Способ изготовления заготовок для упаковок для потребительских товаров - RU2649947C2
Код документа: RU2649947C2
Чертежи
Описание
Настоящее изобретение относится к способу изготовления множества заготовок из непрерывной полосы материала. В частности, настоящее изобретение относится к способу изготовления заготовок для применения в упаковке потребительских товаров, таких как курительные изделия.
Известно, что потребительские товары, такие как, например, удлиненные курительные изделия, упаковывают в тару, образованную из согнутых слоистых заготовок. Например, удлиненные курительные изделия, такие как сигареты и сигары, обычно продают в пачках с шарнирной крышкой, имеющих коробку для размещения курительных изделий и крышку, соединенную с коробкой по шарнирной линии, проходящей через всю заднюю стенку тары. Внутри тары часто предусмотрен внутренний каркас. При использовании крышку поворачивают вокруг шарнирной линии для открывания пачки и, таким образом, получения доступа к курительным изделиям, находящимся внутри коробки.
Такие пачки обычно изготавливают из слоистых картонных заготовок. Например, заготовки внутреннего каркаса обычно вырезаны из полосы непрерывного материала, подаваемой из бобины или катушки, с помощью обычного режущего оборудования. Внутренние каркасы и другие части тары, а также создание структуры для тары могут быть использованы для различия торговых марок или для предоставления другой информации потребителю. Тем не менее предоставление нескольких внутренних каркасов разной формы или других частей тары может замедлить производственный процесс из-за значительного времени переключения между одной формой резки и другой.
В документе US 1988462 описан способ изготовления множества пакетов из полотна материала, при этом полотно материала содержит множество отверстий, расположенных с промежутками в продольном направлении вдоль полотна. Полотно материала согнуто и герметично закрыто с образованием трубы, и несколько прямых поперечных разрезов выполнено сквозь трубу для формирования множества трубчатых заготовок. Нижний конец каждой заготовки затем сгибают и герметично закрывают с формированием пакета.
В документе WO-A-2011/003926 описан способ изготовления множества отдельных внутренних каркасов с по меньшей мере двумя разными формами из непрерывной полосы материала. Нестандартные режущие средства, содержащие несколько режущих лезвий разной формы, могут применяться для вырезания различных форм внутренних каркасов из полосы материала. Соседние заготовки вложены друг в друга, так что вырезанная часть одного внутреннего каркаса сопрягается с выступающей частью соседнего внутреннего каркаса вдоль непрерывной полосы. Вырезанные части и выступающие части могут иметь взаимно соединяющиеся формы, при этом соседние внутренние каркасы подняты или опущены относительно друг друга для их разделения.
Было бы желательно предоставить способ, который может обеспечить изготовление заготовок, обладающих новыми формами, но с использованием существующего высокоскоростного режущего оборудования.
Согласно первому аспекту изобретения предоставлен способ изготовления множества заготовок из непрерывной полосы материала, при этом способ включает этапы предоставления непрерывной полосы материала, содержащей множество вырезов, расположенных с промежутками вдоль продольного направления полосы, и разрезания непрерывной полосы вдоль множества линий разреза для формирования множества заготовок, при этом каждая линия разреза содержит прямую поперечную секцию и изогнутую секцию. Согласно изобретению линии разреза расположены с промежутками вдоль продольного направления полосы и каждая линия разреза пересекает соответствующий вырез в полосе в изогнутой секции линии разреза, так что каждая линия разреза вместе со своим соответствующим пересеченным вырезом соответствует кромке одной из множества заготовок. Предпочтительно линия разреза вместе со своим соответствующим пересеченным вырезом соответствует кромке двух заготовок из множества заготовок, в частности задней кромке первой заготовки и передней кромке последующей заготовки, при рассмотрении в направлении обработки.
Термин «пересекает» используется здесь для обозначения того, что линия разреза проходит через область выреза или касается ее. Например, если вырез имеет геометрическую форму круга, линия разреза пересекает вырез, при этом линия разреза проходит по касательной к вырезу или проходит через область выреза симметричным или асимметричным образом. В другом примере, если вырез имеет геометрическую форму многогранника, линия разреза пересекает вырез, при этом линия разреза проходит через область выреза, образует кромку многогранника или касается угла многогранника.
Термин «множество» относится к количеству объектов, превышающему единицу, но точное количество объектов во множестве зависит от нескольких факторов. Например, «множество заготовок» зависит от длины полосы материала и длины каждой заготовки, вырезанной из полосы материала. Например, для бобины длиной 10 м и заготовки (например, внутреннего каркаса) длиной 10 см, множество заготовок может относиться к 100 заготовкам. Однако если длина заготовок равна лишь 5 см, множество заготовок может относиться к 200 заготовкам для бобины длиной 10 м и 2000 заготовок для бобины длиной 100 м.
Способ согласно изобретению является преимущественным, поскольку в нем может применяться существующее традиционное высокоскоростное режущее оборудование для изготовления заготовок, обладающих новой формой. Сочетание вырезов и линий разреза в непрерывной полосе дает в результате множество заготовок, форма которых отличается от формы заготовок, изготовленных с помощью лишь традиционных линий разреза. Несмотря на это, заготовки можно изготавливать с помощью существующего режущего оборудования. Более того, размер заготовки (в продольном направлении) может отличаться от продольного промежутка между традиционными линиями разреза путем простого выбора соответствующей формы и размера выреза. Дополнительное преимущество изобретения заключается в том, что части материала, расположенные рядом с каждой линией разреза, которые могут представлять собой соседние заготовки, могут быть отделены друг от друга после разрезания путем разрыва вдоль продольного направления полосы, то есть в направлении обработки, независимо от формы выреза. Не требуется подъем или опускание соседних частей материала.
В предпочтительном варианте осуществления непрерывная полоса материала предоставляется с предварительно выполненными в ней вырезами. Затем выполняется этап разрезания непрерывной полосы вдоль множества линий разреза, например на стандартном высокоскоростном режущем оборудовании.
Альтернативно способ может дополнительно включать этап формирования множества вырезов в непрерывной полосе материала. В этом варианте осуществления сначала выполняются вырезы в непрерывной полосе материала, затем непрерывная полоса материала, содержащая вырезы, разрезается вдоль множества линий разреза. Вырезы могут быть выполнены любым подходящим механизмом, например, с помощью вращающегося колеса, содержащего несколько лезвий, прикрепленных к вращающемуся колесу, с помощью штанцевого инструмента или с помощью лазера. Вырезы могут быть вырезаны из полосы материала перед наматыванием полосы материала на бобину для дальнейшего использования в упаковочной машине. Альтернативно или дополнительно, некоторые или все вырезы могут быть вырезаны из полосы материала после разматывания полосы материала с бобины при использовании в упаковочной машине. Альтернативно или дополнительно, части, отделенные от полосы материала, также могут быть разрезаны после отделения от полосы материала.
В предпочтительном варианте осуществления разрезание непрерывной полосы вдоль множества линий разреза для формирования множества заготовок выполняют без образования отходов. То есть, предпочтительно каждая из множества линий разреза со своим соответствующим пересеченным вырезом соответствует первой кромке заготовки с одной стороны линии разреза и второй кромке, противоположной первой кромке, заготовки с другой стороны линии разреза. Первая кромка может представлять собой заднюю кромку первой заготовки. Вторая кромка может представлять собой переднюю кромку последующей заготовки при рассмотрении в направлении обработки. То есть, вдоль части линии разреза, не пересекающей вырез, форма первой кромки одной конкретной заготовки соответствует форме второй кромки соседней заготовки. Две соседние заготовки сопряжены друг с другом вдоль части линии разреза, не пересекающей вырез.
Альтернативно каждая из множества линий разреза со своим соответствующим пересеченным вырезом может соответствовать кромке лишь одной заготовки. В этом случае между каждой заготовкой есть полоска неиспользуемого материала.
Сочетание формы линии разреза, формы выреза и ориентации выреза относительно линии разреза могут быть выбраны таким образом, чтобы кромка по меньшей мере одной из множества заготовок не содержала подрезанного углубления. В данном техническом описании термин «подрезанное углубление» используется для обозначения углубления в кромке заготовки, имеющего такую форму, при которой, если бы углубление было полностью заполнено материалом (который может являться или не являться частью соседней заготовки), и при этом кромка выпуклой части материала сопрягалась с кромкой углубления, оно бы препятствовало разделению заготовки и материала вдоль продольного направления. Примером подрезанного углубления является охватывающая часть двух сопряженных элементов мозаичной головоломки.
Альтернативно способ может дополнительно включать этап выбора сочетания формы линии разреза, формы выреза и ориентации выреза относительно линии разреза таким образом, чтобы кромка по меньшей мере одной из множества заготовок содержала подрезанное углубление.
Если бы непрерывная полоса материала без вырезов была разрезана вдоль множества линий разреза, имеющих соответствующую форму для создания заготовок, имеющих кромки, содержащие одно или несколько подрезанных углублений, то соседние заготовки было бы невозможно разделить вдоль продольного направления полосы. Это могло бы затруднить разделение отдельных заготовок. Тем не менее, согласно изобретению, кромка по меньшей мере одной из множества заготовок может содержать подрезанное углубление, но соседние заготовки или соседние части материала по-прежнему могут быть выполнены с возможностью разделения вдоль продольного направления полосы. Это возможно благодаря тому, что кромка заготовки содержит линию разреза вместе с ее соответствующим пересеченным вырезом, а не только линию разреза как в конструкциях из известного уровня техники. Линия разреза и вырез могут быть выбраны и выровнены таким образом, чтобы кромка заготовки содержала подрезанное углубление, несмотря на то, что линия разреза не содержит подрезанное углубление. Поскольку вырезы выполнены в непрерывной полосе материала перед этапом разрезания полосы вдоль линий разреза, соседние заготовки или соседние части материала могут быть выполнены с возможностью разделения вдоль продольного направления полосы. Это делает разделение отдельных заготовок более простым.
Способ может дополнительно включать этап разделения заготовок в продольном направлении полосы после этапа разрезания непрерывной полосы.
Непрерывная полоса может содержать любой материал, подходящий для изготовления заготовок. Подходящие материалы включают без ограничения плотную бумагу, картон, пластик, металл или их комбинации.
Непрерывная полоса материала может подаваться из бобины. Этап разрезания непрерывной полосы вдоль множества линий разреза может включать использование вращающегося колеса, содержащего несколько лезвий, прикрепленных к вращающемуся колесу, использование штанцевого инструмента или других подходящих средств разделения.
Непрерывная полоса материала может иметь любую подходящую длину, ширину и толщину. Предпочтительно длина, ширина и толщина непрерывной полосы материала подходят для использования в традиционном режущем оборудовании. Предпочтительно длина, ширина и толщина непрерывной полосы материала подходят для изготовления заготовок, обладающих желаемыми свойствами.
Вырезы в непрерывной полосе материала могут иметь любой подходящий размер и форму. Вырезы могут иметь одинаковые размеры или разные размеры. Предпочтительно все из множества вырезов в непрерывной полосе материала имеют одинаковую форму. Альтернативно все вырезы могут иметь разные формы. Вырезы могут иметь треугольную или квадратную форму. Вырезы могут иметь такую форму, что при пересечении линией разреза кромка итоговой заготовки содержит подрезанное углубление.
Вырезы могут быть расположены вдоль продольного направления полосы с любым требуемым продольным промежутком. Термин «продольный промежуток» используется для обозначения расстояния вдоль полосы в продольном направлении между соседними вырезами или линиями разреза. Вырезы могут быть разнесены друг от друга равномерно или неравномерно. Если вырезы выполнены с помощью вращающегося колеса, содержащего несколько лезвий, прикрепленных к вращающемуся колесу, продольный промежуток вырезов может соответствовать промежутку между лезвиями, прикрепленными к колесу.
Вырезы могут быть расположены в любом требуемом месте в поперечном направлении полосы. Все вырезы могут быть расположены в одинаковых местах в поперечном направлении или в разных местах в поперечном направлении. Все вырезы могут быть вырезаны из полосы материала в ходе одного этапа, или каждый из вырезов может быть вырезан после другого выреза. Кроме этого, вырезы могут перекрывать друг друга. Преимущественно обработку для разрезания полосы материала можно упростить, вырезая детальную форму путем накладывания друг на друга двух последующих относительно простых разрезов. Например, накладывание поверх друг друга треугольного разреза и прямоугольного разреза может образовывать форму семиконечной звезды.
Вырезы могут быть расположены на поперечной кромке непрерывной полосы материала. В этом случае вырезы не окружены материалом по меньшей мере с одной стороны. Альтернативно каждый из множества вырезов в непрерывной полосе материала полностью окружен материалом. В этом случае вырезы расположены на расстоянии от поперечной кромки непрерывной полосы. Например, вырезы могут быть расположены по центру в поперечном направлении полосы.
В одном варианте осуществления непрерывная полоса материала оснащена дополнительным множеством вырезов, расположенным с промежутками вдоль продольного направления полосы, при этом дополнительное множество вырезов расположено на расстоянии от множества вырезов вдоль поперечного направления непрерывной полосы.
В этом варианте осуществления каждая линия разреза может пересекать соответствующий дополнительный вырез в полосе. Таким образом, каждая линия разреза вместе со своим соответствующим пересеченным вырезом и пересеченным дополнительным вырезом соответствует кромке по меньшей мере одной из множества заготовок. Альтернативно каждая линия разреза может не пересекать ни один из дополнительных вырезов. Это может быть осуществимо благодаря тому, что дополнительные вырезы удалены в продольном направлении от вырезов.
Все линии разреза предпочтительно имеют одинаковую форму. Альтернативно линии разреза могут иметь разные формы. Например, если этап разрезания непрерывной полосы вдоль множества линий разреза включает использование вращающегося колеса, содержащего несколько лезвий, прикрепленных к вращающемуся колесу, линии разреза могут иметь разные формы, соответствующие разным формам лезвий, прикрепленных к вращающемуся колесу. Предпочтительно линии разреза по существу параллельны друг другу. Предпочтительно линии разреза проходят в основном в поперечном направлении непрерывной полосы материала. Тем не менее линии разреза также могут содержать одну или несколько секций, при этом секция, расположенная дальше в поперечном направлении, находится между двумя по существу вертикальными секциями.
В предпочтительном варианте осуществления продольный промежуток множества линий разреза является таким же, что и продольный промежуток множества вырезов. В этом варианте осуществления каждый вырез в полосе пересечен соответствующей линией разреза.
Альтернативно продольный промежуток множества линий разреза может отличаться от продольного промежутка множества вырезов. Продольный промежуток множества линий разреза может быть кратным продольному промежутку множества вырезов. Например, продольный промежуток линий разреза может быть в два раза больше продольного промежутка вырезов, в этом случае каждый второй вырез пересекается линией разреза. Например, продольный промежуток линий разреза может быть в три раза больше продольного промежутка вырезов, в этом случае каждый третий вырез пересекается линией разреза.
Способ может дополнительно включать этап разрезания непрерывной полосы вдоль дополнительного множества линий разреза, при этом дополнительные линии разреза расположены с промежутками вдоль продольного направления полосы. Каждая дополнительная линия разреза может не пересекать вырез в полосе.
Согласно первому аспекту изобретения также предоставлен способ изготовления множества по существу идентичных заготовок из непрерывной полосы материала, при этом способ включает этапы: предоставления непрерывной полосы материала, содержащей множество по существу идентичных вырезов, расположенных с промежутками вдоль продольного направления полосы; и разрезания непрерывной полосы вдоль множества по существу идентичных линий разреза для образования множества заготовок, при этом каждая линия разреза содержит прямую поперечную секцию и изогнутую секцию; при этом: линии разреза расположены вдоль продольного направления полосы с продольным промежутком, равным продольному промежутку вырезов, каждая линия разреза пересекает соответствующий вырез в полосе в изогнутой секции линии разреза, и каждая линия разреза вместе со своим соответствующим пересеченным вырезом соответствует кромке по меньшей мере одной из множества заготовок.
Термин «заготовка», используемый в данном техническом описании, относится к куску материала, готового к прессованию, сгибанию или другой механической обработке для формирования готового объекта. Предпочтительно заготовка представляет собой кусок слоистого материала в форме листа или слоя. Заготовки, изготовленные способом согласно изобретению, предпочтительно применяются в упаковке для потребительских товаров. Способ может дополнительно включать этап использования множества заготовок в упаковке для потребительских товаров. Потребительские товары могут представлять собой курительные изделия.
Согласно второму аспекту изобретения предоставлена заготовка, выполненная согласно способу из первого аспекта изобретения.
Согласно третьему аспекту изобретения предоставлена тара для потребительских товаров, при этом тара содержит внутренний каркас, выполненный из заготовки, выполненной согласно способу из первого аспекта изобретения.
Известно, что потребительские товары, такие как, например, удлиненные курительные изделия, упаковывают в тару, образованную из согнутых слоистых заготовок. Например, удлиненные курительные изделия, такие как сигареты и сигары, обычно продают в пачках с шарнирной крышкой, имеющих коробку для размещения курительных изделий и крышку, соединенную с коробкой по шарнирной линии, проходящей через всю заднюю стенку тары. Внутри тары часто предусмотрен внутренний каркас. Коробка может содержать переднюю стенку коробки, левую боковую стенку коробки, правую боковую стенку коробки, заднюю стенку коробки и нижнюю стенку коробки. Крышка может содержать переднюю стенку крышки, левую боковую стенку крышки, правую боковую стенку крышки, заднюю стенку крышки и верхнюю стенку крышки. Внутренний каркас может содержать переднюю стенку внутреннего каркаса, правую боковую стенку внутреннего каркаса и левую боковую стенку внутреннего каркаса. Передняя стенка внутреннего каркаса может выступать над верхом передней стенки коробки.
Термины «передний», «задний», «верхний», «нижний», «боковой», «расположенный сверху», «расположенный снизу» и другие термины, используемые для описания относительных положений компонентов тары, относятся к таре в вертикальном положении с крышкой на верхнем конце и потребительскими товарами, доступными с верхнего конца спереди. Термины «левый» и «правый» используются в отношении боковых стенок тары, если смотреть на тару спереди в ее вертикальном положении.
Потребительские товары в таре могут быть завернуты во внутреннюю обертку. Внутренняя обертка и потребительские товары вместе образуют внутреннюю упаковку. Предпочтительно внутренний каркас установлен между коробкой и внутренней оберткой. До первого открывания наполненная тара может быть обернута в наружную обертку.
Если заготовки, изготовленные по способу согласно изобретению, применяются в упаковке для потребительских товаров, в частности, курительных изделий, заготовки могут быть использованы в качестве заготовок для тары, для внутреннего каркаса, для внутренней обертки или для наружной обертки. Тем не менее предпочтительно, чтобы заготовки, изготовленные по способу согласно изобретению, использовались в качестве заготовок для внутреннего каркаса. В этом случае каждая линия разреза вместе со своим соответствующим пересеченным вырезом соответствует кромке одной заготовки из множества заготовок внутреннего каркаса. Линии разреза могут представлять собой стандартные линии разреза для слоистых заготовок внутреннего каркаса. Предпочтительно точка пересечения линии разреза и выреза расположена на кромке передней стенки внутреннего каркаса. Когда внутренний каркас установлен между коробкой и внутренней оберткой, точка пересечения линии разреза и выреза может быть видна потребителю над передней стенкой коробки. Это может предоставить потребителю новое визуальное впечатление благодаря новой форме внутреннего каркаса.
Тара может принимать любую подходящую форму для размещения потребительских товаров. Например, как уже упоминалось, тара может представлять собой тару с шарнирной крышкой, имеющую одну или несколько шарнирных крышек, соединенную или соединенных с коробкой, содержащей потребительские товары. Альтернативно тара представляет собой тару пенального типа, имеющую внутренний выдвижной лоток для размещения потребительских товаров, установленный в наружном корпусе. Если тара представляет собой тару пенального типа, наружный корпус или внутренний выдвижной лоток может содержать одну или несколько шарнирных крышек. Независимо от формы тары, способ согласно изобретению может применяться для изготовления заготовок для любого компонента тары.
Тара, внутренний каркас, внутренняя обертка и наружная обертка могут быть выполнены из любых подходящих материалов, включая, помимо прочего, плотную бумагу, картон, пластик, металл или их комбинации. Плотная бумага может иметь вес от приблизительно 100 грамм на квадратный метр до приблизительно 350 грамм на квадратный метр.
Непрерывная полоса и, следовательно, заготовки, могут быть отпечатаны, выполнены конгревным тиснением, блинтовым тиснением или иным образом украшены логотипами изготовителя или бренда, товарными знаками, слоганами и иной потребительской информацией и знаками.
Тара согласно изобретению может иметь форму прямоугольного параллелепипеда с прямоугольными продольными и прямоугольными поперечными кромками. Альтернативно тара может содержать одну или несколько закругленных продольных кромок, закругленных поперечных кромок, скошенных продольных кромок или скошенных поперечных кромок или их комбинации. Например, тара согласно изобретению может содержать помимо прочего:
- одну или две продольные закругленные или скошенные кромки на передней стенке и/или одну или две продольные закругленные или скошенные кромки на задней стенке;
- одну или две поперечные закругленные или скошенные кромки на передней стенке и/или одну или две поперечные закругленные или скошенные кромки на задней стенке;
- одну продольную закругленную кромку и одну продольную скошенную кромку на передней стенке и/или одну поперечную закругленную кромку и одну поперечную скошенную кромку на задней стенке;
- одну или две поперечные закругленные или скошенные кромки на передней стенке и одну или две продольные закругленные или скошенные кромки на передней стенке;
- две продольные закругленные или скошенные кромки на первой боковой стенке или две поперечные закругленные или скошенные кромки на второй боковой стенке.
Если тара содержит одну или несколько закругленных кромок, заготовки, образующие тару, предпочтительно содержат три, четыре, пять, шесть или семь линий биговки или линий рилевки для образования каждой закругленной кромки в собранной таре. Линии биговки или линии рилевки могут быть либо на внутренней стороне тары, либо на наружной стороне тары. Предпочтительно линии биговки или линии рилевки расположены на расстоянии приблизительно 0,3-4 мм друг от друга.
Предпочтительно расстояние между линиями рилевки или линиями биговки зависит от толщины слоистой заготовки. Предпочтительно расстояние между линиями рилевки или линиями биговки находится в диапазоне от приблизительно 0,5-кратной до приблизительно 4-кратной толщины слоистой заготовки.
Если тара содержит одну или две скошенных кромки, скошенная кромка предпочтительно имеет ширину от приблизительно 1 мм до приблизительно 10 мм, предпочтительно от приблизительно 2 мм до приблизительно 6 мм. Альтернативно тара может содержать двусторонний скос, образованный тремя параллельными линиями рилевки или биговки, разнесенными так, что на кромке тары образуются два различных скоса.
Если тара содержит скошенную кромку, скос может быть образован двумя параллельными линиями рилевки или линиями биговки в слоистой заготовке, из которой образована тара. Линии рилевки или линии биговки могут быть расположены симметрично кромке между первой стенкой и второй стенкой. Альтернативно линии рилевки или линии биговки могут быть расположены асимметрично кромке между первой стенкой и второй стенкой так, что скос заходит дальше в первую стенку тары, чем во вторую стенку тары.
Альтернативно тара может иметь непрямоугольное сечение в поперечном направлении, например, многоугольное, такое как треугольное или шестиугольное, или овальное, полуовальное, круглое или полукруглое.
Тара согласно изобретению может найти конкретное применение в качестве пачек для удлиненных курительных изделий, таких как, например, сигареты, сигары или сигариллы. Следует понимать, что при соответствующем выборе размеров предлагаемой тары, она может быть выполнена для разного количества сигарет обычного размера, сигарет стандарта «king size», «super-king size», тонких и супертонких сигарет.
При соответствующем выборе размеров тары, она может быть выполнена с возможностью вмещения разного общего количества курительных изделий или разного расположения курительных изделий. Например, при соответствующем выборе размеров тары, она может быть выполнена с возможностью вмещения в общей сложности от десяти до тридцати курительных изделий.
Курительные изделия в таре могут быть расположены в разном порядке в зависимости от общего количества курительных изделий. Например, курительные изделия могут быть расположены в один ряд из шести, семи, восьми, девяти или десяти штук. Альтернативно курительные изделия могут быть расположены в два или более рядов. Эти два или более рядов могут содержать одинаковое количество курительных изделий. Например, курительные изделия могут быть расположены в два ряда из пяти, шести, семи, восьми, девяти или десяти штук; в три ряда из пяти или семи штук; или четыре ряда из четырех, пяти или шести штук. Альтернативно два или более рядов могут включать по меньшей мере два ряда, содержащие разное количество курительных изделий. Например, курительные изделия могут быть расположены в: один ряд из пяти штук и один ряд из шести штук (5-6); один ряд из шести штук и один ряд из семи штук (6-7); один ряд из семи штук и один ряд из восьми штук (7-8); средний ряд из пяти штук и два наружных ряда из шести штук (6-5-6); средний ряд из пяти штук и два наружных ряда из семи штук (7-5-7); средний ряд из шести штук и два наружных ряда из пяти штук (5-6-5); средний ряд из шести штук и два наружных ряда из семи штук (7-6-7); средний ряд из семи штук и два наружных ряда из шести штук (6-7-6); средний ряд из девяти штук и два наружных ряда из восьми штук (8-9-8); или средний ряд из шести штук с одним наружным рядом из пяти штук и одним наружным рядом из семи штук (5-6-7).
Тара согласно настоящему изобретению может вмещать курительные изделия одного типа или бренда или разных типов или брендов. Кроме того, тара может содержать как курительные изделия без фильтра, так и курительные изделия с различными фильтрами, а также курительные изделия отличающейся длины (например, от приблизительно 40 мм до приблизительно 180 мм), отличающегося диаметра (например, от приблизительно 4 мм до приблизительно 9 мм). Кроме того, курительные изделия могут отличаться по стойкости вкуса, сопротивлению втягиванию и подаче общего количества твердых частиц. Предпочтительно размеры тары подогнаны по длине курительных изделий и расположению курительных изделий. Обычно наружные размеры тары приблизительно на 0,5-5 мм больше размеров группы или групп курительных изделий, помещенных внутри тары.
Длина, ширина и глубина тары согласно изобретению могут быть такими, что в закрытом положении результирующие габаритные размеры тары аналогичны размерам типичной одноразовой пачки с шарнирной крышкой из двадцати сигарет.
Предпочтительно тара согласно изобретению имеет высоту от приблизительно 60 мм до приблизительно 150 мм, более предпочтительно, высоту от приблизительно 70 мм до приблизительно 125 мм, причем высота измеряется от верхней стенки до нижней стенки тары.
Предпочтительно тара согласно изобретению имеет ширину от приблизительно 12 мм до приблизительно 150 мм, более предпочтительно ширину от приблизительно 70 мм до приблизительно 125 мм, причем ширина измеряется от одной боковой стенки до другой боковой стенки тары.
Предпочтительно тара согласно изобретению имеет глубину от приблизительно 6 мм до приблизительно 100 мм, более предпочтительно глубину от приблизительно 12 мм до приблизительно 25 мм, причем глубина измеряется от передней стенки до задней стенки тары (включая шарнир между коробкой и крышкой).
Предпочтительно отношение высоты тары к глубине тары находится в диапазоне от приблизительно 0,3 к 1 до приблизительно 10 к 1, более предпочтительно от приблизительно 2 к 1 до приблизительно 8 к 1, наиболее предпочтительно от приблизительно 3 к 1 до 5 к 1.
Предпочтительно отношение ширины тары к глубине тары находится в диапазоне от приблизительно 0,3 к 1 до приблизительно 10 к 1, более предпочтительно от приблизительно 2 к 1 до приблизительно 8 к 1, наиболее предпочтительно от приблизительно 2 к 1 до 3 к 1.
Помимо размещения группы курительных изделий тара может дополнительно содержать другие потребительские товары, например спички, зажигалки, средства гашения, освежители для полости рта или электронику. Другие потребительские товары могут крепиться к наружной стороне тары, содержаться внутри тары вместе с курительными изделиями или в отдельном отделении тары, или применимы комбинации вышеперечисленного.
Согласно первому аспекту изобретения также предоставлен способ изготовления множества по существу идентичных заготовок из непрерывной полосы материала, при этом заготовки предназначены для использования в качестве заготовок внутреннего каркаса для упаковки для курительных изделий, при этом способ включает этапы: предоставления непрерывной полосы материала внутреннего каркаса, содержащей множество по существу идентичных вырезов, расположенных с промежутками вдоль продольного направления полосы; и разрезания непрерывной полосы вдоль множества по существу идентичных линий разреза для образования множества заготовок внутреннего каркаса; при этом: линии разреза расположены вдоль продольного направления полосы с продольным промежутком, равным продольному промежутку вырезов, каждая линия разреза пересекает соответствующий вырез в полосе, и каждая линия разреза вместе со своим соответствующим пересеченным вырезом соответствует кромке по меньшей мере одной из множества заготовок внутреннего каркаса. Предпочтительно каждая линия разреза содержит прямую поперечную секцию и изогнутую секцию, при этом каждая линия разреза пересекает свой соответствующий вырез в полосе в изогнутой секции линии разреза. Предпочтительно кромка заготовки внутреннего каркаса представляет собой кромку, видимую потребителю, когда внутренний каркас установлен внутри коробки. Кромка может содержать верхнюю кромку передней стенки внутреннего каркаса. Кромка может содержать вырезанную часть, облегчающую доступ к потребительским товарам в таре.
Согласно четвертому аспекту изобретения предоставлена непрерывная полоса материала для образования множества заготовок для использования в упаковке для потребительских товаров, при этом непрерывная полоса материала содержит множество вырезов, расположенных с промежутками вдоль продольного направления полосы.
В одном варианте осуществления все из множества вырезов в непрерывной полосе материала имеют одинаковую форму.
Непрерывная полоса материала может дополнительно содержать дополнительное множество вырезов, расположенных с промежутками вдоль продольного направления полосы, при этом дополнительное множество вырезов расположено на расстоянии от множества вырезов вдоль поперечного направления непрерывной полосы.
Признаки, описанные применительно к одному аспекту изобретения, также могут быть применимы к другому аспекту изобретения.
Изобретение будет далее описано лишь на примере со ссылками на сопровождающие графические материалы, на которых:
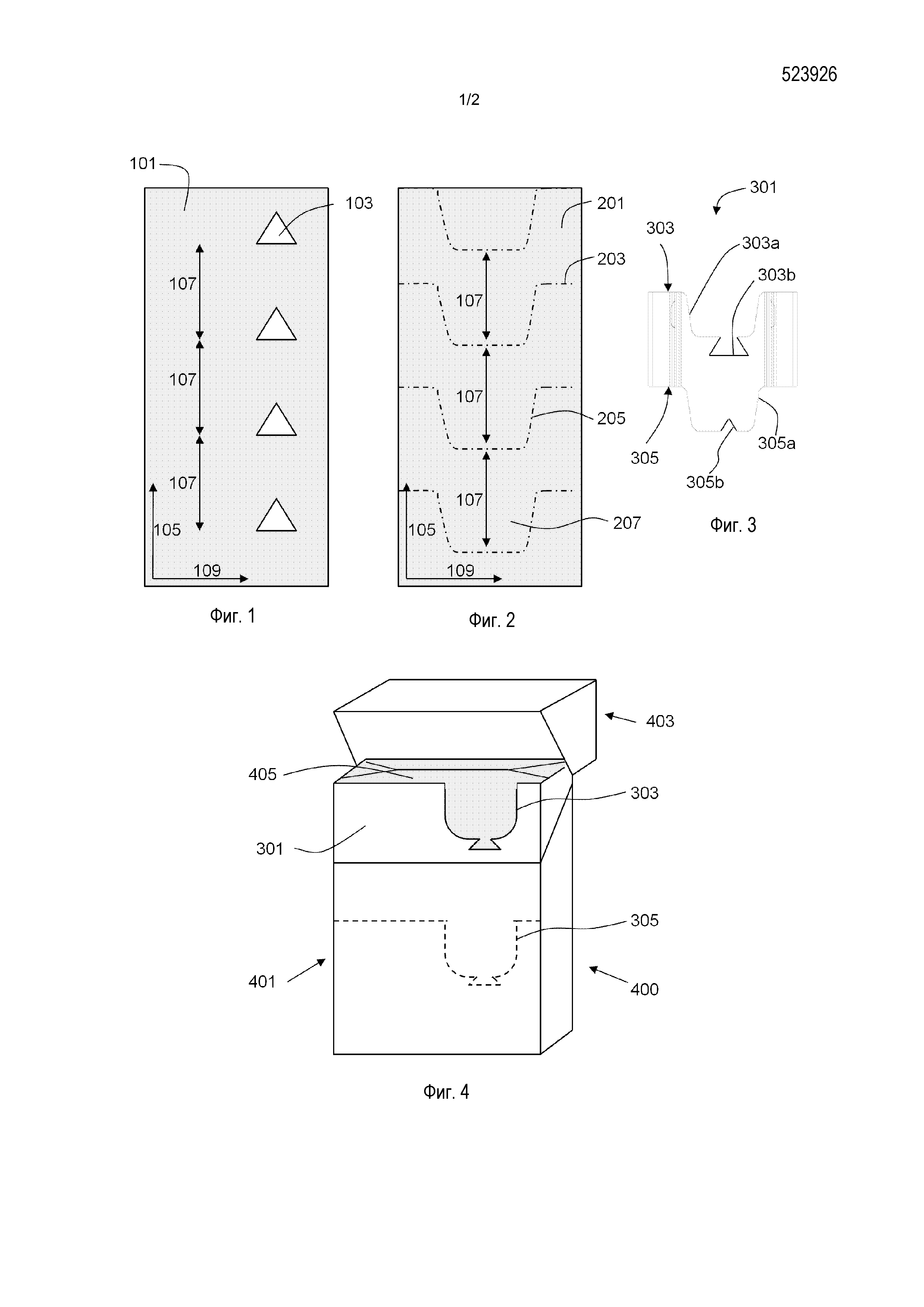
на фиг. 1 показан первый пример непрерывной полосы материала, содержащей множество вырезов, расположенных с промежутками вдоль продольного направления полосы;
на фиг. 2 показан этап разрезания непрерывной полосы материала вдоль множества линий разреза;
на фиг. 3 показана заготовка внутреннего каркаса для упаковки для курительных изделий согласно первому варианту осуществления изобретения;
на фиг. 4 показана тара для курительных изделий, содержащая заготовку внутреннего каркаса по фиг. 3;
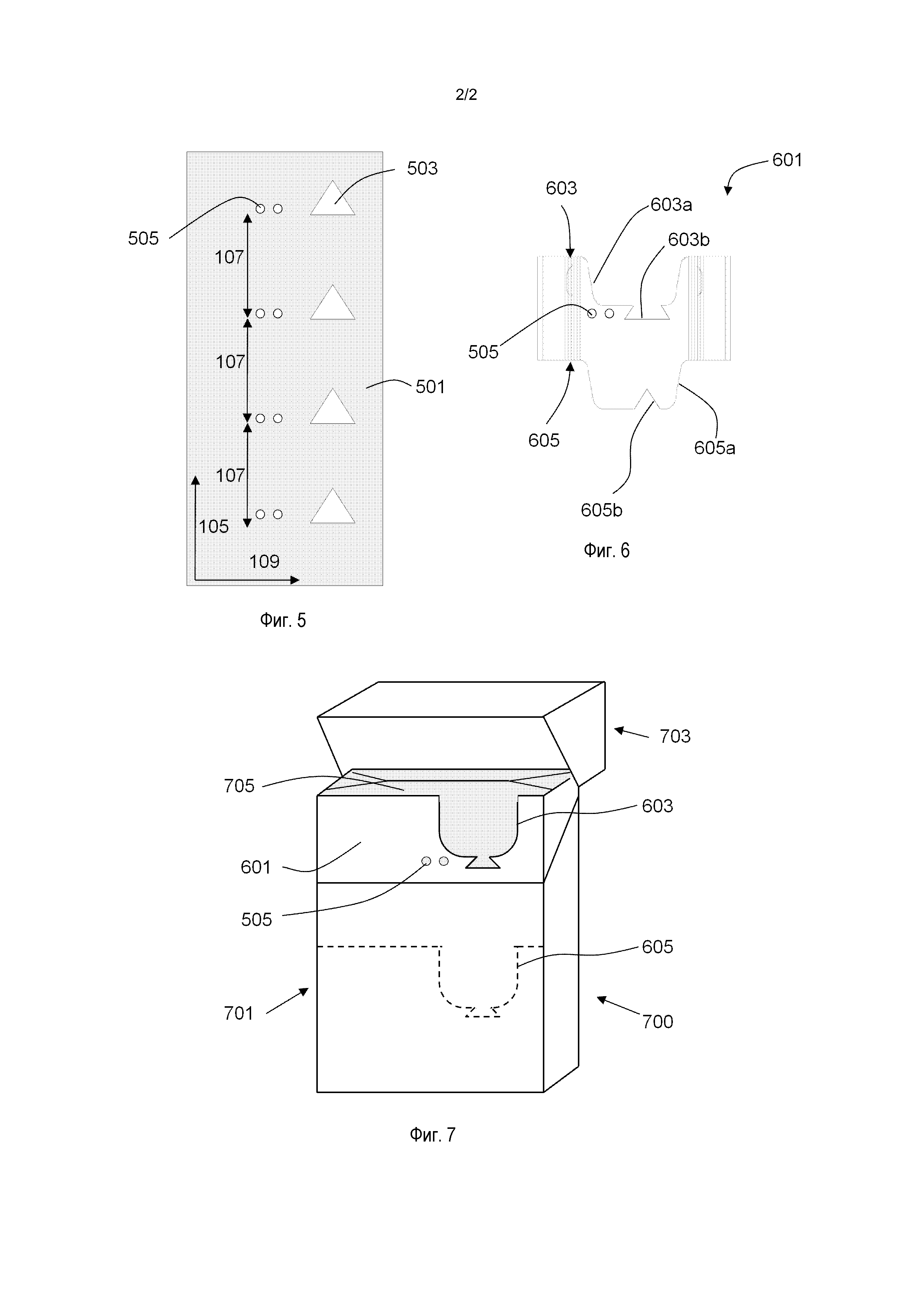
на фиг. 5 показан второй пример непрерывной полосы материала, содержащей множество вырезов, расположенных с промежутками вдоль продольного направления полосы;
на фиг. 6 показана заготовка внутреннего каркаса для упаковки для курительных изделий согласно второму варианту осуществления изобретения; и
на фиг. 7 показана тара для курительных изделий, содержащая заготовку внутреннего каркаса по фиг. 6.
На фиг. 1 показан первый пример непрерывной полосы материала 101. В этом варианте осуществления материал может представлять собой любой материал, подходящий для изготовления заготовок внутреннего каркаса для упаковки для курительных изделий. Непрерывная полоса материала 101 содержит множество треугольных вырезов 103, расположенных с промежутками вдоль продольного направления 105 полосы. В этом варианте осуществления треугольные вырезы 103 равномерно расположены вдоль продольного направления с промежутком 107. Треугольные вырезы 103 также выровнены относительно друг друга в поперечном направлении 109 полосы.
На фиг. 2 схематически показано разрезание непрерывной полосы материала вдоль множества линий разреза. На фиг. 2 непрерывная полоса материала 201 может представлять собой традиционную полосу материала и не содержит вырезы, подобно непрерывной полосе материала 101, изображенной на фиг. 1. Непрерывную полосу материала 201 разрезают вдоль множества линий 203 разреза, например, с помощью традиционного режущего оборудования. В этом варианте осуществления линии 203 разреза равномерно расположены вдоль продольного направления 105 полосы с промежутком 107, равным промежутку вырезов 103 в полосе материала 101, изображенному на фиг. 1. Линии 203 разреза имеют подходящую форму для создания заготовок внутренних каркасов для упаковки для курительных изделий, как будет описано со ссылкой на фиг. 3 и фиг. 4.
Линии 203 разреза на фиг. 2 создают расположение со вложенными друг в друга заготовками вдоль непрерывной полосы материала 201. То есть, первая кромка конкретной заготовки соответствует второй кромке, противоположной первой кромке, соседней заготовки. Две соседние заготовки сопряжены друг с другом вдоль каждой линии 203 разреза. В этом варианте осуществления каждая заготовка содержит вырезанную часть 205 и выступающую часть 207. Вырезанная часть 205 предоставляет легкий доступ к курительным изделиям, когда внутренний каркас собран в таре для курительных изделий.
На фиг. 3 показана заготовка 301 внутреннего каркаса для упаковки для курительных изделий, изготовленная из непрерывной полосы материала 101 по фиг. 1, разрезанной согласно этапу разрезания, изображенному на фиг. 2. Непрерывная полоса материала 101 была выровнена с линиями 203 разреза, так что каждая линия 203 разреза пересекает соответствующий вырез 103. Поскольку продольный промежуток вырезов 103 равен продольному промежутку линий 203 разреза, каждый вырез 103 пересекается линией 203 разреза.
Заготовка 301 внутреннего каркаса имеет верхнюю кромку 303 и нижнюю кромку 305. Верхняя кромка 303 заготовки 301 содержит a) часть линии 203 разреза, не пересекающую вырез 103 (изображена как часть 303a кромки на фиг. 3) и b) участок, где линия 203 разреза пересекает вырез 103, собственно часть кромки выреза 103 (изображена как 303b на фиг. 3). Поскольку линии 203 разреза создают расположение со вложенными друг в друга заготовками, вдоль части 303a кромки, верхняя кромка 303 заготовки 301 также является нижней кромкой соседней заготовки (не изображена). Подобным образом, нижняя кромка 305 заготовки 301 содержит a) часть линии 203 разреза, не пересекающую вырез 103 (изображена как 305a на фиг. 3) и b) участок, где линия 203 разреза пересекает вырез 103, собственно часть кромки выреза 103 (изображена как 305b на фиг. 3). Вдоль части 305a кромки, нижняя кромка 305 заготовки 301 также является верхней кромкой соседней заготовки (не изображена). В этом варианте осуществления вырезы 103 пересекаются линиями 203 разреза в вырезанных частях 205 и выступающих частях 207.
На фиг. 4 показана тара для курительных изделий, содержащая заготовку внутреннего каркаса по фиг. 3. На фиг. 4 показана тара 400 с шарнирной крышкой, имеющая форму прямоугольного параллелепипеда и содержащая коробку 401, крышку 403 и внутренний каркас 301. Внутренний каркас 301 имеет форму, изображенную на фиг. 3, и был изготовлен из непрерывной полосы материала 101 по фиг. 1, разрезанной согласно этапу разрезания, изображенному на фиг. 2, и затем согнутой для вставки в тару 400. Обернутая группа курительных изделий 405 расположена внутри тары 400. Внутренний каркас 301 установлен между коробкой 401 и группой 405 курительных изделий.
Как уже было описано применительно к фиг. 3, внутренний каркас 301 содержит верхнюю кромку 303 и нижнюю кромку 305. Верхняя кромка 303 видна над передней стенкой коробки 401, когда крышка 403 открыта. Поскольку вырез 103 пересекается линией 203 разреза в вырезанной части 205, вырезанная часть 205 верхней кромки 303 передней стенки внутреннего каркаса 301 имеет новую форму и предоставляет потребителю новое визуальное впечатление. Тем не менее внутренний каркас 301 может быть изготовлен с помощью традиционных этапов разрезания (например, как показано на фиг. 2). Нижняя кромка 305 находится внутри коробки 401, поэтому она не видна потребителю и изображена пунктирной линией на фиг. 4.
На фиг. 5 показан второй пример непрерывной полосы материала 501. Как и на фиг. 1, материал может представлять собой любой материал, подходящий для изготовления заготовок внутреннего каркаса для упаковки для курительных изделий. Непрерывная полоса материала 501 содержит множество треугольных вырезов 503, расположенных с промежутками вдоль продольного направления 105 полосы. Как и на фиг. 1, треугольные вырезы 503 расположены равномерно вдоль продольного направления с промежутком 107 и выровнены друг с другом в поперечном направлении 109. На фиг. 5 непрерывная полоса материала 501 дополнительно содержит множество круглых вырезов 505, расположенных на расстоянии от вырезов 503 в поперечном направлении 109. Круглые вырезы 505 также расположены с промежутками вдоль продольного направления 105 полосы. На фиг. 5 круглые вырезы 505 расположены равномерно вдоль продольного направления с тем же промежутком 107, что и треугольные вырезы 503.
На фиг. 6 показана заготовка 601 внутреннего каркаса для упаковки для курительных изделий, изготовленная из непрерывной полосы материала 501 по фиг. 5, разрезанной согласно этапу разрезания, изображенному на фиг. 2. Непрерывная полоса материала 501 была выровнена с линиями 203 разреза, так что каждая линия 203 разреза пересекает соответствующий вырез 503, но не пересекает вырезы 505. Поскольку продольный промежуток вырезов 503 равен продольному промежутку линий 203 разреза, каждый вырез 503 пересекается линией 203 разреза. Поскольку продольный промежуток вырезов 505 также равен продольному промежутку линий 203 разреза, вырезы 505 выполняются на каждой заготовке 601.
Как и на фиг. 3, заготовка 601 внутреннего каркаса имеет верхнюю кромку 603 и нижнюю кромку 605. Верхняя кромка 603 заготовки 601 содержит a) часть линии 203 разреза, не пересекающую вырез 503 (изображена как часть 603a кромки на фиг. 6) и b) участок, где линия 203 разреза пересекает вырез 503, собственно часть кромки выреза 503 (изображена как 603b на фиг. 6). Поскольку линии 203 разреза создают расположение со вложенными друг в друга заготовками вдоль части 603a кромки, верхняя кромка 603 заготовки 601 также является нижней кромкой соседней заготовки (не изображена). Подобным образом, нижняя кромка 605 заготовки 601 содержит a) часть линии 203 разреза, не пересекающую вырез 503 (изображена как 605a на фиг. 6) и b) участок, где линия 203 разреза пересекает вырез 503, собственно часть кромки выреза 503 (изображена как 605b на фиг. 6). Вдоль части 605a кромки, нижняя кромка 605 заготовки 601 также является верхней кромкой соседней заготовки (не изображена). Как и на фиг. 3, вырезы 503 пересекаются линиями 203 разреза в вырезанных частях 205 и выступающих частях 207.
Заготовка 601 внутреннего каркаса также содержит вырезы 505. Поскольку непрерывная полоса материала 501 была выровнена с линиями 203 разреза, так что каждая линия 203 разреза не пересекает вырезы 505, вырезы 505 не образуют часть верхней кромки 603 или нижней кромки 605 заготовки 601. Вырезы 505 расположены рядом с вырезанными частями 205.
На фиг. 7 показана тара для курительных изделий, содержащая заготовку внутреннего каркаса по фиг. 6. На фиг. 7 показана тара 700 с шарнирной крышкой, имеющая форму прямоугольного параллелепипеда и содержащая коробку 701, крышку 703 и внутренний каркас 601. Внутренний каркас 601 имеет форму, изображенную на фиг. 6, и был изготовлен из непрерывной полосы материала 501 по фиг. 5, разрезанной согласно этапу разрезания, изображенному на фиг. 2, и затем согнутой для вставки в тару 700. Обернутая группа курительных изделий 705 расположена внутри тары 700. Внутренний каркас 601 установлен между коробкой 701 и группой 705 курительных изделий.
Как уже было описано применительно к фиг. 6, внутренний каркас 601 содержит верхнюю кромку 603 и нижнюю кромку 605. Верхняя кромка 603 видна над передней стенкой коробки 701, когда крышка 703 открыта. Поскольку вырез 503 пересекается линией 203 разреза в вырезанной части 205, вырезанная часть 205 верхней кромки 603 передней стенки внутреннего каркаса 601 имеет новую форму и предоставляет потребителю новое визуальное впечатление. Кроме того, вырезы 505, расположенные рядом с вырезанной частью 205 передней стенки внутреннего каркаса 601, также создают новое визуальное впечатление для потребителя. Обернутая группа 705 курительных изделий может быть видимой через вырезы 505. Внутренний каркас 601 может быть изготовлен с помощью традиционных этапов разрезания (например, как показано на фиг. 2). Нижняя кромка 605 находится внутри коробки 701, поэтому она не видна потребителю и изображена пунктирной линией на фиг. 7.
Реферат
Предоставлен способ изготовления множества заготовок из непрерывной полосы материала. Заготовки могут применяться в упаковке для потребительских товаров. Вначале предоставляют непрерывную полосу материала, при этом полоса содержит множество вырезов, расположенных с промежутками вдоль продольного направления полосы. Затем непрерывную полосу разрезают вдоль множества линий разреза для образования множества заготовок, при этом каждая линия разреза содержит прямую поперечную секцию и изогнутую секцию. Линии разреза расположены с промежутками вдоль продольного направления полосы, и каждая линия разреза пересекает соответствующий вырез в полосе в изогнутой секции линии разреза. Каждая линия разреза вместе со своим соответствующим пересеченным вырезом соответствует кромке по меньшей мере одной из множества заготовок. Также предоставлена заготовка, образованная согласно данному способу. Также предоставлена тара для потребительских товаров, при этом тара содержит внутренний каркас, выполненный из заготовки, образованной согласно данному способу. 2 н. и 7 з.п. ф-лы, 7 ил.
Комментарии