Способ и аппарат для изготовления пластиковых пакетов - RU2463164C1
Код документа: RU2463164C1
Чертежи









Описание
Область техники, к которой относится изобретение
Данное изобретение относится к способу и аппарату для последовательного изготовления пластиковых пакетов.
Уровень техники
К настоящему времени разработан пластиковый пакет, включающий боковые вставки, как описано в патенте Японии №3733085. В данном патенте предусматривается применение аппарата для последовательного изготовления пластиковых пакетов путем подачи непрерывной пленки из рулонов. Пластиковый пакет называется пакетом с боковыми вставками, который включает сторонки и боковые вставки. Сторонки совмещены в пространстве друг с другом, и через их противоположные кромки проходят боковые вставки. Боковые вставки складываются и располагаются между сторонками. В результате пластиковый пакет может увеличиваться за счет боковых вставок для обеспечения большей вместимости.
Пластиковый пакет в дополнение к сторонкам и боковым вставкам также включает нижнюю вставку. Непрерывные пленки включают пленки сторонок, пленки боковых вставок и пленки нижних вставок. Аппарат может подавать пленки сторонок, пленки боковых вставок и пленки нижних вставок из рулонов таким образом, что сторонки формируются из пленок сторонок, а боковые вставки формируются из пленки боковых вставок. Нижняя вставка формируется из пленки боковой вставки. Непрерывные пленки могут представлять собой пленки сторонок и боковых вставок. Аппарат обеспечивает подачу пленок сторонок и боковых вставок, таким образом, из пленки сторонок формируются сторонки и нижние вставки, а из пленки боковых вставок формируются боковые вставки, как описано в патенте Японии №3655627.
При этом пакет с боковыми вставками часто имеет довольно большие размеры. В связи с этим пакет с боковыми вставками является слишком тяжелым для переноски при заполнении его содержимым. В связи с этим необходимо получение пакета с боковыми вставками, снабженного ручками для переноски пакета с боковыми вставками при помощи ручки.
Кроме того, известно, что содержимое может закрываться пластиковой пленкой, которая выполняется вместе с ручкой, как описано в открытой патентной публикации Японии №Н02-109868. В этой публикации пластиковая пленка имеет внешнюю поверхность, к которой приклеена полоса для формирования ручки из полосы.
Следовательно, возможно создание полосы, приклеенной к внешней поверхности пакета с боковыми вставками таким образом, что при помощи аппарата для последовательного изготовления пакетов с боковыми вставками обеспечивается формирование ручки из полосы. Однако проблема заключается в выборе клеящего вещества. Термоплавкий или быстроотверждаемый клей не обладает достаточной клеевой прочностью для обеспечения переноски пакета за ручку после приклеивания полосы к внешней поверхности пакета с боковыми вставками при помощи термоплавкого или быстроотверждаемого клея для формирования ручки из полосы. Под весом описанного выше слишком тяжелого пакета с боковыми вставками произойдет отклеивание и отделение ручки.
С другой стороны, доступны мощные клеящие вещества. В данном документе под мощным клеящим веществом понимается особое клеящее вещество, которое имеет повышенную клеевую прочность. Однако часто для застывания мощного вещества требуется некоторое время. В связи с этим до истечения времени застывания с момента нанесения мощного клеящего вещества на одну из противоположных поверхностей полосы и приклеивания полосы к внешней поверхности пакета с боковыми вставками не обеспечивается практически никакой клеевой прочности. В связи с этим возникает потребность удержания полосы от смещения, по меньшей мере, в течение 10 минут после приклеивания полосы. При подаче пакета с боковыми вставками с высокой скоростью до истечения вышеуказанного времени возможно смещение или отклеивание полосы. Поэтому приклеивание полосы при помощи мощного клеящего вещества, требующего некоторого времени для отверждения, при использовании аппарата для последовательного изготовления пакетов с боковыми вставками является практически нецелесообразным.
В связи с этим целью изобретения является решение проблем клеевой прочности и времени отверждения при формировании ручки из полосы, приклеиваемой при помощи определенного клеящего вещества в аппарате для последовательного изготовления пластиковых пакетов.
Раскрытие изобретения
Согласно изобретению разработан способ последовательного изготовления пластиковых пакетов. Способ включает подготовку непрерывной пленки и полос, при этом непрерывная пленка имеет противоположные стороны, и каждая из полос имеет противоположные стороны. Способ также включает нанесение мощного клеящего вещества и дополнительного клеящего вещества на одну из противоположных поверхностей полосы или непрерывной пленки. Для отверждения мощного клеящего вещества требуется некоторое время. Способ также включает размещение полосы напротив непрерывной ленты и такое прижатие их друг к другу, при котором между полосой и непрерывной пленкой размещается мощное клеящее вещество и дополнительное клеящее вещество. Полоса и непрерывная пленка временно фиксируются относительно друг друга при помощи дополнительного клеящего вещества. Способ также включает подачу непрерывной пленки из рулона после истечения времени отверждения в аппарате для последовательного изготовления пластиковых пакетов. Каждый пластиковый пакет включает определенный участок, сформированный из непрерывной пленки. Данный определенный участок из непрерывной пленки имеет внешнюю поверхность, на которой формируется ручка из полосы.
В предпочтительном варианте осуществления изобретения полоса и непрерывная пленка устанавливаются напротив друг друга и прижимаются таким образом, что мощное клеящее вещество и дополнительное клеящее вещество размещаются между полосой и непрерывной пленкой на каждой единице длины непрерывной пленки. Полосы разнесены одна относительно другой в продольном направлении непрерывной пленки и временно зафиксированы на одной из противоположных поверхностей непрерывной пленки при помощи дополнительного клеящего вещества.
Дополнительное клеящее вещество представляет собой термоплавкий или быстроотверждаемый клей.
Непрерывная пленка представляет собой многослойную пленку, образованную уплотнительным материалом, размещенным на основной пленке. Уплотнительный материал совмещается с лентой при сматывании пленки в рулон после временного закрепления полосы на основной пленке непрерывной пленки.
Уплотняющий материал представляет собой слой полиэтилена или полипропилена.
Непрерывная пленка подается таким образом, что при подаче непрерывной пленки из рулона основная пленка располагается наверху, а уплотнительный материал располагается внизу. Для непрерывной пленки создается натяжение, обеспечивающее взаимодействие уплотнительного материала со скребковым средством для очистки уплотнительного материала от мощного клеящего вещества или дополнительного клеящего вещества после нанесения мощного клеящего вещества или дополнительного клеящего вещества на уплотнительный материал. Затем производится формирование определенного участка из непрерывной пленки.
Также разработан аппарат для последовательного изготовления пластиковых пакетов путем подачи непрерывной пленки из рулона. Аппарат отличается тем, что полоса и непрерывная пленка устанавливаются одна напротив другой и прижимаются таким образом, что мощное клеящее вещество и дополнительное клеящее вещество размещаются между полосой и непрерывной пленкой на каждой единице длины непрерывной пленки. Для отверждения мощного клеящего вещества требуется некоторое время.
Краткое описание чертежей
Фиг.1 - вид в плане предпочтительного варианта осуществления изобретения.
Фиг.2 - вид сбоку пленки ручки, полосы и непрерывной пленки, показанной на Фиг.1.
Фиг.3 - увеличенный вид полосы, показанной на Фиг.1.
Фиг.4 - увеличенный вид другого варианта осуществления изобретения.
Фиг.5 - вид спереди непрерывной пленки, показанной на Фиг.2.
Фиг.6 - вид, разъясняющий подачу непрерывной пленки Фиг.5.
Фиг.7 - вид, разъясняющий другой вариант осуществления изобретения.
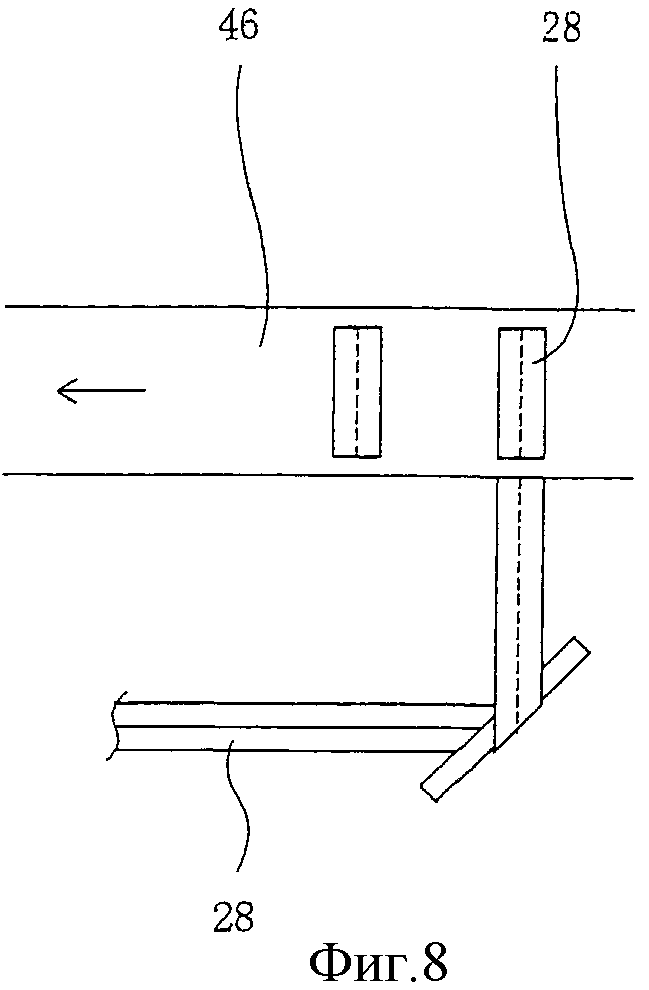
Фиг.8 - вид, демонстрирующий непрерывную пленку Фиг.6, которая представляет собой пленку боковой вставки, подаваемую к пленке сторонки.
Фиг.9 - пространственный вид пластикового пакета, полученного при помощи аппарата Фиг.6.
Фиг.10 - пространственный вид другого варианта осуществления изобретения.
Фиг.11 - пространственный вид еще одного варианта осуществления изобретения.
Осуществление изобретения
Предлагаются следующие варианты осуществления изобретения.
На Фиг.1 и 2 показан способ последовательного изготовления пластиковых пакетов по изобретению. Способ включает подачу пленки 1 ручки из рулона 2. Пленка 1 ручки направляется к натяжному ролику 3 и подающим роликам 4 для подачи при помощи подающих роликов 4. Пленка 1 ручки представляет собой пластиковую пленку. Подающие ролики 4 непрерывно вращаются для непрерывной подачи пленки 1 ручки. Кроме того, пленка 1 ручки направляется к плавающему ролику 5, подвижному зажиму 6, неподвижному зажиму 7, лезвию 8 Томсона, перфорационному лезвию 9, аппликатору 10 для нанесения клеящего вещества, оснастке 11 для удаления отходов, подвижному зажиму 12, оснастке 13 для отделения и неподвижному зажиму 14. Подвижные зажимы 6 и 12 закрываются, а неподвижные зажимы 7 и 14 открываются под действием приводов, таких как пневмоцилиндры, таким образом, что пленка 1 ручки зажимается подвижными зажимами 6 и 12 и выпускается неподвижными зажимами 7 и 14. Кроме того, подвижные зажимы 6 и 12 установлены на зубчатых ремнях, которые приводятся приводным двигательным средством таким образом, что подвижные зажимы 6 и 12 перемещаются в продольном направлении пленки 1 ручки. Подвижный зажим 6 перемещается к неподвижному зажиму 7 для сближения с неподвижным зажимом 7, а подвижный зажим 12 перемещается к неподвижному зажиму 14 для сближения с неподвижным зажимом 14. Подвижные зажимы 6 и 12 перемещаются на одинаковые расстояния. Пленка 1 ручки за счет этого затягивается и подается подвижными зажимами 6 и 12. Неподвижные зажимы 7 и 14 после этого закрываются, а подвижные зажимы 6 и 12 раскрываются при помощи приводов таким образом, что пленка 1 ручки зажимается неподвижными зажимами 7 и 14 и освобождается из подвижных зажимов 6 и 12. Подвижные зажимы 6 и 12 затем перемещаются в обратном направлении и возвращаются в исходные положения. Пленка 1 ручки затем зажимается подвижными зажимами 6 и 12 и освобождается неподвижными зажимами 7 и 14, при этом подвижные зажимы 6 и 12 вновь перемещаются. Эти этапы осуществляются попеременно и последовательно, за счет чего обеспечивается периодическая подача пленки 1 ручки. Плавающий ролик 5 перемещается вверх и вниз, обеспечивая натяжение, позволяющее осуществлять подачу с него и накопление на плавающем ролике 5 пленки 1 ручки.
Лезвие 8 Томсона прижимается к пленке 1 ручки и приемному устройству 15, за счет чего обеспечивается отрезание от пленки 1 ручки по линии отреза 16 полосы 17 при остановке пленки 1 ручки в процессе периодической подачи. В то же время перфорационное лезвие 9 прижимается к пленке 1 ручки и приемному устройству 15 для выполнения перфорации 18 в полосе 17, как показано на Фиг.3. Полоса 17, таким образом, представляет собой пластиковую пленку. Кроме того, линия 16 отреза является прерывистой и обеспечивает формирование микростыков, разнесенных в пространстве. Полоса 17 имеет профиль, включающий противоположные торцевые участки 19, который имеет большую ширину. Следует понимать, что из пленки 1 ручки при каждой периодической подаче пленки 1 ручки формируется полоса 17 и отходы 20. После этого осуществляется периодическая подача пленки 1 ручки, при этом полоса 17 и отходы 20 соединены друг с другом посредством микростыков. Итак, способ включает подготовку полос 17, при этом каждая полоса 17 имеет противоположные поверхности.
Способ также включает подачу мощного клеящего вещества 21 из аппликатора 10 для нанесения мощного клеящего вещества 21 на одну из противоположных поверхностей полосы 17 при остановке пленки 1 ручки при ее периодической подаче. Кроме того, удаляющая оснастка 11 прижимается к пленке 1 ручки и приемнику 22 для выталкивания вниз отходов 20 при помощи удаляющей оснастки 11, при этом микростыки разрываются, отходы 20 удаляются и сбрасываются вниз. Пленка 1 ручки затем зажимается между удаляющей оснасткой 11 и приемником 22. Кроме того, отделяющая оснастка 13 прижимается к пленке 1 ручки между удаляющей оснасткой 11 и неподвижным зажимом 14, за счет чего обеспечивается выталкивание пленки ручки вниз при помощи отделяющей оснастки 13, при этом микростыки разрушаются и полоса 17 отделяется от следующей полосы.
Полоса 17 при помощи вакуума закрепляется на снабженных присосами лентах 23 при закрытии подвижного зажима 12 и раскрытии неподвижного зажима 14 после отделения полосы 17. Снабженные присосами ленты 23 затем приводятся двигателем, за счет обеспечивается подача полосы 17 на некоторое расстояние. Полоса 17 при подаче проходит через аппликатор 24. Кроме того, способ включает распыление дополнительного клеящего вещества 25 из аппликатора 24 для нанесения на одну из противоположных сторон полосы 17 дополнительного клеящего вещества 25 при подаче полосы 17.
В данном варианте осуществления изобретения аппликаторы 10 и 24 расположены над полосой 17 для нанесения мощного клеящего вещества 21 и дополнительного клеящего вещества 25 на верхнюю поверхность полосы 17. Кроме того, над приемниками 27 расположен фиксатор 26 таким образом, что полоса 17 при подаче снабженными присосами лентами 23 располагается между фиксатором 26 и приемниками 27.
Аппликаторы 10 и 24 установлены для нанесения мощного клеящего вещества 21 на значительной площади противоположных крайних участков 19 полосы 17 и нанесения дополнительного клеящего вещества 25 на углах противоположных крайних участков 19. Мощное клеящее вещество 25 представляет собой термоплавкий или быстроотверждаемый клей.
Способ также включает подготовку непрерывной пленки 28 путем подачи непрерывной пленки 28 из рулона 29, как показано на Фиг.5, непрерывная пленка 28 имеет противоположные поверхности. Непрерывная пленка 28 направляется к натяжному ролику 30 и подающим роликам 31 для подачи при помощи подающих роликов 31. Подающие ролики непрерывно вращаются, обеспечивая непрерывную подачу непрерывной пленки 28. Непрерывная пленка 28 затем направляется к плавающему ролику 32 и располагается между фиксатором 26 и приемниками 27. В связи с этим следует понимать, что полоса 17 подается снабженными присосами лентами 23 таким образом, что она размещается между фиксатором 26 и приемниками 27, как описано ранее, и располагается под непрерывной пленкой 28, размещенной между фиксатором 26 и приемниками 27. Кроме того, непрерывная пленка 28 направляется к датчику 33 метки и подающим роликам 34 для подачи при помощи подающих роликов 34. Непрерывная пленка 28 имеет отметку, нанесенную на ее внешнюю поверхность на каждой единице длины непрерывной пленки 28. Датчик 33 отметки установлен для регистрации отметки и формирования сигнала. Подающие ролики 34 останавливаются управляющим устройством по данному сигналу, при этом также производится остановка непрерывной пленки 28.
Фиксатор 26 затем проталкивается вниз приводным средством и прижимается к непрерывной пленке 28, полосе 17 и приемникам 27. Полоса 17 и непрерывная пленка 28 в результате оказываются одна напротив другой и прижимаются друг к другу таким образом, что мощное клеящее вещество 21 и дополнительное клеящее вещество 25 размещаются между полосой 17 и непрерывной пленкой 28. Полоса 17 и непрерывная пленка 28 временно фиксируются относительно друг друга при помощи дополнительного клеящего вещества 25. В частности, полоса 17 временно крепится к одной из противоположных поверхностей непрерывной пленки 28 при помощи дополнительного клеящего вещества 25. В данном варианте осуществления изобретения полоса 17 временно крепится к нижней поверхности непрерывной пленки 28. Кроме того, полоса 17 и непрерывная пленка 28 удерживаются между фиксатором 26 и приемником 27 после того, как приемник 26 прижимается к непрерывной пленке 28, полосе 17 и приемникам 27. Приемники 27 затем выталкиваются вверх, а фиксатор 26 перемещается вверх при помощи приводного средства, за счет чего непрерывная пленка и полоса 17 перемещаются вверх под действием фиксатора 26 и приемников 27, при этом полоса 17 отделяется от лент 23 с присосами. Фиксатор 26 и приемники 27 затем возвращаются в исходные положения.
Подающие ролики 34 затем приводятся во вращение управляющим устройством, и подача непрерывной пленки 28 возобновляется. Полоса 17 также подается лентами 23 с присосами. Подающие ролики 34 и непрерывная пленка 28 затем вновь останавливаются, и полоса 17 вновь временно фиксируется. Таким образом, подающие ролики 34 периодически приводятся во вращение, обеспечивая периодическую подачу непрерывной пленки 28. Полоса 17 и непрерывная пленка 28 временно фиксируются друг относительно друга при остановке непрерывной пленки 28 во время периодической подачи. Кроме того, плавающий ролик 32 перемещается вверх и вниз, создавая натяжение при периодической подаче непрерывной пленки 28, за счет чего обеспечивается подача и собирание непрерывной пленки 28 плавающим роликом 32.
Следует понимать, что полоса 17 и непрерывная пленка 28 расположены одна напротив другой и прижимаются друг к другу таким образом, что мощное клеящее вещество 21 и дополнительное клеящее вещество 25 размещаются между полосой 17 и непрерывной пленкой 28 на каждой единице длины непрерывной пленки 17. Полосы 17 разнесены одна от другой на некоторое расстояние в продольном направлении непрерывной пленки 28 и временно закреплены на одной из противоположных поверхностей непрерывной пленки 28 при помощи дополнительного клеящего вещества 25.
Кроме того, полоса 17 перемещается в поперечном направлении при подаче лентой 23 с присосами. Непрерывная пленка 28 перемещается перпендикулярно направлению подачи полосы 17 при подаче подающими роликами 34. Полоса 17 в результате проходит в продольном направлении непрерывной пленки 28 при временном закреплении на одной из противоположных сторон непрерывной пленки 28.
Непрерывная пленка 28 затем направляется к плавающему ролику 35 и ролику 36. Кроме того, например, приводной двигатель соединен с порошковой муфтой и валом 37 таким образом, что вал 37 может приводиться во вращение приводным двигателем и порошковой муфтой для наматывания непрерывной пленки 28 на ролик 36 после временного закрепления полосы 17. Вал 37 постоянно находится во вращении для непрерывного наматывания непрерывной пленки 28. Плавающий ролик 35 перемещается вверх и вниз, за счет чего обеспечивается подача и собирание непрерывной пленки 28 плавающим роликом 35. Контактный ролик 38 взаимодействует с пленкой 28 и роликом 36 для наматывания непрерывной пленки 28 с точным контактным давлением. Диаметр ролика 36 увеличивается. В связи с этим с практической точки зрения целесообразно задействовать контактный ролик 38 для измерения диаметра, для того чтобы обеспечить остановку приводных двигателей, подающих роликов 31, 34 и вала 37 при достижении диаметром заданного значения.
В данном варианте осуществления изобретения полоса 17 временно крепится к нижней поверхности непрерывной пленка 28, как было описано выше. Непрерывная пленка 28 представляет собой многослойную пленку, состоящую из уплотняющего материала, наклеенного на основную пленку. Кроме того, непрерывная пленка 28 подается таким образом, что основная пленка направлена вниз, а уплотнительный материал направлен вверх. В результате уплотнительный материал совмещается с полосой 17 при наматывании непрерывной пленки 28 на ролик 36 после временного закрепления полосы 17 на основной пленке непрерывной пленки 28. Основная пленка представляет собой слой нейлона или полиэтилентерефталата, а уплотнительный материал представляет собой слой полиэтилена или полипропилена.
Кроме того, учитывая, что для отверждения мощного клеящего вещества 21 требуется время, способ дополнительно включает подачу непрерывной пленки 28 с ролика 36 после истечения времени отверждения к аппарату для последовательного изготовления пластиковых пакетов, как показано на Фиг.6. Например, с практической точки зрения целесообразно подавать непрерывную пленку 28 с ролика 36 в аппарат по истечении более получаса. Аппарат включает опору, на которой установлен ролик 36 для подачи непрерывной пленки 28. Непрерывная пленка 28 направляется к оборудованию 39. Оборудование 39 включает подающие ролики, средство для термического уплотнения и резак, при помощи которого непрерывные пленки подаются, термически уплотняются и разрезаются.
В данном варианте осуществления изобретения непрерывная пленка 28 подается таким образом, что основная пленка располагается вверху, а уплотнительный материал располагается внизу при подаче непрерывной пленки 28 с ролика 36. Кроме того, непрерывная пленка 28 направляется к натяжному ролику 40 для натяжения. Непрерывная пленка 28 затем проходит через скребковые средства 41 и 42 и направляется к подающим роликам 43, осуществляющим такую ее подачу, при которой уплотняющий материал взаимодействует со скребковыми средствами 41 и 42. Подающие ролики 43 непрерывно приводятся во вращение, обеспечивая непрерывную подачу непрерывной пленки 28. Скребковые средства 41 и 42 представляют собой хромированные не вращающиеся ролики для соскабливания мощного клеящего вещества 21 или дополнительного клеящего вещества 25 с уплотняющего материала при креплении мощного клеящего вещества 21 или дополнительного клеящего вещества 25 к уплотняющему материалу. Оборудование осуществляет соскабливание прикрепленного мощного клеящего вещества 21 или дополнительного клеящего вещества 25 несколько раз. Непрерывная пленка 28 затем проходит через плавающий ролик 44 и направляется к оборудованию 39. Кроме того, под скребковыми средствами 41 и 42 расположены накопители 45, подключенные к вентилятору, за счет чего обеспечивается сбор и удаление соскобленного клеящего вещества в накопители 45 и вентилятор.
Непрерывная пленка 28 подается в направлении XI, как показано на Фиг.7. Скребковые средства 41 и 42 могут включать хромированные ролики, приводимые во вращение в направлении Х2, противоположном направлению XI. Эта конструкция обеспечивает эффективное соскабливание прикрепленного клеящего вещества даже при малом натяжении. Скребковые средства 41 и 42 могут представлять собой щеточные валики.
Непрерывная пленка 28 затем направляется к оборудованию 39, где осуществляется подача, термическое уплотнение и разрезание непрерывной пленки 28 для последовательного изготовления пластиковых пакетов. Каждый пластиковый пакет включает определенный участок, сформированный из непрерывной пленки 28. В данном варианте осуществления изобретения непрерывная пленка 28 представляет собой пленку боковых вставок. Аппарат обеспечивает подачу в дополнение к пленке 28 боковых вставок непрерывной пленки 46 из рулона, при этом непрерывная пленка 46 представляет собой пленку сторонок. Пленка 28 боковых вставок складывается пополам с противоположных сторон своей осевой линии и от нее отрезается полоса, которая подается к пленке 46 сторонок и устанавливается на нее, как и в аппарате патента Японии №3733085. Пленка 28 боковых вставок имеет осевую линию 47 и линии сгиба 48 для складывания пополам по линиям сгиба 48. Полоса 17 при складывании пленки 28 боковых вставок складывается пополам вдоль перфорации 18. В результате пластиковый пакет включает сторонки, одна из которых сформирована из пленки 46 сторонок, как показано на Фиг.9. Пластиковый пакет дополнительно включает боковые вставки, образованные пленкой 28 боковых вставок. Аппарат обеспечивает подачу непрерывной пленки 49 из рулона, при этом непрерывная пленка 49 представляет собой пленку нижних вставок. Пластиковый пакет включает нижнюю вставку, сформированную из пленки 49 нижней вставки. Сторонка и нижняя вставка могут формироваться из пленки сторонок, а боковые вставки формируются из пленки 28 боковых вставок, как в аппарате патента Японии №3655627.
Пленка 46 сторонки и пленка 49 нижней вставки также представляют собой многослойную пленку, состоящую из уплотнительного материала, расположенного на основной пленке, так же как и в случае пленки 28 боковой вставки. Сторонки, боковые вставки и нижняя вставка имеют внешние и внутренние поверхности, причем внешняя поверхность сформирована основной пленкой, а внутренняя поверхность сформирована уплотнительным материалом. Кроме того, на внешней поверхности из полосы 17 сформирована ручка 17. В варианте осуществления изобретения, показанном на Фиг.9, боковая вставка сформирована из пленки 28 боковых вставок таким образом, что у нее имеется внешняя поверхность, на которой из полосы 17 формируется ручка 17.
В данном способе полоса 17 и непрерывная пленка 28 временно крепятся одна к другой при помощи дополнительного клеящего вещества 25 перед наматыванием непрерывной пленки 28 на ролик 36. В результате, при данном способе не существует проблемы отделения полосы 17. Полоса 17 может отделиться от непрерывной пленки 28 до наматывания непрерывной пленки 28 на ролик 36.
Кроме того, полоса 17 после наматывания удерживается между изгибами непрерывной пленки 28. Непрерывная пленка 28 может натягиваться при наматывании, за счет чего полоса 17 может зажиматься между изгибами непрерывной пленки 28 с адекватным давлением. Давление может регулироваться натяжением. Следовательно, полоса 17 и непрерывная пленка 28 могут удерживаться в прижатом состоянии. Кроме того, учитывая, что для отверждения мощного клеящего вещества 21 требуется время, подачу непрерывной пленки 28 с ролика 36 в аппарат для последовательного изготовления пластиковых пакетов желательно осуществлять после истечения времени отверждения, как описано ранее.
Полоса 17 и непрерывная пленка 28 при подаче непрерывной пленки 28 с ролика 36 приклеены одна к другой не только при помощи дополнительного клеящего вещества 25, но и при помощи мощного клеящего вещества 21. Способ также обеспечивает получение достаточной клеевой прочности без возникновения проблемы, связанной с временем отверждения. Ручка не может отклеиться и отделиться под весом пластикового пакета при его переноске за ручку, сформированную из полосы 17. При этом отсутствует проблема клеевой прочности.
Мощное клеящее вещество 21 может выходить по периметру полосы 17 под действием давления, возникающего при зажимании между витками непрерывной пленки 28 после наматывания непрерывной пленки 28 на ролик 36. Поэтому предпочтительным является нанесение мощного клеящего вещества 21 на одну из противоположных поверхностей полосы 17 в пределах зоны, предназначенной для удержания мощного клеящего вещества 21 от выхода по периметру полосы 17 под действием давления. Практически целесообразным является нанесение дополнительного клеящего вещества 25 по периметру мощного клеящего вещества 21, чтобы дополнительное клеящее вещество 25 удерживало мощное клеящее вещество 21 от выхода по периметру полосы 17, как показано на Фиг.4. Также практически целесообразным является нанесение дополнительного клеящего вещества 25 на зафиксированный участок 50, чтобы мощное клеящее вещество 21 могло попасть в центральную часть полосы 17 через зафиксированный участок 50.
Уплотнительный материал совмещается с полосой 17 при наматывании непрерывной пленки 28 на ролик 36, как описано выше. В связи с этим не имеет значения факт выхода мощного клеящего вещества 21 по периметру полосы 17. Уплотняющий материал выполняет функцию отделяемой бумаги, которая отделяется от вышедшего клеящего вещества при подаче непрерывной пленки 28 с ролика 36. Способ, таким образом, обеспечивает плавное разматывание и подачу непрерывной пленки 28 с ролика 36. Уплотнительный материал представляет собой слой полиэтилена или полипропилена, как уже было описано выше. В этом случае уплотнительный материал гарантирует плавное отделение вышедшего клеящего вещества для разматывания и подачи непрерывной пленки 28 с ролика 36.
Кроме того, вышедшее клеящее вещество с трудом крепится к уплотнительному материалу при подаче непрерывной пленки 28 с ролика 36. Кроме того, скребковые средства 41 и 42 затем соскребают вышедшее клеящее вещество, как уже было описано выше. Соответственно, на пластиковом пакете, имеющем внешнюю и внутреннюю поверхности, у которого внешняя поверхность образована основной пленкой, а внутренняя поверхность образована уплотнительным материалом, не остается вышедшего клеящего вещества.
Практически целесообразным является нанесение мощного клеящего вещества 21 и дополнительного клеящего вещества 25 на одну из противоположных поверхностей непрерывной пленки 28 в отличие от варианта осуществления, в котором производится нанесение мощного клеящего вещества 21 и дополнительного клеящего вещества 25 на одну из противоположных поверхностей ленты 17. Лента 17 может приклеиваться к одной из противоположных поверхностей непрерывной пленки, представляющей собой не пленку боковых вставок, а пленку сторонок или пленку нижних вставок таким образом, что сторонка или нижняя вставка имеют внешнюю поверхность, на которой из полосы 17 формируется ручка, как показано на Фиг.10 и 11.
Реферат
Изобретение относится к способу последовательного изготовления пластиковых пакетов. Способ включает подготовку непрерывной пленки и полос, нанесение мощного клеящего вещества и дополнительного клеящего вещества на одну из противоположных поверхностей полосы или непрерывной пленки. Далее размещают полосу напротив непрерывной ленты и прижимают их друг к другу, при этом между полосой и непрерывной пленкой размещается мощное клеящее вещество и дополнительное клеящее вещество. Полоса и непрерывная пленка временно фиксируются относительно друг друга при помощи дополнительного клеящего вещества, поскольку для отверждения мощного клеящего вещества требуется некоторое время. После истечения времени отверждения пленку подают непрерывно из рулона в аппарат для последовательного изготовления пластиковых пакетов. Каждый пластиковый пакет включает определенный участок, сформированный из непрерывной пленки, который имеет внешнюю поверхность для формирования ручки из полосы. 2 н. и 5 з.п. ф-лы, 11 ил.
Формула
подготовку непрерывной пленки и полос, причем непрерывная пленка имеет противоположные поверхности, и каждая полоса имеет противоположные поверхности;
нанесение мощного клеящего вещества и дополнительного клеящего вещества на одну из противоположных поверхностей полосы или непрерывной пленки, при этом для отверждения мощного клеящего вещества требуется некоторое время;
расположение полосы и непрерывной пленки одной напротив другой и прижатие их друг к другу таким образом, что мощное клеящее вещество и дополнительное клеящее вещество размещаются между полосой и непрерывной пленкой, при этом полоса и непрерывная пленка временно фиксируются одна относительно другой при помощи дополнительного клеящего вещества;
наматывание непрерывной пленки на ролик после временной фиксации полосы;
подачу непрерывной пленки с ролика после истечения времени отверждения в аппарат последовательного изготовления пластиковых пакетов, каждый из которых включает определенный участок, сформированный из непрерывной пленки, определенный участок имеет внешнюю поверхность, на которой из полосы формируется ручка.
Документы, цитированные в отчёте о поиске
Контейнер для хранения продуктов и способ его изготовления
Комментарии