Устройство для укладки мешков с клееными донышками - RU2018450C1
Код документа: RU2018450C1
Чертежи


Описание
Изобретение касается устройства для укладки мешков с клееными донышками, с не менее чем одним двойным ленточным транспортером, прижимающим области донышек к своим бесконечным пресс-лентам.
Приклеенные донышки мешков непосредственно после изготовления зажимают, чтобы расправились складки на донышках, образовавшиеся под действием склейки, и чтобы с помощью пресса получить качественную склейку.
Известно устройство для укладки, содержащее двойные ленточные транспортеры, состоящие из пресс-лент, для штабелей, сложенных из готовых мешков, в которых пресс-ленты сдавливают штабель в области донышек [1]. Так как сжатие должно поддерживаться в течение достаточно длительного времени, то двойные ленточные транспортеры, зажимающие штабель, должны иметь значительную длину, что ведет к нежелательно длинной конструкции устройства для изготовления мешков.
Известно продвижение начерно обработанных, стопкой сложенных мешков по двойному ленточному транспортеру с бесконечными верхними и нижними ветвями, которые проходят через два расположенных на расстоянии друг от друга направляющих цилиндра [2]. Между обоими направляющими цилиндрами обе ветви двойного ленточного транспортера образуют прямую конвейерную линию, в которой ветви движутся с различной скоростью, так как при прохождении через направляющие цилиндры внешняя ветвь обладает большей скоростью. В результате относительной скорости между обеими ветвями двойного ленточного транспортера стенка мешков растаскивается так, что расстояние и положение отдельных мешков в потоке меняется неопределенным образом.
Целью изобретения является повышение надежности в работе.
В соответствии с изобретением данная цель решается в устройстве для укладки тем, что двойные ленточные транспортеры со своими в вертикальных плоскостях расположенными друг над другом движущимися бесконечными пресс-лентами и начерно обработанные, сложенные стопкой между ними мешки частично огибают не менее двух рабочих цилиндров с S-образной или более двух рабочих цилиндров с многократной S-образной траекторией движения.
В устройстве для укладки мешков предусмотрена конвейерная линия с S-образной или многократной S-образной траекторией, прижимающая области донышек начерно обработанных, сложенных стопкой мешков, в результате габаритная длина необходимого участка зажима значительно сокращается.
В устройстве предусмотрены две пары рабочих цилиндров, которые огибают бесконечные пресс-ленты по мере необходимости с S-образной траекторией движения. Такое устройство позволяет разместить участки зажима во многих плоскостях, что ведет к дополнительному сокращению габаритной длины.
Цилиндрические пары расположены почти симметрично к вертикальной плоскости параллельных осей рабочих цилиндров. При этом два рабочих цилиндра по мере необходимости могут быть расположены ближе или дальше к плоскости симметрии.
Каждый рабочий цилиндр может быть снабжен собственными пресс-лентами. Учитывая это, целесообразно выбрать такое расположение, при котором передающие концы двойных ленточных транспортеров, состоящих из пресс-лент, предыдущего рабочего цилиндра подают начерно обработанные стопкой сложенные мешки во входное отверстие двойного ленточного транспортера следующего рабочего цилиндра. Чтобы обеспечить свободное продвижение стопкой сложенных мешков, целесообразно по мере необходимости не приводить в движение внешние пресс-ленты двойных ленточных транспортеров.
В устройстве для укладки мешков требуется, чтобы движущиеся, начерно обработанные, стопкой сложенные мешки растаскивались внутри участка зажима с увеличивающимся расстоянием, чтобы избежать возможной склейки выступившим или выдавленным за контур клеем. Для этого пресс-ленты двойного ленточного транспортера по меньшей мере одного дополнительного включенного рабочего цилиндра вращаются с большой скоростью, чем ленты предыдущего рабочего цилиндра. Благодаря большей скорости начерно обработанные, стопкой сложенные мешки растаскиваются с равномерно увеличивающимся расстоянием между ними, так что устраняется возможная склейка мешков. Так как мешки, поданные от предыдущего двойного ленточного транспортера и развернутые кромкой по направлению движения, подаются по отдельности в приемное отверстие двойного ленточного транспортера, вращающегося с большей скоростью, отдельные мешки удаляются из поданной стопы заготовок.
С этой целью к вращающемуся с большой скоростью рабочему цилиндру подключается состоящий из пресс-лент двойной ленточный транспортер с прямым конвейером. При этом образующая нижнюю ветвь прямого конвейера пресс-лента, как внутри расположенная лента, огибает следующий рабочий цилиндр, причем расположенные вверху или внешние пресс-ленты прямого конвейера и следующего рабочего цилиндра отделены друг от друга. С помощью этого устраняется то, что пресс-ленты двойного ленточного транспортера в зоне прямого участка движения вращаются с различной скоростью относительно друг друга. С этой целью из двух пар рабочих цилиндров последняя цилиндрическая пара вращается с большей скоростью.
Так как зажим начерно обработанных, стопкой сложенных мешков требуется только в зоне донышек, то по мере необходимости пресс-ленты расположены только в зоне обоих донышек мешков. При этом лежащие поперек заготовки мешков движутся так, что донышки лежат снаружи, т.е. по бокам заготовок.
В предпочтительном варианте выполнения в области донышек мешков предусмотрены по мере необходимости две отделенные друг от друга пресс-ленты, которые распределяют детали донышек с различным количеством слоев. Для этого внешние детали каждого донышка имеют меньше слоев, например только два, в то время как часть донышка, присоединяемая внахлестку к стенке мешка, толще, чем слой обеих стенок.
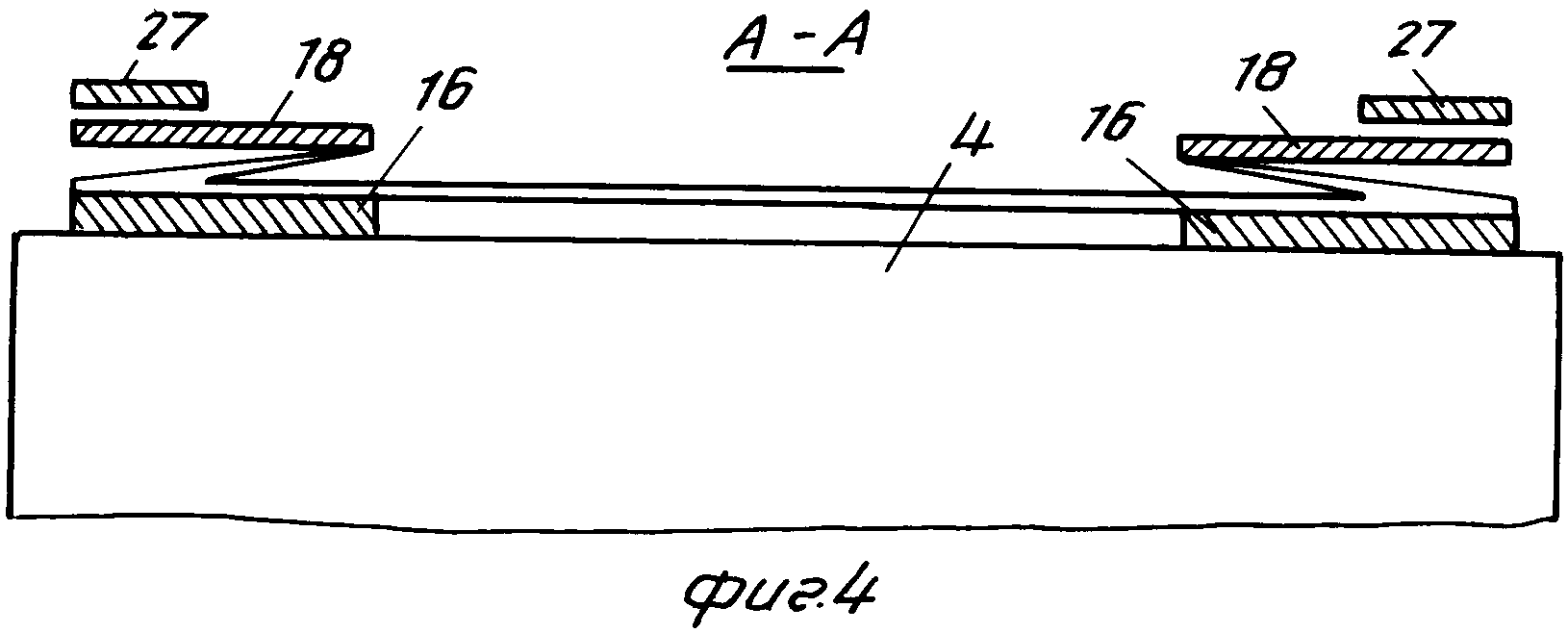
На фиг. 1 показан вид сбоку устройства укладки с проходящими через четыре рабочих цилиндра двойными ленточными транспортерами; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - то же, с двумя попарно расположенными, друг от друга отделенными пресс-лентами; на фиг. 4 - то же, на внешние зоны пресс-лент давят дополнительные более узкие пресс-ленты, которые находятся только в области внешних деталей низа с незначительным числом слоев.
На задней стенке 1 станины, передняя стена которой не показана, установлены четыре свободно вращающихся рабочих цилиндра 2-5. Первый цилиндр 2 огибается большей частью ленточной парой 6, которая продолжается до приемной ленточной пары 6. В зоне, в которой ленточная пара 6 действует как приемная ленточная пара 6', к последней присоединяется следующая приводная ленточная пара 7 так, что движущийся в направлении стрелки Б поток заготовок попадает между ленточными парами 6' и 7. К передаточным концам ленточной пары 7 примыкает следующая недвижущаяся ленточная пара 8, которая огибает большей частью цилиндр 2 так же, как и ленточная пара 6. Ленточная пара 8 направляется ведущим роликом 9, от которого ролик перемещается в положение 9' в направлении стрелки В для изменения натяжения полотна. После того как поток заготовок обогнет цилиндр 2, он попадает между обеими ленточными парами 10 и 11, огибающими большей частью цилиндр 3, причем ленточная пара 11 приводится в движение и подходит прямо к цилиндру 3. От ведущего ролика 12 ленточной пары 10 приводится в движение ведущий ролик 12' для изменения в направлении стрелки С недвижущейся ленточной пары 10. Для этой цели цапфа 13 ведущего ролика 12' фиксируется в продольном пазу 14 так, что ведущий ролик 12' меняет свое положение через блок поршневого цилиндра 15. К выводным концам ленточных пар 10 и 11 примыкают следующие ленточные пары 16 и 17, которые приводятся в движение, при этом ленточная пара 16 огибает большей частью рабочий цилиндр 4. В зоне охвата недвижущаяся ленточная пара 18 опирается на ленточную пару 16, причем цапфа 20 ведущего ролика 19 устанавливается в продольных пазах 21 и регулируется через узел поршневого цилиндра 22 для изменения натяжения ленты. Цилиндр 4 и примыкающий к нему следующий рабочий цилиндр 5 огибается опирающейся на него ленточной парой 23 и внешней ленточной парой 24. Цилиндр 5 приводит в движение непосредственно огибающая его ленточная пара 23, в то время как внешняя ленточная пара 24 вращается вместе с ней свободно. От ведущего ролика этой внешней ленточной пары 24 перемещается ведущий ролик 25 в направлении стрелки D, чтобы изменить натяжение внешней ленточной пары 24. Переданный от рабочего цилиндра 5 паток заготовок движется дальше по ленточной паре 26.
В предоставленном варианте выполнения огибающие цилиндры 2 и 3 ленточные пары 6 и 11 движутся с одинаковой скоростью, в то время как внутренние ленточные пары 16 и 23, непосредственно огибающие цилиндры 4 и 5, движутся с незначительно повышенной скоростью. Это приводит к тому, что расстояние между заготовками, поданными от цилиндра 3, увеличивается, в то время как поток движется к ленточным парам 16 и 17.
Из фиг. 2 следует, что ленточная пара 18 состоит из двух лент, в то время как в соответствии с вариантом выполнения (фиг. 3) внешняя, недвижущаяся, частично огибающая цилиндр 4 ленточная пара состоит из четырех отдельных лент 18' - 18''''. Вариант выполнения в соответствии с фиг. 3 имеет то преимущество, что натяжение лент 18' - 18'''' можно устанавливать индивидуально, а именно в зависимости от толщины донышка. Оно состоит в зоне лент 18'' и 18''' из четырех слоев, в то время как в зоне лент 18' и 18'''' только из двух. При очень тонком материале эта разница не очень заметна, так что можно выбрать вариант исполнения в соответствии с фиг. 2. Если же мешок изготовлен из очень толстого материала, рекомендуется вариант выполнения в соответствии с фиг. 3. На примере выполнения в соответствии с фиг. 3 нужно предусмотреть большее количество узлов поршневых цилиндров 22. Если фиг. 2 и 3 относятся только к рабочему цилиндру 4, то вполне возможно сконструировать внешние ленточные пары цилиндров 2, 3 и 5.
В примере выполнения (фиг. 4) на широкие ленты ленточной пары 18 опираются в случае необходимости более узкие ленты 27, которые располагаются только в области снаружи лежащих деталей низа с минимальным числом слоев, в результате эта область дна зажимается с усилием, соответствующим тому, с которым зажимается внутренняя область донышка, которое из-за наложенных на него стенок мешка имеет большое количество слоев.
Дополнительная ленточная пара может обслуживать все цилиндры 2-5 или же только отдельные цилиндры.
Чтобы натяжение пресс-лент приспособить к данным условиям, его можно регулировать по отдельности для каждого цилиндра.
Если для внешних зон донышек не предусмотрены пресс-ленты с повышенным натяжением или дополнительные пресс-ленты, то они загружены с минимальным давлением из-за минимального количества слоев. Поэтому выбирают те пресс-ленты, которые имеют такую большую эластичность, что, несмотря на различное количество слоев обеих частей низа, общая область донышка нагружается с почти одинаковым давлением.
Реферат
Сущность изобретения: устройство содержит по меньшей мере один двойной ленточный транспортер, прижимающий области донышек сложенных стопкой и начерно обработанных мешков между своими расположенными одна над другой в двух плоскостях бесконечными эластичными пресс-лентами, частично огибающими два рабочих цилиндра 2 и 3 с S-образной траекторией или более чем два рабочих цилиндра с многократной S-образной траекторией перемещения. Предпочтительно двойной ленточный транспортер содержит две пары рабочих цилиндров 2, 3 и 4, 5, каждая из которых расположена симметрично относительно вертикальной плоскости, параллельной осям рабочих цилиндров. Двойной ленточный транспортер имеет пресс-ленты, соответствующие каждому рабочему цилиндру. 14 з.п. ф-лы, 4 ил.

Формула
19.10.89 -по пп.1 - 12;
25.01.90 - по пп.13 - 15.
Комментарии