Емкость для упаковки фасуемых материалов и способ обработки материала полотна - RU2604025C2
Код документа: RU2604025C2
Чертежи


Описание
Настоящее изобретение относится к емкости для упаковки фасуемых материалов, в частности пакету или мешку, изготовленному из пластмассовой пленки, содержащей по меньшей мере одну стенку емкости, окружающую фасуемый материал, которая содержит по меньшей мере одну переднюю и заднюю стенку, причем в нижней области емкости между передней и задней стенкой расположены два внутренних слоя внутренней складки участка полотна пластмассовой пленки, который согнут внутрь по меньшей мере на одной стороне на одной из ее продольных сторон, причем посредством упомянутой внутренней складки образуется устойчивое основание, соединяющее переднюю и заднюю стенки, при этом упомянутая емкость также содержит многослойную область, содержащую больше двух наложенных друг на друга слоев, образованную в верхней области емкости, причем многослойная область содержит по меньшей мере одно средство для переноса, выполненное в виде отверстия, причем упомянутое отверстие проходит по меньшей мере частично через слои в верхней области, а упомянутая емкость содержит швы, соединяющие заданные слои в боковых областях и в верхней области. Изобретение также относится к способу обработки материала полотна для упаковочных емкостей, изготовленных из пластмассовой пленки, в частности для пленочных мешков, содержащих многослойную верхнюю и нижнюю область.
Емкости для упаковки фасуемых материалов вышеупомянутого типа, которые, например, также известны как стоячие мешковые упаковки, изготавливают, помимо прочего, из пластмассовой пленки, которая может быть сварена с обеих сторон, или из композитной пластмассовой пленки, которая может быть сварена с одной стороны, и используют, в частности, для размещения самых разных типов сыпучих или фасуемых материалов, таких как, например, продукты питания, жидкости или подобные продукты.
Такая упаковочная емкость в соответствии с вводной частью п.1 формулы изобретения известна, например, из ЕР 1373080 В1, которая содержит многослойную верхнюю область, которая полностью отделена от пространства для заполнения емкости сварным швом. В данном случае сварной шов продолжается по всей ширине упаковочной емкости. Однако опорожнение данной упаковочной емкости является относительно затруднительным, поскольку для опорожнения емкости либо верхняя область, либо боковая область должна быть частично или полностью отделена. Однако в этом случае манипулирование емкостью посредством средства для переноса строго ограничено, чтобы предотвратить случайное выливание фасуемого материала из емкости. В случае если емкость открыта в боковой области, совершенно недопустимо использовать средство для переноса, образованное в верхней области, чтобы исключить неконтролируемую утечку фасуемого материала сбоку емкости.
Таким образом, задачей изобретения является создание емкости для упаковки фасуемых материалов, которая обеспечивает упрощенное и контролируемое дозирование фасуемого материала из внутренней части емкости. Другой задачей изобретения является создание способа обработки материала полотна, который пригоден для изготовления такой упаковочной емкости, посредством которого может быть обеспечено усовершенствованное предварительное изготовление материала полотна.
Упомянутая задача решается в соответствии с изобретением посредством емкости, содержащей признаки в соответствии с п.1 формулы изобретения, и посредством способа. Предпочтительные варианты осуществления изобретения определены в дополнительных пунктах формулы изобретения, связанных с соответствующим основным пунктом.
В емкости для упаковки фасуемых материалов, в частности пакете или мешке, изготовленном из пластмассовой пленки, содержащей по меньшей мере одну стенку емкости, окружающую фасуемый материал, которая содержит по меньшей мере одну переднюю и заднюю стенку, причем в нижней области емкости между передней и задней стенками расположены два внутренних слоя внутренней складки участка полотна пластмассовой пленки, который согнут по меньшей мере на одной стороне на одной из ее продольных сторон, причем посредством упомянутой внутренней складки образуется устойчивое основание, соединяющее переднюю и заднюю стенку, причем упомянутая емкость содержит также многослойную область, содержащую больше двух наложенных друг на друга слоев, образованную в верхней области емкости, причем многослойная область содержит по меньшей мере одно средство для переноса, выполненное в виде отверстия, причем упомянутое отверстие проходит по меньшей мере частично через слои в верхней области, при этом упомянутая емкость содержит швы, соединяющие заданные слои в боковых областях и в верхней области, причем в соответствии с изобретением предусмотрено, что в верхней области емкости заданные слои соединены на по меньшей мере одном участке посредством по меньшей мере одного укупорочного средства, закрывающего емкость, ниже которого участок верхней области, расположенный рядом с областью, имеющей отверстие, содержит область извлечения фасуемого материала, причем по меньшей мере один участок соединительного шва расположен так, что он проходит вокруг упомянутого отверстия по меньшей мере в некоторых участках таким образом, что в верхней области многослойная область отделена запечатывающим образом от пространства для заполнения емкости.
При помощи емкости, которая содержит область извлечения, выполненную таким образом в соответствии с изобретением в ее верхней области, может быть всегда обеспечено оптимальное манипулирование посредством средства для переноса. Случайный выход фасуемого материала из внутренней части емкости предпочтительно предотвращается посредством области извлечения, продолжающейся прямо внутри верхней области. Для того чтобы предотвратить выход фасуемого материала во время транспортировки, заданные слои в области извлечения фасуемого материала взаимно соединены посредством укупорочного средства таким образом, что емкость закрывается запечатывающим образом и фасуемый материал таким образом удерживается. Область извлечения фасуемого материала предпочтительно образована в участке верхней области, который непосредственно примыкает к участку верхней области, содержащему средство для переноса. Средство для переноса и область извлечения могут быть образованы на приблизительно одинаковой высоте в верхней области емкости, если емкость стоит вертикально на своем устойчивом основании. Для того чтобы дополнительно предотвратить выход фасуемого материала через отверстие, служащее в качестве средства для переноса, в верхней области предусмотрен по меньшей мере один участок соединительного шва. Данный участок соединительного шва отделяет многослойную область вокруг отверстия в верхней области, образованную, в частности, из внутренних и внешних слоев запечатывающим образом, от пространства для заполнения емкости. Предпочтительно все слои в верхней области непрерывно взаимно соединены посредством соединительного шва. Соединительный шов может быть выполнен в виде сварного шва, расположенного целиком вокруг упомянутого отверстия.
В соответствии с предпочтительным дополнительным усовершенствованием изобретения предусмотрено, что по меньшей мере одно укупорочное средство расположено вдоль верхних крайних областей слоев, соединяемых друг с другом. Таким образом, обеспечивается предпочтительный вариант осуществления области извлечения, которая предпочтительного доступна для фасуемого материала до приблизительно верхних пограничных краев слоев в верхней области, образующих область извлечения. Возможно также размещение укупорочного средства на разных высотах верхней области емкости.
Таким образом, укупорочное средство может представлять собой средство для повторного закрывания в области извлечения фасуемого материала. Использование средства для повторного закрывания, такого как, например, ползунок или механическая застежка, имеет преимущество в том, что емкость может быть повторно закрыта, в частности, после лишь частичного извлечения фасуемого материала, содержащегося в упаковочной емкости. Благодаря запечатывающему эффекту средства для повторного закрывания могут быть минимизированы нежелательные воздействия на фасуемый материал, например обусловленные влияниями окружающей среды, такими как, например, грязь или влажность. Средство для повторного закрывания, в частности, содержит две взаимно соответствующие укупорочные части, которые, в частности, расположены на обращенных друг к другу поверхностях слоев в области извлечения фасуемого материала. Для данной цели может быть использован укупорочный шов, который закрывает емкость в верхней области запечатывающим образом. Средство для повторного закрывания может быть выполнено с возможностью прохождения как параллельно относительно часто горизонтально проходящих верхних пограничных краев слоев, образующих многослойную верхнюю область, так и прохождения под заданным углом относительно краев верхней области емкости.
В качестве альтернативы укупорочному средству, выполненному в виде средства для повторного закрывания, в качестве укупорочного средства может быть использован укупорочный шов, который соединяет заданные слои в верхней области. Относительно простое и надежное закрытие емкости достигается посредством укупорочного шва, который запечатывает область извлечения фасуемого материала, в частности, проходящего по верхним пограничным краям слоев. Упрощенный вариант осуществления особенно предпочтителен для емкостей для упаковки фасуемых материалов или упаковочных емкостей, которые после первоначального открытия являются всегда полностью открытыми. Для открытия области извлечения фасуемого материала емкость просто разрывают или отрезают в области извлечения. Укупорочный шов предпочтительно представляет собой сварной шов, основанный на прочном сцеплении, посредством которого может быть обеспечено предпочтительное прочное соединение между слоями, подлежащими взаимному соединению.
В частности, заданная разделительная линия, которая ослабляет участки поверхности конкретных слоев, связана с укупорочным швом, который закрывает область извлечения фасуемого материала в верхней области. При помощи заданной разделительной линии в соответствии с изобретением осуществляется упрощенное открытие упаковочной емкости в области извлечения фасуемого материала и соответственно упрощенный доступ к фасуемому материалу в пространстве для заполнения емкости. Предпочтительно можно обойтись без использования отдельных средств для открытия упаковки. Заданная разделительная линия предпочтительно продолжается по всей ширине области извлечения фасуемого материала в верхней области немного ниже и, в частности, параллельно укупорочному шву, закрывающему область извлечения.
Многослойная область, содержащая больше двух слов в верхней области между передней и задней стенкой, предпочтительно содержит по меньшей мере один внутренний слой внутренней складки участков полотна, согнутых внутрь вдоль его продольных сторон. Образование верхней области с по меньшей мере одним внутренним слоем, расположенным между передней и задней стенками емкости, который образован в виде внутренней складки участка полотна, согнутого внутрь вдоль его продольных сторон, представляет собой предпочтительно простую возможность для многослойного формирования верхней области. В результате формирования в верхней области многослойной области, содержащей больше двух слоев, емкость приобретает повышенную прочность, так что усилия для переноса могут без проблем воздействовать на данную многослойную область через средство для переноса, выполненное в виде отверстия в верхней области. Таким образом, многослойная область, содержащая больше двух слоев, может продолжаться, в частности, по всей ширине емкости. Помимо участка верхней области, содержащего отверстие, участок верхней области, выполненный в виде области извлечения фасуемого материала, может, в частности, содержать по меньшей мере один внутренний слой, выполненный в виде внутренней складки между одной из внутренних сторон передней или задней стенки. Предпочтительно участки передней и задней стенок согнуты внутрь симметрично в виде внутренней складки, так что образуется два внутренних слоя, расположенных между передней и задней стенками. При этом можно образовать разные многослойные области в верхней и нижней области емкости асимметрично, так что верхняя и нижняя область имеют разную ширину.
В соответствии с одним дополнительным усовершенствованием изобретения предусмотрено, что каждый выступающий внутрь слой внутренней складки в верхней области зафиксирован посредством по меньшей мере одного участка соединительного шва на внутренней стороне соответственно связанной передней или задней стенки. В частности, если область извлечения фасуемого материала выполнена многослойной, необходимо зафиксировать выступающую внутрь внутреннюю складку, чтобы предпочтительно обеспечить беспрепятственный выход фасуемого материала из пространства для заполнения через область извлечения. В то же время, в частности, нижние концы внутренних слоев в участке верхней области, примыкающем к области извлечения, могут быть дополнительно соединены друг с другом, наряду с фиксацией на соответствующей внутренней стороне, в результате чего данный участок верхней области автоматически отделяется от пространства для заполнения емкости. Вместо внутренней складки в верхней области можно также образовать многослойную область, содержащую больше двух слоев, при этом передняя и задняя стенки емкости образуют внутренние слои в верхней области и один внешний и один внутренний слои, примыкающие к внутренним слоям многослойной области.
Многослойная область, содержащая больше двух слоев, может быть образована, в частности, посредством сгибания наверх верхних, еще плоско лежащих концов передней и задней стенок вместе в одну сторону. Таким образом, образуется четырехслойная область, в которой предпочтительно может быть выполнено отверстие в виде средства для переноса. В данном случае передняя и задняя стенки могут быть также соединены друг с другом. Если верхние концы передней и задней стенок не соединены, то можно также согнуть одну из стенок упаковки внутрь и разместить соседнюю стенку упаковки ее внутренней стороной на двухслойной согнутой внешней стороне первой стенки упаковки и таким образом получить область наложения с четырьмя слоями. Для того чтобы обеспечить прочное соединение между согнутыми наверх слоями и предотвратить выход фасуемого материала через отверстие средства для переноса, четыре слоя в верхней области могут быть взаимно соединены вдоль согнутых наверх краев посредством соединительного шва. Четырехслойная область обычно отделена участком соединительного шва от области извлечения фасуемого материала, которая часто содержит только два слоя.
В участке верхней области, примыкающем к области извлечения фасуемого материала, образуют многослойную область, содержащую больше двух слоев. Таким образом, предпочтительно только участок верхней области, содержащий отверстие, имеет многослойную конфигурацию. С другой стороны, участок верхней области, содержащий область извлечения фасуемого материала, образован только из двух слоев, например заданных участков поверхности передней и задней стенок. Это имеет преимущество в том, что в области извлечения, согнутые внутрь внутренние слои между передней и задней стенками уже не должны быть зафиксированными на внутренних сторонах передней и задней стенок. Например, участки поверхности, которые образуют внутренние слои, в иных случаях выступающие между передней и задней стенками, могут быть отделены от участка верхней области, образующего область извлечения фасуемого материала.
Соединительный шов, запечатывающий отверстие в верхней области от пространства для заполнения емкости, предпочтительно образован из множества участков швов, проходящих под заданными углами относительно друг друга, и может также представлять собой часть укупорочного шва, закрывающего упаковочную емкость в верхней области. Благодаря данному средству предпочтительно устраняется отдельная и, кроме того, сложная конфигурация укупорочного и соединительного швов, тем самым упрощая изготовление такой емкости в соответствии с изобретением. Участки соединительного шва и укупорочного шва могут содержать прямолинейные и/или криволинейные участки. Кроме того, разделение или деление верхней области на, в частности, двухслойную и четырехслойную области возможно при помощи соединительного шва, отделяющего отверстие.
Для данной цели соединительный шов может содержать один участок шва, проходящий на высоте и параллельно согнутым внутрь или согнутым наружу концам некоторых слоев, на котором по меньшей мере с одной стороны расположен другой, примыкающий участок шва, продолжающийся под заданным углом в направлении верхней крайней области слоев верхней области. При помощи такой конфигурации в соответствии с изобретением появляется простая возможность обеспечить отверстие в верхней области и отделение области извлечения фасуемого материала. В данном случае согнутые внутрь или согнутые наружу слои в верхней области предпочтительно непрерывно зафиксированы на внутренней или внешней сторонах передней и задней стенки. В частности, соединительный шов содержит участок, проходящий параллельно верхнему концу упаковки, который примыкает к другим участкам шва, которые продолжаются под углом 45-90 градусов в направлении верхнего согнутого края. При этом данный участок шва, проходящий частично в продольном направлении упаковки, может переходить непосредственно в участок укупорочного шва, образованный вдоль верхних краев, который закрывает емкость в области извлечения. Вместо соединительного шва, состоящего из прямолинейных участков шва, можно также использовать соединительный шов, содержащий участки шва, выполненные в форме полуокружности или дуги.
В пределах объема изобретения предусмотрено также, что область извлечения фасуемого материала содержит выступающий наружу уступ, образованный из заданных участков поверхности по меньшей мере двух слоев в верхней области. При помощи данного уступа предпочтительно можно вытягивать область извлечения фасуемого материала наружу, в результате чего может быть относительно просто увеличена высота области извлечения относительно высоты верхней области. Выступающий наружу уступ верхней области может быть образован, например, посредством частей не согнутых внутрь или наружу участков передней и задней стенки. Средство для повторного закрывания, расположенное, в частности, в двухслойной, а также в четырехслойной области извлечения фасуемого материала, выполненной в виде уступа, может в свою очередь проходить параллельно относительно обычно горизонтально продолжающихся верхних пограничных краев уступа, а также наклонно относительно верхних пограничных краев уступа емкости. Средство повторного закрывания, проходящее наклонно относительно боковых краев, а также относительно верхних пограничных краев уступа, образует наклонное выпускное отверстие, посредством которого может быть предпочтительно упрощено опорожнение емкости.
В соответствии с изобретением также создан способ обработки материала полотна для упаковочных емкостей, изготовленных из пластмассовой пленки, в частности, для пленочных мешков с устойчивыми основаниями, в котором по меньшей мере одно плоское полотно сгибают для образования согнутого полотна, содержащего наложенные друг на друга внешние и внутренние слои на обеих сторонах вдоль продольных сторон, причем по меньшей мере на одной из продольных сторон согнутого полотна образуют получаемое в результате устойчивое основание, образуемое посредством сгибания внутрь продольной стороны согнутого полотна, при этом на противоположной продольной стороне согнутого полотна образуют будущую многослойную верхнюю область и продольные стороны плоского полотна, образующие концы конкретных слоев, не соединенные друг с другом, накладывают друг на друга, причем средство повторного закрывания вставляют между заданными участками поверхности слоев согнутого полотна, не соединенных друг с другом по меньшей мере в некоторых участках, затем заданные участки поверхности наложенных друг на друга слоев согнутого полотна соединяют со средством для повторного закрывания и друг с другом в продольном направлении согнутого полотна посредством по меньшей мере одного участка укупорочного шва и образуют ленту по меньшей мере трубчатых секций, каждая из которых содержит многослойную область, отделенную от внутренней части трубчатой секции, причем в отделенной многослойной области каждой трубчатой секции ленты по меньшей мере некоторое количество наложенных друг на друга слоев прорезают, чтобы образовать по меньшей мере одно отверстие, и затем ленту сворачивают, чтобы образовать рулон для дополнительной обработки.
При помощи такого способа обработки в соответствии с изобретением для материала полотна, изготовленного из пластмассовой пленки, используемой для изготовления упаковочных емкостей, может быть изготовлена лента мешков, выполненная с возможностью повторного сворачивания, содержащая уже заранее изготовленные стоячие упаковки. Таким образом, можно предпочтительно избежать изготовления одной упаковки, которое является всегда сложным из-за дополнительной обработки. Кроме того, благодаря ширине заранее изготовленной емкости, образованной в продольном направлении полотна, возможно относительно простое изменение ширины упаковки, причем получаемое в результате устойчивое основание образуется посредством, в частности, согнутой внутрь продольной стороны, а верхняя область образуется посредством произвольно согнутой продольной стороны с наложенными друг на друга наружными и внутренними слоями ленты мешков. Для данной цели прежде всего необходимо согласовать расстояние между поперечными соединительными швами и размещение средства для переноса и области извлечения. Кроме того, в результате размещения создаваемой нижней области и создаваемой верхней области в боковых областях материала полотна возможно предпочтительно простое заполнение в продольном направлении ленты мешков, то есть с реальной стороны упаковочной емкости, отделяемой незадолго перед или после заполнения и закрытия. В заявленном способе может быть использовано плоское полотно материала, представляющее собой непрерывно свариваемую пластмассовую пленку или односторонне свариваемую пластмассовую композиционную пленку. Его продольные края размещают один на другом в многослойной области вдоль одной из продольных сторон согнутого полотна, изготовленного таким образом, что, например, пограничные края плоского полотна образуют концы наружных или внутренних наложенных слоев на продольной стороне согнутого полотна, которая служит в качестве получаемой в результате верхней области. С другой стороны, устойчивое основание образуется посредством сгибания внутрь непрерывного участка поверхности так, что два внутренних слоя внутренней складки всегда непосредственно соединены с наружными слоями согнутого полотна, образующими переднюю и заднюю стенки образуемой упаковочной емкости. После сгибания внутрь для образования согнутого полотна средство для повторного закрывания вставляют или задвигают в участок верхней области, образующий область извлечения на заданном участке, в частности, между взаимно обращенными участками поверхности слоев, не соединенными друг с другом, посредством чего область извлечения предпочтительно закрывается на верхних пограничных краях. При помощи по меньшей мере одного участка укупорочного шва осуществляется взаимное соединение верхних пограничных участков наложенных друг на друга несоединенных слоев, при этом по меньшей мере участки согнутого полотна выполнены с возможностью образования ленты трубчатых секций полотна или полностью замкнутой трубы и средство для повторного закрывания соединяют с некоторыми слоями. В то же время при помощи укупорочного шва по меньшей мере одну многослойную область в верхней области отделяют от внутренней части трубчатой секции полотна. В отделенной многослойной области может быть образовано отверстие, служащее в качестве средства для переноса, посредством прорезания по меньшей мере двух из, в частности, четырех слоев в верхней области.
В качестве альтернативы в способе, описанном отдельно, вместо плоского полотна можно использовать трубу или трубчатое полотно. В соответствии с альтернативным способом для обработки материала полотна по меньшей мере одно трубчатое полотно сгибают для образования плоской трубы, содержащей наложенные друг на друга наружные и внутренние слои на обеих сторонах вдоль продольных сторон, причем по меньшей мере на одной из продольных сторон плоской трубы образуют получаемое в результате устойчивое основание, образуемое посредством сгибания внутрь продольной стороны трубчатого полотна, и вдоль противоположной продольной стороны плоской трубы образуют получаемую в результате многослойную верхнюю область, содержащую больше двух наложенных друг на друга слоев, причем заданные слои на по меньшей мере одном согнутом краю, соединяющем слои, являются по меньшей мере частично отделенными, и создано полотно материала, содержащее согнутые секции полотна. Все другие технологические этапы, соответствующие изготовлению полотна материала с согнутыми секциями полотна, аналогичны способу обработки, уже описанному выше.
Посредством данного способа в соответствии с изобретением из трубы, изготовленной, например, посредством экструзии раздувом предпочтительно может быть получена лента, содержащая заранее изготовленные секции трубчатой заготовки. Лента мешков может быть относительно легко свернута, чтобы образовать рулон, при этом лента, изготовленная таким способом в соответствии с изобретением, оптимально пригодна для повторной обработки, в частности заполнения фасуемым материалом, и изготовления и закрытия отдельных мешков, возможно, осуществляемого заранее и/или через некоторое время в фасовочной установке. В частности, посредством разделения материала полотна, выполненного в виде плоской трубы, предпочтительно на участке согнутого края, может быть образовано полотно материала с трубчатыми и согнутыми секциями полотна или согнутое полотно, открытое полностью в продольном направлении в одной области. Отделение по меньшей мере одного согнутого края может быть осуществлено, в частности, перед сгибанием продольной стороны полотна материала, образующей будущую верхнюю область, или только после сгибания соответствующей продольной стороны для образования области, содержащей больше двух слоев на плоской трубе. Средства для повторного закрывания вставляют на заданных расстояниях друг от друга между (по желанию) только частично разрезанными согнутыми секциями полотна материала. Как описано выше, после этого осуществляются дополнительные технологические процессы, образующие ленту.
Предусмотрено также, что участки поверхности согнутого полотна или плоской трубы сгибают внутрь, чтобы образовать верхнюю область, содержащую больше двух слоев. Изготовление внутренних складок, каждая из которых содержит два слоя вдоль обеих продольных сторон плоского полотна или плоской трубы, так что наружные слои продолжаются по всей ширине соответствующего полотна материала, обеспечивает предпочтительную возможность для образования продольных сторон, образующих получаемые в результате верхнюю или нижнюю область. Таким образом, могут быть образованы внутренние складки, имеющие разную глубину внутренней складки, так что многослойные продольные стороны полотна материала имеют разную ширину.
В качестве альтернативы предусмотрено, что наложенные друг на друга участки поверхности согнутого полотна или плоской трубы сгибают наверх наружу совместно на одной стороне, так что они накладываются друг на друга, чтобы образовать верхнюю область, содержащую больше двух слоев. Таким образом, слои, продолжающиеся непрерывно от одной продольной стороны до другой продольной стороны, образуют наружный и внутренний слой, и согнутые участки поверхности также образуют внутренний и наружный слой на продольной стороне, служащей в качестве верхней области емкости. Возможно также, что пограничные области согнутого полотна сгибают наружу на обеих сторонах, так что согнутые участки поверхности каждый образуют наружные слои на соответствующей продольной стороне полотна материала.
Независимо от типа сгибания, осуществляемого на продольной стороне полотна материала, образующей верхнюю область, может быть предусмотрено, что сгибание внутрь или сгибание наверх участков поверхности продольной стороны осуществляется в секциях в продольном направлении полотна материала. Таким образом, выступающие наружу уступы образуются на заданных расстояниях друг от друга на одной из продольных сторон. Область уступа, которая, в частности, образует получаемую в результате область извлечения упаковки, может в данном случае содержать только два слоя, в отличие от, в частности, четырехслойной области согнутой продольной стороны.
В связи с плоским полотном, используемым в способе в соответствии с изобретением, которое сгибают для образования согнутого полотна, в котором некоторые наложенные друг на друга участки поверхности сгибают наружу совместно на одной стороне на продольной стороне, образующей будущую верхнюю область, предусмотрено, в частности, что по меньшей мере один согнутый край, соединяющий слои друг с другом, разрезают по меньшей мере в участках вдоль продольной стороны согнутого полотна, образующей верхнюю область. Разрезание необходимо для того, чтобы открыть по меньшей мере один участок согнутого полотна так, чтобы между предусмотренными для этого слоями предпочтительно можно было вставить средство для повторного закрывания, которое определяет границы области извлечения фасуемого материала емкости, которая должна быть образована в верхней области.
По желанию можно образовать соответственно один из боковых швов упаковочной емкости, которая должна быть изготовлена посредством поперечных соединительных швов, проходящих поперек относительно продольного направлении ленты с заданными интервалами на ленте, содержащей по меньшей мере трубчатые секции полотна, в результате чего получается лента мешков, содержащая мешкообразные трубчатые секции. Таким образом, может быть создана лента мешков перед сворачиванием ленты для образования рулона, где боковой шов, определяющий границы получаемой в результате упаковочной емкости, образует основание для фасовки, используемое для процесса фасовки. Таким образом, если смотреть в продольном направлении, лента мешков закрыта запечатывающим образом на фиксированных или заданных расстояниях друг от друга. Можно, конечно, также выполнять поперечные соединительные швы в фасовочной установке, причем первый нижний поперечный соединительный шов образуют непосредственно перед процессом заполнения. Другой верхний поперечный соединительный шов, обычно расположенный в направлении заполнения емкости, заполняемой сбоку, выполняют после заполнения, и таким образом емкость закрывают запечатывающим образом. Поперечные соединительные швы, в частности, выполняются посредством сварных швов, основанных на прочном соединении.
Кроме того, в пределах объема изобретения ленту мешков ослабляют непосредственно рядом с и вдоль соответствующего поперечного соединительного шва. Таким образом, готовая упаковочная емкость может быть образована после заполнения и последующего закрытия участка мешка, еще соединенного с лентой мешков, посредством отрыва данного участка мешка от ленты мешков. Таким образом, предпочтительно можно обойтись без разделительного разреза, который должен быть выполнен поперек относительно продольного направления материала полотна. Ослабление ленты мешков осуществляется непосредственно рядом с поперечным сварным швом и может быть выполнено, например, при помощи процесса перфорации, причем образуемая линия перфорации проходит приблизительно под прямыми углами относительно продольных сторон ленты мешков.
В соответствии с дополнительным усовершенствованием изобретения предусмотрено, что до или после выполнения поперечного соединительного шва выполняют по меньшей мере один угловой сварной шов, проходящий наклонно относительно многослойной продольной стороны ленты мешков. Угловой сварной шов выполняют, в частности, на еще плоско лежащем согнутом полотне так, что угловые сварные швы могут быть выполнены одновременно между совмещенными внутренними сторонами четырех слоев в нижней области при помощи соответствующих запечатывающих инструментов. При использовании пластмассовой пленки, выполненной с возможностью сваривания с обеих сторон, между внешними сторонами внутренних слоев предпочтительно вставляют плоский элемент, так что предотвращается прочное взаимное соединение внешних сторон внутренней складки, проходящей в нижней области.
Многослойная область, отделенная от внутренней части соответствующей трубчатой секции полотна предпочтительно проштампована отверстием для оборудования. Процесс штампования обеспечивает предпочтительно простую возможность для образования средства для переноса, выполненного в виде отверстия в многослойной области ленты мешков, отделенной соответственно от внутренней части емкости. Посредством штампования участки слоев могут быть полностью удалены или только частично вырезаны, так что соответствующие участки наложенных друг на друга слоев могут быть согнуты наверх и оставлено отверстие для захвата.
Возможные примерные варианты осуществления изобретения, из которых получены дополнительные признаки настоящего изобретения, показаны на чертежах. На чертежах:
фиг.1 изображает перспективный вид первой емкости для упаковки в соответствии с изобретением;
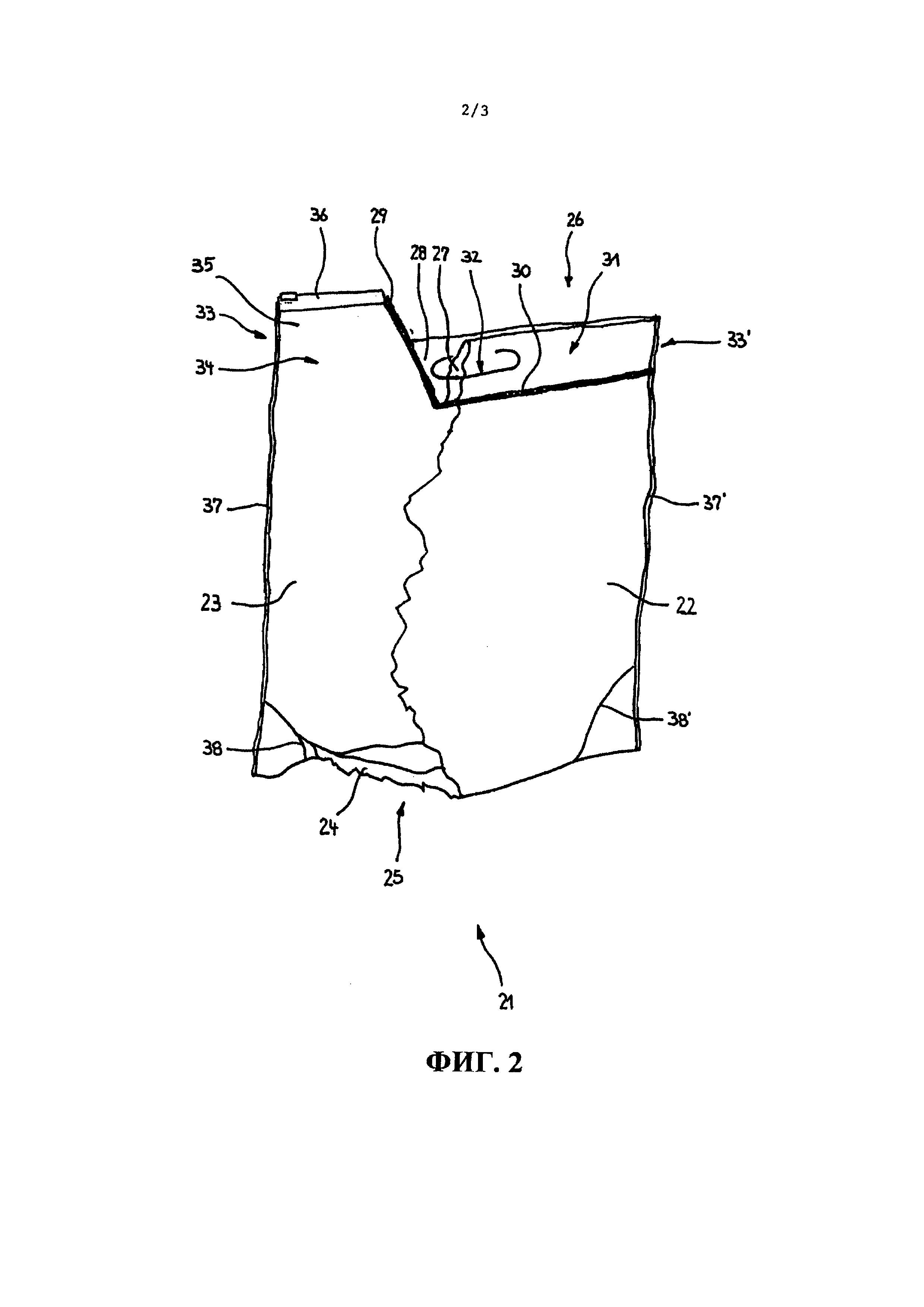
фиг.2 изображает перспективный вид второй упаковочной емкости в соответствии с изобретением; и
фиг.3 изображает схематичный вид способа обработки материала полотна для изготовления упаковочных емкостей из пластмассовой пленки.
Емкость для упаковки сыпучих материалов обозначена ссылочной позицией 1, причем упомянутая емкость содержит переднюю стенку 2, заднюю стенку 3 и устойчивое основание 4. При этом устойчивое основание 4 образовано из двух внутренних слоев внутренней складки трубчатого полотна или плоского полотна, согнутых внутрь на продольных сторонах в продольном направлении, так что нижняя область 5 упаковочной емкости является соответственно четырехслойной в плоском состоянии. Емкость 1 содержит также многослойную верхнюю область 6, которая также образована посредством сгибания внутрь на другой продольной стороне трубчатого или плоского полотна, используемого для образования упаковочной емкости. В данном варианте осуществления внутренние слои 7, 8 верхней области 6 взаимно соединены только в участках, причем внутренние слои в участках, не соединенных друг с другом, отделены друг от друга в области согнутого края. Можно также отделить согнутый край, соединяющий внутренний и внешний слой, например, по меньшей мере фрагментарно. В верхней области 6 дополнительно предусмотрен укупорочный шов 9, посредством которого упаковочная емкость закрывается в верхней области. Часть укупорочного шва представляет собой соединительный шов 10, который отделяет многослойную область 11 верхней области от внутренней части емкости таким образом, что многослойная область 11 может содержать средство для переноса, выполненное в виде отверстия 12. Соединительный шов 10 предотвращает выход фасуемого материала через отверстие в различных слоях верхней области 6. Участки укупорочного слоя 9, проходящие в боковых областях 13, 13' на верхних крайних областях внутренних слоев 7, 8, образуют участок верхней области, который является доступным для фасуемого материала между внутренними слоями. В частности, в боковой области 13 верхней области 6 образована область 14 извлечения фасуемого материала, которая обеспечивает предпочтительно удобное извлечение фасуемого материала, размещенного в пространстве для заполнения упаковочной емкости 1. Область 14 извлечения фасуемого материала дополнительно содержит укупорочное средство, выполненное в виде средства 15 для повторного закрывания, для извлечения фасуемого материала порциями, через заданный участок, в частности, на верхней крайней области емкости между внутренними слоями 7, 8. Его укупорочные части также соединяются прочно сцепляемым образом посредством укупорочного шва 9 с участками поверхности внутренних слоев, обращенных к средству для повторного закрывания. Для того чтобы нижние концы внутренних слоев 7, 8 не мешали опорожнению емкости, данные концы, каждый, зафиксированы на внутренних сторонах соответствующей передней и задней стенки при помощи участков 16, 16' соединительного шва. В данном случае соединение нижних концов друг с другом не предусмотрено. Боковые швы 17, 17', выполненные в виде сварных швов, предусмотрены для бокового запечатывания упаковочной емкости 1, обычно заполняемой сбоку. Для повышенной устойчивости устойчивого основания 4 упаковочная емкость 1 в своей нижней области 5 дополнительно содержит угловые сварные швы 18, 18', которые соединяют заданные поверхностные участки устойчивого основания 4 с внутренними сторонами передней и задней стенки 2, 3 в нижней области 5.
На фиг.2 показан другой примерный вариант выполнения емкости 21 в соответствии с изобретением, который также содержит переднюю стенку 22 и заднюю стенку 23. Передняя и задняя стенки в свою очередь взаимно соединены посредством устойчивого основания 24 в нижней области 25. В верхней области 26 два согнутых внутрь внутренних слоя 27, 28 расположены на верхних концах передней и задней стенки 23, 24. В данном варианте выполнения внутренние слои 27, 28 образованы только над заданным участком в верхней области между передней и задней стенкой. Нижние концы внутренних слоев, выступающие между передней и задней стенкой, взаимно соединены посредством укупорочного шва 29, который закрывает емкость 21 запечатывающим образом, причем в то же время многослойная область 31 верхней области 26 со средством для переноса, выполненным в виде отверстия 32, отделена от пространства для заполнения упаковочной емкости 21 посредством укупорочного шва 29, который содержит соединительный шов 30. Кроме того, в данном примерном варианте выполнения только одна из боковых областей 33, 33' является доступной для фасуемого материала, причем боковая область 33 верхней области 26 также содержит область 34 извлечения фасуемого материала для более легкого извлечения фасуемого материала. В данном случае область 34 извлечения фасуемого материала является только двухслойной, причем верхняя область 26 содержит выступающий наружу уступ 35, образующий части области извлечения фасуемого материала. Уступ 35 может быть выполнен, например, в верхней области при помощи участков не согнутых внутрь участков поверхности передней и задней стенки. В свою очередь, средство 36 для повторного закрывания, запечатывающее область извлечения, предусмотрено на верхнем пограничном крае области 14 извлечения фасуемого материала. Стороны емкости 21 закрыты посредством боковых швов 37, 37', и, кроме того, емкость содержит угловые сварные швы 38, 38' в нижней области 25.
На фиг.3 показан способ обработки материала полотна, используемый для изготовления упаковочных емкостей из пластмассовой пленки, которая в данном случае была изготовлена из трубчатого полотна. В качестве альтернативы вместо трубчатого полотна может быть использовано плоское полотно, которое в данном случае нужно просто сложить вместе, чтобы получить требуемое согнутое полотно. Трубчатое полотно сгибают, чтобы образовать плоскую трубу 40 с внутренними складками 42, 42', введенными внутрь вдоль обеих продольных сторон 41, 41'. Внутренние складки 42, 42' внутрь образуют внутренние слои 43, 43', 44, 44' в верхней и нижней области изготавливаемой емкости для упаковки. Сначала на внутренней складке 42 внутрь, образующей будущую верхнюю область упаковочной емкости, согнутый край, соединяющий внутренние слои 43, 44, отделяют посредством отделительного устройства 45, для того чтобы из плоской трубы 40 образовать согнутое полотно 46, открытое с одной стороны. Средство 47 для повторного закрывания вставляют между несоединенными внутренними слоями 43, 44 и прикрепляют к взаимно обращенным поверхностям внутренних слоев в верхних крайних областях посредством укупорочного шва 48, который одновременно взаимно соединяет заданные участки в верхней области согнутого полотна, чтобы образовать ленту 49 из по меньшей мере закрытых трубчатых секций. Под средством 47 для повторного закрывания расположена область извлечения фасуемого материала, в данном случае предусмотренная в будущей верхней области изготавливаемой упаковочной емкости. Укупорочный шов 48 содержит участки шва, выполненные со смещением параллельно друг другу, которые соединены при помощи наклонных участков шва, проходящих под заданными углами относительно параллельных участков шва. Посредством укупорочного шва 48 от внутренней части трубчатой секции отделяют многослойную область 50, в которой затем пробивают отверстие 51, проходящее через по меньшей мере некоторые слои многослойной области 50. Кроме того, поперечные соединительные швы 52 выполняют поперек относительно продольного направления ленты 49 на заданных расстояниях друг от друга, при этом, однако, при предварительной сборке ленты мешков в каждом случае образуют только один из боковых швов, поперечно ограничивающих будущую упаковочную емкость. Второй боковой шов выполняют только после бокового заполнения мешкообразной трубчатой секции. Параллельно с образованием поперечных соединительных швов 52 осуществляют непрерывное ослабление ленты мешков в ближнем участке к соответствующему поперечному соединительному шву и образуют линию 53 перфорации. Тогда трубчатая секция, заполненная и закрытая в фасовочной установке, может быть оторвана прямо от ленты мешков по линии перфорации, при этом одновременно образуется боковое отверстие следующей мешкообразной трубчатой секции. Кроме того, в области внутренней складки, образующей будущую нижнюю область, на обеих сторонах поперечного соединительного шва 52, возможно, уже выполненного, образуют два угловых сварных шва 54, 54', которые проходят под заданным углом относительно продольных сторон 41, 41' ленты и образуют поперечные соединительные швы 52. Таким образом, на непосредственно примыкающих трубчатых секциях полотна образуют угловые сварные швы 54, 54', выполняемые одновременно. И наконец соответствующую заранее собранную ленту мешков сворачивают, чтобы образовать рулон 55, предназначенный для дополнительной обработки в фасовочной установке. Помимо заполнения мешковых секций ленты мешков по меньшей мере каждый другой боковой шов на упаковочной емкости выполняют в фасовочной установке.
Реферат
Изобретение относится к емкости (1, 21) для упаковки фасуемых материалов, в частности пакету или мешку, изготовленному из пластмассовой пленки. Емкость содержит по меньшей мере одну стенку, окружающую фасуемый материал, которая содержит по меньшей мере одну переднюю и одну заднюю стенки (2, 3, 22, 23), причем в нижней области (5, 25) емкости между передней и задней стенками (2, 3, 22, 23) расположены два внутренних слоя внутренней складки секции полотна пластмассовой пленки, которая согнута внутрь по меньшей мере на одной стороне на одной из ее продольных сторон, причем посредством данной внутренней складки образовано устойчивое основание (4, 24), соединяющее переднюю и заднюю стенки (2, 3, 22, 23). Емкость содержит также многослойную область (11, 31), содержащую больше двух наложенных друг на друга слоев (7, 8, 27, 28) и образованную в ее верхней области (6, 26), причем многослойная область (11, 31) содержит по меньшей мере одно средство для переноса, выполненное в виде отверстия (12, 32), причем отверстие (12, 32) проходит по меньшей мере частично через слои в верхней области (6, 26). Емкость содержит швы, соединяющие заданные слои в боковых областях (13, 13', 33, 33') и в верхней области (6, 26), при этом в верхней области (6, 26) емкости заданные слои (7, 8, 27, 28) соединены на по меньшей мере одном участке посредством по меньшей мере одного укупорочного средства, закрывающего емкость (1), под которым участок верхней области (6, 26), расположенный рядом с областью с отверстием (12, 32), содержит область (14, 34) извлечения фасуемого материала, и по меньшей мере один участок соединительного шва (10, 30) расположен так, что он проходит вокруг отверстия (12, 32) по меньшей мере на некоторых участках таким образом, что в верхней области (6, 26) емкости многослойная область (11, 31) отделена запечатывающим образом от
Формула
по меньшей мере одну стенку емкости, окружающую фасуемый материал, которая содержит по меньшей мере одну переднюю и одну заднюю стенки (2, 3, 22, 23), причем в нижней области (5, 25) емкости между передней и задней стенками (2, 3, 22, 23) расположены два внутренних слоя внутренней складки по меньшей мере одного участка полотна пластмассовой пленки, который согнут внутрь по меньшей мере на одной из его продольных сторон, причем посредством внутренней складки образовано устойчивое основание (4, 24), соединяющее переднюю и заднюю стенки (2, 3, 22, 23);
многослойную область (11, 31), сформированную из по меньшей мере двух наложенных друг на друга слоев (7, 8, 27, 28), образованную в верхней области (6, 26) емкости, при этом многослойная область (11, 31) содержит по меньшей мере одно средство для переноса, выполненное в виде отверстия (12, 32), причем отверстие (12, 32) проходит по меньшей мере частично через слои в верхней области (6, 26) емкости; и
швы, соединяющие заданные слои в боковых областях (13, 13', 33, 33') и в верхней области (6, 26) емкости,
при этом:
в верхней области (6, 26) емкости заданные слои (7, 8, 27, 28) соединены друг с другом по меньшей мере на одном участке посредством по меньшей мере одного укупорочного средства, закрывающего емкость (1, 21), и в верхней области (6, 26) под укупорочным средством сформирована область (14, 34) извлечения фасуемого материала, расположенная рядом с многослойной областью (11, 31), содержащей отверстие (12, 32);
все слои (7, 8, 27, 28) в верхней области (6, 26) прочно соединены друг с другом посредством соединительного шва (10, 30), сформированного на некоторых участках, проходящих под заданными углами к друг другу, и по меньшей мере один участок соединительного шва (10, 30) по меньшей мере на некоторых участках расположен так, что он проходит вокруг отверстия (12, 32), таким образом, что многослойная область (11, 31), содержащая отверстие (12, 32), отделена запечатывающим образом от пространства для заполнения емкости (1, 21);
многослойная область (11, 31), в верхней области (6, 26) между передней и задней стенками (2, 3, 22, 23) содержит внутренние слои (7, 8, 27, 28) внутренней складки участка полотна, согнутого внутрь вдоль его продольных сторон;
каждый выступающий внутрь слой (7, 8, 27, 28) внутренней складки в верхней области (6, 26) прикреплен посредством по меньшей мере одного участка (16, 16') соединительного шва к внутренней стороне передней или задней стенки (2, 3, 22, 23) таким образом, чтобы гарантировать обеспечение беспрепятственного выхода фасуемого материала из пространства для заполнения через область (14, 34) извлечения фасуемого материала; и
нижние концы внутренних слоев (7, 8) складки в верхней области (6, 26), наряду с креплением к соответствующей внутренней стороне, также дополнительно соединены друг с другом только в той части верхней области (6, 26), которая примыкает к области (14, 34) извлечения фасуемого материала, тогда как каждый выступающий внутрь слой (7, 8, 27, 28) складки в области (14, 34) извлечения фасуемого материала верхней области (6, 26) прикреплен только к внутренней стороне соответствующей передней или задней стенки (2, 3, 22, 23).
Комментарии