Установка для производства пластиковых пакетов - RU2446052C1
Код документа: RU2446052C1
Чертежи






Описание
Область техники, к которой относится изобретение
Изобретение относится к установке для непрерывного производства пластиковых пакетов.
Уровень техники
Существуют пластиковые пакеты, состоящие из боковых частей и донной части со складкой. Подобные пластиковые пакеты называются пакетами с прямоугольным дном. Кроме этого, была предложена установка для непрерывного производства пакетов с прямоугольным дном, раскрытая в японской патентной публикации №3655627.
Установка включает в себя средства подачи листового материала, при помощи которых верхняя и нижняя ленты листового материала накладываются друг на друга и подаются продольно. Установка дополнительно включает в себя направляющие, по которым верхняя лента листового материала направляется для сгибания при подаче лент листового материала. Кроме этого, нижняя лента листового материала направляется направляющими для сгибания, а затем снова разгибается таким образом, чтобы на нижней ленте листового материала формировался изгиб, и сгибается пополам. Верхняя лента листового материала направляется направляющими для разгибания. Боковые части формируются из лент листового материала, тогда как донная часть со складкой формируется из сложенной части.
Однако в этой установке направляющим приходится не только сгибать, а затем разгибать верхнюю ленту листового материала, но также сгибать, а затем разгибать и нижнюю ленту листового материала, что усложняет конструкцию. Поэтому было бы желательно непрерывно изготавливать пакеты с прямоугольным дном иным образом, отличным от того, как это делается в подобной установке.
Таким образом, цель изобретения заключается в том, чтобы предложить установку для непрерывного изготовления пластиковых пакетов, каждый из которых включает в себя боковые части, а также донную часть со складкой, иным образом, отличным от того, как это делается на предшествующем уровне техники.
Раскрытие изобретения
Другая цель заключается в том, чтобы предложить установку, которая бы сгибала, а затем разгибала только одну из лент листового материала, при этом не сгибая, а затем не разгибая другую ленту листового материала.
Краткое описание сущности изобретения
Установка по изобретению включает в себя средства подачи листового материала, при помощи которых верхняя и нижняя ленты листового материала накладываются друг на друга и подаются продольно, у лент листового материала имеются внешние поверхности и противоположные боковые кромки. Установка дополнительно включает в себя средства подачи материала для донной складки, при помощи которых лента с материалом для донной складки подается на одну из лент листового материала для наложения на ее внешнюю поверхность, у ленты с материалом для донной складки имеются противоположные боковые кромки, одна из которых проходит вдоль одной из противоположных боковых кромок лент листового материала. Установка дополнительно включает в себя средства временного скрепления, при помощи которых лента с материалом для донной складки и другая лента листового материала временно скрепляются друг с другом вдоль одной из их противоположных боковых кромок, после наложения лент листового материала и подачи ленты с материалом для донной складки. Установка дополнительно включает в себя направляющие, при помощи которых одна из лент или другая лента листового материала и лента с материалом для донной складки направляются таким образом, чтобы одну из лент или другую ленту листового материала можно было согнуть рядом с одной из противоположных боковых кромок лент листового материала при подаче лент листового материала и после того как лента с материалом для донной складки и другая лента листового материала были временно скреплены. Лента с материалом для донной складки соединяется с лентами листового материала. Боковые части формируются из лент листового материала, тогда как донная часть со складкой формируется из ленты с материалом для донной складки.
В предпочтительном варианте осуществления установка дополнительно включает в себя средства подачи материала для боковых складок, при помощи которых листы материала для боковых складок подаются и помещаются между лентами листового материала, располагаясь по их ширине, перед соединением ленты с материалом для донной складки, одна из лент или другая лента листового материала направляется направляющими для сгибания после помещения листа с материалом для боковых складок между лентами. Лента с материалом для донной складки соединяется с листами материала для боковых складок. Пластиковый пакет включает в себя части с боковыми складками, сформированные из листов материала для боковых складок.
Установка дополнительно включает в себя средства продольной сварки, при помощи которых ленты листового материала и лента с материалом для донной складки термосвариваются друг с другом вдоль противоположных боковых кромок лент с материалом для боковин, после соединения ленты с материалом для донной складки. Установка дополнительно включает в себя средства поперечной сварки, при помощи которых ленты листового материала и листы материала для боковых складок термосвариваются друг с другом, после соединения ленты с материалом для донной складки.
Одна из лент или другая лента листового материала направляется при помощи направляющих для разгибания после сгибания. Лента с материалом для донной складки сгибается и помещается между лентами листового материала. Лента с материалом для донной складки соединяется с листом материала для боковых складок при помощи процесса, во время которого одна из лент или другая лента листового материала сгибается, а затем разгибается.
Одна из лент листового материала содержит верхнюю ленту листового материала с верхней поверхностью. Лента с материалом для донной складки подается на верхнюю ленту листового материала для наложения на ее верхнюю поверхность. Затем лента с материалом для донной складки и нижняя лента листового материала временно скрепляются друг с другом вдоль их противоположных боковых кромок. Верхняя лента листового материала направляется при помощи направляющих для сгибания, после того как лента с материалом для донной складки и нижняя лента листового материала временно скрепляются.
Одна из лент листового материала может содержать нижнюю ленту листового материала с нижней поверхностью. В этом случае лента с материалом для донной складки подается на нижнюю ленту листового материала для наложения на ее нижнюю поверхность. Затем лента с материалом для донной складки и верхняя лента листового материала временно скрепляются друг с другом у одной из их противоположных боковых кромок. После того как лента с материалом для донной складки и верхняя лента листового материала временно скрепляются, верхняя лента листового материала направляется при помощи направляющих для сгибания.
Лента с материалом для донной складки подается на одну из лент листового материала, после того как ленты листового материала накладываются друг на друга.
Устройство может включать в себя средства разделения, при помощи которых одна из лент листового материала разделяется по ее ширине, образуя пару разделенных кромок, проходящих продольно лентам листового материала. Установка дополнительно включает в себя средства подачи материала для донной складки, при помощи которых лента с материалом для донной складки подается на одну из лент листового материала для наложения на ее внешнюю поверхность, лента с материалом для донной складки включает в себя центральный участок, расположенный вдоль разделенных боковых кромок одной из лент листового материала. Установка дополнительно включает в себя средства временного скрепления, при помощи которых лента с материалом для донной складки и другая лента листового материала временно скрепляются друг с другом у центрального участка ленты с материалом для донной складки и между разделенными боковыми кромками одной из лент листового материала, после того как ленты листового материала накладываются друг на друга, одна из лент листового материала разделяется и подается лента с материалом для донной складки. Установка дополнительно включает в себя направляющие, при помощи которых одна из лент листового материала и лента с материалом для донной складки направляются таким образом, чтобы одну из лент листового материала можно было согнуть рядом с ее разделенными боковыми кромками во время подачи лент листового материала и после того как лента с материалом для донной складки и другая лента листового материала временно скрепляются. Лента с материалом для донной складки соединяется с лентами листового материала. Боковые части формируются из лент листового материала, тогда как часть с донной складкой формируется из ленты с материалом для донной складки.
Листы материала для боковых складок могут подаваться и помещаться между лентами листового материала, проходя по их ширине, перед соединением лент листового материала. Листы материала для боковых складок размещаются на противоположных сторонах разделенных боковых кромок по ширине лент листового материала.
Ленты листового материала и ленты с материалом для донной складки могут термосвариваться друг с другом вдоль разделенных боковых кромок одной из лент с материалом для боковин после соединения ленты с материалом для донной складки. Ленты листового материала и лист материала для боковых складок термосвариваются друг с другом по ширине лент листового материала после соединения ленты с материалом для донной складки.
Средства разделения могут содержать пару дисковых ножей, разнесенных друг от друга по ширине лент листового материала. Одна из лент листового материала разрезается для ее разделения вдоль продольных линий реза дисковыми ножами таким образом, чтобы разделенные боковые кромки можно было разнести и расположить оппозитно друг другу по ширине лент листового материала.
Средства разделения могут содержать пару перфорирующих ножей, разнесенных друг от друга по ширине лент листового материала. Одна из лент листового материала перфорируется для ее разделения вдоль продольных перфорированных отверстий перфорирующими ножами таким образом, чтобы разделенные боковые кромки можно было разнести и расположить оппозитно друг другу по ширине лент листового материала.
Продолговатый участок может быть сформирован между разделенными боковыми кромками, а затем отделен от одной из лент листового материала таким образом, чтобы ленту с материалом для донной складки и другую ленту листового материала можно было временно скрепить друг с другом непосредственно.
Установка может дополнительно включать в себя средства временного скрепления, при помощи которых лента с материалом для донной складки и одна из лент с материалом для боковых складок временно скрепляются друг с другом вдоль центрального участка ленты с материалом для донной складки, после подачи ленты с материалом для донной складки. Продолговатый участок формируется между разделенными боковыми кромками, а затем отделяется от одной из лент листового материала таким образом, чтобы лента с материалом для донной складки и другая лента листового материала могли быть временно скреплены друг с другом опосредованно при помощи продолговатого участка, который временно скрепляется с другой лентой листового материала непосредственно.
Краткое описание чертежей
На фиг.1 представлен вид в перспективе предпочтительного варианта осуществления изобретения.
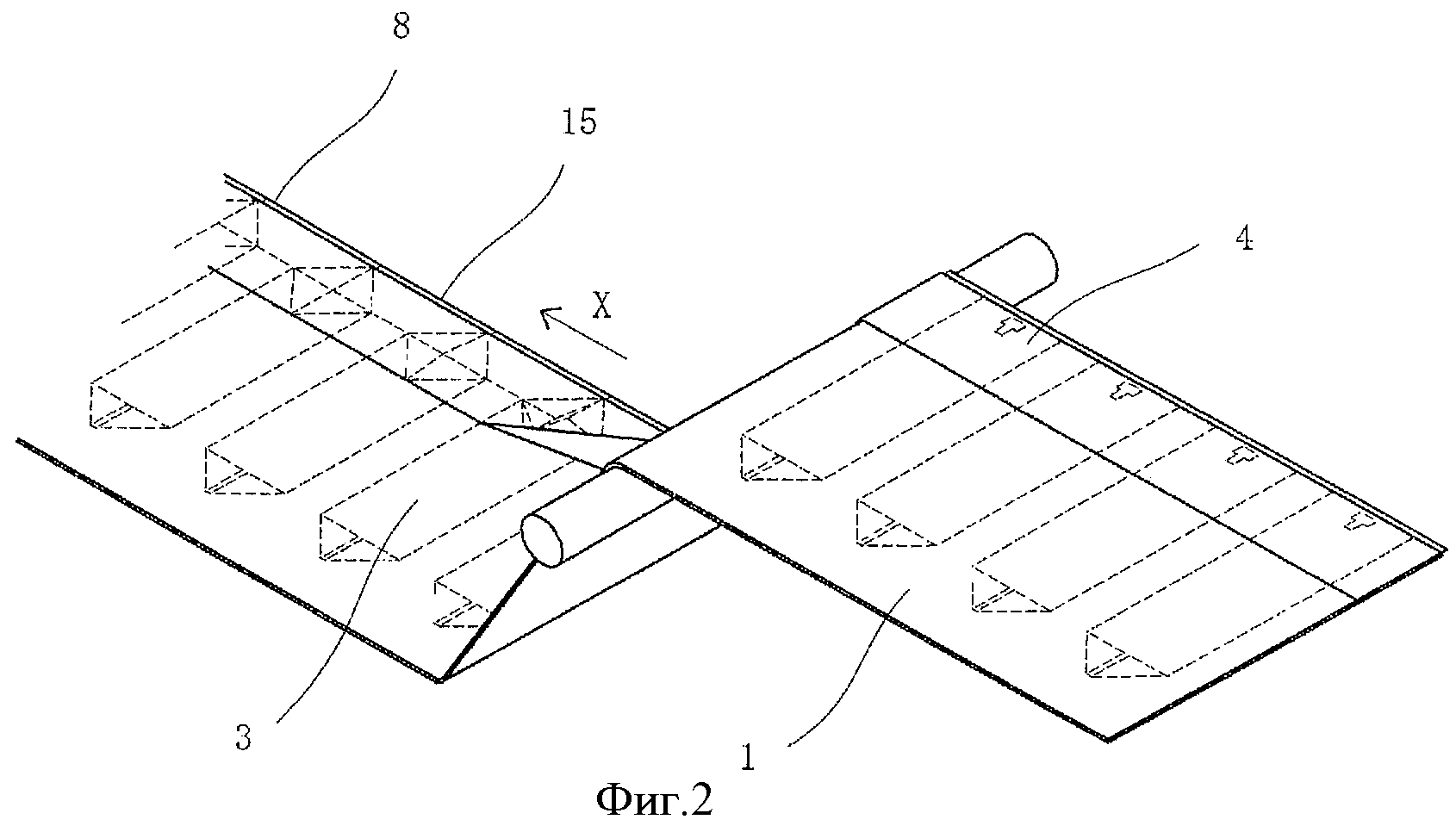
На фиг.2 представлен вид с увеличением лент листового материала, а также ленты с материалом для донной складки установки по фиг.1.
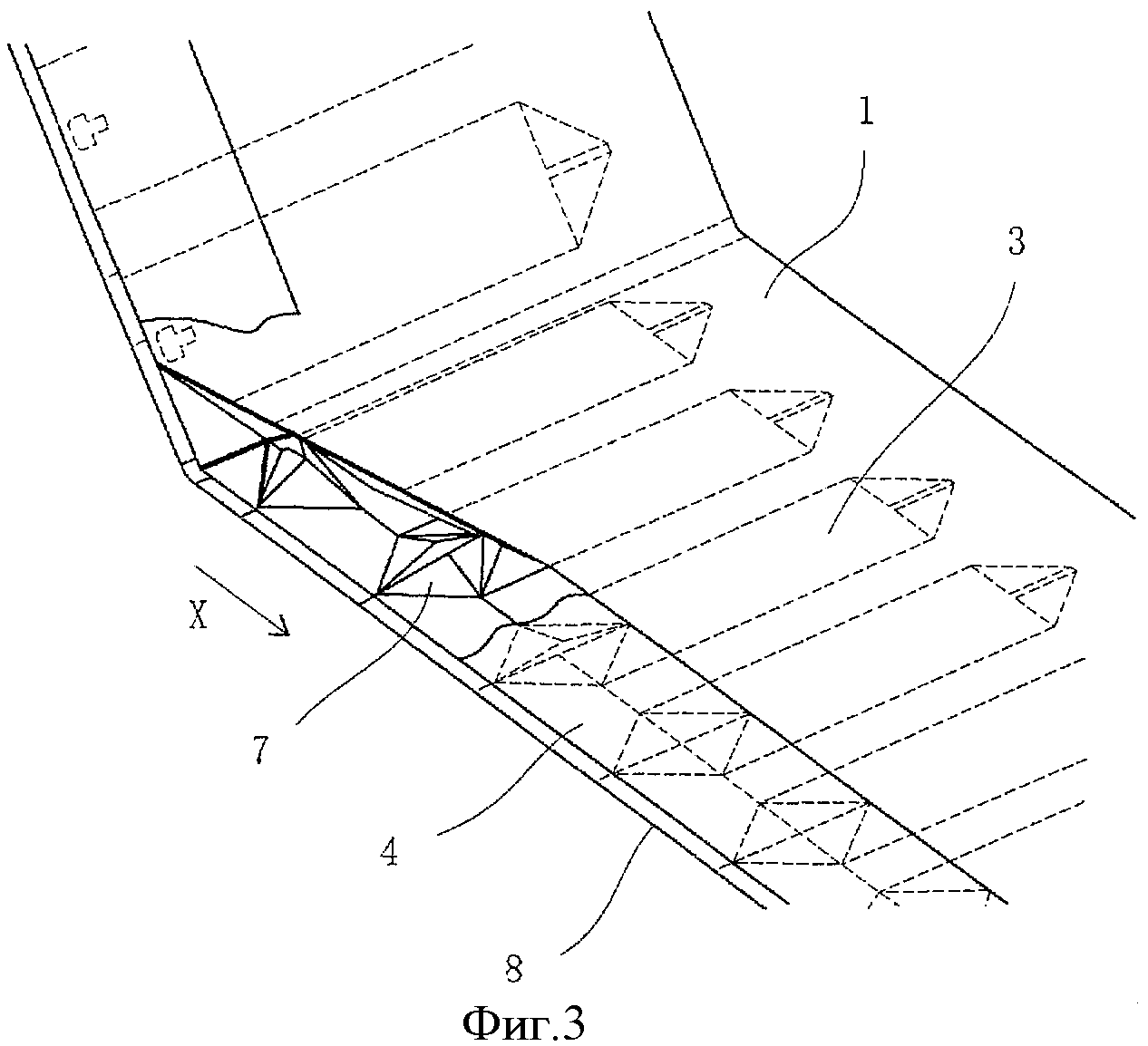
На фиг.3 представлен вид с увеличением лент листового материала, а также ленты с материалом для донной складки установки по фиг.2, при виде из другой точки.
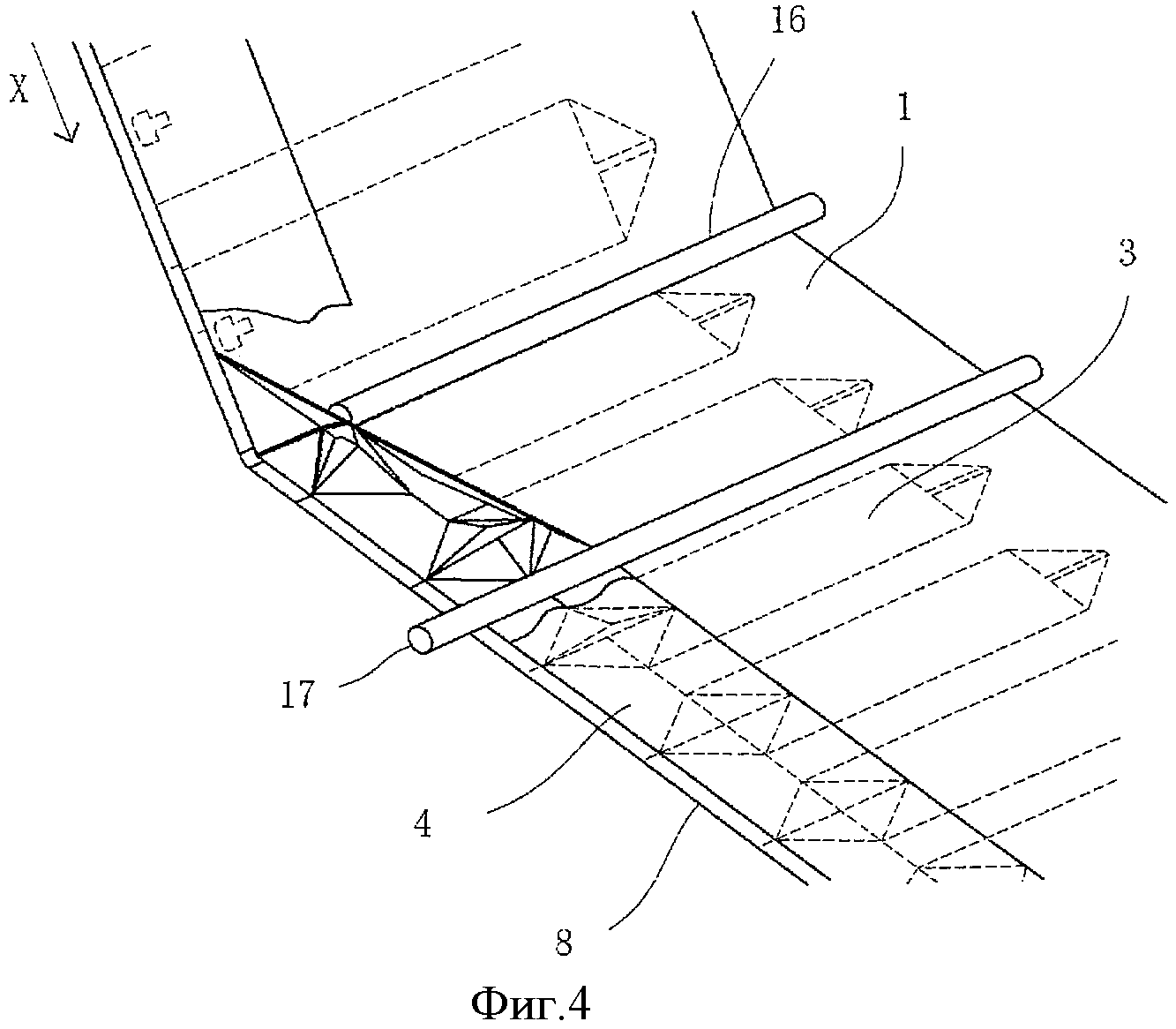
На фиг.4 представлен вид с увеличением направляющих установки по фиг.3.
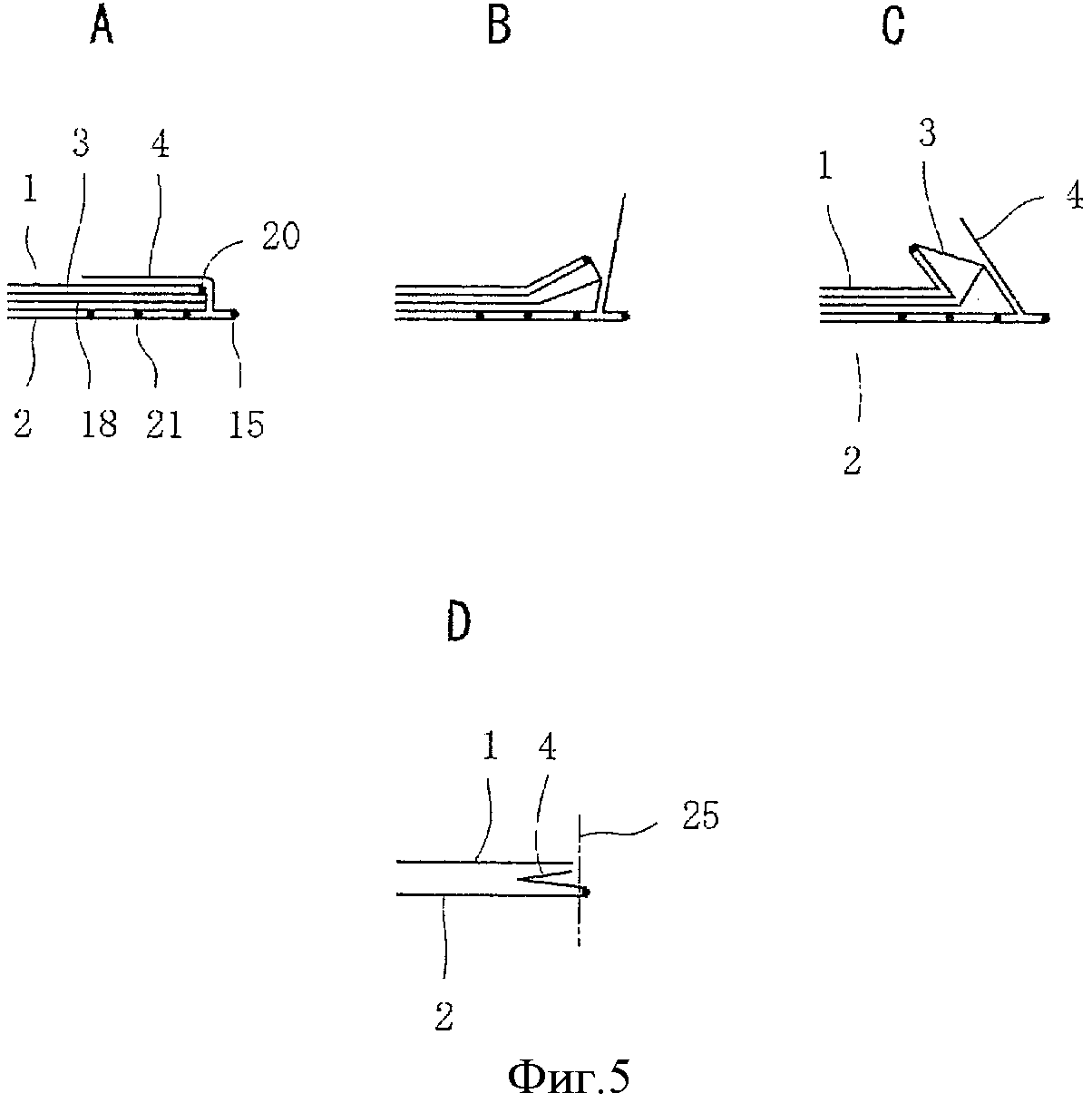
На фиг.5 представлен вид в сечении лент листового материала, а также ленты с материалом для донной складки при сгибании (A-D).
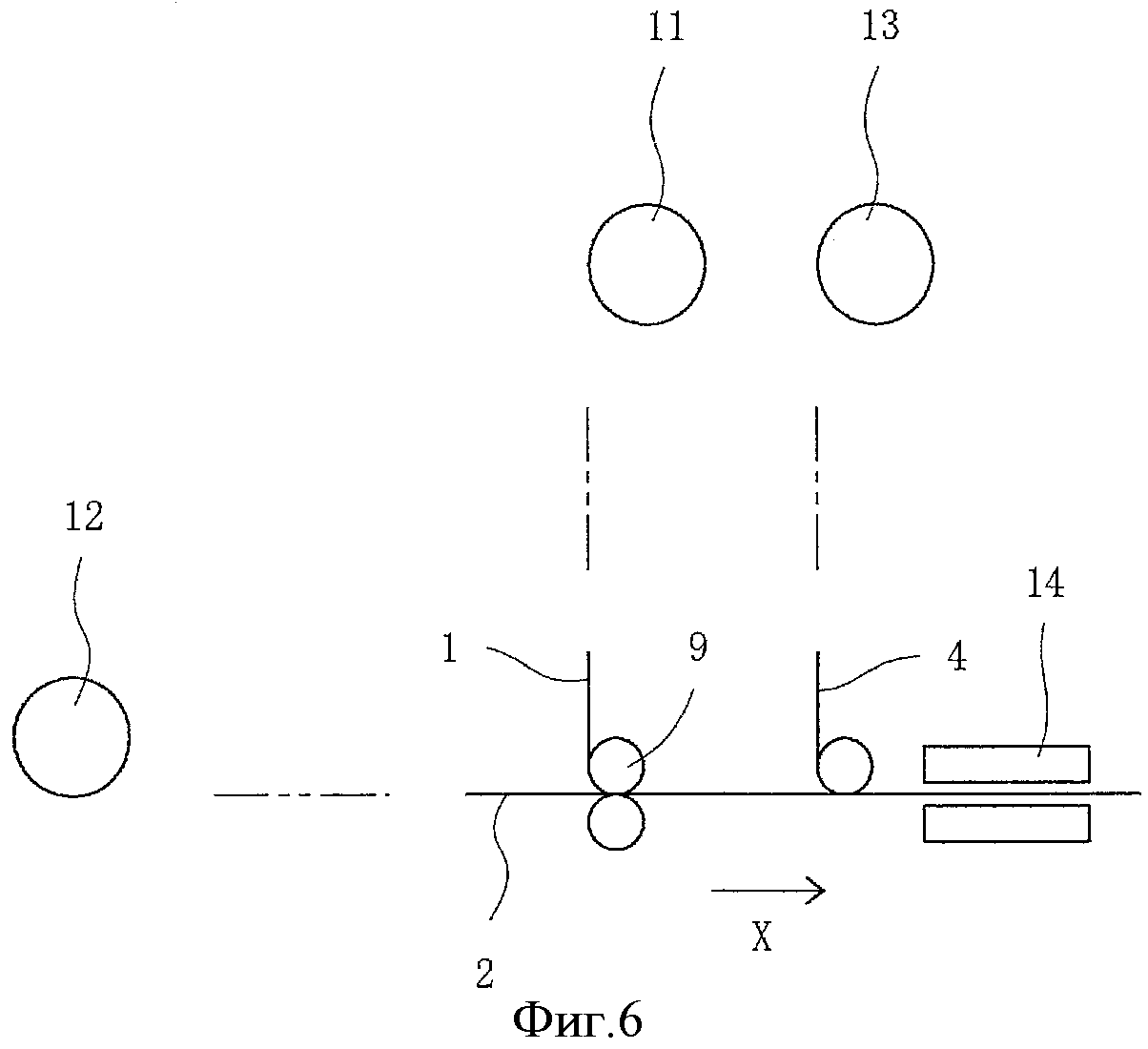
На фиг.6 представлен пояснительный вид лент листового материала, а также ленты с материалом для донной складки при подаче.
На фиг.7 представлен пояснительный вид по другому варианту осуществления.
На фиг.8 представлен пояснительный вид средств поперечного и продольного сваривания по фиг.1.
На фиг.9 представлен вид в вертикальной проекции пластикового пакета, изготовленного на установке по фиг.1.
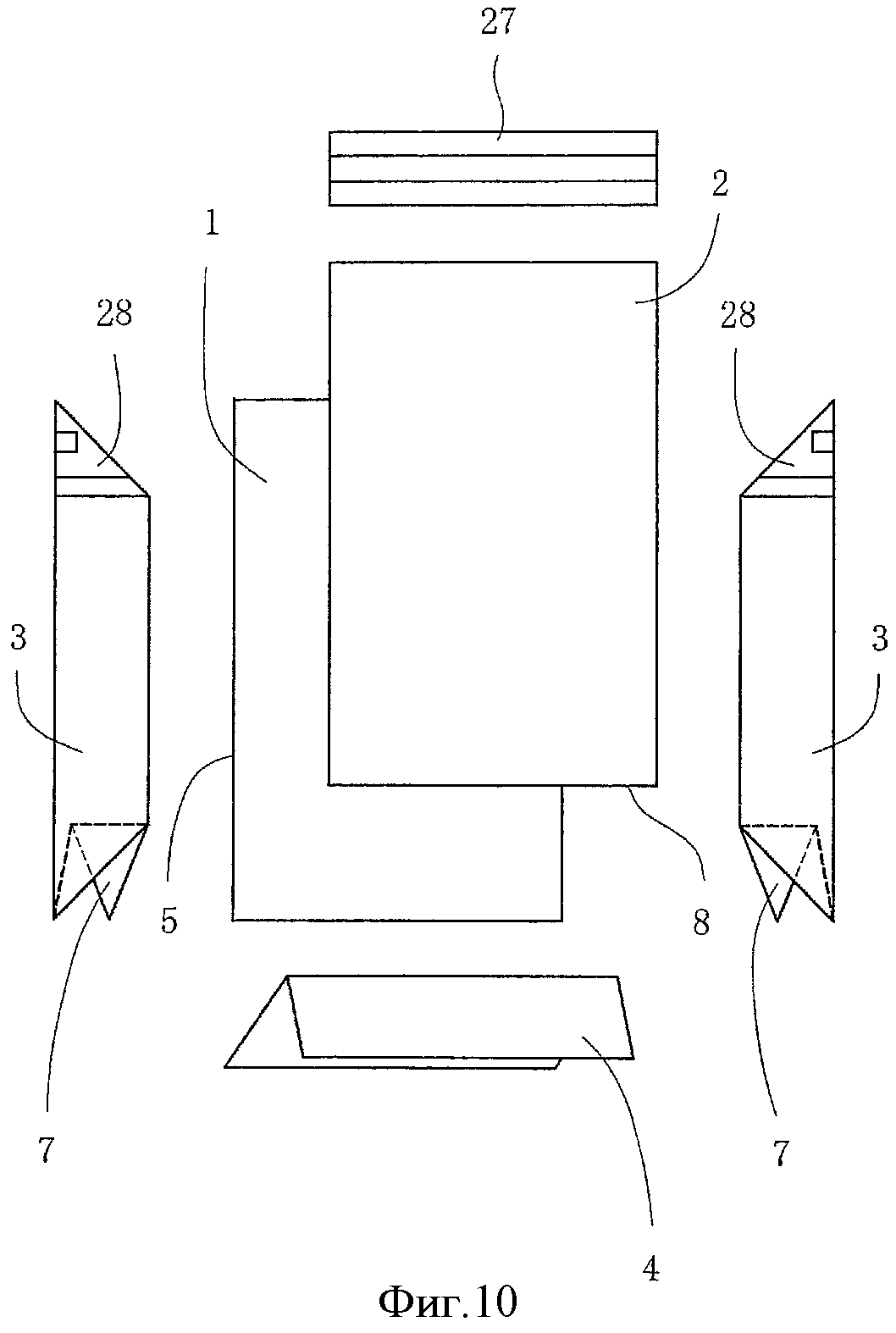
На фиг.10 представлено изображение в разобранном виде пластикового пакета по фиг.9.
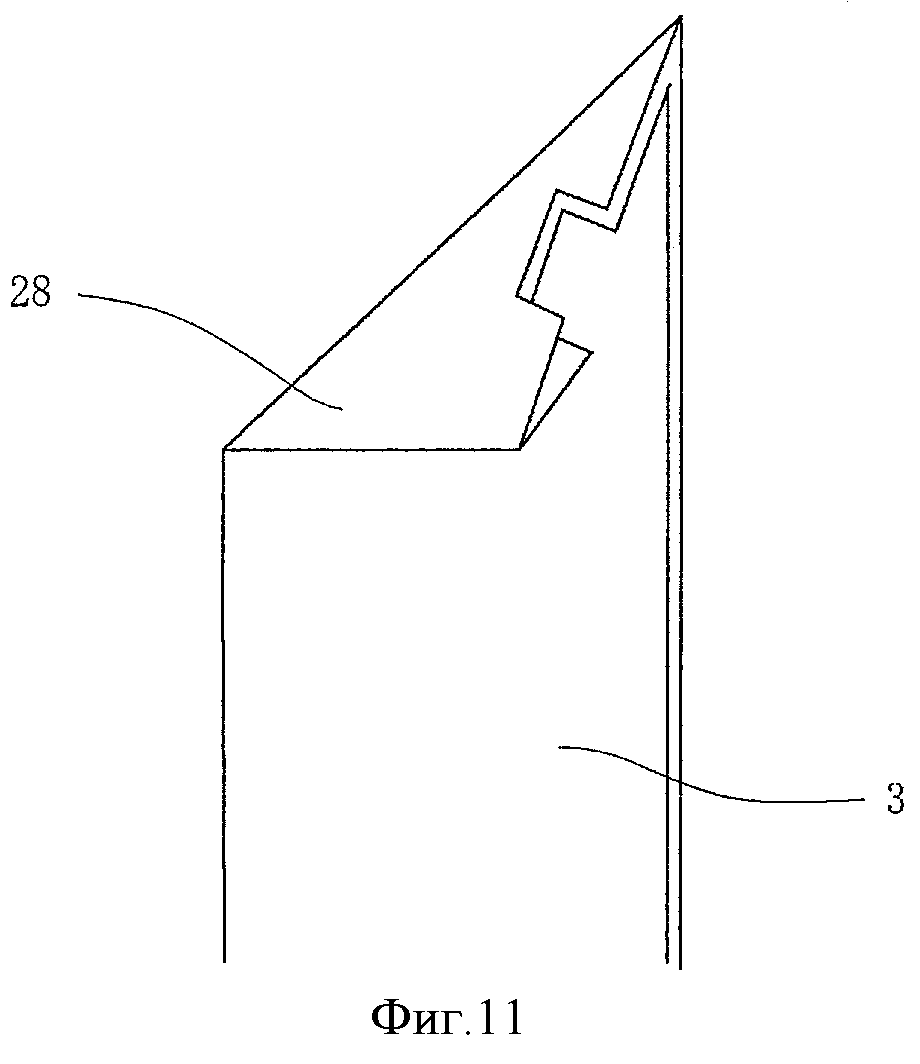
На фиг.11 представлен пояснительный вид части с боковой складкой по фиг.10.
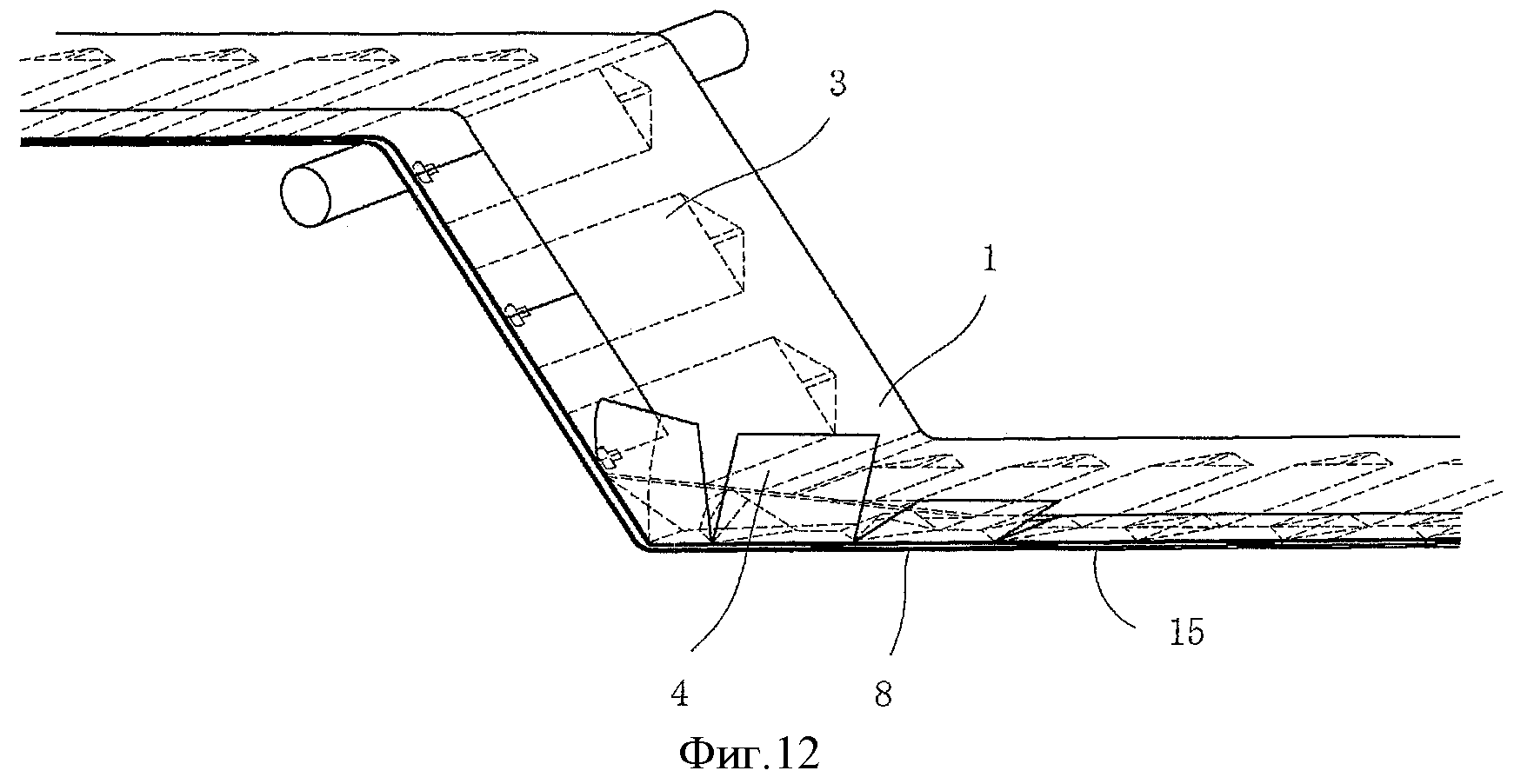
На фиг.12 представлен вид в перспективе по другому варианту осуществления.
На фиг.13 представлен вид в сечении по другому варианту осуществления при сгибании (А, В).
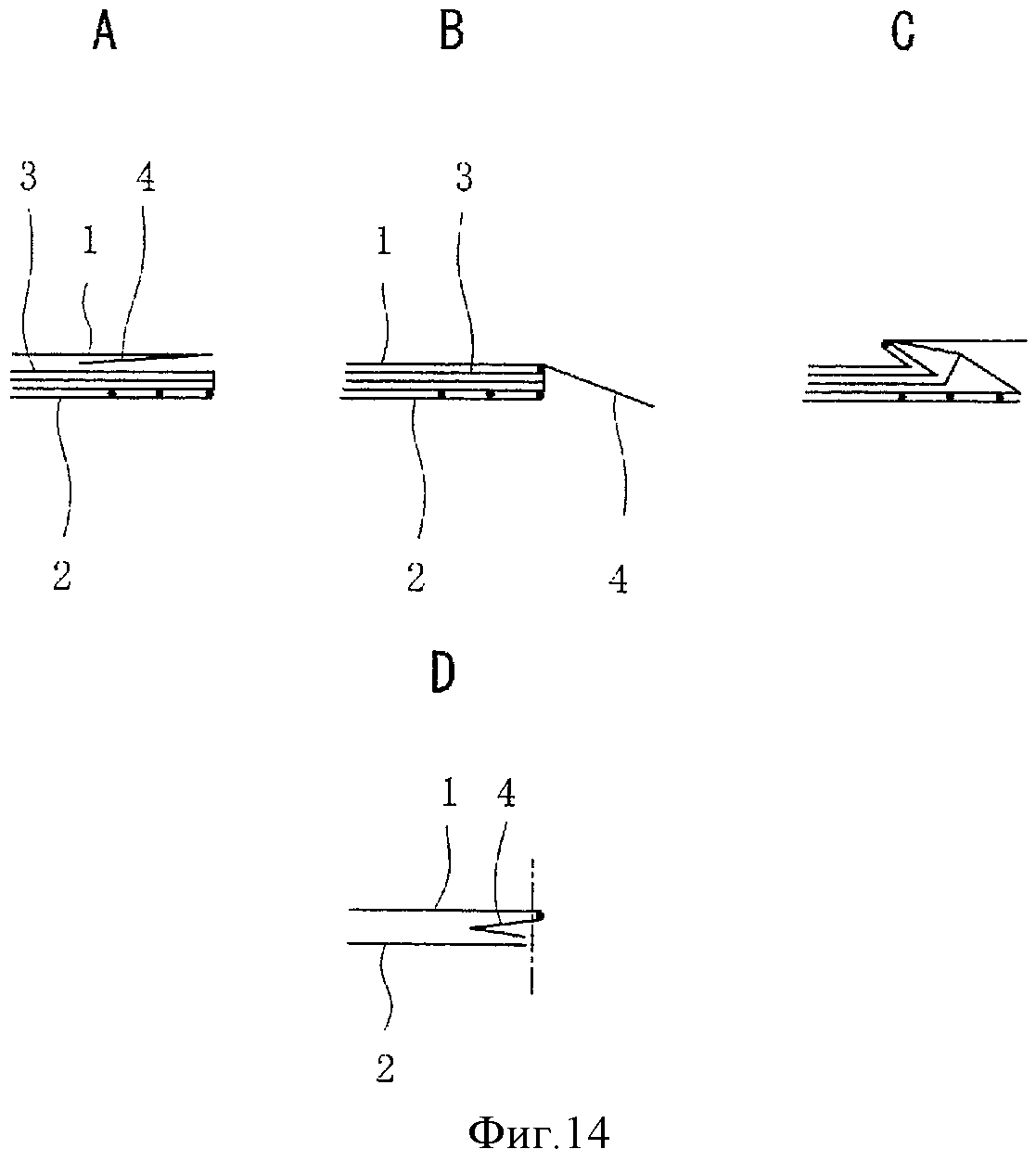
На фиг.14 представлен вид в сечении ссылочного примера при сгибании (А-D).
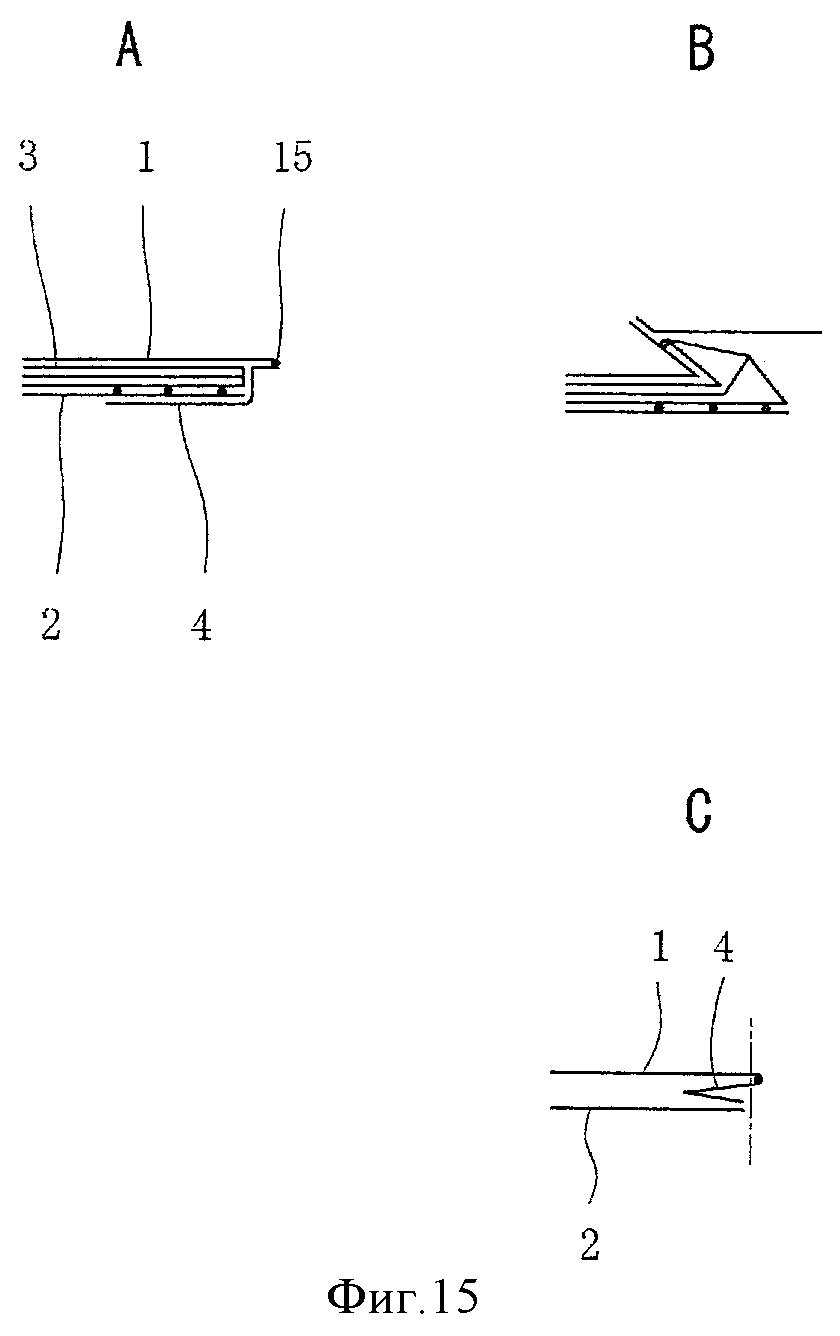
На фиг.15 представлен вид в сечении по другому варианту осуществления при сгибании (А-С).
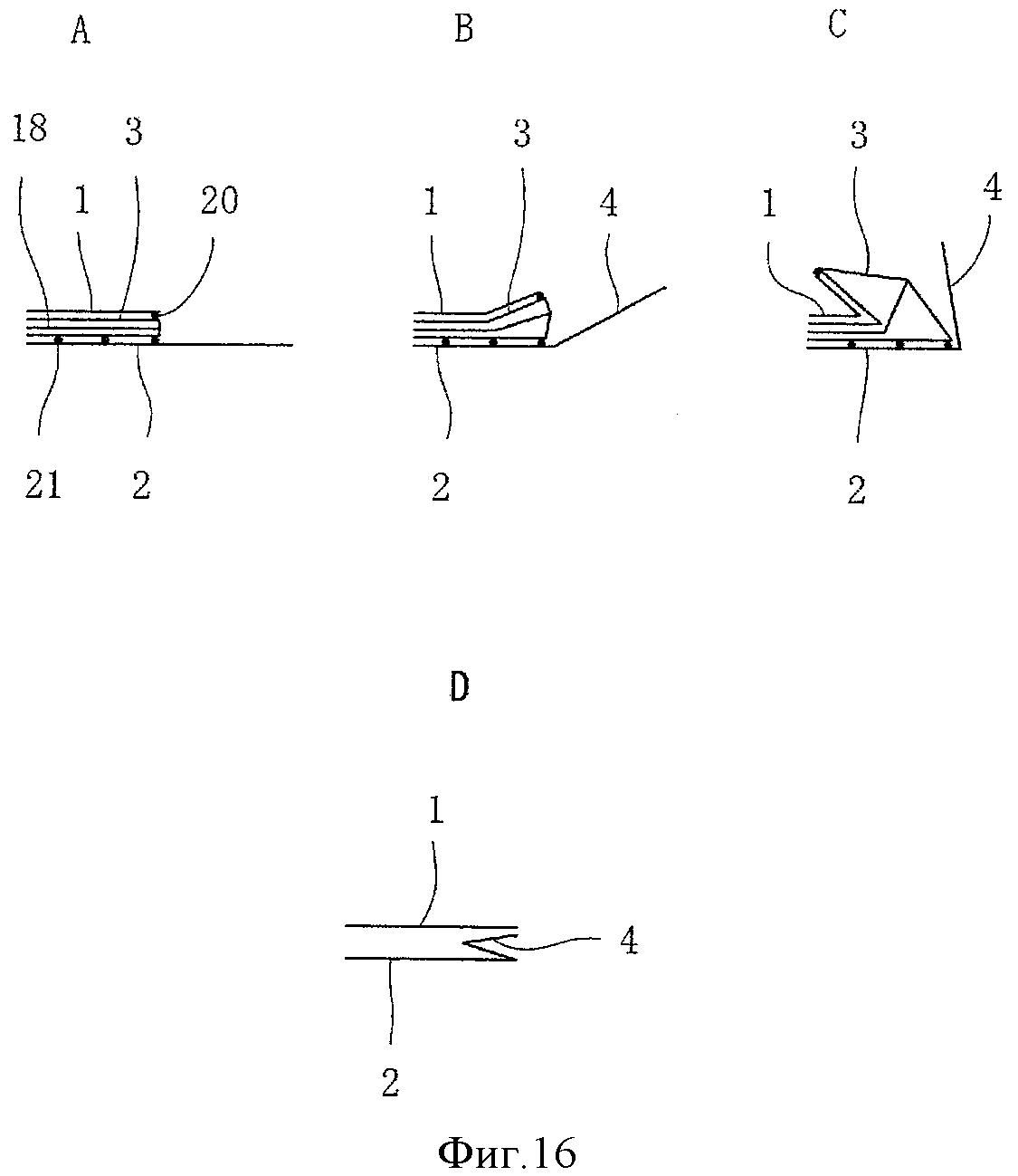
На фиг.16 представлен вид в сечении из предшествующего уровня техники при сгибании (А-D).
На фиг.17 представлен вид в плане по другому варианту осуществления.
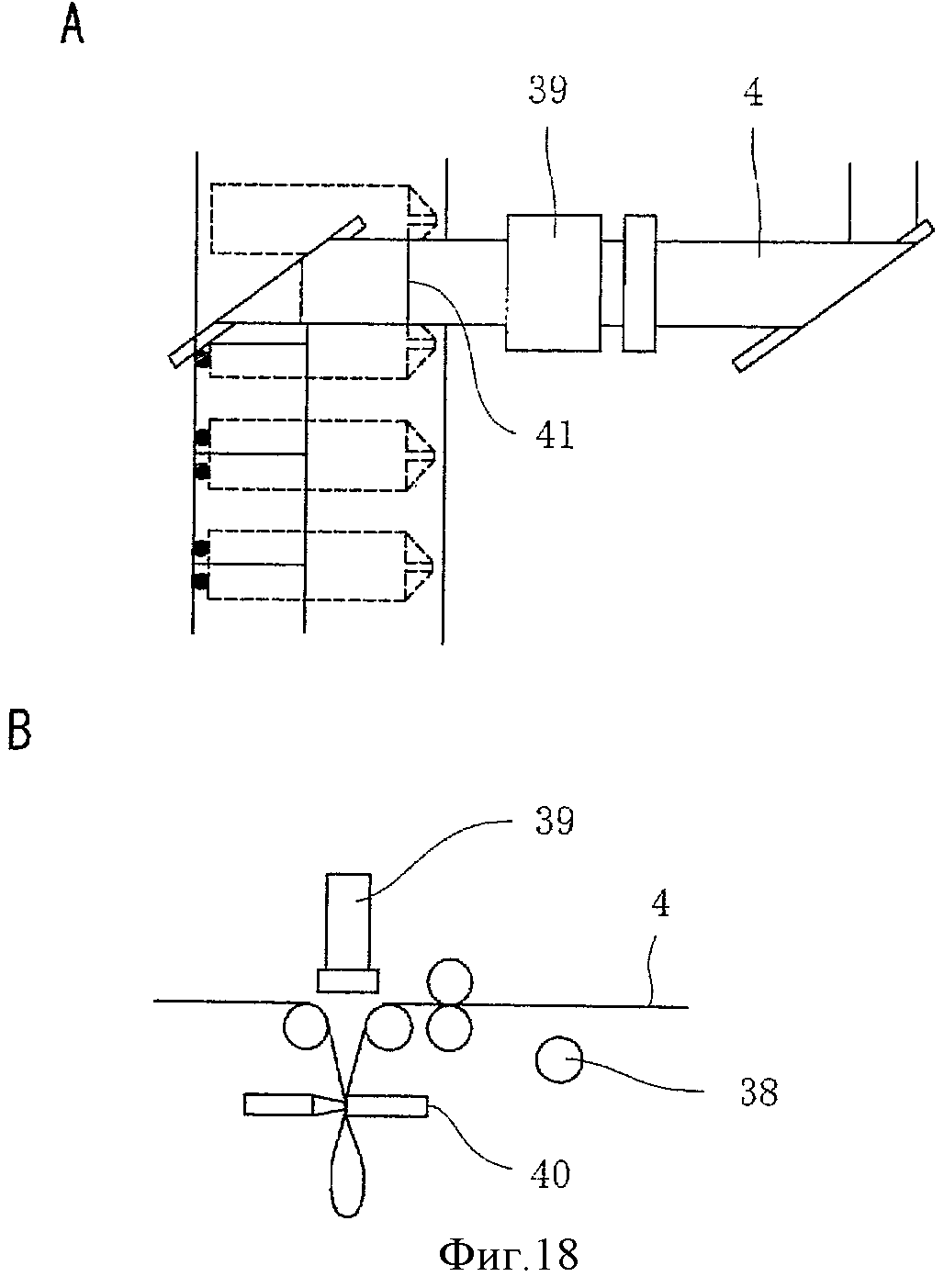
На фиг.18 представлены вид в плане (А) и вид сбоку (В) по другому варианту осуществления.
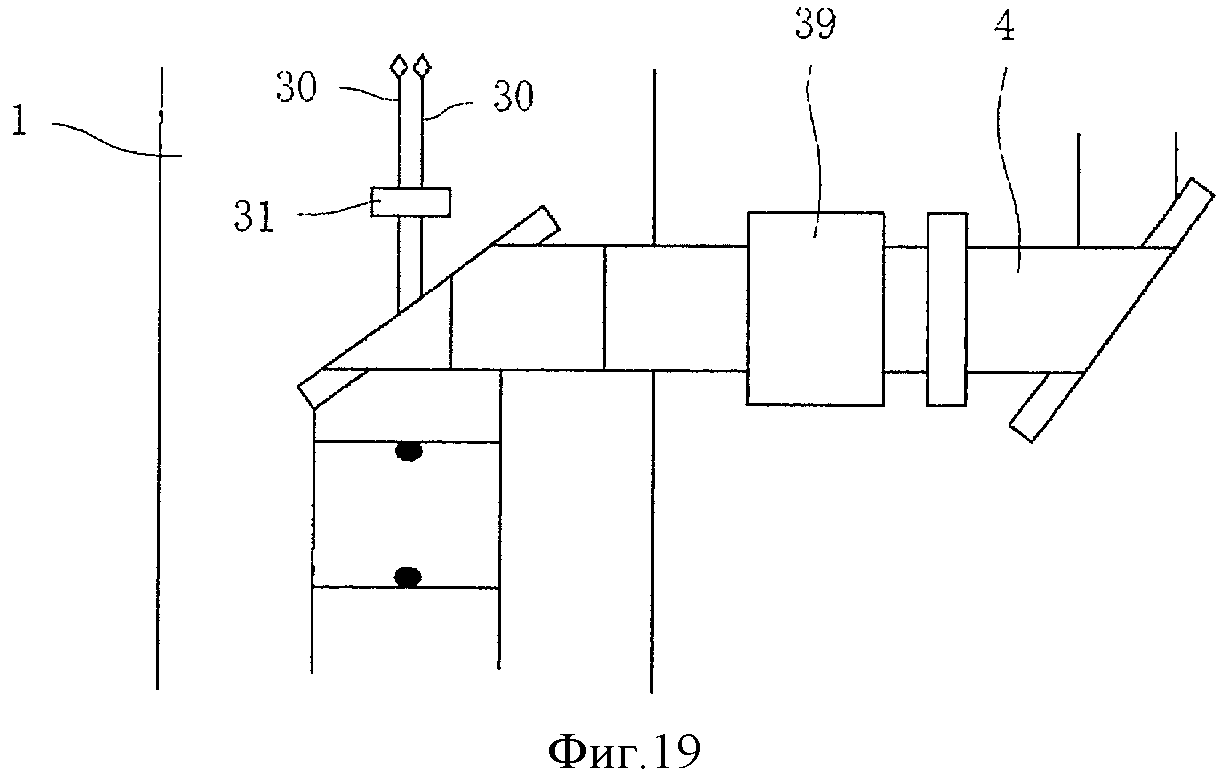
На фиг.19 представлен вид в плане по другому варианту осуществления.
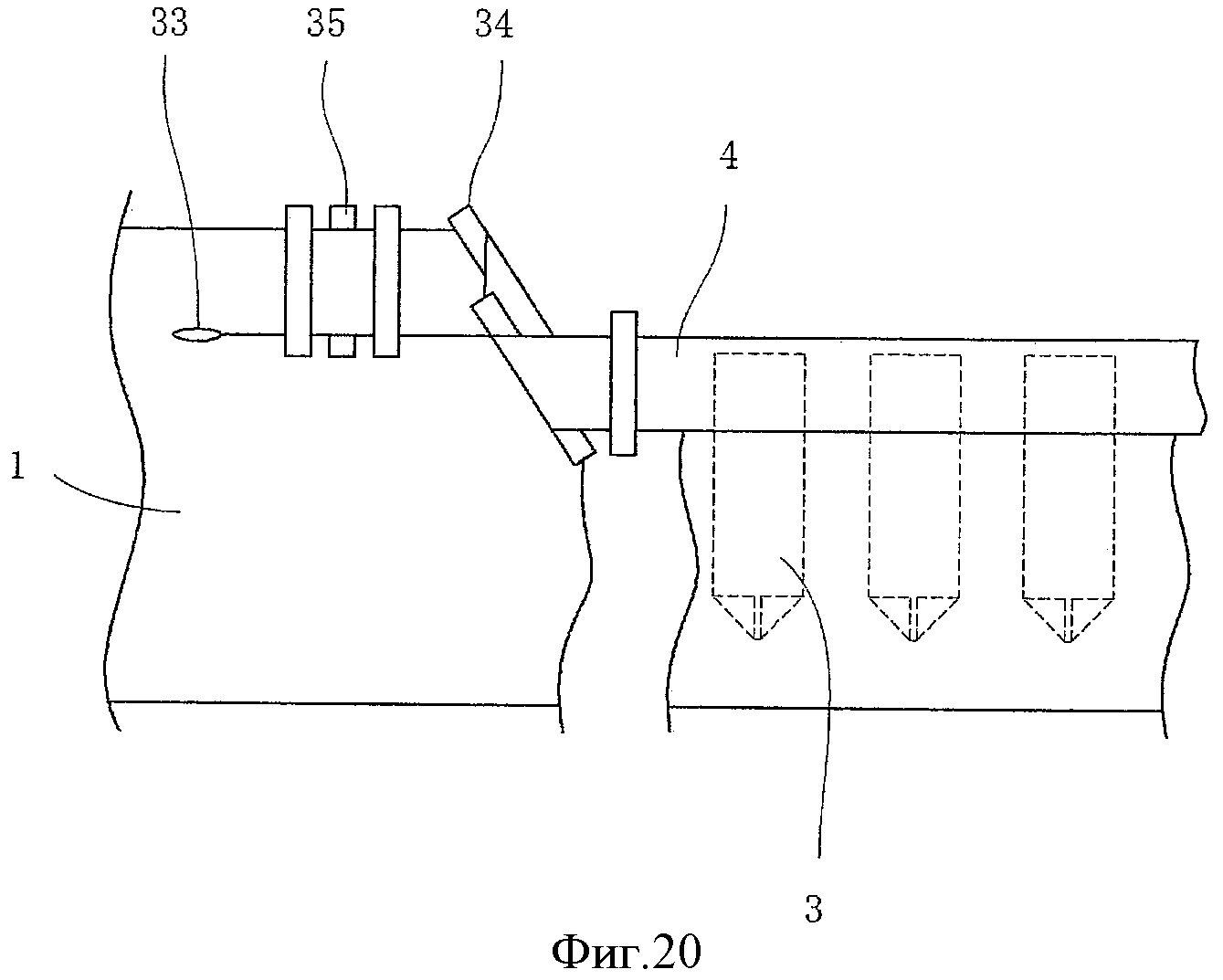
На фиг.20 представлен вид в плане по другому варианту осуществления.
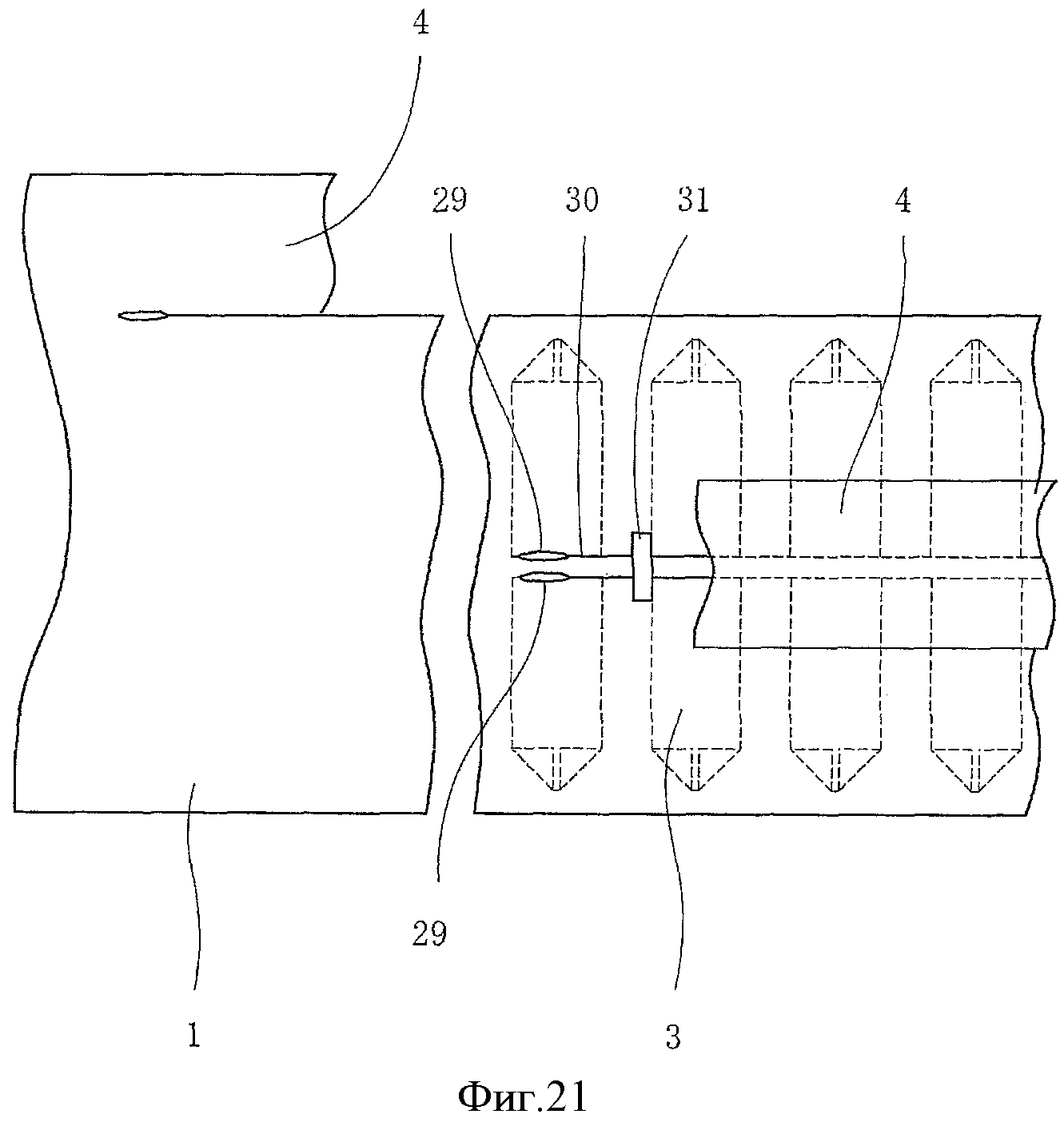
На фиг.21 представлен вид в плане по другому варианту осуществления.
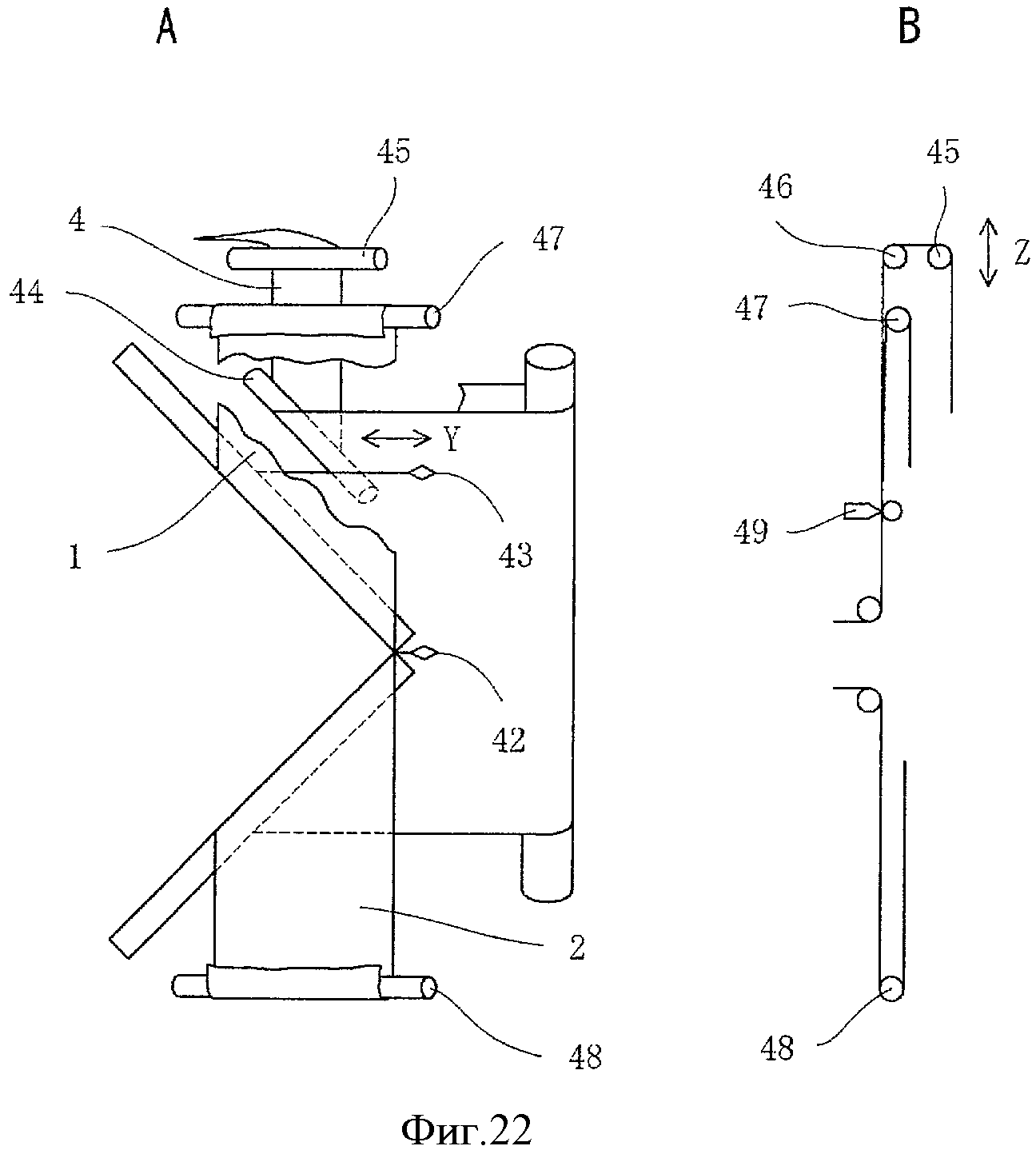
На фиг.22 представлен вид в вертикальной проекции (А) и вид сбоку (В) по другому варианту осуществления.
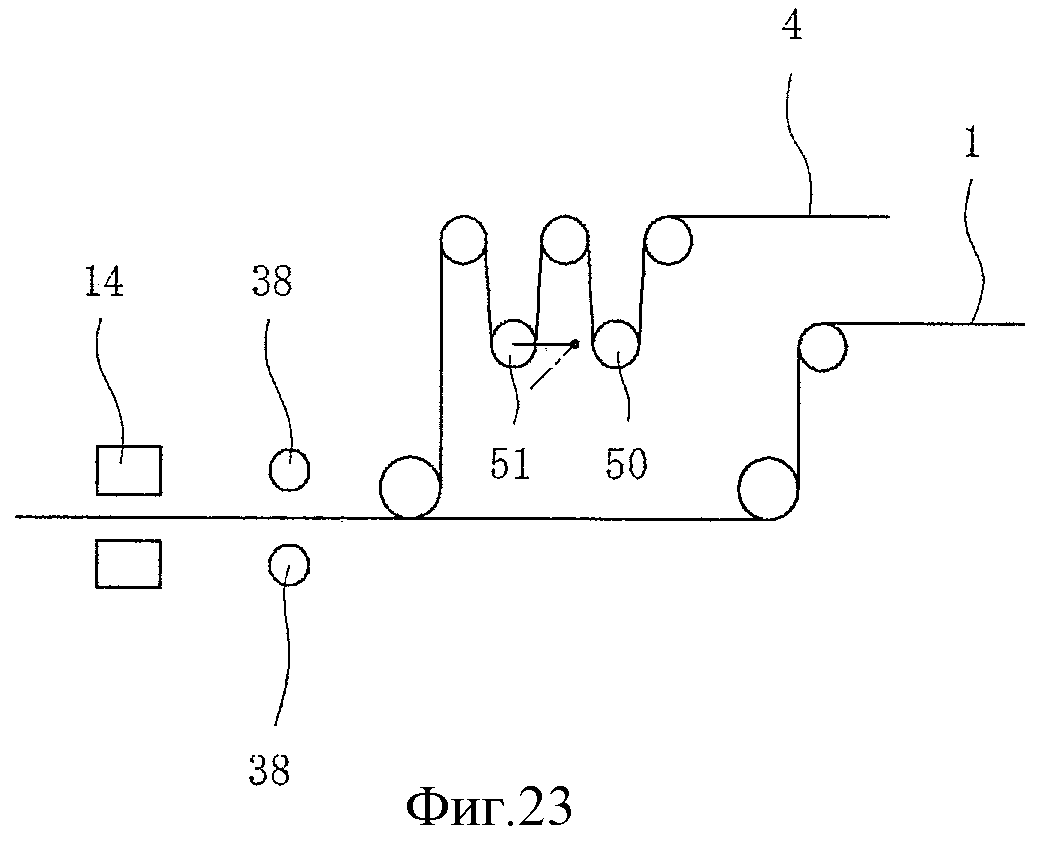
На фиг.23 представлен пояснительный вид по другому варианту осуществления.
Осуществление изобретения
Возвращаясь к фигурам, на фиг.1 изображена установка для непрерывного изготовления пластиковых пакетов по изобретению. Каждый из пластиковых пакетов включает в себя боковые части 1 и 2, боковую часть со складкой 3 и донную часть со складкой 4, как это показано на фиг.9 и как это описано для пластикового пакета в японской патентной публикации №3655627. Боковые части 1 и 2 накладываются друг на друга в два слоя таким образом, чтобы боковые части 3 со складками располагались вдоль их противоположных кромок 5, как это показано на фиг.10. Боковые части 3 со складками сгибаются пополам и помещаются между боковыми частями 1 и 2. Боковые части 1 и 2 и боковые части 3 со складками термосвариваются друг с другом вдоль боковых кромок 5 боковых частей 1 и 2 таким образом, чтобы вдоль боковых кромок 5 образовывались термосварные швы 6. Кроме этого, у каждой из боковых частей 3 со складками имеются противоположные торцевые части, одна из которых сгибается под углом 45°. Торцевая часть сгибается пополам и помещается между слоями боковых частей 3 со складками таким образом, чтобы торцевая часть образовывала вспомогательный участок 7 со складками.
У боковых частей 1 и 2 имеются донные торцы 8, вдоль которых проходит донная часть 4 со складкой, также как и у пластикового пакета из публикации. Донная часть 4 со складкой сгибается пополам и помещается между боковыми частями 1 и 2. Кроме этого, дополнительные участки 7 со складками и донная часть 4 со складкой термосвариваются друг с другом вдоль боковых кромок 5 боковых частей 1 и 2 таким образом, чтобы вдоль боковых кромок 5 образовывались термосварные швы 6. Боковые части 1 и 2, а также донная часть 4 со складкой термосвариваются друг с другом вдоль донных кромок 8 боковых частей 1 и 2 таким образом, чтобы вдоль донных кромок 8 образовывались термосварные швы 6. Таким образом, пластиковый пакет может быть увеличен за счет боковых частей 3 со складками для увеличения его объема. Плоская донная поверхность может быть сформирована из донной части 4 со складкой, что позволяет устойчиво устанавливать пластиковый пакет в вертикальном положении.
Для непрерывного изготовления пластиковых пакетов по фиг.9 установка включает в себя средства подачи листового материала, при помощи которых верхняя и нижняя ленты 1 и 2 листового материала накладываются друг на друга и подаются продольно, как это показано на фиг.5. Ленты 1 и 2 листового материала содержат пластиковую пленку, из которой формируются боковые части 1 и 2 по фиг.10. В данном варианте осуществления средства подачи листового материала содержат подающие ролики 9 и 10, как это показано на фиг.6 и 8, верхняя лента 1 листового материала направляется на подающие ролики 9 с ролика 11. Нижняя лента 2 листового материала направляется на подающие ролики 9 с ролика 12. Верхняя и нижняя ленты 1 и 2 листового материала накладываются друг на друга при направлении на подающие ролики 9. Затем верхняя и нижняя ленты 1 и 2 листового материала направляются на подающие ролики 10. Подающие ролики 9 и 10 вращаются приводным двигателем таким образом, чтобы ленты 1 и 2 листового материала могли подаваться продольно. Ленты 1 и 2 листового материала подаются в направлении Х с перерывами.
Установка дополнительно включает в себя средства подачи материала для боковых складок, при помощи которых листы материала 3 для боковых складок подаются и помещаются между лентами 1 и 2 листового материала по ширине. Например, каждый из листов материала 3 для боковых складок предварительно сгибается пополам. Затем лист материала 3 для боковых складок подается на нижнюю ленту 1 листового материала и помещается на ее верхнюю поверхность, проходя по ширине нижней ленты 1 листового материала, перед тем как ленты 1 и 2 листового материала накладываются друг на друга, всякий раз, когда ленты 1 и 2 листового материала подаются с перерывами. Листы материала 3 для боковых складок содержат пластиковую пленку, из которой формируются боковые части 3 со складками по фиг.10. В данном варианте осуществления лист материала 3 для боковых складок имеет двойную ширину, которая предварительно была сложена пополам с противоположных сторон продольной осевой линии для наложения на два слоя, как у пластикового пакета, описанного в японской патентной публикации №3655627. Кроме этого, у листа материала 3 для боковых складок имеются противоположные торцевые части, одна из которых сложена под углом 45°. Торцевые части сложены пополам и помещены между слоями из листов материала 3 для боковых складок для формирования из торцевой части дополнительного участка 7 со складкой по фиг.10. Затем лист материала 3 для боковых складок подается на нижнюю ленту 2 листового материала и помещается на ее верхнюю поверхность, проходя по ширине нижней ленты 2 листового материала всякий раз, когда ленты 1 и 2 листового материала подаются с перерывами. Лист материала 3 для боковых складок, таким образом, помещается между лентами 1 и 2 листового материала, когда ленты 1 и 2 листового материала накладываются друг на друга. Следует отметить, что средства подачи материала для боковых складок имеют такую же конструкцию, как и в японской предварительной патентной публикации №254984 от 2000 года. Поэтому в настоящем документе описание конструкции даваться не будет.
Кроме этого, следует понимать, что у лент 1 и 2 листового материала имеются внешние поверхности и противоположные боковые кромки 8. Установка дополнительно включает в себя средства подачи материала для донной складки, при помощи которых лента с материалом 4 для донной складки подается на одну из лент листового материала, для наложения на ее внешнюю поверхность. У ленты с материалом 4 для донной складки имеются противоположные боковые кромки, одна из которых проходит вдоль одной из противоположных боковых кромок 8 лент 1 и 2 листового материала. Также следует понимать, что донные кромки 8 по фиг.10 сформированы противоположными боковыми кромками 8. Установка дополнительно включает в себя средства временного скрепления, при помощи которых лента с материалом 4 для донной складки, а также другая лента листового материала временно скрепляются друг с другом у одной из их противоположных боковых кромок 8, после того как ленты 1 и 2 листового материала накладываются и подается лента с материалом 4 для донной складки.
В данном варианте осуществления одна из лент листового материала содержит верхнюю ленту 1 листового материала с верхней поверхностью. Поэтому лента с материалом 4 для донной складки подается на верхнюю ленту 1 листового материала с ролика 13 для наложения на верхнюю поверхность верхней ленты 1 листового материала, после того как ленты 1 и 2 листового материала накладываются друг на друга. Затем лента с материалом 4 для донной складки и нижняя лента 2 листового материала временно скрепляются друг с другом у одной из их противоположных боковых кромок 8. Например, средства временного скрепления содержат устройство 14 ультразвуковой сварки, при помощи которого лента с материалом 4 для донной складки и нижняя лента 2 листового материала свариваются ультразвуком и временно скрепляются друг с другом всякий раз, когда ленты 1 и 2 листового материала подаются с перерывом. Соответственно вдоль противоположных боковых кромок 8 лент 1 и 2 листового материала формируется временный крепежный шов 15.
Установка дополнительно включает в себя направляющие, при помощи которых одна из лент или другая лента листового материала и лента с материалом 4 для донной складки направляются таким образом, чтобы одна из лент или другая лента листового материала могли быть согнуты у одной из противоположных боковых кромок 8, когда ленты 1 и 2 листового материала подаются и после того как лента с материалом 4 для донной складки и другая лента листового материала временно скрепляются. Лента с материалом 4 для донной складки соединяется с лентами 1 и 2 листового материала. Кроме этого, одна из лент или другая лента листового материала направляется направляющими для разгибания после сгибания. Лента с материалом 4 для донной складки сгибается и помещается между лентами 1 и 2 листового материала.
В данном варианте осуществления направляющие включают в себя направляющие штанги 16 и 17, показанные на фиг.2, 3 и 4 и описанные в японской патентной публикации №3455627. Ленты 1 и 2 листового материала проходят через направляющую штангу 16 и направляются на направляющую штангу 17 таким образом, чтобы верхняя лента 1 листового материала могла направляться направляющими штангами 16 и 17 для поднятия и сгибания у боковых кромок 8 лент 1 и 2 листового материала. Верхняя лента 1 листового материала полностью сгибается, после того как она доходит до направляющей штанги 17.
Кстати, лист материала 3 для боковых складок включает в себя сформированные на нем линии 18 сгиба. Кроме этого, установка включает в себя средства временного скрепления, содержащие устройство ультразвуковой сварки, при помощи которого верхняя лента 1 листового материала и верхний слой листа материала 3 для боковых складок свариваются ультразвуком и временно скрепляются друг с другом у одной из противоположных торцевых частей листа материала 3 для боковых складок, образуя временно скрепленный участок 20, сформированный у торцевой части. Временно скрепленный участок 20 формируется в центральной части листа материала 3 для боковых складок по его ширине. Нижняя лента 2 листового материала и нижний слой листа материала 3 для боковых складок свариваются ультразвуком и временно скрепляются друг с другом при помощи устройства ультразвуковой сварки вдоль торцевой части листа материала 3 для боковых складок, образуя временно скрепленный участок 21, сформированный у торцевой части. Временно скрепленные участки 21 формируются вдоль продольной осевой линии листа материала 3 для боковых складок.
Следует понимать, что верхняя лента 1 листового материала затем направляется для поднятия и сгибания направляющими штангами 16 и 17. Поэтому лента с материалом 4 для донной складки удерживается нижней лентой 2 листового материала и выталкивается и поднимается верхней лентой 1 листового материала при поднятии и сгибании верхней ленты 1 листового материала. Кроме этого, верхние слои листа материала 3 для боковых складок и вспомогательный участок 7 со складками вытягиваются, поднимаются и сгибаются верхней лентой 1 листового материала. Нижние слои листа материала 3 для боковых складок и вспомогательный участок 7 со складками удерживаются нижней лентой 2 листового материала. Поэтому верхние и нижние слои листа материала 3 для боковых складок и вспомогательный участок 7 со складками раскрываются и закрываются лентой с материалом 4 для донной складки. Лист материала 3 для боковых складок и вспомогательный участок 7 со складками полностью раскрываются, после того как верхняя лента 1 листового материала полностью сгибается таким образом, чтобы лист материала 3 для боковых складок и вспомогательный участок 7 со складками образовывали открытую поверхность. Лента с материалом 4 для донной складки накладывается на открытую поверхность листа материала 3 для боковых складок и вспомогательный участок 7 со складками таким образом, чтобы открытую поверхность можно было закрыть лентой с материалом 4 для донной складки.
Направляющие средства дополнительно включают в себя еще одну направляющую штангу или плиту и т.п., на которую направляются верхняя и нижняя ленты 1 и 2 листового материала, после того как верхняя лента 1 листового материала сгибается. Верхняя лента 1 листового материала направляется еще одной штангой или плитой и т.п. для разгибания. Лента с материалом 4 для боковых складок направляется еще одной штангой или плитой и т.п. для сгибания и помещения между лентами 1 и 2 листового материала, как это показано на фиг.1.
Таким образом, следует понимать, что в установке верхняя лента 1 листового материала и лента с материалом 4 для донной складки направляются направляющими таким образом, чтобы верхнюю ленту 1 листового материала можно было согнуть, лента с материалом 4 для донной складки соединяется с лентами 1 и 2 листового материала, а также соединяется с листом материала 3 для боковых складок. Затем верхняя лента 1 листового материала направляется направляющими средствами для разгибания, лента с материалом 4 для донной складки сгибается и помещается между лентами 1 и 2 листового материала. Кроме этого, лента с материалом 4 для донной складки соединяется с листом материала 3 для боковых складок при помощи процессов, при которых верхняя лента 1 листового материала сгибается и разгибается.
Затем верхняя и нижняя ленты 1 и 2 листового материала подаются на дисковый нож 22, средства 23 поперечной сварки, средства 24 продольной сварки и подающий ролик 10 для разрезания дисковым ножом 22, как это показано на фиг.8. Ленты 1 и 2 листового материала разрезаются по линии реза 25, как это показано на фиг.5. Кроме этого, ленты 1 и 2 листового материала и лист материала 3 для боковых складок термосвариваются друг с другом по ширине лент 1 и 2 листового материала средствами 23 поперечной сварки всякий раз, когда ленты 1 и 2 листового материала подаются с перерывами. Вспомогательный участок 7 со складками и лента с материалом 4 для донной складки также термосвариваются друг с другом по ширине лент 1 и 2 листового материала при помощи средств 23 поперечной сварки и создания сварных швов 6 по фиг.9. Кроме этого, ленты 1 и 2 листового материала и лента с материалом 4 для донной складки термосвариваются друг с другом вдоль одной из их противоположных боковых кромок 8 средствами 24 продольной сварки всякий раз, когда ленты 1 и 2 листового материала подаются с перерывами. Затем ленты 1 и 2 листового материала отрезаются по ширине резаком 26 всякий раз, когда они подаются с перерывами, в месте, соответствующем листу материала 3 для боковых складок. В данном варианте осуществления ленты 1 и 2 листового материала, а также лист материала 3 для боковых складок отрезаются вдоль продольной осевой линии листа материала 3 для боковых складок для формирования противоположных боковых кромок 5 по фиг.9.
Кстати, каждая из лент 1 и 2 листового материала, а также лист материала 3 для боковых складок содержат слоеную пленку, состоящую из уплотнителя, уложенного на материал основы. У лент 1 и 2 листового материала внутренние поверхности образованы из уплотнителя, такого как полиэтилен или полипропилен, а внешние поверхности образованы из материала основы, например нейлона. У листа материала 3 для боковых складок при сгибании пополам внешние поверхности образуются из уплотнителя, такого как полиэтилен или полипропилен, а внутренние поверхности образуются из материала основы, например нейлона. То же самое относится и к ленте с материалом 4 для донной складки. Ленты 1 и 2 листового материала, лист материала 3 для боковых складок и лента с материалом 4 для донной складки, следовательно, могут термосвариваться при помощи средств 23 поперечной сварки и средств 24 продольной сварки.
Таким образом, установка может непрерывно изготавливать пластиковые пакеты по фиг.9. Пластиковые пакеты могут быть оборудованы встроенной молнией 27, как это описано в японской патентной публикации №3655627. Лист материала 3 для боковых складок может сгибаться у одной из его противоположных торцевых частей таким образом, чтобы у торцевой части образовывался треугольный клапан 28.
Соответственно для непрерывного изготовления на установке пластиковых пакетов, включая части 3 с боковыми складками и части 4 с донными складками, направляющим средствам необходимо лишь согнуть, а затем разогнуть верхнюю ленту 1 листового материала и не нужно сгибать, а затем разгибать нижнюю ленту 2 листового материала. Установка может непрерывно изготавливать пластиковые пакеты без сгибания, а затем разгибания нижней ленты 2 листового материала, поэтому направляющие имеют простую конструкцию.
В установке по японской патентной публикации 3655627 направляющим средствам приходится не только сгибать, а затем разгибать верхнюю ленту 1 листового материала, но также приходится сгибать, а затем разгибать и нижнюю ленту 2 листового материала таким образом, чтобы нижняя часть 4 могла формироваться из согнутой части нижней ленты 2 листового материала, что усложняет конструкцию, показанную на фиг.16 и описанную ранее.
Для сгибания одной из лент листового материала на установке, описанной в публикации, верхняя лента 1 листового материала может быть согнута предварительно таким образом, чтобы нижняя часть 4 со складкой могла быть сформирована из согнутой части, как это показано на фиг.14. В этом случае нижняя часть 4 со складкой должна быть разогнута направляющими, верхняя лента 1 листового материала сгибается таким образом, чтобы лист материала 3 для боковых складок можно было вытянуть и раскрыть для формирования раскрытой поверхности, раскрытая поверхность накрывается донной частью 4 со складкой. В этом случае верхняя лента 1 листового материала должна быть разогнута направляющими таким образом, чтобы донную часть 4 со складкой можно было согнуть и поместить между лентами 1 и 2 листового материала.
Лента с материалом 4 для донной складки может быть разрезана в местах, соответствующих осевым линиям листов материала 3 для боковых складок, когда лента с материалом 4 для донной складки и нижняя лента 2 листового материала временно скрепляются друг с другом, как это показано на фиг.12. В этом случае лента с материалом 4 для донной складки легко проталкивается вверх верхней лентой 1 листового материала, приподнимаемой и складываемой направляющими. Перфорированные отверстия или микросоединения могут быть образованы в ленте с материалом 3 для донной складки в местах, соответствующих осевым линиям листов материала 3 для боковых складок таким образом, чтобы лента с материалом 4 для донной складки могла быть разорвана в местах перфорированных отверстий или микросоединений при проталкивании вверх верхней лентой 1 листового материала.
Лента с материалом 4 для донной складки может подаваться на нижнюю ленту 2 листового материала для наложения на ее нижнюю поверхность, как это показано на фиг.15. В этом случае лента с материалом 4 для донной складки и верхняя лента 1 листового материала должны быть временно скреплены у одной из их противоположных кромок. Кроме этого, верхняя лента 1 листового материала, после того как она временно скрепляется, направляется направляющими для сгибания, а затем разгибания.
Для непрерывного попарного изготовления пластиковых пакетов, как это показано на фиг.1, установка должна включать в себя средства разделения, при помощи которых одна из лент 1 листового материала разделяется по ширине, образуя пару разделенных боковых кромок, проходящих продольно лентам листового материала, как это показано на фиг.13. Установка должна дополнительно включать в себя средства подачи материала для донной складки, при помощи которых лента с материалом 4 для донной складки подается на одну из лент 1 листового материала, для наложения на ее верхнюю поверхность, лента с материалом 4 для донной складки включает в себя осевую линию, проходящую вдоль разделенных боковых кромок одной из лент 1 листового материала. Установка должна дополнительно включать в себя средства временного скрепления, при помощи которых лента с материалом 4 для донной складки и другая лента 2 листового материала временно скрепляются друг с другом в центральной части ленты с материалом 4 для донной складки после наложения лент 1 и 2 листового материала друг на друга, одна из лент 1 листового материала разделяется и подается лента с материалом 4 для донной складки. Установка должна дополнительно включать в себя направляющие, при помощи которых одна из лент 1 листового материала и лента с материалом 4 для донной складки направляются таким образом, чтобы одна из лент 1 листового материала могла быть согнута рядом с ее разделяемыми боковыми кромками при подаче лент 1 и 2 листового материала. Лента с материалом 4 для донной складки соединяется с лентами 1 и 2 листового материала.
Установка может дополнительно включать в себя средства подачи материала для боковых складок, при помощи которых листы материала 3 для боковых складок подаются на и помещаются между лентами 1 и 2 листового материала, проходя по их ширине, перед соединением ленты с материалом для донной складки. Листы материала 3 для боковых складок расположены на противоположных сторонах разделенных кромок по ширине лент 1 и 2 листового материала.
Кроме этого, одна из лент 1 листового материала направляется направляющими средствами для разгибания после подачи, лента с материалом 4 для донной складки сгибается и помещается между лентами 1 и 2 листового материала. Лента с материалом 4 для донной складки соединяется с листом материала для боковых складок при помощи процесса, при котором одна из лент 1 листового материала сгибается, а затем разгибается.
Установка должна дополнительно включать в себя средства продольной сварки, при помощи которых ленты 1 и 2 листового материала и лента с материалом 4 для донной складки термосвариваются друг с другом вдоль разделенных боковых кромок одной из лент 1 листового материала, после соединения ленты с материалом 4 для донной складки. Установка должна дополнительно включать в себя средства поперечной сварки, при помощи которых ленты 1 и 2 листового материала и лист материала 3 для боковых складок термосвариваются друг с другом по ширине лент 1 и 2 листового материала, после соединения ленты с материалом 4 для донной сладки. Затем ленты 1 и 2 листового материала и лента с материалом 4 для донной складки разрезаются в центральной части ленты с материалом 4 для донной складки по ее ширине для непрерывного попарного изготовления пластиковых пакетов. Пластиковый пакет включает в себя боковые части 1 и 2, сформированные из лент листового материала, донную часть 4 со складкой, сформированную из ленты с материалом для донной складки, а также боковые части 3 со складками, сформированные из листов материала для боковых складок.
В варианте осуществления по фиг.13 средства разделения могут содержать пару дисковых ножей 29, разнесенных друг от друга по ширине лент 1 и 2 листового материала, как это показано на фиг.21. Одна из лент 1 листового материала разрезается для ее разделения вдоль продольных линий 30 реза дисковыми ножами 29 таким образом, чтобы разделенные боковые кромки были разнесены друг от друга и находились противоположно друг другу по ширине лент 1 и 2 листового материала.
Кроме этого, между разделенными боковыми кромками формируется продолговатая часть, которая затем отделяется от одной из лент 1 листового материала. Продолговатая часть может подаваться на направляющий ролик 31 и снимающий вал для захвата снимающим валом и отделения от одной из лент 1 листового материала. Поэтому лента с материалом 4 для донной складки и другая лента 2 листового материала могут быть временно скреплены друг с другом.
Средства разделения могут содержать пару перфорирующих ножей, разнесенных друг от друга по ширине лент 1 и 2 листового материала. Одна из лент 1 листового материала перфорируется для ее разделения вдоль продольных перфорированных отверстий, проделанных перфорирующими ножами, таким образом, чтобы разделенные боковые кромки можно было разнести и расположить оппозитно друг другу по ширине лент 1 и 2 листового материала.
Кроме этого, продолговатый участок может подаваться на направляющий ролик 31 и снимающий вал для захвата снимающим валом, разрыва и отделения от одной из лент 1 листового материала. Поэтому лента с материалом 4 для донной складки и другая лента 2 листового материала могут быть временно скреплены друг с другом непосредственно.
В вариантах осуществления лента с материалом 4 для донной складки может подаваться на одну из лент 1 листового материала, перед тем как верхняя и нижняя ленты 1 и 2 накладываются друг на друга, как это показано на фиг.7. Затем лента с материалом 4 для донной складки и другая лента 2 листового материала временно скрепляются друг с другом при помощи средств 14 ультразвуковой сварки, после наложения лент 1 и 2 листового материала.
В варианте осуществления по фиг.13 установка может дополнительно содержать средства временного скрепления, такие как средства 32 ультразвуковой сварки, при помощи которых лента с материалом 4 для донной складки и одна из лент 1 листового материала временно скрепляются друг с другом в центральной части ленты с материалом 4 для донной складки, после подачи ленты с материалом 4 для донной складки. Продолговатая часть формируется между разделенными кромками, а затем отделяется от одной из лент 1 листового материала таким образом, чтобы ленту с материалом 4 для донной складки и другую ленту 2 листового материала можно было временно скрепить друг с другом опосредованно через продолговатую часть, которая временно скрепляется с другой лентой 2 листового материала непосредственно.
В этом случае лента с материалом 4 для донной складки и одна из лент 1 листового материала после их временного скрепления между собой подаются как единая лента, сохраняя расположение ленты с материалом 4 для донной складки и одной из лент 1 листового материала.
В вариантах осуществления установка может включать в себя дисковый нож 33, при помощи которого пластиковая пленка разрезается вдоль продольной линии реза для разделения на одну из лент 1 листового материала и ленту с материалом 4 для донной складки после подачи с вала, как это показано на фиг.20. Установка должна дополнительно включать в себя направляющие, такие как направляющий ролик 34, при помощи которого лента с материалом 4 для донной складки направляется для изменения направления и подачи на одну из лент или другую ленту листового материала. В этом случае различия в изображении на одной из лент 1 листового материала и ленте с материалом 4 для донной складки при нанесении изображений на одну из лент 1 листового материала и ленту с материалом 4 для донной складки отсутствуют. Плавающий валик 35 может сцепляться с лентой с материалом 4 для донной складки для натяжения ленты с материалом 4 для донной складки.
Установка может включать в себя дисковый нож 36, при помощи которого пластиковая пленка разрезается вдоль продольной линии реза для разделения на ленту с материалом 3 для боковых складок и ленту с материалом 4 для донной складки после подачи с вала, как это показано на фиг.17. Установка должна дополнительно включать в себя направляющие, при помощи которых лента с материалом 3 для боковых складок направляется для сгибания пополам с противоположных сторон от ее осевой линии, а затем подается на и помещается между лентами 1 и 2 листового материала в виде листов материала для боковых складок. Лист материала для боковых складок имеет длину А. Установка должна дополнительно включать в себя направляющие, при помощи которых лента с материалом 4 для донной складки направляется для подачи на и наложения на одну из лент или другую ленту листового материала. Кроме этого, перфорирующий нож может быть прижат к ленте с материалом 4 для донной складки таким образом, чтобы в ленте с материалом 4 для донной складки могли быть проделаны перфорированные отверстия 37. Затем лента с материалом 4 для донной складки удерживается зажимом или вакуумным грузоподъемным присосом и разрывается вдоль перфорированных отверстий 37 так, чтобы длина В оказалась короче длины А листа с материалом для боковых складок.
На ленту с материалом 4 для донной складки может быть нанесена маркировка, распознаваемая датчиком 38 маркировки, подающим сигнал, как это показано на фиг.18. После подачи сигнала лента с материалом 4 для донной складки прижимается и перемещается вниз воздухом, подаваемым через воздушное сопло 39. Затем лента с материалом 4 для донной складки терморазрезается нагревателем 40, образуя терморазрезной шов 41, созданный таким образом, чтобы длина В ленты с материалом 4 для донной складки могла быть короче длины А листа с материалом для боковых складок.
В варианте осуществления по фиг.13 воздух может направляться из воздушного сопла 39, как это показано на фиг.19. Затем лента с материалом 4 для донной складки терморазрезается нагревателем 40.
Известно, что пластиковая пленка подается с вала, накапливается в накопителе, а затем разрезается дисковым ножом 42 для разделения на ленты 1 и 2 листового материала, как это показано на фиг.22. Кроме этого, пластиковая пленка может разрезаться дисковым ножом 43 для разделения на ленту 1 листового материала и ленту с материалом 4 для донной складки. Лента с материалом 4 для донной складки может подаваться на поворотную рейку 44 для изменения направления. Поворотная рейка 44 перемещается в направлении Y, в котором подается пластиковая пленка, таким образом, чтобы лента с материалом 4 для донной складки могла перемещаться поворотной рейкой 44 для корректировки положения. Лента с материалом 4 для донной складки располагается по ширине лента 1 листового материала. Кроме этого, лента с материалом 4 для донной складки направляется на направляющие ролики 45 и 46 для изменения направления. Лента 1 листового материала подается на направляющий ролик 47 для изменения направления. Лента 2 листового материала подается на направляющий ролик 48 для изменения направления. Кроме этого, направляющий ролик 45 перемещается в направлении Z, в котором подается лента с материалом 4 для донной складки таким образом, чтобы лента с материалом 4 для донной складки могла перемещаться направляющим роликом 45 и не возникало различий в изображении при нанесении изображений на ленту 1 листового материала и ленту с материалом 4 для донной складки. Лента с материалом 4 для донной складки и лента 1 листового материала могут временно скрепляться друг с другом при помощи средств 49 ультразвуковой сварки или термоплавлением.
В варианте осуществления по фиг.23 лента с материалом 4 для донной складки подается непрерывно, направляется на плавающие валики 50 и 51 и накладывается на ленту 1 листового материала после разделения пластиковой пленки. Затем лента с материалом 4 для донной складки и лента 1 листового материала временно скрепляются друг с другом средствами 14 ультразвуковой сварки. Лента 1 листового материала подается с перерывами, тогда как лента с материалом 4 для донной складки накапливается и подается с плавающих валиков 50 и 51. Кроме этого, приводные средства соединены с плавающим валиком 51 таким образом, чтобы плавающий валик 51 можно было вытолкнуть и переместить вниз для натяжения ленты с материалом 4 для донной складки. Помимо этого, на ленту 1 листового материала и ленту с материалом 4 для донной складки наносится маркировка, распознаваемая датчиками 38 маркировки, подающими сигналы. После подачи датчиками 38 маркировки сигнала средства управления осуществляют управление приводным устройством для корректировки натяжения. Поэтому различий при нанесении изображений на ленту с материалом 4 для донной складки и ленту 1 листового материала не возникает. Плавающий валик 51 может быть заторможен для создания трения между лентой с материалом 4 для донной складки и плавающим валиком 51. Торможение регулируется средствами управления по сигналу датчиков 38 маркировки для исключения появления различий в изображении на ленте с материалом 4 для донной складки и ленте 1 листового материала.
Реферат
Изобретение относится к установке для непрерывного изготовления пластиковых пакетов, каждый из которых включает в себя боковины и донную часть со складкой. При этом установка содержит средства подачи листового материала, которые обеспечивают накладывание друг на друга верхней и нижней лент листового материала и их продольную подачу. Причем у лент листового материала имеются внешние поверхности и противоположные боковые кромки. Средства подачи материала для донной складки, которые обеспечивают подачу лент с материалом для донной складки на внешнюю поверхность одной из лент листового материала. При этом у ленты с материалом для донной складки имеются противоположные боковые кромки, одна из которых проходит вдоль одной из противоположных боковых кромок лент листового материала. Средства временного скрепления, при помощи которых лента с материалом для донной складки и другая лента листового материала временно скрепляются друг с другом у их противоположных боковых кромок, после того как ленты листового материала накладываются и подается лента с материалом для донной складки. Направляющие, при помощи которых одна из лент или другая лента листового материала и лента с материалом для донной складки направляются таким образом, чтобы они могли быть согнуты рядом с одной из противоположных боковых кромок лент листового материала при подаче лент листового материала и после того как лента с материалом для донной складки и другая лента листового материала временно скрепляются. Лента с материалом для донной складки соединяется с лентами листового материала, боковые части формируются лентами листового матери
Формула
средства подачи листового материала, при помощи которых верхняя и нижняя ленты листового материала накладываются друг на друга и подаются продольно, у лент листового материала имеются внешние поверхности и противоположные боковые кромки;
средства подачи материала для донной складки, при помощи которых лента с материалом для донной складки подается на одну из лент листового материала для наложения на ее внешнюю поверхность, у ленты с материалом для донной складки имеются противоположные боковые кромки, одна из которых проходит вдоль одной из противоположных боковых кромок лент листового материала;
средства временного скрепления, при помощи которых лента с материалом для донной складки и другая лента листового материала временно скрепляются друг с другом у их противоположных боковых кромок, после того как ленты листового материала накладываются, и подается лента с материалом для донной складки; а также
направляющие, при помощи которых одна из лент или другая лента листового материала и лента с материалом для донной складки направляются таким образом, чтобы одна из лент или другая лента листового материала могли быть согнуты рядом с одной из противоположных боковых кромок лент листового материала при подаче лент листового материала, и после того как лента с материалом для донной складки и другая лента листового материала временно скрепляются, лента с материалом для донной складки соединяется с лентами листового материала, боковые части формируются лентами листового материала, часть с донной складкой формируется лентой с материалом для донной складки.
средства подачи материала для боковых складок, при помощи которых листы материала для боковых складок подаются на и помещаются между лентами листового материала, проходя по их ширине, перед соединением ленты с материалом для донной складки, одна из лент или другая лента листового материала направляется направляющими для сгибания после помещения внутрь листа материала для боковых складок, лента с материалом для донной складки соединяется с листом материала для боковых складок, пластиковый пакет, включая части с боковыми складками, формируется из листов материала для боковых складок.
средства продольной сварки, при помощи которых ленты листового материала и лента с материалом для донной складки термосвариваются друг с другом вдоль противоположных боковых кромок лент листового материала, после соединения, ленты с материалом для донной складки; а также
средства поперечной сварки, при помощи которых ленты листового материала и лист материала для боковых складок термосвариваются друг с другом по ширине лент листового материала, после соединения ленты с материалом для донной складки.
средства подачи листового материала, при помощи которых верхняя и нижняя ленты листового материала накладываются друг на друга и подаются продольно, у лент листового материала имеются внешние поверхности;
средства разделения, при помощи которых одна из лент листового материала разделяется по ширине, образуя пару разделенных боковых кромок, проходящих продольно лентам листового материала;
средства подачи материала для донной складки, при помощи которых лента с материалом для донной складки подается на одну из лент листового материала для наложения на ее внешнюю поверхность, лента с материалом для донной складки включает в себя центральный участок, расположенный вдоль разделенных боковых кромок одной из лент листового материала;
средства временного скрепления, при помощи которых лента с материалом для донной складки и другая лента листового материала временно скрепляются друг с другом у центрального участка ленты с материалом для донной складки, а также между разделенными боковыми кромками одной из лент листового материала, после того как ленты листового материала накладываются друг на друга, одна из лент листового материала разделяется, и подается лента с материалом для донной складки; а также
направляющие средства, при помощи которых одна из лент листового материала и лента с материалом для донной складки направляются таким образом, что одну из лент листового материала можно согнуть рядом с ее разделенными боковыми кромками при подаче лент листового материала, и после того как лента с материалом для донной складки и другая лента листового материала временно скрепляются, лента с материалом для донной складки соединяется с лентами листового материала, боковые части формируются лентами листового материала, часть с донной складкой формируется лентой с материалом для донной складки.
средства подачи материала для боковых складок, при помощи которых листы материала для боковых складок подаются на и помещаются между лентами листового материала, проходя по их ширине, перед соединением ленты с материалом для донной складки, листы материала для боковых складок расположены с противоположных сторон разделенных боковых кромок, по ширине лент листового материала, одна из лент листового материала направляется направляющими для сгибания после помещения листа материала для боковых складок внутрь, лента с материалом для донной складки соединяется с листом материала для боковых складок, пластиковый пакет, включая части с боковыми складками, формируется из листов материала для боковых складок.
средства продольной сварки, при помощи которых ленты листового материала и лента с материалом для донной складки термосвариваются друг с другом вдоль разделенных боковых кромок лент листового материала, после соединения ленты с материалом для донной складки; а также
средства поперечной сварки, при помощи которых ленты листового материала и лист материала для боковых складок термосвариваются друг с другом по ширине лент листового материала, после соединения ленты с материалом для донной складки.
средства временного скрепления, при помощи которых лента с материалом для донной складки и одна из лент листового материала временно скрепляются друг с другом в центральной части ленты с материалом для донной складки, после того как подается лента с материалом для донной складки, продолговатая часть формируется между разделенными боковыми кромками, а затем отделяется от одной из лент листового материала таким образом, чтобы лента с материалом для донной складки и другая лента листового материала могли быть временно скреплены друг с другом опосредованно через продолговатую часть, которая временно скрепляется с другой лентой листового материала непосредственно.
средства подачи листового материала, при помощи которых верхняя и нижняя ленты листового материала накладываются друг на друга и подаются продольно;
средства подачи материала для донной складки, при помощи которых лента с материалом для донной складки подается на одну из лент листового материала;
средства временного скрепления, при помощи которых лента с материалом для донной складки и одна из лент листового материала временно скрепляются друг с другом для совместной подачи, после того как подается лента с материалом для донной складки;
направляющие средства, при помощи которых одна из лент или другая лента листового материала и лента с материалом для донной складки направляются таким образом, чтобы одна из лент или другая лента листового материала могла быть согнута при подаче лент листового материала, и после того как лента с материалом для донной складки и одна из лент листового материала временно скрепляются, а ленты листового материала накладываются, лента с материалом для донной складки соединяется с лентами листового материала, боковые части формируются лентами листового материала, часть с донной складкой формируется лентой с материалом для донной складки.
средства подачи листового материала, при помощи которых верхняя и нижняя ленты листового материала накладываются друг на друга и подаются продольно;
дисковый нож, при помощи которого пластиковая пленка разрезается вдоль продольной линии реза для разделения на одну из лент листового материала или ленту с материалом для донной складки после подачи с вала; а также
направляющие средства, при помощи которых лента с материалом для донной складки направляется для подачи на одну из лент или другую ленту листового материала, боковые части формируются лентами листового материала, часть с донной складкой формируется лентой с материалом для донной складки.
средства подачи листового материала, при помощи которых верхняя и нижняя ленты листового материала накладываются друг на друга и подаются продольно;
дисковый нож, при помощи которого пластиковая пленка разрезается вдоль продольной линии реза для разделения на ленту с материалом для боковых складок и ленту с материалом для донной складки после подачи с вала;
направляющие средства, при помощи которых лента с материалом для боковых складок направляется для подачи на и помещения между лентами листового материала в виде листов материала для боковых складок; а также
направляющие средства, при помощи которых лента с материалом для донной складки направляется для подачи на одну из лент или другую ленту листового материала, боковые части формируются лентами листового материала, части с боковыми складками формируются листами с материалом для боковых складок, часть с донной складкой формируется лентой с материалом для донной складки.
Комментарии