Пачка, сформированная из пакетов - RU2711987C2
Код документа: RU2711987C2
Чертежи





Описание
Изобретение относится к способу изготовления, по меньшей мере, одной пачки, составленной из пакетов, к самой пачке, сформированной из пакетов, к самому пакету, а также контейнеру для поштучного извлечения содержимого согласно признакам соответствующих ограничительных частей независимых пунктов формулы изобретения.
Известно изготовление пакетов, в частности пластиковых пакетов (например, пакетов для мусора, пакетов для замораживания продуктов или т.п.), и наматывание соединенных между собой пакетов на бобину. На бобине находится заранее предусмотренное количество таких пакетов. По мере необходимости пользователь отделяет пакет за пакетом для своей цели применения. Это отделение происходит, например, за счет того, что пользователь отрывает пакеты, намотанные на бобину и соединенные между собой с помощью пробивных отверстий или сварки, по линии этих пробитых отверстий.
Из патента DE 8205209 U1 известно устройство для поштучного отматывания пластиковых пленочных пакетов от рулона, который представляет собой бесшовный пленочный рукав, предпочтительно имеющий на своих обеих продольных сторонах сгибы, и в котором пробиты, по меньшей мере, частично прорезаны отверстия для отрывания, проходящие в поперечном направлении, и рядом с ними (если смотреть в направлении движения - перед ними) также в поперечном направлении проходят сварные швы в основании пакета, причем устройство для поштучного отматывания пакетов имеет форму почти цилиндрической втулки с отверстием для извлечения, проходящим в ее продольном направлении, причем на краю продолговатого отверстия для отматывания, через который перебегает пленочный рукав при его отматывании с втулки, в области каждой прорези в перфорации для отрывания пленочного рукава предусмотрен почти прямоугольный язычок, который возвышается над этим краем в окружном направлении втулки, т.е. входит в продолговатое отверстие для отматывания или полностью перекрывает его в его основной форме, и ширина которого в продольном направлении втулки равна ширине соответствующей прорези в перфорации для отрывания пленочного рукава или немного меньше ее.
Такой способ изготовления и подготовки пакетов действительно себя хорошо зарекомендовал. Однако имеется недостаток, заключающийся в том, что, во-первых, отрывание соединенных между собой пакетов по перфорации для соответствующей цели применения пользователь ощущает как нежелательную операцию. Кроме того, форма рулона невыгодна с точки зрения логистики. С рулоном нельзя оптимально использовать имеющиеся в распоряжение упаковочные пространства либо при складировании, либо при размещении в торговой сети. Кроме того, крайне затратным делом является снабжение такого рулона информацией о типе, составе и свойствах пакетов, которая должна находиться на рулоне.
Эта задача решается с помощью признаков независимых пунктов формулы изобретения.
Согласно изобретению, способ изготовления, по меньшей мере, одной пачки, сформированной из пакетов, предусматривает следующие этапы:
a) подачу материала в форме рукава или полурукава для формирования нижнего слоя материала или верхнего слоя материала;
b) выполнение, по меньшей мере, одного сварного шва для соединения нижнего слоя материала с верхним слоем материала для образования отдельного, но еще находящегося в связке пакета;
c) выполнение форматированного сгиба полотна, состоящего из слоев и образованного из еще соединенных между собой пакетов;
d) разделение пакетов, соединенных между собой в форматированном полотне, состоящем из слоев, на отдельные пакеты, причем эти пакеты имеют, кроме того, форматированный сгиб;
e) формирование пачки из отдельных пакетов;
f) выполнение в пачке, по меньшей мере, одного сгиба.
Приведенный способ дает возможность непрерывного изготовления отдельных пакетов для формирования, по меньшей мере, одной сложенной из пакетов пачки, имеющей угловую геометрию, например, форму квадрата. Эти пачки подходят для помещения их в емкость, например, контейнер для поштучного извлечения содержимого. Для этого емкость также имеет угловую геометрию, примерно соответствующую во внутренней области геометрии, по меньшей мере, одной размещенной там пачки. Пользователь, прилагая незначительные усилия, может доставать из пачки по отдельности каждый пакет. К тому же пользователь при отделении пакетов не может их повредить или даже порвать. Каждый пакет, доставаемый пользователем, имеет одинаковое неизменное качество. Благодаря сочетанию форматированного сгиба каждого пакета с местом сгиба пачки обеспечивается то, что после извлечения пакета из пачки уже наготове имеется следующий пакет для извлечения его из пачки, и применяется компактная пачка, которая оптимально использует пространство внутри емкости. Вследствие угловой геометрии такие емкости, как контейнеры для поштучного извлечения содержимого, можно хорошо укладывать для хранения на складе, оптимально используя имеющееся в распоряжении складское помещение, и они имеют привлекательный вид в торговой сети (так как по сравнению с рулонами у емкостей с угловой геометрией имеются большие площади для размещения информации и/или сведений о продукте, предназначенной для потребителей). Вместе с возможностью извлечения пакетов пользователю можно предоставить также соединяющие элементы для надежного закрывания пакетов. Изготовление пакетов и формирование из них пачек происходит в одном непрерывном процессе. В образовании пачки, т.е. в объединении отдельных пакетов в одну общую пачку или стопку, всякий раз участвует варьируемое, но определенное число пакетов. Полотно образовано, по меньшей мере, из двух слоев материала.
Способ можно осуществлять непрерывно, если, например, с помощью выдавливания постоянно формировать материал в форме ленты, полурукава или рукава. Процесс можно осуществлять отдельными партиями или периодически, если материал в виде ленты, полурукава или рукава предоставлен, например, на бобинах. Также можно соединить подаваемые на бобинах материалы перед использованием одной бобины с материалом другой бобины для ведения почти непрерывного процесса. Под ведением процесса отдельными партиями подразумеваются процессы, где формируются отдельные пачки, т.е. строго друг за другом. Поэтому такие процессы, осуществляемые отельными партиями, названы также обработкой пачек. В смысле способа материал, находящийся на бобинах, поочередно подается в процесс. Процесс ведения порциями или пачками или производство партиями представляет собой периодический процесс. При этом небольшое количество материала, например один рулон, целиком подается для ведения процесса, и по окончании производственного процесса получается нечто целое, в этом способе, например, пачка, сформированная из пакетов.
Сгиб можно выполнить жестким, в смысле линии перегиба, или выпуклым. Каждое выполнение сгиба, находящееся между этими краями, можно тоже реализовать. В способе сгиб формируют с помощью средств, способствующих изменению направления материала. В способе, в который был включен материал, можно предложить, по меньшей мере, один сгиб, например, для формирования из материала рукава или полурукава.
В качестве материала в форме полурукава обозначен материал, который претерпевает изменение направления на противоположное для формирования нижнего или верхнего слоя материала. Это изменение направления на противоположное трактуется также как сгиб. Материал в форме полурукава можно подавать в процесс или же получить из материала, имеющего форму ленты, на месте, в процессе. Также материал, имеющий форму полурукава, можно получить путем формирования неразъемного соединения в продольном направлении двух слоев материала в виде ленты перед подачей в заявленный способ или во время осуществления заявленного способа. Неразъемное соединение получают, например, с помощью склеивания или сваривания.
Материал, имеющий форму рукава, представляет собой замкнутый материал, полученный, например, путем выдавливания или путем соединения, выполненного в продольном направлении. Это соединение можно выполнить неразъемным, например, с помощью склеивания или сваривания. Если на материал в форме рукава оказывают давление между двумя плоскими поверхностями, то образуется нижний слой материала и верхний слой материала. В каждой переходной области между этими двумя слоями материала, материал претерпевает изменение направления на противоположное, обозначенное также как сгиб.
Кроме того, согласно изобретению предусмотрено, что пачка имеет скрепляющий элемент для предотвращения самопроизвольного развала пачки. Этот скрепляющий элемент может представлять собой, например, гибкий, упругий элемент, например, проволоку, ленту или т.п. Пачку можно также скрепить, обернув ее термоусадочной пленкой. Альтернативно пачку можно скрепить, обернув ее бумагой, например, как бандероль. Меры по скреплению пачки приняты также при ее утяжелении. Для надежности отдельные пакеты пачки можно снабдить клейкими участками для скрепления отдельных пакетов пачки между собой, причем такое скрепление можно легко устранить при использовании отдельного пакета. Скрепление защищает пачки также при транспортировке, например от места изготовления пачки до места ее упаковки. Таким образом, обеспечивается устойчивый порядок расположения пакетов внутри пачки при перемещении. Скрепленные пачки можно также помещать на хранение, чтобы позднее их еще раз упаковать или вывезти с места хранения без дополнительных мер по упаковке. Пачки, имеющие описанные выше скрепляющие элементы, можно доставлять на склад для хранения или перевозить, а также доставлять в торговую сеть, причем альтернативно скрепленные пачки можно также загружать в емкости. При этом, однако, следует учитывать, что скрепляющий элемент нужно удалить, когда требуется достать отдельный пакет из емкости и тем самым из пачки.
Кроме того, согласно изобретению предусмотрено, что пачку помещают в контейнер для поштучного извлечения содержимого. Реализованный выше способ делает возможным непрерывный процесс изготовления отдельных пакетов и объединение пакетов в пачку для помещения ее в контейнер для поштучного извлечения содержимого. Благодаря форматированному сгибу отдельных пакетов и следующему, например, Z-образному или U-образному сгибу, при формирования пачки возможно извлечение каждого отдельного пакета из отверстия для извлечения, выполненного в контейнере для поштучного извлечения содержимого. Пользователь, приложив незначительное усилие, достает каждый пакет из контейнера для поштучного извлечения содержимого. При отделении пакетов пользователь теперь больше не может их повредить или даже порвать. Качество каждого пакета остается неизменным. Благодаря сочетанию форматированного сгиба с другим, например, Z-образным или U-образным сгибом, выгодным образом обеспечивается то, что после извлечения пакета из пачки уже наготове следующий пакет для извлечения его из пачки. Так происходит от первого до последнего извлечения пакетов из контейнера для поштучного извлечения содержимого. Наряду с извлечением пакета пользователю можно также предоставить соединяющие элементы для надежного закрывания пакетов. Представлен непрерывный процесс - от изготовления пакетов до их помещения в контейнеры для поштучного извлечения содержимого. Пачки, снабженные скрепляющим элементом, можно помещать в контейнер для поштучного извлечения содержимого. Это облегчает обращение с пачками и предотвращает их развал, прежде чем они попадут в контейнер для поштучного извлечения содержимого. Скрепляющие элементы можно удалить сразу после помещения пачки в контейнер для поштучного извлечения содержимого или при первом же доступе пользователя к содержимому контейнера. Таким образом, обеспечивается то, что во время транспортировки структура пачки не нарушается.
Кроме того, согласно изобретению предусмотрено, что благодаря повторяющимся меткам сварной шов выполнен очень точно. Благодаря такому выполнению, по меньшей мере, одного сварного шва с помощью повторяющихся меток, можно выполнить пакеты одинакового или почти одинакового размера. Таким образом, пользователь получает пакеты одинакового объема. Метки, например, одна метка или также несколько меток на каждом пакете способствуют достижению всегда одинакового уровня наполнения. Если материал, участвующий в способе, снабжен равномерно расположенными метками, то каждый пакет имеет соответствующую метку.
Кроме того, согласно изобретению предусмотрено, что, по меньшей мере, один сгиб, предусмотренный в пачке, выполнен в виде Z-образного сгиба, W-образного сгиба, сгиба в виде гармошки или U-образного сгиба. По меньшей мере, один сгиб каждого пакета пачки, имеющей форматированный сгиб, отличается изменением направления на противоположное всех пакетов, образующих пачку. Например, U-образный сгиб обеспечивает одно такое изменение направления на противоположное, а Z-образный сгиб - два таких изменения направления на противоположное. Можно предусмотреть также более двух изменений направления на противоположное (т.е. сгибов), например, W-образный сгиб или ряд сгибов в виде гармошки. Это позволяет индивидуально подогнать размер пачки под формат контейнера для поштучного извлечения содержимого и, тем самым, увеличить плотность паковки. В контейнер для поштучного извлечения содержимого можно поместить одну такую или несколько таких сложенных пачек. Эти пачки можно расположить, например, параллельно друг другу, поперек друг к другу или также попеременно-параллельно друг другу и поперек друг к другу. Отдельные пачки можно расположить также под разными углами друг относительно друга.
Кроме того, согласно изобретению предусмотрено, что такой форматированный сгиб имеется в полотне, состоящем из слоев, что ширина полотна после выполнения форматированного сгиба соответствует, по меньшей мере, внутренней длине края контейнера для поштучного извлечения содержимого. Таким образом, размер контейнера для поштучного извлечения содержимого в рамках способа переносится на пакет. Тем самым обеспечивается возможность помещения пачки, сформированной из этих пакетов, в контейнер для поштучного извлечения содержимого. Размер может варьироваться в зависимости от применяемого контейнера для поштучного извлечения содержимого.
Согласно изобретению выполнен пакет, имеющий нижний слой материала и верхний слой материала, соединенные между собой, по меньшей мере, одним сварным швом, причем пакет, расположенный под прямым углом или почти под прямым углом, по меньшей мере, к одному сварному шву, имеет, по меньшей мере, одно отверстие. Если пакеты расположены под прямым углом или почти под прямым углом к сварному шву и имеют, по меньшей мере, одно отверстие, то напротив этого отверстия находится сгиб.
Альтернативно согласно изобретению выполнен пакет, имеющий нижний слой материала и верхний слой материала, соединенные между собой, по меньшей мере, одним сварным швом, причем пакет, расположенный под прямым углом или почти под прямым углом, по меньшей мере, к одному сварному шву, имеет, по меньшей мере, один сгиб. Напротив, по меньшей мере, одного сгиба, расположенного под прямым углом или почти под прямым углом к сварному шву, может находиться другой сгиб или отверстие. Если напротив, по меньшей мере, одного сгиба находится отверстие, то полотно, подаваемое в процесс, представляет собой полурукав. Если напротив, по меньшей мере, одного сгиба находится другой сгиб, то полотно, подаваемое в процесс, представляет собой рукав.
Кроме того, согласно изобретению предусмотрено, что, по меньшей мере, один сварной шов образует шов в основании или боковой шов отдельного пакета. Если сварной шов образует шов в основании, то полотно, поступающее в процесс, представляет собой рукав. Если, опять же, полотно выполнено в виде полурукава, то, по меньшей мере, один сварной шов образует боковой шов следующего пакета.
Кроме того, согласно изобретению предусмотрено, что если, по меньшей мере, один сварной шов является швом в основании пакета, то напротив него выполнено отверстие. В этом случае полотно поступает в процесс в виде рукава. Сварной шов, ориентированный поперек направлению обработки полотна, выполнен на расстоянии, соответствующем длине кромки пакета, как разделительный шов или разделительное сварное соединение, так, что пакет, изготовленный из полотна в виде рукава, имеет только один сварной шов. Однако он имеет сгиб в двух местах, и оба сгиба проходят под прямым углом или почти под прямым углом к этому сварному шву. Такое выполнение позволяет получить пакет только с одним сварным швом.
Кроме того, согласно изобретению предусмотрено, что пакет изготовлен как пакет со сварным швом в основании. Для получения пакета со швом в основании полотно из пакетов поступает в процесс в виде рукава. Достаточно только одного сварного шва для получения закрытого с трех сторон пакета. Отверстие предусмотрено для наполнения пакета. После наполнения пакета его можно наглухо закрыть, например, путем сваривания. Для этого также подойдет эластичная лента или пружинный зажим.
Альтернативно согласно изобретению предусмотрено, что пакет выполнен как пакет с боковыми сварными швами. При этом в способе в качестве полотна применяют полурукав. Пакет, закрытый с трех сторон после реализации способа, имеет в месте сгиба основание, а также две стороны в виде двух сварных швов, проходящих под прямым углом или почти под прямым углом к основанию. Остается отверстие, образованное уже при сложении полотна в виде полурукава. Через это отверстие пакет, выполненный как пакет с боковыми швами, можно наполнять. После наполнения пакета его можно наглухо закрыть, например, путем сваривания. Для этого подойдет также эластичная лента или пружинный зажим.
Далее согласно изобретению предусмотрено, что пакет имеет, по меньшей мере, одну метку для ее точного повторения. Эти повторяющиеся метки делают возможным осуществление рабочих операций всегда в одинаковых промежутках в направлении прохождения полотна с изделиями. Например, обеспечивается всегда одинаковое расположение печатной продукции, в частности рекламных проспектов, относительно одного отдельного пакета. Тем самым печатное издание уже можно оформить на полотне из соединенных пакетов. Все позднее отделенные пакеты выглядят также. Эти метки могут помочь пользователю добиться одинакового уровня наполнения загружаемым материалом во многих пакетах одинакового типа. Например, метки снабжены указанием объема.
Согласно изобретению предусмотрена пачка из пакетов, имеющих, по меньшей мере, один сварной шов и, по меньшей мере, один сгиб, причем эта пачка изготовлена способом, предусматривающим описанные выше этапы. Эта пачка выполнена для помещения ее в контейнер для поштучного извлечения содержимого, чтобы доставать из него пакеты по отдельности. Для пользователя это очень удобно, так как он без усилий может извлечь пакет из контейнера. При извлечении пакета пользователь испытывает приятные ощущения, так как не нужно прилагать никаких усилий для отделения пакетов.
Согласно изобретению предусмотрен контейнер для поштучного извлечения содержимого, который выполнен для приема, по меньшей мере, одной пачки, изготовленной способом в соответствии, по меньшей мере, с одним из описанных выше этапов. Контейнер для поштучного извлечения содержимого имеет угловую форму, например форму квадрата, однако может иметь пирамидальную и т.п. форму, так что его легко можно укладывать в стопку. На его поверхность легко можно наносить печатные знаки, привлекающие внимание. Например, можно эффективно представить фирменные знаки, логотипы, информацию о продукции, предупредительные указания, ярлыки с указанием центы, рекламную информацию и т.п.
Контейнер для поштучного извлечения содержимого может иметь, по меньшей мере, одно отверстие для извлечения, причем оно может быть закрыто вплоть до первого извлечения пакета. Для удаления закрывающего элемента можно предусмотреть, например, перфорацию, причем очертание перфорации показывает размер и форму отверстия для извлечения. Также можно предусмотреть отдельный закрывающий элемент, который закрывает отверстие для извлечения вплоть до первого извлечения пакета. Здесь можно предусмотреть, например, пломбу, которая гарантирует пользователю, что, покупая такой контейнер для поштучного извлечения содержимого со сложенными в нем пакетами, он приобретает обещанное количество пакетов в каждой упаковочной единице.
Предпочтительно в контейнере для поштучного извлечения содержимого содержится, по меньшей мере, одна пачка, состоящая из определенного количества пакетов. Эти пакеты имеют форматированный сгиб, а также, например, Z-образный или U-образный сгиб. После осуществления обоих процессов складывания пачки имеют размер, почти соответствующий внутреннему размеру контейнера для поштучного извлечения содержимого. Благодаря этому, во-первых, обеспечивается полное использование объема контейнера, а во-вторых, легкое извлечение отдельных пакетов. Пакеты извлекаются снаружи поштучно. Независимо от выбранного типа сложения пачек потребитель может извлекать каждый пакет по отдельности. Контейнер для поштучного извлечения содержимого можно изготовить, например, из картона, металла, пластмассы или из комбинированного материала.
Для легкого извлечения можно, в частности, пакет, обращенный к отверстию для извлечения, закрепить на закрывающем элементе отверстия для извлечения. Это закрепление выполняется предпочтительно таким образом, что пакет после извлечения легко можно отделить от закрывающего элемента и использовать по назначению. Для закрепления пакета на стороне закрывающего элемента, обращенной к пакету в закрытом состоянии, можно нанести, например, клеевые точки. Например, с помощью клеевых точек можно соединить отдельные пакеты в пачку, чтобы пакет, следующий за извлеченным пакетом, находился в отверстии для извлечения или рядом с отверстием для извлечения. Если в контейнер поместили несколько пачек, между пачками можно предусмотреть соединение, с тем, чтобы можно было легко вытащить пакеты, из которых сформирована соответствующая пачка.
На том пакете пачки, который извлекают первым, можно нанести дополнительный элемент, например клейкую ленту, для возможности захвата. Этот дополнительный элемент облегчает пользователю извлечение первого пакета. Также и другие пакеты можно снабдить дополнительными элементами для легкого извлечения из контейнера. Также можно предусмотреть, по меньшей мере, одно отверстие для извлечения на нижней стороне контейнера, так, чтобы собственный вес при извлечении отдельного пакета оказывал поддерживающее действие. Для этого контейнер для поштучного извлечения содержимого предпочтительно приподнят, чтобы пользователь имел легкий доступ к отверстию для извлечения, расположенному на его нижней стороне. Для поддержания эффекта, обусловленного собственным весом, можно предусмотреть также элемент массы, расположенный в контейнере над пачкой или пакетами. В контейнере для поштучного извлечения содержимого против отверстия для извлечения можно предусмотреть изогнутый пружинный элемент, который оказывает давление на пачку или пакеты в направлении отверстия для извлечения. Тем самым гарантируется, что следующий извлекаемый пакет всегда находится в области отверстия для извлечения.
Пакет можно выполнить из различного материала, например из синтетической пленки. Возможно также применение тонкой металлической фольги. В способе можно применять также вязаные, нетканые или тому подобные материалы в форме полотна, полурукава или рукава. Наконец, для формирования пакетов применяются и подходят все материалы в форме полотна, полурукава или рукава, способные иметь сплошное соединение. Из этих пакетов затем получают пачки для помещения их, например, в контейнеры для поштучного извлечения содержимого.
Другими словами, согласно изобретению предусмотрено, что любые конструктивные формы пакетов, в частности, пластиковых пакетов, сначала поставляются в виде бесконечного полотна. Это бесконечное полотно затем складывают, по меньшей мере, один раз симметрично продольной оси или асимметрично подготовленному бесконечному полотну, так, что затем перекрываются или даже накладываются друг на друга части областей, при необходимости, полностью, области бесконечного полотна из пакетов.
На следующем этапе от сложенного бесконечного полотна в заранее заданных местах отделяют друг от друга отдельные пакеты, до этого времени соединенные между собой. Это может происходить известным образом в процессе разрезания или подобном ему процессе. Отдельные пакеты, сложенные таким образом и отделенные от бесконечного полотна, укладывают друг на друга для образования пачки или складывают их еще раз. Их должно быть определенное количество. Количество пакетов зависит, в частности, от вместимости контейнера для поштучного извлечения содержимого, в который нужно поместить уложенные в пачку пакеты. Здесь можно предусмотреть, чтобы каждый отдельный пакет можно было сложить, по меньшей мере, еще раз параллельно, поперек или как-то иначе, чтобы согласовать формат окончательно сложенного пакета с приемной камерой контейнера для поштучного извлечения содержимого.
Наконец, представлен контейнер для поштучного извлечения содержимого, в который помещена пачка из сложенных в заданном количестве пакетов. Затем его доставляют по месту и применяют по назначению.
По меньшей мере, однократное сложение перед отделением отдельных пакетов от бесконечного полотна происходит таким образом, что заранее определенное количество пакетов после отделения находится в одной пачке. Если эта пачка уложена в контейнер для поштучного извлечения содержимого, то отдельные пакеты можно извлекать из этого контейнера. Какого-то дополнительного отделения этих пакетов при извлечении из контейнера выгодным образом не требуется.
В дополнение, по меньшей мере, к однократному сложению перед отделением пакетов можно предусмотреть, чтобы отдельные отделенные пакеты сложить, по меньшей мере, еще раз и/или определенное количество уложенных в пачку пакетов сложить, по меньшей мере, еще раз. Эти последующие сложения выгодны тем, что еще раз изменяются, в частности, уменьшаются, размеры пакета (длина, ширина) и тем самым не только лучше используется приемная камеры контейнера для поштучного извлечения содержимого, но и формат пачки со сложенными пакетами можно согласовать с форматом этого контейнера.
Как правило, пакеты имеют форму квадрата (длина = ширине) или прямоугольника. В соответствии с этим выгодно, если контейнер для поштучного извлечения содержимого также имеет форму квадрата или прямоугольника. Однако можно подумать о том, чтобы контейнер имел, например, треугольную форму, а отделенный от бесконечного полотна пакет был сложен, по меньшей мере, один раз таким образом, чтобы для укладывания его в контейнер в пачку он мог принять соответствующую треугольную форму контейнера.
Существенно, что пакеты сложены так, что из них можно составить пачку и поместить ее в контейнер для поштучного извлечения содержимого, имеющий угловую форму. Угловая форма контейнера для поштучного извлечения содержимого имеет существенное преимущество, заключающееся в том, что оптимально используется предоставленное пространство для транспортировки и последующего размещения (например, на полках супермаркетов). Кроме того, такой контейнер для поштучного извлечения содержимого, имеющий угловую форму, обладает таким существенным преимуществом как возможность простого нанесения на него известным образом информации о продукции.
Далее пример выполнения изобретения раскрывается более подробно с привлечением приложенных фигур чертежа.
Фиг. 1А и 1В соединенные между собой пакеты, изготовленные из полурукава,
Фиг. 2А и 2В соединенные между собой пакеты, изготовленные из рукава,
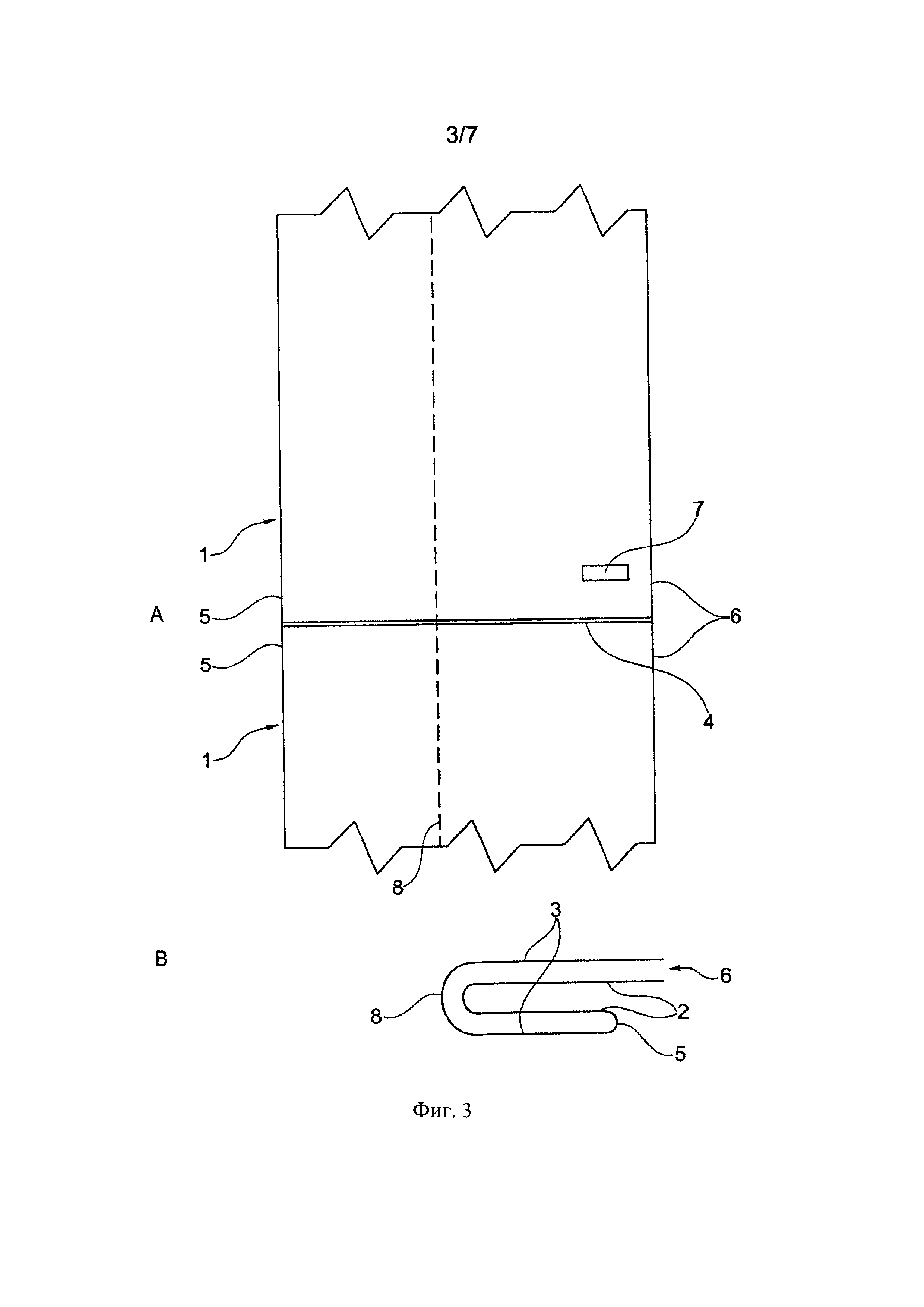
Фиг. 3А и 3В соединенные между собой пакеты согласно Фиг. 1А и 1В, сложенные один раз,
Фиг. 4А и 4И соединенные между собой пакеты согласно Фиг. 2А и 2В, сложенные один раз,
Фиг. 5 отделенный пакет согласно фигурам 1А-4В,
Фиг. 6 пачка, сформированная из отдельных пакетов согласно Фиг. 5,
Фиг. 7А, 7В и 7С варианты сложения пачки из пакетов согласно Фиг. 6,
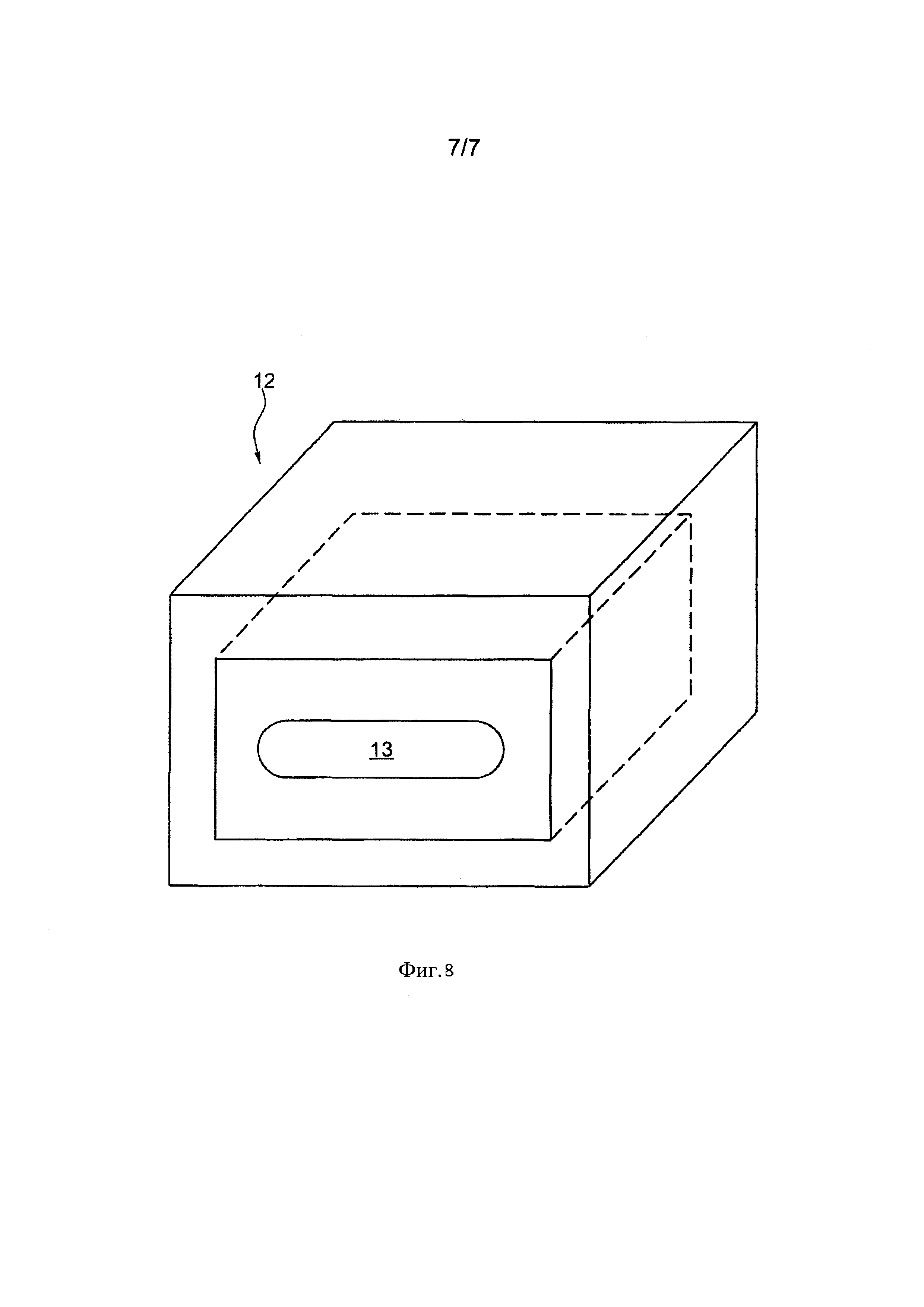
Фиг. 8 контейнер для поштучного извлечения содержимого для приема сложенной из пакетов пачки согласно Фиг. 7.
В последующем описании фигур такие понятия, как вверху, внизу, слева, справа, впереди, сзади и т.д. относятся исключительно к изображению и положению примера устройства и других элементов, выбранных на соответствующих фигурах. Эти понятия не следует считать ограничивающими, т.е. эти отношения могут изменяться благодаря разным положениям и/или зеркально симметричному исполнению или т.п.
Одинаковые элементы обозначены на всех фигурах и в последующем описании одинаковыми позициями.
Предусмотрено, что любые конструктивные формы пакетов 1, в частности, пленочных пакетов, предоставляются сначала на бесконечном полотне для пакетов. Затем это бесконечное полотно для пакетов складывают, по меньшей мере, один раз симметрично продольной оси или асимметрично подготовленному бесконечному полотну, так, что после этого часть областей, при необходимости, полностью все области бесконечного полотна перекрывают друг друга или даже накладываются друг на друга.
На Фиг. 1А и 1В показаны два соединенных между собой пакета 1, сформированных из полурукава с нижним слоем материала 2 и верхним слоем материала 3. В области разделения между двумя пакетами 1 находится, по меньшей мере, один сварной шов 4 для соединения слоев материала 2, 3. Сторона пакета 1, расположенная под прямым углом или почти под прямым углом к сварному шву 4, образована сгибом 5. Сторона пакета 1, находящаяся напротив сгиба 5, имеет отверстие 6. Рядом со стороной пакета с отверстием 6 равномерно нанесены метки 7. Эти точно повторяющиеся метки служат для обработки пакета. С помощью этих меток 7, например, можно точно разместить сварной шов 4. Если, например, печатные издания, в частности, рекламные проспекты, помещают в пакеты, их можно всегда точно расположить в отдельных пакетах 1 и отделить с помощью сварного соединения.
На Фиг. 1В схематично показан вид по сечению пакета согласно Фиг. 1А вне сварного шва 4 и параллельно сварному шву 4. Четко можно видеть отверстие 6, которое находится напротив сгиба 5. Сгиб 5 следует понимать как изменение направления материала, образующего пакет 1, на противоположное. Его можно выполнить жестким в смысле линии перегиба или выпуклым.
В отличие от Фиг. 1А и 1В на Фиг. 2А и 2В представлены два соединенных между собой пакета 1, выполненных из круглого рукава с нижним слоем материала 2 и верхним слоем материала 3. Друг против друга находятся сгибы 5, которые расположены под прямым углом или почти под прямым углом к сварному шву 4.
На Фиг. 2В схематично показан вид по сечению пакета согласно Фиг. 2А в области, находящейся вне сварного шва 4 и параллельно сварному шву 4. Четко можно видеть, что два сгиба находятся друг против друга.
На Фиг. 3А, 3В, 4А и 4В представлен форматированный сгиб 8 в полотне из соединенных между собой пакетов 1. На Фиг. 3А и 3В показаны соединенные между собой пакеты 1 с отверстием 6 согласно Фиг. 1А и 1В. Фиг. 3В схематично показывает вид по сечению согласно Фиг. 3А в области вне сварного шва 4, однако параллельно сварному шву 4. Четко можно видеть отверстие 6.
На Фиг. 4А и 4В показаны соединенные между собой пакеты 1 согласно Фиг. 2А и 2В. На Фиг. 4В схематично показан вид по сечению согласно Фиг. 4А в области, находящейся вне сварного шва 4, однако параллельно сварному шву 4. Четко можно видеть два сгиба, находящихся друг против друга, перед выполнением форматированного сгиба 8.
На Фиг. 5 показан отдельный пакет 1, причем он может иметь сгиб 5 и отверстие 6 согласно Фиг. 1А, 1В, 3А и 3В или два сгиба 5 согласно Фиг. 2А, 2В, 4А и 4В.
Отделение пакетов 1 от целого полотна происходит, например, путем разрезания или разделительного сваривания. У пакетов 1 согласно Фиг. 1А, 1В, 3Ф и 3В напротив сварного шва 4 можно предусмотреть отверстие.
На Фиг. 6 показано формирование множества отдельных пакетов 1 для образования пачки 9. Эта пачка образована из последовательно сформированных отдельных пакетов 1.
На Фиг. 7А изображен вид сверху на пачку 9 согласно Фиг. 6.
На Фиг. 7В и 7С показаны варианты другого сгиба пачки 9.
На Фиг. 7В показан Z-образный сгиб 10, а на Фиг. 7С показан U-образный сгиб 11. Пачки 9 пакетов 1, имеющие Z-образный сгиб 10 или U-образный сгиб 11, помещают в контейнер для поштучного извлечения содержимого 12 согласно Фиг. 8. Из этого контейнера для поштучного извлечения содержимого 12 пакеты можно удобно извлекать по одному, по меньшей мере, через одно отверстие для извлечения 13. Благодаря сгибу, в частности, U-образному сгибу 11 или Z-образному сгибу 10, пакет 1 всегда находится наготове под рукой у пользователя в области отверстия для извлечения 13. При извлечении пакета 1 этот пакет 1 скользит, по меньшей мере, по одному пакету 1, остающемуся в контейнере для поштучного извлечения содержимого.
Перечень обозначений позиций
1 пакет
2 нижний слой материала
3 верхний слой материала
4 сварной шов
5 сгиб
6 отверстие
7 метка
8 форматированный сгиб
9 пачка
10 Z-образный сгиб
11 U-образный сгиб
12 контейнер для поштучного извлечения содержимого
13 отверстие для извлечения
Реферат
Изобретение относится к способу изготовления по меньшей мере одной пачки (9), сформированной из пакетов (1), который предусматривает следующие этапы: подачу материала, имеющего форму рукава или полурукава, для формирования нижнего слоя материала (2) и верхнего слоя материала (3); выполнение по меньшей мере одного сварного шва (4) для соединения нижнего слоя материала (2) с верхним слоем материала (3) для образования отдельного, но еще находящегося в связке пакета (1); выполнение форматированного сгиба (8) полотна из слоев, образованного из еще соединенных между собой пакетов (1); разделение пакетов (1), соединенных между собой в форматированном полотне, состоящем из слоев, на отдельные пакеты (1), причем эти пакеты (1) имеют, кроме того, форматированный сгиб (8); формирование пачки (9) из отдельных пакетов (1), в которой находится определенное количество пакетов (1); выполнение по меньшей мере одного сгиба в пачке (9), а также изобретение относится к пакету (1), пачке (9) и контейнеру для поштучного извлечения содержимого (12). 3 н. и 5 з.п. ф-лы, 8 ил.
Комментарии