Оборудование и способ изготовления картонных трубок - RU2657693C2
Код документа: RU2657693C2
Чертежи


Описание
Настоящее изобретение относится к оборудованию и способу изготовления картонных трубок, в частности предназначенных для бумагоперерабатывающей промышленности.
Известно, что в установках для переработки бумаги машина для «формирования трубок» обеспечивает изготовление жестких картонных трубок (также называемых «гильзой»), на которые наматывают бумагу для образования рулона или «лога», который впоследствии разделяют на большее число элементов, имеющих заданную длину, для получения рулонов туалетной бумаги, рулонов бумажных полотенец и т.д.
Каждую трубку получают из картонных лент, подаваемых посредством соответствующих бобин, которые наматывают по спирали на металлический шпиндель с горизонтальной осью и приклеивают одну к другой для формирования самонесущего трубчатого конструктивного элемента. Как правило, используют две или три картонные ленты в зависимости от заданной толщины гильз, подлежащих изготовлению. Также существует возможность изготовления трубчатых гильз из одной картонной ленты и наличия выполненных по специальному заказу устройств подачи картона. Картонные ленты частично накладывают друг на друга, и посредством ремня в виде восьмерки их наматывают на два направляющих ролика, вращают вокруг оправки и толкают вперед, тем самым получая трубчатую картонную гильзу, которая перемещается вперед вдоль того же шпинделя. Указанный ремень также наматывается вокруг шпинделя для ввода в контактное взаимодействие с картонными лентами. Посредством соответствующего режущего устройства трубчатую картонную гильзу отрезают на заданную длину, которая по существу соответствует длине логов, подлежащих изготовлению посредством других машин, которые обычно называют «перемоточными станками».
Картонные ленты поступают из подающих устройств, содержащих бобины, с которых те же картонные ленты разматываются по прямой траектории между каждым подающим устройством и шпинделем машины для формирования трубок. Поскольку шпиндель обычно расположен на расстоянии над основанием машины для формирования трубок, составляющем приблизительно один метр, пространство между устройствами подачи картона и машиной для формирования трубок занято картонными лентами. Следовательно, невозможно разместить устройства подачи картона и машину для формирования трубок напротив друг друга, в противном случае операторы не смогли бы свободно перемещаться между ними, и размещение устройств подачи картона и машин для формирования трубок требует более широкого пространства.
Основная задача настоящего изобретения состоит в устранении или, по меньшей мере, в значительном уменьшении вышеупомянутых недостатков.
Данный результат достигается в соответствии с настоящим изобретением посредством принятия идеи выполнения устройства и реализации способа, имеющих отличительные признаки, указанные в независимых пунктах формулы изобретения. Другие признаки настоящего изобретения описаны в зависимых пунктах формулы изобретения.
Благодаря настоящему изобретению существует возможность наличия устройства подачи картона и предназначенной для формирования трубок машины, обращенных друг к другу, при этом, тем не менее, они не препятствуют свободному перемещению оператора между ними, и, следовательно, обеспечивается преимущество размещения устройства подачи картона и машины для формирования трубок в соответствии с наиболее эффективной схемой размещения. Кроме того, реализация настоящего изобретения требует очень малых затрат, если соотнести их с преимуществами.
Эти и другие преимущества и признаки настоящего изобретения станут более понятными любому специалисту в данной области техники из нижеприведенного описания и приложенных чертежей, которые приведены в качестве примера практического осуществления изобретения, но которые не следует рассматривать в ограничительном смысле и в которых:
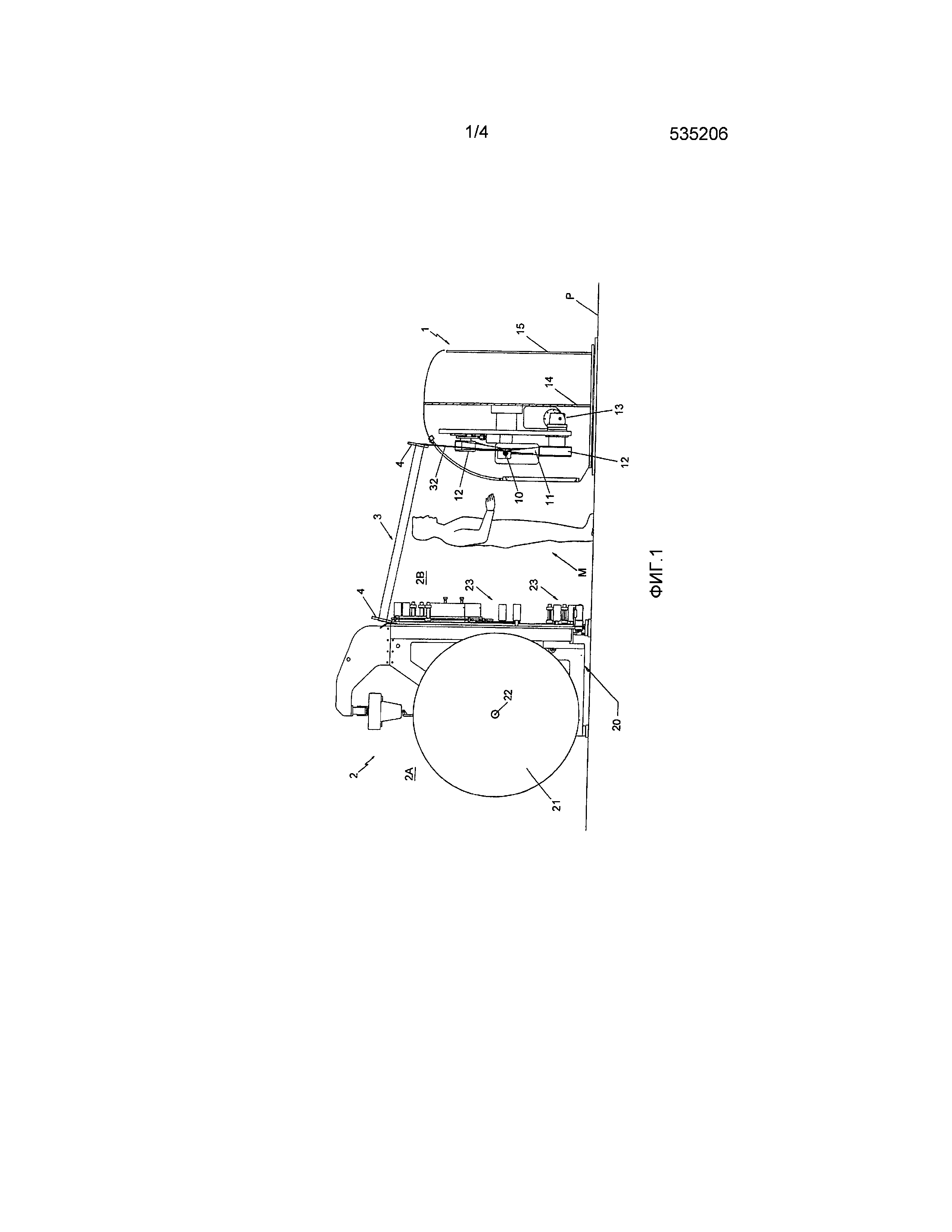
фиг.1 представляет собой схематический вид сбоку оборудования в соответствии с настоящим изобретением;
фиг.2 представляет собой схематический вид сверху оборудования, показанного на фиг.1;
фиг.3 представляет собой схему, которая показывает траекторию, по которой следуют картонные ленты;
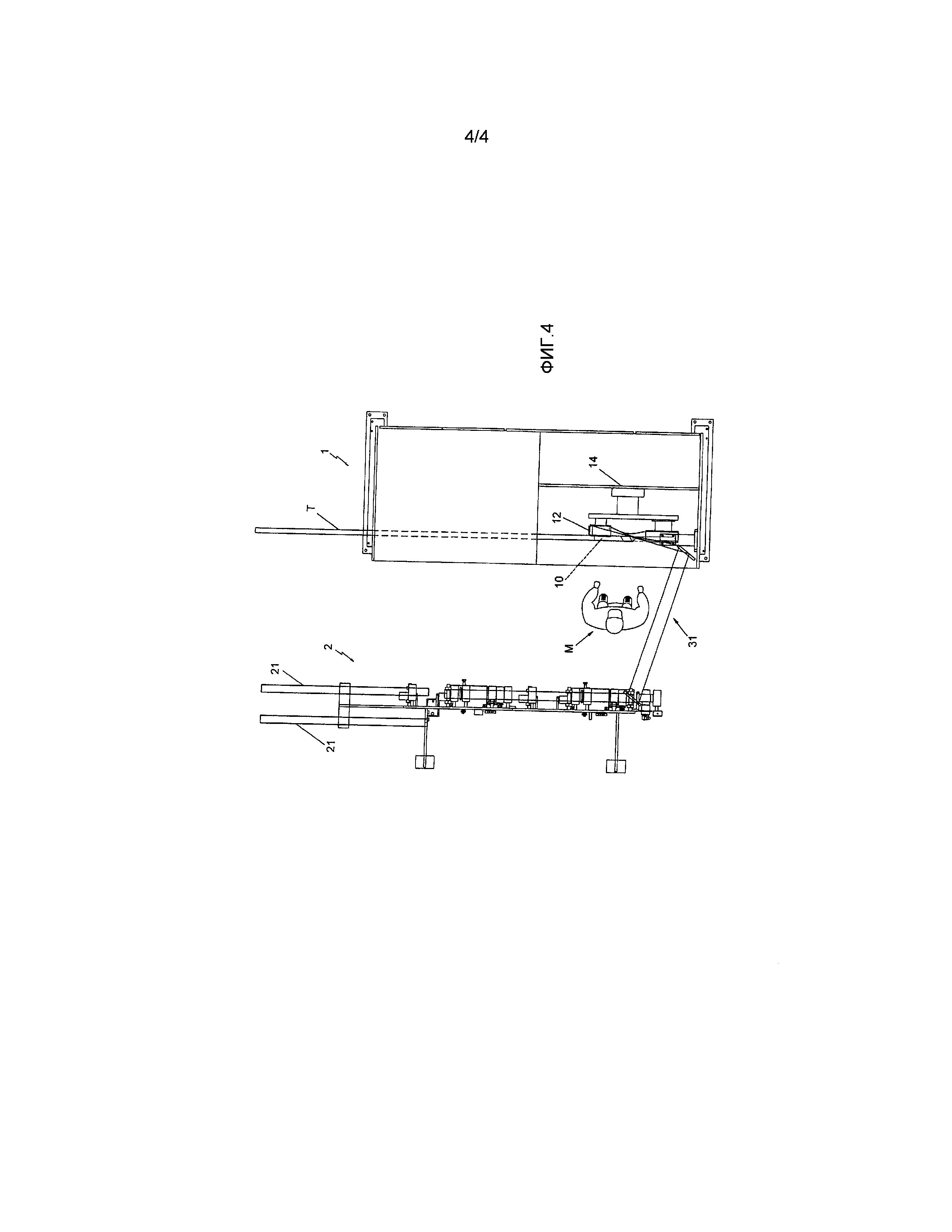
фиг.4 показывает другое расположение бобин, посредством которых подаются картонные ленты.
Приведенное только в виде базовой конструкции и со ссылкой на приложенные чертежи оборудование в соответствии с настоящим изобретением содержит машину (1) для формирования трубок и подающее устройство (2), которое снабжает машину для формирования трубок картоном, необходимым для формирования картонных трубок. Машина (1) для формирования картонных трубок и подающее устройство (2) сами по себе известны. В частности, в отношении примера, показанного на приложенных чертежах, можно указать, что машина (1) для формирования трубок представляет собой машину такого типа, которая содержит шпиндель (10), «обмотанный» ремнем (11), намотанным на два шкива (12) для образования фигуры в виде восьмерки. Один из указанных шкивов соединен с редукторным электродвигателем (13), в то время как другой шкив может свободно вращаться вокруг его собственной оси. Узел, образованный редукторным электродвигателем (13), шкивами (12) и шпинделем (10), опирается на конструкцию (14), защищенную корпусом (15). Ремень (11) тянет картонные ленты (3) с нанесенным слоем клея, поступающие из подающего устройства (2), и осуществляет их намотку на шпиндель (10), обеспечивая их одновременное перемещение, параллельное продольной оси шпинделя. Машина для формирования трубок данного типа описана, например, в WO 95/10400 и WO 95/10399.
Подающее устройство (2) представляет собой устройство такого типа, которое содержит опорную конструкцию (20), которая с одной стороны (2А) обеспечивает опору для одной или более бобин (21) с горизонтальной осью (22), с которых разматываются картонные ленты (3), и с другой стороны (2В) обеспечивает опору для ряда роликов для направления и натяжения картонных лент (3) и для множества резервуаров, содержащих жидкий клей, который наносится на нижнюю сторону тех же самых картонных лент (3), которые тянет ремень (1), как раскрыто выше. Конструкция (20) имеет ряд щелей (25), через которые картонные ленты (3) бобин (21) могут проходить от стороны (2А) к стороне (2В) конструкции (20). На практике, проходя вперед вдоль направления (D), параллельного стороне (2В) конструкции (20), картонные ленты (3) получают заданное количество жидкого клея на их нижней стороне. Подающее устройство с такой конструкцией и функционированием описано в US7407470.
В соответствии с настоящим изобретением машина (1) для формирования трубок и подающее устройство (2) предпочтительно предусмотрены с направляющими средствами, выполненными с возможностью принудительного направления картонных лент (3) для их входа в машину (1), предназначенную для формирования трубок, сверху. Например, указанные направляющие средства образованы роликами (4), соответственно размещенными со второй стороны (2В) конструкции (20) и поверх корпуса (15). Таким образом, машина (1) для формирования трубок и подающее устройство (2) могут быть размещены напротив друг друга (как показано на фиг.2), и может быть обеспечен свободный доступ к пространству между машиной (1) для формирования трубок и подающим устройством (2), так что имеется более рациональная схема размещения машин, и оператор (М) может свободно перемещаться между ними для управления обеими машинами, не будучи вынужденным постоянно перемещаться вокруг них.
На фиг.3 картонная лента (3) следует по траектории, которая имеет первый участок (30) между пазом (25) конструкции (20) и точкой, находящейся на заданной высоте относительно пола (Р), на который опираются подающее устройство (2) и машина (1) для формирования трубок, второй участок (31), висящий над пространством между подающим устройством (2) и машиной (1) для формирования трубок, и третий участок (32), который «входит» сверху в машину (1) для формирования трубок из верхнего отверстия корпуса (15) и доходит до шпинделя (10). Например, указанный второй участок (31) находится на высоте над полом, превышающей 1,70 м.
На фиг.2 картонная трубка, которая выходит из машины (1) для формирования трубок, обозначена ссылочной позицией «Т».
Фиг.2 показывает, в частности, машину (1) для формирования трубок и подающее устройство (2) со шпинделем (10), ориентированным параллельно оси (22), которая служит опорой для бобин (21), так что машина (1) для формирования трубок и подающее устройство (2) расположены идеально напротив друг друга.
В соответствии с настоящим изобретением способ изготовления картонных трубок включает использование машины (1) для формирования трубок, выполненной со средствами для формирования картонных трубок посредством картонных лент (3), наматываемых по спирали на формообразующий шпиндель (10), включает использование устройства (2) для подачи указанных картонных лент и включает использование направляющих средств (4) для направления картонных лент (3) по заданной траектории (пути) (30, 31, 32) между подающим устройством (2) и машиной (1) для формирования трубок, при этом на последнем участке (32) указанной траектории картонные ленты (3) поступают в машину (1) для формирования трубок, и на указанном последнем участке (32) картонные ленты (3) поступают сверху в машину (1) для формирования трубок, при этом указанный последний участок (32) представляет собой участок для опускания на указанной траектории.
Промежуточный участок (31) указанной траектории (30, 31, 32) находится над пространством между машиной (1) для формирования трубок и подающим устройством (2).
В равной степени предпочтительное решение в соответствии с настоящим изобретением предусматривает другое размещение промежуточного участка (31), который в отличие от его размещения над пространством между машиной (1) для формирования трубок и подающим устройством (2) находится на высоте над полом, которая меньше заданной величины (например, на высоте, составляющей менее 30 см). В этом случае последний участок (32) представляет собой участок для подъема на указанной траектории. Для избежания ситуации, при которой указанный промежуточный участок создает препятствие для оператора, в этом случае он может быть расположен на ступенчатом выступе, который позволяет тому же оператору перейти через промежуточный участок, когда это необходимо. Или же в этом случае указанный промежуточный участок (31) может проходить в коробчатой направляющей, предусмотренной в полу.
В каждом из двух случаев, описанных выше, то есть как в случае, когда промежуточный участок (31) указанной траектории находится над пространством между машиной (1) для формирования трубок и подающим устройством (2), так и в случае, когда указанный промежуточный участок (31) находится на уровне, достаточно низком для обеспечения возможности свободного перемещения оператора между машиной (1) для формирования трубок и подающим устройством (2), получают заданный результат.
В соответствии с примером, показанным на фиг.4, бобины (21), обеспечивающих подачу картонных лент (3), расположены так, что их оси ориентированы перпендикулярно к оси шпинделя (10), так что производственная система в целом делается еще более компактной.
На практике детали исполнения могут варьироваться любым эквивалентным образом в том, что касается отдельных описанных и проиллюстрированных элементов и их взаимного расположения, без отхода от объема принятого решения и, таким образом, остаются в пределах объема защиты, предоставленной настоящему патенту.
Реферат
Оборудование для изготовления картонных трубок содержит машину (1) для формирования трубок, выполненную со средствами для формирования картонных трубок посредством картонных лент (3), наматываемых по спирали на формообразующий шпиндель (10), подающее устройство (2) для подачи указанных картонных лент и направляющие средства (4) для направления картонных лент (3) по заданной траектории (30, 31, 32) между подающим устройством (2) и машиной (1) для формирования трубок, при этом на последнем участке (32) указанной траектории картонные ленты (3) поступают в машину (1) для формирования трубок. Направляющие средства (4) расположены и функционируют по указанной траектории так, что на указанном последнем участке (32) указанной траектории картонные ленты (3) поступают сверху или снизу в машину (1) для формирования трубок, так что указанный последний участок (32) представляет собой участок опускания или подъема на указанной траектории. 2 н. и 5 з.п. ф-лы, 4 ил.
Комментарии