Смазочный материал для горячей обработки стали давлением - SU1632373A3
Код документа: SU1632373A3
Описание
Из бретение относится к смазочному материалу, предназначенному для применения при горячей обработке металлов давлением.
Цель изобретения - повышен е водостойкости и толщины смазочной пленки материала.
Для приготовления смазочного ма- териала используют в качестве твердого смазочного наполнителя графит и/или дисульфид молибдена, в качестве зл густнтеля - соединение, выбранное группы, включающей полисахариды, полиакриловую кислоту, полнвинилпнрро- лндон, глину, и в качестве связуте- го - клрбокснлированный стиролбутл- диеновый латекс с содержанием в нем 60-90 мас.Х стирола.
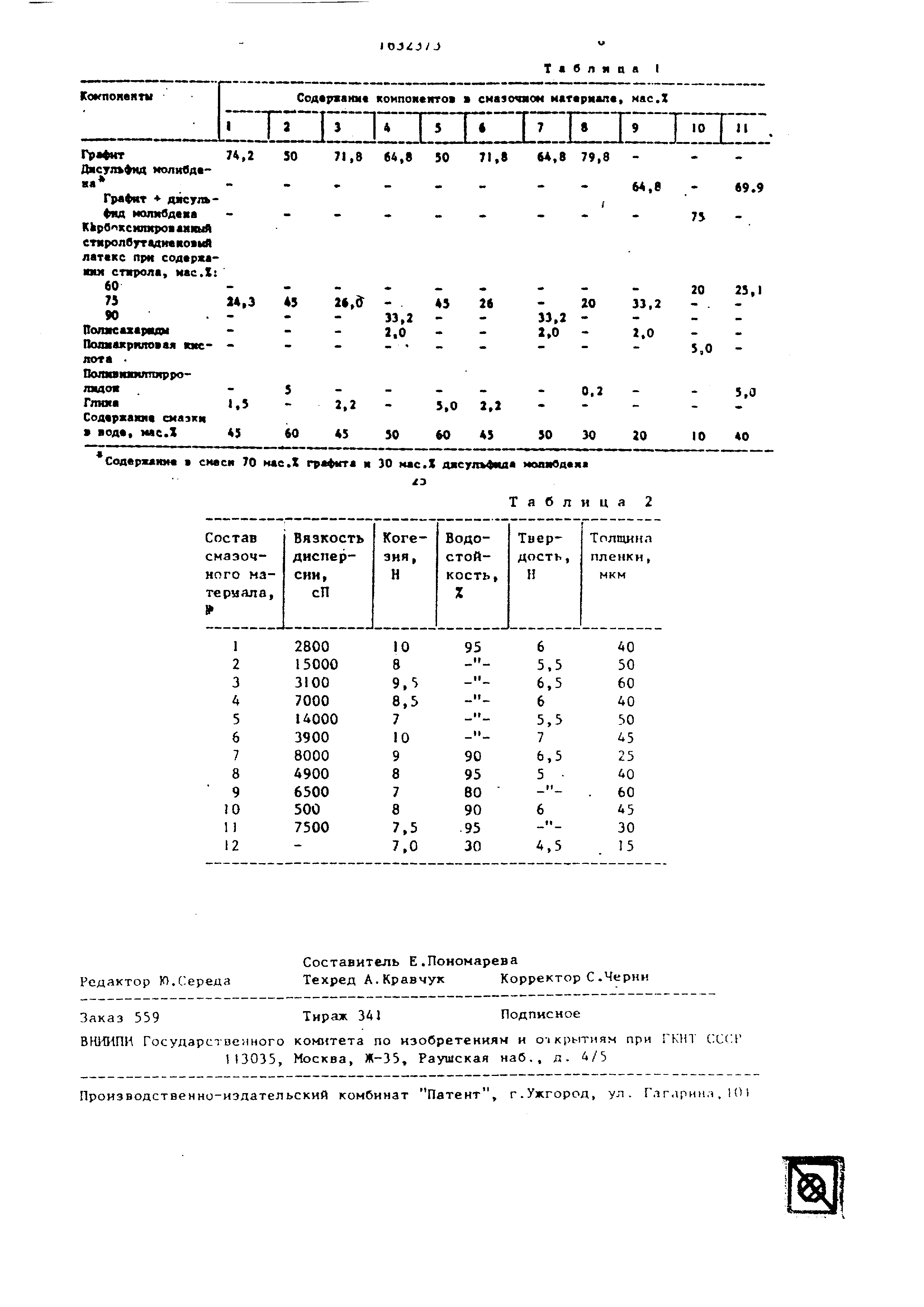
Из числа твердых смазочных материалов графит дает особенно хорошие результаты и предпочтительно использование графита с высокой чистотой, например свыше 96Ј и со средним размером зерен не более 300 мкм. Наилучшие результаты достигаются применением графита 99,5%. чистоты со средним размером зерен JOO мкм. Смазочный материал представляет собой 40-60%-ную водную дисперсию. Вязкость дисперсии предпочтительно составляет 500-15000 сП при 10-30°С. Смазочный материал готовят простым смешением компонентов в воде. Состав смазочного материала приведен в табл.1.
оэ
СО
ю
ОЭ
1
со
О
Для сравнительных испытаний был приготовлен СОСТЕВ известного смазочного материала (состав 12), который представляет собой ЗОХ-ную водную дисперсию смазки, включающей следующие компоненты, мас.%:
Графит54
Полнфосфат 11
Буру5
Силикат натрия 10
Полиэтилен 1В
Алкилцеллюлоза 2
Водную дисперсию можно наносить на инструмент с температурой 80- 350РС и более. При этом в реэульта- те соприкосновения с горячей поверхностью водный носитель дисперсии испаряется и образуется пленка смазочного материала равномерной тол- цины. Пленка смазочного материала является гомогенной, а значительной степени водостойкой, так как не смывается водой, пленка при этом не набухает. Смазочный материал пригоден для смтки инструмента, например оправки, стержня оправки или матрицы , при их применении при обработке заготовок, например, гильз или Tpy6v в частности при термомеханичес кой обработке стали и прокатке гильз для получения бесшовных труб на трубопрокатных станах с 6-8 клетями, при необходимости и на пилнгрнмопых станлх, в прессах для прессования прутков или ковочных прессах,
Смлзочнне материалы составов & 1-12 игпытынали на трубопрокатных станлх с 6-8 клетями. В процессе испытания оценивали когеэнонные свойства смазочного материала (силу сцепления смазочного материала с поверхностью металла), водостойкость, которую определяли по количеству (%) смлзочной пленки нерастворимой о воде , тлордость пленки, определяемую методом иаряпанъя (по Сиккенсу) при 150-260°С, толщину планки и вязкость
водной д:сперсии смазочного материала . Результаты испытаний приведены в табл.2.
Как видно из данных табл.2, водостойкость предлагаемого смазочного материала в 3 раза превышает известный , при этом толщина смазочной пленки на поверхности металла повы- шается с 15 до 40-60 мкм.
Формула изобретения
Смазочный материал для горячей обработки стали давлением, содержащий воду и смазку, включающую твердый смазочный наполнитель, загуститель и связующее, отличающийся тем, что, с целью повыше- 0 ния водостойкости и толщины смазочной пленки материала, смазка в качестве твердого смазочного наполнителя содержит графит и/или дисульфид молибдена, в качестве загустителя 5 соединение, выбранное из группы, ,включающей полисахариды, полиакрило- :вую кислоту, поливинилпирролидон, |глину, и в качестве связующего - карбоксил ированный стиролбутадненовый 0 латекс с содержанием в нем 60- 90 мас-% стирола при следующем соотношении компонентов в расчете на смазку, мас.%:
Графит и/или дн5 сульфид молибдена 50,0-79,8 Карбоксилиров энный стиролбутядненовый латекс с содержанием в нем 60-90 мас.1 0 стирола20-45
Загуститель, выбранный из группы, включающей полисахлрнды, полиакриловую кислоту, 5 поливннллпирролидон,
глину0,2-5,0
при содержании в смазочном материале 40-60 мас.% см.чзки и до 100 мас.% воды.
Т О л я n a I
Реферат
Изобретение относится к смазочным составам. С целью повыоення водостойкости к толщины смазочной пленки материала смазка содержит следующее соотношение компонентов в расчете на смазку, мае.: графят и/или дисульфид молибдена 50,0-79,8; карбоксили- ровэнный стиролбутадиеновый латекс с содержанием в нем 60-90 мае Л стирола 20-45, загуститель, выбранкалй из группы, включающей полисахариды, полиакриловую кислоту, поливинилпирро- лидон, глину 0,2-5,0, при содержании в смазочном материале 40-60 смазкн и до 100 мае. веды. Водостойкость нового смазочного материала в 3 раза превышает известный, при этом толщина смазочной пленки на поверхности металла повышается с 15 до 40-60 мкм. 2 табл. i (/)
Формула
Комментарии