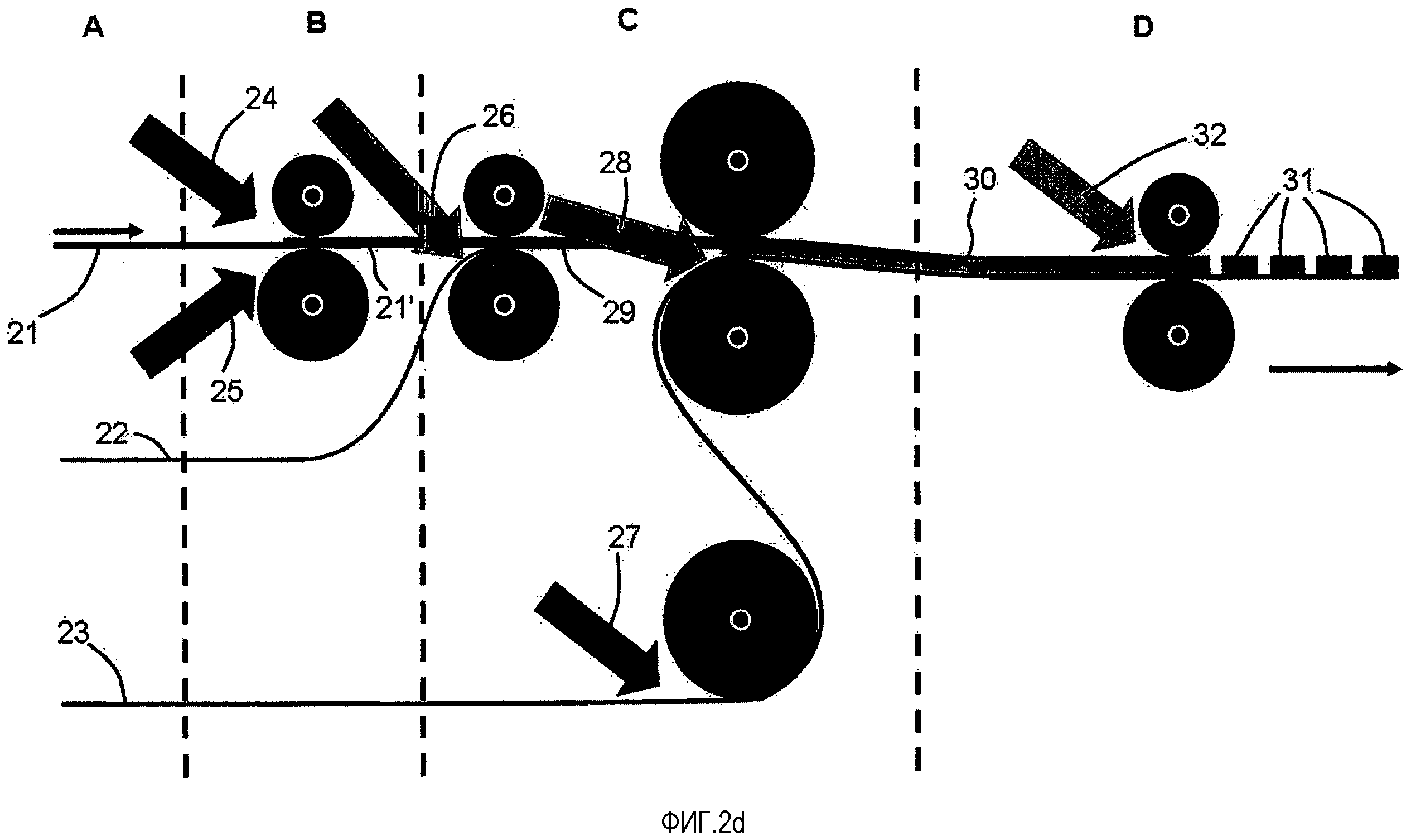
Фиг.2d - схематично последовательность способа дальнейшей обработки первого слоя материала для получения самоприклеивающейся этикетки с фазами А-D реализации способа.
На первой фазе А реализации способа (фиг. 2d) изготавливаются как первый, так и второй слой материала 21, 22, а также материал подложки 23. Затем первый слой материала 21 на второй фазе В реализации способа (фиг. 2d) запечатывают с лицевой 24 и/или обратной стороны 25, при этом первый слой материала 21 посредством клея 33 временно наносят на стабилизирующий слой 34 (фиг. 2а). При этом запечатывание с лицевой и обратной стороны означает запечатывание слоя материала спереди 24 и соответственно сзади 25. Стабилизирующий слой 34, равно как и первый слой материала 21, наматывают при этом на катушки 211, 341 и впредь до дальнейшей обработки как композитный материал сматывают в рулон 342. Затем композитный материал из первого слоя материала 21 и стабилизирующего слоя 34 могут запечатывать (фиг. 2b), после чего запечатанный композитный материал вновь сматывают в рулон 343. Наконец, на следующей фазе реализации способа (фиг. 2с) запечатанный первый слой материала 21' снимают со стабилизирующего слоя 34, причем слой клея 333 остается на стабилизирующим слое 34, так что на стабилизирующий слой 34 сразу же может быть нанесен и соединен в композитный материал 34 другой незапечатанный первый слой материала 21 с рулона 211. После этого может быть начат дальнейший процесс печатания.
Запечатанный, очень тонкий первый слой материала 21' согласно вышеописанному способу может быть смотан и складирован и/или транспортируется, так что дальнейшие фазы (С, D) реализации способа могут осуществляться, при необходимости, в другом месте. Таким образом, оказывается, что должен транспортироваться лишь очень тонкий, запечатанный первый слой материала, вследствие чего транспортные расходы, в частности, многократно снижаются.
На третьей фазе С реализации способа отдельные слои последовательно соединяют друг с другом, причем вначале посредством клея для каширования 26 первый слой материала 21' соединяют со вторым слоем материала 22 в верхний материал 29. Параллельно с этим, материал подложки 23 покрывают вначале силиконом 27, а затем посредством адгезионного клея 28 соединяют с верхним материалом 29, так что появляется запечатанный композитный материал 30 для самоприклеивающихся этикеток. Из него на последней фазе D реализации способа штанцуют отдельные самоприклеивающиеся этикетки 31 (стрелка 32), которые отправляют в смотанном в рулон состоянии. Позже самоприклеивающиеся этикетки посредством раздаточного устройства наносятся на товары или на упаковки готовых изделий.
Реферат
Изобретение относится к способу изготовления композитного материала с запечатанными самоприклеивающимися этикетками, состоящего из верхнего материала и материала подложки, при этом верхний материал разъемно соединен с материалом подложки посредством адгезионного клея. Верхний материал состоит из одного первого и одного второго слоя материала, и вначале запечатывают с лицевой и/или обратной стороны первый слой материала, а затем посредством клея для кэширования соединяют с одним вторым слоем материала, образуя верхний материал, где первый слой материала перед запечатыванием наносят на стабилизирующий слой и после запечатывания от него отделяют и первый слой материала представляет собой пленку толщиной от 9 мкм до 85 мкм. 4 з.п. ф-лы, 5 ил.
Комментарии