Установка для изготовления пластикового пакета и способ изготовления пластикового пакета - RU2706442C1
Код документа: RU2706442C1
Чертежи









Описание
Область техники
Изобретение относится к установке для непрерывного изготовления пластиковых пакетов и способу их изготовления.
Уровень техники
В установке для непрерывного изготовления пластиковых пакетов, описанной в патентном документе JP 4526592 B, полотна первого и второго листовых материалов накладываются друг на друга для периодической подачи в продольном направлении. На полотно первого и второго материалов при их периодической подаче и перед наложением друг на друга подаются материалы боковых вставок. Материалы боковых вставок проходят по ширине полотна и располагаются между полотнами первого и второго листовых материалов, когда полотна первого и второго листовых материалов накладываются друг на друга. Затем в любой период периодической подачи полотна первого и второго листовых материалов подвергаются термосклеиванию друг с другом в продольном направлении с помощью устройства продольного склеивания и в поперечном направлении с помощью устройства поперечного склеивания. В результате, пластиковые пакеты изготовляются из первого и второго листовых материалов и материалов боковых вставок.
Что касается пластикового пакета, понятно, что боковые угловые материалы могут обеспечить увеличение емкости пластикового пакета. С другой стороны, как указывается в патентных документах JP 2013-159093 A и JP 5913695 B, многие пластиковые пакеты часто изготавливаются со сливным патрубком в соответствующем месте. Сливной патрубок используется для слива содержимого наполненного пластикового пакета. Таким образом, в случае, когда при изготовлении пластикового пакета помимо первого и второго листовых материалов используются материалы боковых вставок, если первый или второй листовой материал снабжен сливным патрубком, содержимое пластикового пакета большой емкости можно разливать через этот сливной патрубок. Пластиковые пакеты применяются во многих областях и обладают высокой практичностью. Таким образом, желательно усовершенствовать установку для производства пластиковых пакетов и способ их производства.
Таким образом, целью изобретения является создание установки и способа для непрерывного производства пластиковых пакетов, которые помимо первого и второго листовых материалов содержат материалы боковых вставок, причем первый или второй листовой материал снабжен сливным патрубком.
Раскрытие изобретения
Согласно настоящему изобретению, установка для непрерывного производства пластиковых пакетов содержит устройство подачи листового материала, с помощью которого полотна первого и второго листовых материалов накладываются друг на друга и периодически подаются в продольном направлении полотна; Установка содержит также устройство подачи материала боковой вставки, с помощью которого материалы боковых вставок подаются на полотно первого или второго листового материала в поперечном направлении полотна, в любой момент периодической подачи первого и второго листовых материалов, перед накладыванием полотен первого и второго листовых материалов друг на друга, причем материалы боковых вставок располагаются между полотнами первого и второго листовых материалов, когда полотна первого и второго листовых материалов оказываются наложенными друг на друга. Установка содержит также устройство для вставки сливного патрубка, формирующее отверстия и позиционирующее и вставляющее сливные патрубки в указанные отверстия в любой момент периодической подачи полотен первого и второго листовых материалов, перед накладыванием полотен первого и второго листовых материалов друг на друга. Установка содержит также устройство продольного склеивания, которое производит термосклеивание полотен первого и второго листовых материалов друг с другом в продольном направлении в любой момент периодической подачи полотен первого и второго листовых материалов. Установка содержит также устройство поперечного склеивания, осуществляющее термическое склеивание полотен первого и второго листовых материалов с материалами боковых вставок в поперечном направлении в любой момент периодической подачи полотен первого и второго листовых материалов после накладывания полотен первого и второго листовых материалов друг на друга. Первый или второй материал снабжен сливным патрубком, и пластиковый пакет изготавливается из материалов боковых вставок в дополнение к первому и второму листовым материалам.
Способ непрерывного производства пластиковых пакетов согласно изобретению включает в себя этапы, на которых периодически подают полотна первого и второго листовых материалов в продольном направлении и накладывают полотна первого и второго листовых материалов друг на друга; подают материалы боковых вставок на полотно первого или второго листового материала и вытягивают материалы боковых вставок в поперечном направлении полотен всякий раз, когда происходит периодическая подача первого и второго листовых материалов перед накладыванием полотен первого и второго листовых материалов друг на друга, так что, когда полотна первого и второго листовых материалов оказываются наложенными друг на друга, материалы боковых вставок располагаются между ними; формируют отверстия, позиционируют и вставляют сливные патрубки в указанные отверстия всякий раз, когда происходит периодическая подача первого и второго листовых материалов перед накладыванием полотен первого и второго листовых материалов друг на друга; осуществляют термосклеивание полотен первого и второго листовых материалов друг с другом в продольном направлении всякий раз, когда происходит периодическая подача первого и второго листовых материалов после накладывания полотен первого и второго листовых материалов друг на друга; и осуществляют термосклеивание полотен первого и второго листовых материалов с материалами боковых вставок в поперечном направлении всякий раз, когда происходит периодическая подача первого и второго листовых материалов после накладывания полотен первого и второго листовых материалов друг на друга, так что первый или второй материал оказывается снабженным сливным патрубком, а пластиковый пакет содержит в дополнение к первому и второму листовым материалам материалы боковых вставок.
В предпочтительном варианте способ дополнительно включает в себя этап, на котором разрезают материалы боковой вставки и полотен первого и второго листовых материалов в поперечном направлении в любой момент периодической подачи полотен первого и второго листовых материалов после их термического склеивания.
Предпочтительно каждое из полотен первого и второго листовых материалов содержит боковую кромку, а способ включает в себя также этапы, на которых осуществляют термосклеивание полотен первого и второго листовых материалов друг с другом с формированием продольных склеенных участков вдоль боковых кромок; осуществляют термосклеивание полотен первого и второго листовых материалов с материалами боковых вставок с формированием поперечно-склеенных участков в поперечном направлении; и осуществляют термосклеивание полотен первого и второго листовых материалов наискосок с материалами боковых вставок рядом с продольно-склеенным участком с формированием наклонно-склеенных участков, так что продольные склеенные участки и поперечно-склеенные участки соединяются друг с другом; при этом материалы боковых вставок, дополнительно к первому и второму листовым материалам, соединены друг с другом наклонно-склеенными участками в местах рядом с продольно-склеенным участком, так что заполненный содержимым пластиковый пакет содержит наклонные поверхности на первом и втором листовых материалах, а на одной из наклонных поверхностей расположен сливной патрубок.
Предпочтительно продольно-склеенный участок имеет ширину в поперечном направлении, а способ включает в себя также этап, на котором в продольно-склеенном участке и между каждым из поперечно-склеенных участков формируют сквозное отверстие, так что продольно-склеенный участок и сквозное отверстие образуют первую ручку.
Предпочтительно продольно-склеенный участок имеет ширину в поперечном направлении, а способ включает в себя также этап, на котором в продольно-склеенном участке и между каждым из поперечно-склеенных участков формируют сквозное отверстие, которое состоит из пары наклонных сквозных отверстий, проходящих сквозь наклонно-склеенные участки на противоположных боковых участках сквозного отверстия, так что продольно-склеенный участок и сквозное отверстие образуют первую ручку.
Изобретение поясняется чертежами.
Краткое описание чертежей
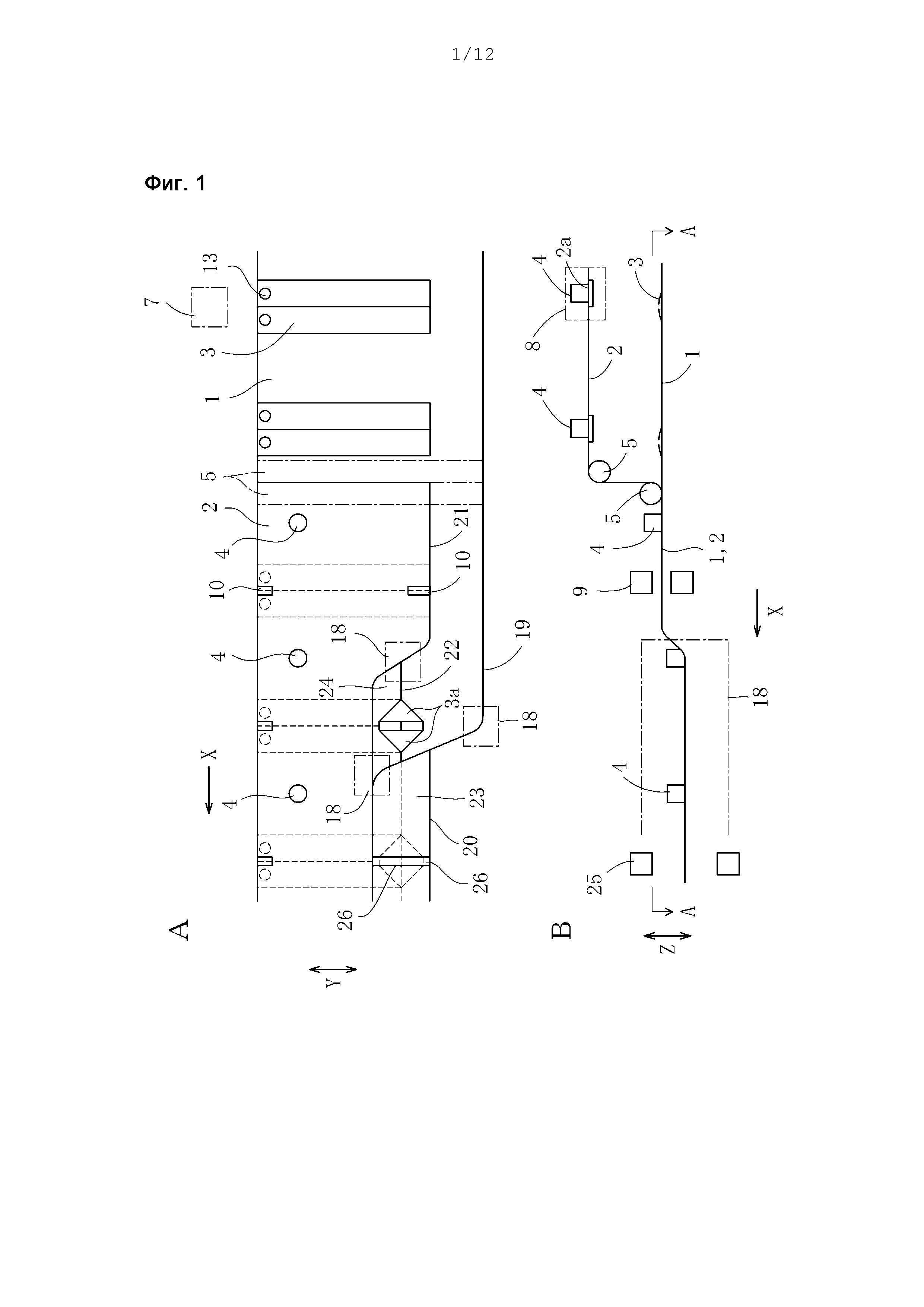
На фиг. 1A показана установка согласно одному из вариантов осуществления изобретения, вид сверху;
на фиг. 1B – то же, вид сбоку;
на фиг. 2A – материалы боковых вставок в дополнение к первому и второму листовым материалам, показанным на фиг. 1, в процессе термосклеивания, вид в плане;
на фиг. 2B – то же, вид сбоку;
на фиг. 3A – пластиковый пакет, изготовленный с помощью установки, показанной на фиг. 1A, вид сверху;
на фиг. 3B – то же, вид с пространственным разделением компонентов;
на фиг. 3C – пластиковый пакет, заполненный содержимым, вид в перспективе;
на фиг. 4А – установка согласно другому варианту осуществления изобретения, вид сверху;
на фиг. 4B – пластиковый пакет, изготовленный с помощью установки, показанной на фиг. 4А, вид в перспективе;
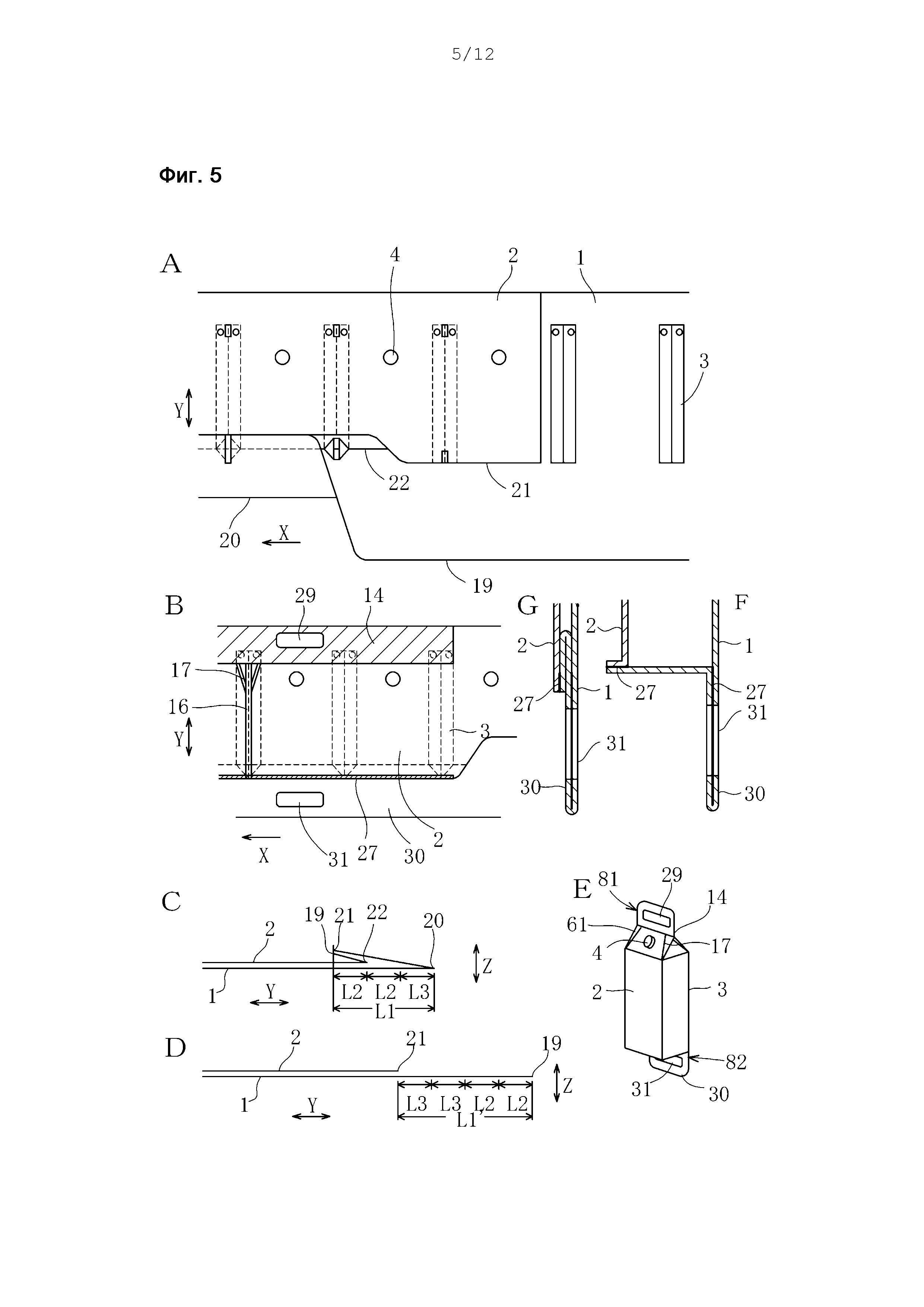
на фиг. 5А – установка согласно еще одному варианту осуществления изобретения, вид сверху;
на фиг. 5B – материалы боковых вставок в дополнение к полотнам первого и второго листовых материалов, показанным на фиг. 5A, в процессе термосклеивания, вид сверху;
на фиг. 5C схематично показаны полотна первого и второго листовых материалов по фиг. 5A в процессе складывания;
на фиг. 5D схематично показаны полотна первого и второго листовых материалов по фиг. 5A перед складыванием;
на фиг. 5E – пластиковый пакет, изготовленный с помощью установки, показанного на фиг. 5А, вид в перспективе;
на фиг. 5F – пластиковый пакет с увеличенной для удобства толщиной пластиковой пленки и склеиваемых частей, вид в разрезе;
на фиг. 5G – пластиковый пакет перед заполнением, вид в разрезе;
на фиг. 6A – установка согласно еще одному варианту осуществления изобретения, вид сверху;
на фиг. 6B – пластиковый пакет, изготовленный с помощью установки, показанной на фиг. 6А, вид в перспективе;
на фиг. 6C – то же, но в другом варианте выполнения, вид в перспективе;
на фиг. 7A – установка согласно еще одному варианту осуществления изобретения, вид сверху;
на фиг. 7B – пластиковый пакет, изготовленный с помощью установки, показанной на фиг. 7А, вид в перспективе;
на фиг. 7C – пластиковый пакет с увеличенной для удобства толщиной пластиковой пленки и склеиваемых частей, вид в разрезе;
на фиг. 7D схематично показаны полотна первого и второго листовых материалов по фиг. 7A в процессе складывания;
на фиг. 8A – полотно второго листового материала по фиг. 7 при его направлении, вид сверху;
на фиг. 8B – то же, вид справа;
на фиг. 8C – то же, вид слева;
на фиг. 8D – то же, вид спереди;
на фиг. 9A – установка согласно другому варианту осуществления изобретения, вид сверху;
на фиг. 9B – пластиковый пакет, изготовленный с помощью установки, показанной на фиг. 9A, вид в перспективе;
на фиг. 9C – пластиковый пакет в поперечном разрезе с преувеличенной для удобства рассмотрения толщиной пластиковой пленки и склеиваемых частей;
на фиг. 9D – схематично показаны полотна первого и второго листовых материалов по фиг. 9A в процессе складывания;
на фиг. 10A – установка согласно еще одному варианту осуществления изобретения, вид сверху;
на фиг. 10B – пластиковый пакет, изготовленный с помощью установки, показанной на фиг. 10А, вид в перспективе;
на фиг. 10C – пластиковый пакет в поперечном разрезе с преувеличенной для удобства рассмотрения толщиной пластиковой пленки и склеиваемых частей;
на фиг. 11A – установка согласно еще одному варианту осуществления изобретения, вид сверху;
на фиг. 11B – пластиковый пакет, изготовленный с помощью установки, показанной на фиг. 11А, вид в перспективе;
на фиг. 11C – пластиковый пакет в поперечном разрезе с преувеличенной для удобства рассмотрения толщиной пластиковой пленки и склеиваемых частей;
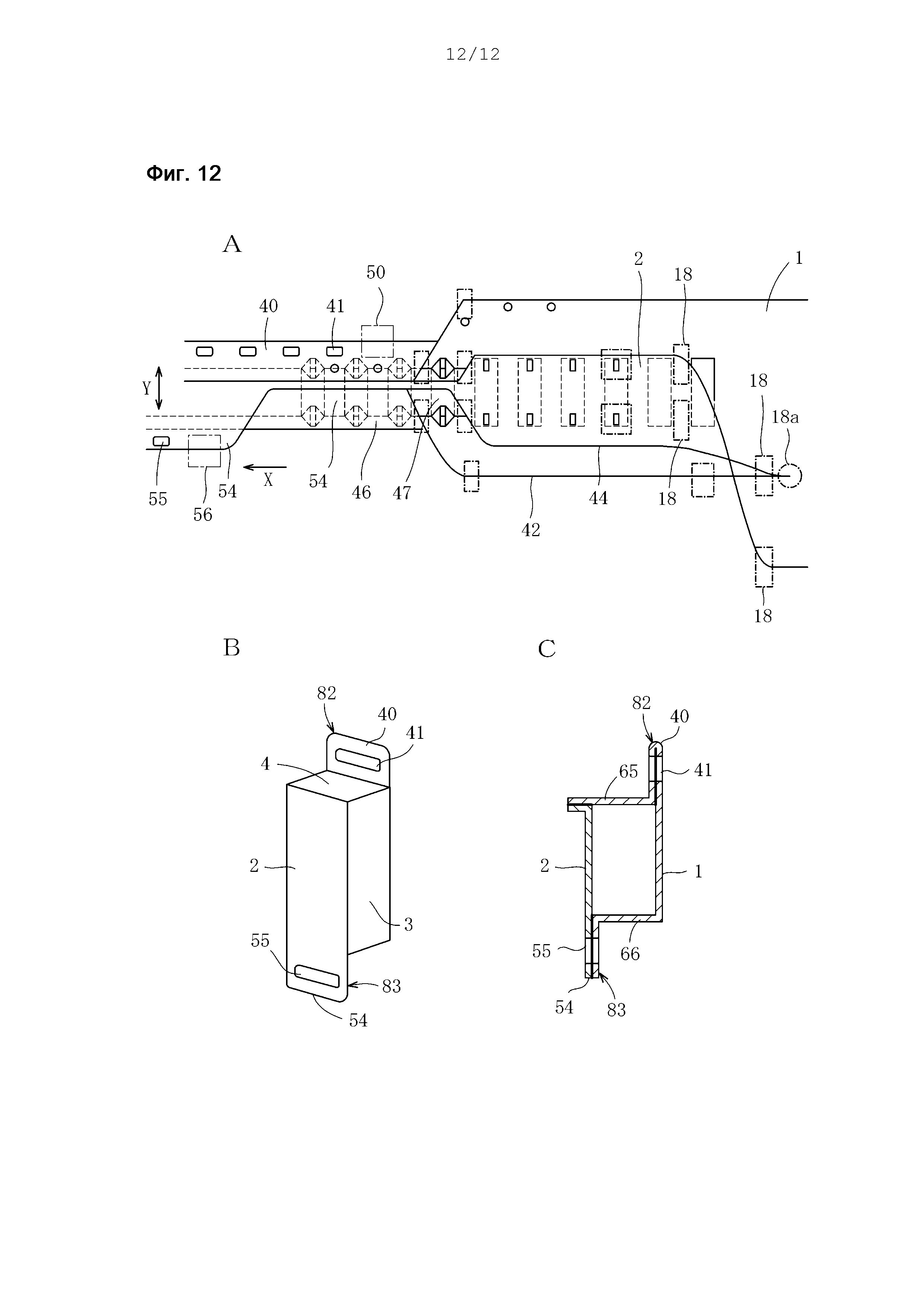
на фиг. 12A – установка согласно еще одному варианту осуществления изобретения, вид сверху;
на фиг. 12B – пластиковый пакет, изготовленный с помощью установки, показанной на фиг. 12А, вид в перспективе;
на фиг. 12C – пластиковый пакет в поперечном разрезе с преувеличенной для удобства рассмотрения толщиной пластиковой пленки и склеиваемых частей.
Предпочтительные варианты осуществления изобретения
Первый вариант
На фиг. 1 и 2 показана установка для непрерывного производства пластиковых пакетов согласно настоящему изобретению. Эта установка используется для изготовления пластиковых пакетов, таких как пакет, показанный на фиг. 3. Продольное направление X, поперечное направление Y и вертикальное направление Z расположены под прямыми углами друг к другу. Пластиковый пакет, показанный на фиг. 3, включает в себя первый листовой материал 1, второй листовой материал 2, материалы боковых вставок 3 и сливной патрубок 4.
Для непрерывного изготовления пластиковых пакетов, показанных на фиг. 3, установка, показанная на фиг. 1 и 2, содержит устройство подачи листового материала, с помощью которого полотна первого и второго листовых материалов 1 и 2 накладываются друг на друга, чтобы периодически подаваться в продольном направлении X. Полотна первого и второго листовых материалов 1 и 2 расположены напротив друг друга в вертикальном направлении Z с целью периодической подачи в горизонтальном направлении. Направлением подачи является продольное направление X полотен первого и второго листовых материалов 1 и 2. Для накладывания полотен первого и второго листовых материалов 1 и 2 друг на друга они поступают на направляющие валики 5. Таким образом, полотно первого листового материала 1 располагается с нижней стороны устройства, а полотно второго листового материала 2 располагается с верхней стороны устройства. Устройство подачи листового материала содержит подающие валики 6, к которым поступают наложенные друг на друга полотна первого и второго листовых материалов 1 и 2. Подающие валики 6 вращаются электродвигателем M с целью периодической подачи полотен первого и второго листовых материалов 1 и 2 в продольном направлении X. Полотна первого и второго листовых материалов 1 и 2 выполнены из пластиковой пленки.
Перед наложением полотен листовых материалов 1 и 2 друг на друга в любой момент периодической подачи полотен 1 и 2 производится подача материалов боковых вставок 3 в поперечном направлении Y полотна. После этого материалы боковых вставок 3 располагаются между полотнами первого и второго листовых материалов 1 и 2 при их наложении друг на друга. В данном варианте выполнения материалы боковых вставок 3 подаются на нижнее полотно первого листового материала 1, располагаясь на его верхней поверхности. Материалы боковых вставок 3 располагаются в поперечном направлении Y нижнего полотна первого листового материала 1. Таким образом, материалы боковых вставок 3 располагаются между полотнами первого и второго листовых материалов 1 и 2 при их наложении друг на друга. Материалы боковых вставок 3 также выполнены из пластиковой пленки. Данная установка содержит устройство 7 подачи материала боковой вставки, с помощью которого производится подача материалов боковых вставок 3. Устройство 7 подачи материала боковой вставки является таким же, что и в установке по JP 4526592 B.
Перед наложением полотен листовых материалов 1 и 2 друг на друга в любой момент периодической подачи полотен 1 и 2 производится формирование отверстий 2a в полотне первого или второго листового материала 1 или 2. Сливной патрубок 4 устанавливается в месте расположения отверстия 2a и вставляется в отверстие 2a. Отверстия 2a выполняются, например, в верхнем полотне второго листового материала 2, так что сливной патрубок 4 может быть установлен в положение и вставлен в отверстие 2a. Сливной патрубок 4 выполнен из пластика. Установка содержит устройство 8 для вставки сливного патрубка, которое осуществляет формирование отверстий 2a, позиционирование сливных патрубков 4 и их вставку в отверстия 2a. Устройство 8 для вставки сливного патрубка является устройством, аналогичным описанному в патентных документах JP 2013-159093 A и JP 5913695 B, и относится к типу устройств с тепловой герметизацией. Таким образом, устройство 8 для вставки сливного патрубка производит термосклеивание сливного патрубка 4 с полотном второго листового материала 2 для установки на пластиковом пакете.
Как указано в патентном документе JP 5913695 B, предпочтительно, чтобы формирование отверстия 2a и вставка сливного патрубка 4 в данное отверстие производились в одном и том же месте. Однако, как указано в патентном документе JP 2013-159093 A, формирование отверстия 2a может производиться в одном месте, в вставка сливного патрубка 4 в данное отверстие – в другом месте.
После этого полотно второго листового материала 2 и сливной патрубок 4 поступают на направляющий валик 5. Направляющие валики 5 установлены с разделением в поперечном направлении полотна первого или второго листового материала 1 или 2 на расстояние, через которое может пройти сливной патрубок 4. Диаметр направляющего валика 5 может быть частично уменьшен, таким образом, чтобы сливной патрубок 4 мог пройти через этот валик с уменьшенным диаметром. Подающие валики 6 по своей конструкции могут быть такими же, как направляющие валики 5.
Материал боковой вставки 3 предварительно складывается вдвое относительно его центральной линии в продольном направлении (т.е. в поперечном направлении Y) с целью складывания в два слоя при проходе через устройство 7 подачи материала боковой вставки, как в установке, описанной в патентном документе JP 4526592 B. В результате, материал боковой вставки 3 получает форму сплющенной трубки. Установка содержит устройство временного склеивания 9, которое осуществляет склеивание друг с другом полотна первого листового материала 1 и материала боковой вставки 3 посредством термосклеивания или ультразвуковой сварки после наложения полотен первого и второго листовых материалов 1 и 2 друг на друга. Таким образом, материал боковой вставки 3 с полотнами первого и второго листовых материалов 1 и 2 временно соединяются друг с другом в местах временного склеивания 10. Места временного склеивания 10 располагаются на центральной линии в продольном направлении (т.е. в поперечном направлении Y) материала боковой вставки 3.
Установка также содержит устройство 11 продольного склеивания, которое производит термосклеивание полотен первого и второго листовых материалов 1 и 2 друг с другом в продольном направлении X в любой момент периодической подачи, а также устройство 12 поперечного склеивания, которое осуществляет термосклеивание полотен первого и второго листовых материалов 1 и 2 с материалом боковой вставки 3 в поперечном направлении Y в любой момент периодической подачи. Как было указано выше, материал боковой вставки 3 предварительно складывается вдвое относительно его центральной линии в продольном направлении (т.е. в поперечном направлении Y) с целью складывания в два слоя при проходе через устройство 7 подачи материала боковой вставки. Устройство 7 подачи материала боковой вставки содержит перфорирующее устройство (не показано), которое осуществляет перфорирование материала боковой вставки 3 с целью формирования отверстий 13 на одном крае материала боковой вставки 3 после складывания его пополам. Таким образом, устройство 11 продольного склеивания производит термосклеивание полотен первого и второго листовых материалов 1 и 2 друг с другом в местах расположения отверстия 13.
Каждое из полотен первого и второго листовых материалов 1 и 2 содержит боковую кромку 15. Устройство продольного склеивания 11 производит термосклеивание полотен первого и второго листовых материалов 1 и 2 друг с другом таким образом, что вдоль их боковых кромок 15 образуются продольные склеенные участки 14. Полотна первого и второго листовых материалов 1 и 2 термически склеиваются с материалами боковых вставок 3 устройством 12 поперечного склеивания таким образом, что в вышеуказанных полотнах формируются поперечно-склеенные в поперечном направлении Y участки 16. Продольно-склеенный участок 14 и поперечно-склеенный участок 16 соединены друг с другом под прямым углом. Полотно первого листового материала 1 наискосок склеивается с материалом боковой вставки 3 в местах, расположенных рядом с продольно-склеенным участком 14, формируя наклонно-склеенные участки 17, которыми продольно-склеенный участок 14 и поперечно-склеенный участок 16 соединяются друг с другом. Наклонно-склеенный участок 17 расположен под заданным углом α к поперечно-склеенному участку 16 (т.е. к поперечному направлению Y) (см. фиг. 2). Этот угол α может составлять, например, от 10 до 50°. Каждый из наклонно-склеенных участков 17 расположен симметрично относительно каждого из поперечно-склеенных участков 16. Устройство 12 поперечного склеивания может содержать, например, нагреватели 60, с помощью которых материалы боковых вставок 3 дополнительно к полотнам первого и второго листовых материалов 1 и 2 термически склеиваются друг с другом. Каждый из нагревателей 60 содержит наклонный участок, которым формируется наклонно-склеенный участок 17, так что продольно-склеенный участок 14 и поперечно-склеенный участок 16 соединяются друг с другом. Наклонно-склеивающее устройство 60 может быть выполнено отдельно как от устройства продольного склеивания 11, так и от устройства 12 поперечного склеивания, чтобы формировать продольно-склеенный участок 14, поперечно-склеенный участок 16 и наклонно-склеенный участок 17 в разных местах.
Полотно первого листового материала 1 содержит дополнительную боковую кромку 19, а полотно второго листового материала 2 – соответствующую дополнительную боковую кромку 21. Рассматриваемая установка содержит устройство 18 направления листового материала, направляющее полотна первого и второго листовых материалов 1 и 2 в процессе подачи. Устройство 18 направления листового материала производит сгибание полотна первого листового материала 1 по первой линии сгиба 20, проходящей в продольном направлении X рядом с дополнительной боковой кромкой 19, и сгибание полотна второго листового материала 2 по второй линии сгиба 22, проходящей в продольном направлении X рядом с соответствующей дополнительной боковой кромкой 21. Таким образом, в полотне первого листового материала 1 формируется первая отогнутая часть 23, а в полотне второго листового материала 2 формируется вторая отогнутая часть 24. Первая отогнутая часть 23 накладывается на вторую отогнутую часть 24, и дополнительная боковая кромка 19 совмещается с соответствующей дополнительной боковой кромкой 21. Устройство 18 направления листового материала является таким же, как в установке по JP 4526592 B, и содержит направляющие валики и пластины.
Таким образом, так же как и в установке по JP 4526592 B, материал боковой вставки 3 может открываться с целью создания открытой поверхности 3a, а полотно второго листового материала 2 складывается по второй линии сгиба 22. Затем полотно первого листового материала 1 складывается по первой линии сгиба 20 для наложения на открытую поверхность 3a. Установка содержит устройство 25 склеивания по открытой поверхности, с помощью которого полотно первого листового материала 1 и материал боковой вставки 3 термически склеиваются друг с другом по открытой поверхности 3a, с целью формирования склеенного участка 26 открытой поверхности в любой момент периодической подачи полотен первого и второго листовых материалов 1 и 2. Склеенный участок 26 открытой поверхности располагается по центральной линии продольного направления материала боковой вставки 3 (т.е. поперечного направления Y). Затем полотно второго листового материала 2 раскладывается, и полотно первого листового материала 1 складывается в обратную сторону по линии обратного сгиба 22a. Линия обратного сгиба 22a проходит по второй линии сгиба 22. В результате, материал боковой вставки 3 (открытая поверхность 3a) закрывается, образуя участок дополнительной вставки.
После этого полотна первого и второго листовых материалов 1 и 2 термически склеиваются друг с другом устройством продольного склеивания 11, одновременно образуя продольно-склеенный участок 27 в дополнение к продольно-склеенному участку 14. Продольно-склеенный участок 27 формируется вдоль дополнительной боковой кромки 19 и соответствующей дополнительной боковой кромки 21.
Установка содержит режущее устройство 28, которое осуществляет разрезание материала боковой вставки 3А также полотен первого и второго листовых материалов 1 и 2 в поперечном направлении Y в любой момент периодической подачи. Они разрезаются по центральным линиям продольного направления (в поперечном направлении Y) материалов боковых вставок 3 или по центральным линиям продольного направления (в поперечном направлении Y) поперечно-склеенных участков 16.
Таким образом, установка согласно изобретению может непрерывно производить пластиковые пакеты. В рассматриваемом случае на полотне первого или второго листового материала 1 или 2 устанавливается сливной патрубок 4. Пластиковый пакет изготавливается из первого и второго листовых материалов 1 и 2 и материалов боковых вставок 3.
После этого пластиковый пакет наполняется содержимым, которое вводится, например, через сливной патрубок 4. В другом варианте выполнения после того, как пластиковый пакет изготовлен, содержимое может быть введено через боковые кромки 15, которые еще не были склеены друг с другом. Затем полотна первого и второго листовых материалов 1 и 2 термически склеиваются друг с другом по боковой кромке 15.
Емкость пластикового пакета может быть увеличена с помощью материалов боковых вставок 3. Сливной патрубок 4 используется для слива содержимого из пластикового пакета. Из пакета большой емкости выливание содержимого может производиться через сливной патрубок 4. Пластиковый пакет может быть использован для множества различных целей и обладает широкой применимостью.
Пластиковый пакет содержит продольно-склеенный участок 14 и поперечно-склеенные участки 16, непрерывные с наклонно-склеенными участками 17. Материалы боковых вставок 3, в дополнение к первому и второму листовым материалам 1 и 2, соединяются друг с другом парой наклонно-склеенных участков 17 в месте, расположенным рядом с продольно-склеенным участком 14, так что заполненный содержимым пластиковый пакет может включать в себя наклонные поверхности 61 на первом и втором листовых материалах 1 и 2, соответственно, как показано на фиг. 3. Наклонные поверхности 61 расположены под наклоном к первому и второму листовым материалам 1 и 2. Каждый из наклонно-склеенных участков 17 расположен с наклоном под заданным углом α к наклонно-склеенному участку 16 (см. фиг. 3A). Наклонно-склеенные участки 17 расположены симметрично относительно друг друга. На одной из наклонных поверхностей 61 расположен сливной патрубок 4. Потребитель легко может наклонить пластиковый пакет рукой, чтобы вылить содержимое через сливной патрубок 4. Кроме того, если содержимым пакета является напиток, потребитель может пить этот напиток непосредственно из сливного патрубка 4.
Как указано выше, первая отогнутая часть 23 накладывается на вторую отогнутую часть 24, затем полотно второго листового материала 2 раскладывается, после чего полотно первого листового материала 1 складывается в обратную сторону по линии обратного сгиба 22a. Заполненный содержимым пластиковый пакет, изготовленный из первого и второго листовых материалов 1 и 2, содержит торцевую поверхность, образованную второй отогнутой частью 23. Таким образом, торцевая поверхность используется в качестве дна, на котором пластиковый пакет может устойчиво стоять.
Второй вариант
На фиг. 4 показан другой вариант осуществления настоящего изобретения. В соответствии с этим вариантом полотна первого и второго листовых материалов 1 и 2, используемые в установке, показанной на фиг. 1, имеют большой размер в поперечном направлении Y. Ширина каждого из полотен первого и второго листовых материалов 1 и 2 больше, чем длина материала боковой вставки 3. Иными словами, длина полотен первого и второго листовых материалов 1 и 2 в поперечном направлении Y больше длины материала боковой вставки 3 в поперечном направлении Y. Полотна первого и второго листовых материалов 1 и 2 термически склеиваются устройством 11 продольного склеивания, образуя продольно-склеенный участок 14 заданной ширины в поперечном направлении Y. Продольно-склеенный участок 14 и поперечно-склеенный участок 16 соединены друг с другом под прямым углом. Материал боковой вставки 3 не расположен между полотнами первого и второго листовых материалов 1 и 2 в месте, расположенном рядом с боковыми кромками 15. Затем на продольно-склеенном участке 14 и между парой поперечно-склеенных участков 16 формируется сквозное отверстие 29, так что с помощью продольно-склеенного участка 14 и сквозного отверстия 29 формируется первая ручка 81. Таким образом, используя указанную первую ручку 81, потребитель может нести пластиковый пакет. Иными словами, первая ручка 81 содержит наложенные друг на друга первый и второй листовые материалы 1 и 2 (продольно-склеенный участок 14). В этом варианте сквозное отверстие 29 представляет собой отверстие удлиненной в продольном направлении X формы.
Установка может содержать перфорирующее устройство, сжимающее продольно-склеенный участок 14 и осуществляющее его перфорирование для формирования сквозного отверстия 29 в любой момент периодической подачи полотен первого и второго листовых материалов 1 и 2 в процессе непрерывного производства пластиковых пакетов. Установка может содержать перфорационный нож, который сжимает продольно-склеенный участок 14 и производит его перфорирование для формирования сквозного отверстия 29 в любой момент периодической подачи полотен первого и второго листовых материалов 1 и 2 в процессе непрерывного производства пластиковых пакетов. Затем часть продольно-склеенного участка 14 может быть удалена посредством перфорирования с целью формирования сквозного отверстия 29.
Третий вариант
На фиг. 5 показан еще один вариант осуществления настоящего изобретения. В соответствии с этим вариантом, когда полотна первого и второго листовых материалов 1 и 2 сгибаются по первой и второй линиям сгиба 20 и 22, дополнительная боковая кромка 19 находится на расстоянии L1 от первой линии сгиба 20, а соответствующая дополнительная боковая кромка 21 находится на расстоянии L2 от второй линии сгиба 22. Расстояние L1 между боковой кромкой 19 и первой линией сгиба 20 в поперечном направлении Y на заданное расстояние L3 больше двух расстояний L2 между соответствующей боковой кромкой 21 и второй линией сгиба 22 (фиг. 5C). Выступающая часть 30 образуется заданным расстоянием L3, после чего формируется сквозное отверстие 31 в выступающей части 30, так что за счет выступающей части 30 и сквозного отверстия 31 создается вторая ручка 82. Иными словами, вторая ручка 82 содержит сложенный первый листовой материал 1 (выступающую часть 30), а ее длина равна заданному расстоянию L3.
Как показано на фиг. 5D, перед складыванием полотен первого и второго листовых материалов 1 и 2 дополнительная боковая кромка 19 выступает за соответствующую дополнительную боковую кромку 21 на заданное расстояние L1′. Расстояние L1′ в поперечном направлении Y на заданное расстояние L3 больше расстояния L2 между соответствующей дополнительной боковой кромкой 21 и второй линией сгиба 22 (фиг. 5D). После этого полотна первого и второго листовых материалов 1 и 2 складываются. В результате расстояние L1 между дополнительной боковой кромкой 19 и первой линией сгиба 20 в поперечном направлении Y на заданное расстояние L3 больше расстояния L2 между соответствующей дополнительной боковой кромкой 21 и второй линией сгиба 22, когда полотна первого и второго листовых материалов 1 и 2 сложены.
Пластиковый пакет, показанный на фиг. 5, имеет первую и вторую ручки 81 и 82. Первая ручка 81 образована сквозным отверстием 29, а вторая ручка 82 образована сквозным отверстием 31. Первая ручка 81 содержит наложенные друг на друга первый и второй листовые материалы 1 и 2 (продольно-склеенный участок 14). Длина второй ручки 82 равна заданному расстоянию L3, и вторая ручка 82 содержит сложенный первый листовой материал 1 (выступающую часть 30), как показано на фиг. 5E – 5G. Таким образом, потребитель может нести пластиковый пакет двумя руками. Потребитель также может легко наклонить пластиковый пакет двумя руками, чтобы вылить содержимое через сливной патрубок 4.
Выступающая часть 30, также, как сквозное отверстие 29, может выполняться путем перфорирования перфорирующим устройством для формирования сквозного отверстия 31 в процессе непрерывного производства пластиковых пакетов. Определенный участок выступающей части 30 может быть удален посредством перфорирования с целью формирования сквозного отверстия 31 после изготовления пластикового пакета. Сложенный первый листовой материал 1 (выступающая часть 30) может быть сформирована посредством термического склеивания до или после формирования сквозного отверстия 31.
Четвертый вариант
На фиг. 6 показан еще один вариант осуществления настоящего изобретения. Как показано на фиг. 6, в соответствии с этим вариантом пластиковый пакет, изображенный на фиг. 4, может иметь сквозное отверстие 32, проходящее сквозь наклонно-склеенные участки 17 на противоположных боковых участках сквозного отверстия 32. Иными словами, сквозное отверстие 32 проходит в продольном направлении X и содержит пару наклонных сквозных отверстий 17 на противоположных боковых участках сквозного отверстия 32. Наклонные сквозные отверстия 32a могут образовывать большое сквозное отверстие 32 и наклонные поверхности 61. Установка может формировать вырезы 33 на продольно-склеенном участке 14 на боковых кромках 15 полотен 1 и 2. Каждый из вырезов 33 расположен на центральной линии продольного направления (поперечного направления Y) каждого из материалов боковых вставок 3 или на центральной линии продольного направления (поперечного направления Y) каждого из поперечно-склеенных участков 16.
В пластиковом пакете, показанном на фиг. 6, первая ручка 81 также образована продольной частью 14 и сквозным отверстием 32, однако сквозное отверстие 32 проходит также сквозь наклонно-склеенные участки 17. Сквозное отверстие 32 содержит наклонные сквозные отверстия 32a, проходящие сквозь наклонно-склеенные участки 17 на противоположных боковых участках сквозного отверстия 32. Первая ручка 81 содержит наложенные друг на друга первый и второй листовые материалы 1 и 2 (продольно-склеенный участок 14). Таким образом, данный пластиковый пакет очень удобно переносить.
При производстве пластиковых пакетов, показанных на фиг. 6 (фиг. 6A), сначала выполняются вырезы 33 в полотнах первого и второго листовых материалов 1 и 2. Затем полотна первого и второго листовых материалов 1 и 2 термически склеиваются друг с другом устройством продольного склеивания 11 с целью образования продольно-склеенного участка 14. После этого, дополнительно к полотнам первого и второго листовых материалов 1 и 2, материалы боковых вставок 3 термически склеиваются друг с другом устройством продольного склеивания 12, образуя поперечно-склеенные участки 16 и наклонно-склеенные участки 17. Продольно-склеенный участок 14 и поперечно-склеенный участок 16 соединены друг с другом под прямым углом. Наклонно-склеенные участки 17 соединены как с продольно-склеенным участком 14, так и с поперечно-склеенным участком 16. Каждый из наклонно-склеенных участков 17 расположен с наклоном под заданным углом α к наклонно-склеенному участку 16 или к поперечному направлению Y. Установка включает в себя вырезное лезвие, такое как лезвие Томпсона. Затем продольный участок 14 сжимается, и производится вырез вырезным лезвием в любой момент периодической подачи полотен первого и второго листовых материалов 1 и 2. Вырезное лезвие имеет заданную форму для формирования сквозного отверстия 32, проходящего по наклонно-склеенным участкам 17. После этого в дополнение к полотнам первого и второго листовых материалов 1 и 2 может быть разрезан в поперечном направлении материал боковой вставки 3 посредством режущего устройства 28.
В пакете, показанном на фиг. 6 (фиг. 6C), выступающая часть 30 образуется заданным расстоянием L3, затем в выступающей части 30 формируется сквозное отверстие 31, так что вторая ручка 82 образуется выступающей частью 30 и сквозным отверстием 31, так же, как и варианте, показанном на фиг. 5. Длина второй ручки 82 равна заданному расстоянию L3, и вторая ручка 82 содержит сложенный первый листовой материал 1 (выступающую часть 30). Сложенный первый листовой материал 1 (выступающая часть 30) формируется посредством термического склеивания до или после формирования сквозного отверстия 31.
Расстояния L2 и L3 полотен первого и второго листовых материалов 1 и 2 могут задаваться так, чтобы соответствующим образом регулировать глубину пластикового пакета и изменять размер выступающей части 30, как показано на фиг. 5C и 5D. Размер каждого из сквозных отверстий 29 и 32 (фиг. 5B и 6A) можно изменять с целью изменения размера каждой из ручек. В частности, конструкция ручки в значительной степени определяется тем, содержит сквозное отверстие 32 наклонные сквозные участки 32a, или не содержит. В зависимости от содержимого пластикового пакета прочность ручки без наклонных сквозных участков 32a выше, что важно в случае, если содержимое имеет большой вес, в то время как конструкция ручки с наклонными сквозными участками 32a может считаться усовершенствованной, если вес содержимого пакета невелик. Таким образом, конструкция пластикового пакета согласно изобретению отличается высокой гибкостью и приспосабливаемостью.
Пятый вариант
На фиг. 7 показан еще один вариант осуществления настоящего изобретения. Полотно первого листового материала 1 располагается сверху, а полотно второго листового материала 2 располагается снизу, как и в рассмотренной выше установке. Полотна первого и второго листовых материалов 1 и 2 подаются в продольном направлении X устройством 18 направления листового материала. Установка содержит дисковый нож 18a, который разрезает полотно пластиковой пленки и делит его на два полотна первого и второго листовых материалов 1 и 2. Полотно второго листового материала 2 может быть направлено на верхнюю сторону полотна первого листового материала 1 устройством 18 направления листового материала. Например, как показано на фиг. 8, устройство 18 направления листового материала может содержать множество реек или валиков 18b, с помощью которых полотно второго листового материала 2 направляется и переворачивается после разрезания полотна пластиковой пленки. Полотно второго листового материала 2 направляется на верхнюю сторону полотна первого листового материала 1. Полотна первого и второго листовых материалов 1 и 2 подаются в продольном направлении X. Установка содержит устройство 8 для вставления сливного патрубка для формирования отверстий 1a. Затем в эти отверстия 1a устройством 8 для вставления сливного патрубка вставляются сливные патрубки 4, как и в установке, показанной на фиг. 1. Как и в установке, показанной на фиг. 7, отверстие 1a формируется не в верхнем полотне листового материала 2, а в нижнем полотне листового материала 1, так что сливные патрубки 4 позиционируются и вставляются в отверстия 1a.
Как и в установке, показанной на фиг. 7, материалы боковых вставок 3 располагаются между полотнами первого и второго листовых материалов 1 и 2. Полотно первого листового материала 1 содержит боковую кромку 34. Полотно второго листового материала 2 содержит соответствующую боковую кромку 36. В данном варианте полотна первого и второго листовых материалов 1 и 2 направляются устройством 18 направления листового материала в процессе подачи. Полотно первого листового материала 1 складывается по первой линии сгиба 35, расположенной рядом с боковой кромкой 34, а полотно второго листового материала 2 складывается по второй линии сгиба 37, расположенной рядом с соответствующей боковой кромкой 36. Таким образом, в полотне первого листового материала 1 формируется первая отогнутая часть 38, а в полотне второго листового материала 2 формируется вторая отогнутая часть 39. Во время складывания сливной патрубок 4 переворачивается полотном первого листового материала 1. Первая отогнутая часть 38 накладывается на вторую отогнутую часть 39, так что боковая кромка 34 совмещается с соответствующей боковой кромкой 36.
В установке, показанной на фиг. 7, когда полотна первого и второго листовых материалов 1 и 2 сгибаются по линиям сгиба 35 и 37, боковая кромка 34 находится на расстоянии L1 от первой линии сгиба 35, а соответствующая боковая кромка 36 расположена на расстоянии L2 от второй линии сгиба 37. Расстояние L1 между боковой кромкой 34 и первой линией сгиба 35 в поперечном направлении Y на заданное расстояние L3 больше расстояния L2 между соответствующей боковой кромкой 36 и второй линией сгиба 37 (фиг. 7D). Таким образом, пластиковый пакет изготавливается из полотен первого и второго листовых материалов 1 и 2, как и в установке, показанной на фиг. 1. Однако в установке по фиг. 7 торцевая поверхность 65формируется первой отогнутой частью 38, и на ней располагается сливной патрубок 4. Торцевая поверхность 65 соединена с первым и вторым листовыми материалами 1 и 2 под прямым углом. Как и в установке, показанной на фиг. 5, выступающая часть 40 образуется заданным расстоянием L3, затем в выступающей части 40 формируется сквозное отверстие 41, так что вторая ручка 82 образуется выступающей частью 40 и сквозным отверстием 41. Выступающая часть 40 проходит в продольном направлении X. Длина второй ручки 82 равна заданному расстоянию L3, и вторая ручка 82 содержит сложенный первый листовой материал 1 (выступающую часть 30). Сложенный первый листовой материал 1 (выступающая часть 40) формируется посредством термического склеивания до или после формирования сквозного отверстия 41.
Полотно первого листового материала 1 содержит дополнительную боковую кромку 42, а полотно второго листового материала 2 содержит соответствующую дополнительную боковую кромку 44. В данном варианте полотна первого и второго листовых материалов 1 и 2 направляются устройством 18 направления листового материала в процессе подачи. Полотно первого листового материала 1 складывается по третьей линии сгиба 43, расположенной рядом с дополнительной боковой кромкой 42, а полотно второго листового материала 2 складывается по четвертой линии сгиба 45, расположенной рядом с соответствующей дополнительной боковой кромкой 44. Таким образом, в полотне первого листового материала 1 формируется третья отогнутая часть 46, а в полотне второго листового материала 2 формируется четвертая отогнутая часть 47. Третья отогнутая часть 46 накладывается на четвертую отогнутую часть 47, так что дополнительная боковая кромка 42 совмещается с соответствующей дополнительной боковой кромкой 44. Таким образом, пластиковый пакет содержит дополнительную торцевую поверхность 66, образованную третьей отогнутой частью 46. Дополнительная торцевая поверхность 66 соединена с первым и вторым листовыми материалами 1 и 2 под прямым углом.
Шестой вариант
На фиг. 9 показан еще один вариант осуществления настоящего изобретения. Когда полотна первого и второго листовых материалов 1 и 2 согнуты по линиям сгиба 43 и 45 в установке по фиг. 7, дополнительная боковая кромка 42 находится на расстоянии L1 от третьей линии сгиба 43, а соответствующая дополнительная боковая кромка 44 расположена на расстоянии L2 от четвертой линии сгиба 45. Расстояние L1 между дополнительной боковой кромкой 42 и третьей линией сгиба 43 в поперечном направлении Y на заданное расстояние L3 больше расстояния L2 между соответствующей дополнительной боковой кромкой 44 и четвертой линией сгиба 45 (фиг. 9D). Выступающая часть 48 образуется заданным расстоянием L3, после чего формируется сквозное отверстие 49 в выступающей части 48, так что вторая ручка 82 образуется выступающей частью 48 и сквозным отверстием 49. Установка может содержать, например, перфорирующее устройство или перфорационный нож 50, с помощью которых формируются сквозные отверстия 41 и 49. Выступающая часть 48 проходит в продольном направлении X напротив выступающей части 40 и параллельно ей. Длина второй ручки 82 равна заданному расстоянию L3, и вторая ручка 82 содержит сложенный первый листовой материал 1 (выступающую часть 48). Сложенный первый листовой материал 1 (выступающая часть 48) формируется посредством термического склеивания до или после формирования сквозного отверстия 49.
В данном варианте пакет содержит две вторые ручки 82. Одна из двух вторых ручек 82 имеет длину, равную заданному расстоянию L3, и содержит сложенный первый листовой материал 1 (выступающую часть 40), а другая из двух вторых ручек 82 имеет длину, равную заданному расстоянию L3, и содержит сложенный первый листовой материал 1 (выступающую часть 48).
Седьмой вариант
На фиг. 10 показан еще один вариант осуществления настоящего изобретения. Установки, показанные на фиг. 7 и 9, формируют первую и вторую отогнутые части 38 и 39 на полотнах первого и второго листовых материалов 1 и 2. Однако, как показано на фиг. 10, полотна первого и второго листовых материалов 1 и 2 имеют больший размер в поперечном направлении Y. Как первая, так и вторая отогнутые части 38 и 39 в процессе формирования имеют увеличенную ширину в поперечном направлении Y. Дополнительная часть 51 образуется увеличенной шириной в поперечном направлении Y, затем в дополнительной части 51 формируется сквозное отверстие 52 таким образом, что эта дополнительная часть 51 вместе со сквозным отверстием 52 образуют третью ручку 83. Дополнительная часть 51 проходит в продольном направлении X напротив выступающей части 40 и параллельно ей. Установка может содержать, например, перфорирующее устройство 53 для формирования сквозного отверстия 52 перед наложением полотен первого и второго листовых материалов 1 и 2 друг на друга. Таким образом, третья ручка 83 содержит наложенные друг на друга первый и второй листовые материалы 1 и 2 (дополнительную часть 51). Наложенные друг на друга первый и второй листовые материалы 1 и 2 (дополнительная часть 51) термически склеиваются друг с другом до или после формирования сквозного отверстия 52.
Как и в вариантах, показанных на фиг. 7 и 9, выступающая часть 40 образуется заданным расстоянием L3, так что вторая ручка 82 образована совместно выступающей частью 40 и сквозным отверстием 41. В данном случае, торцевая поверхность 65 образована первой отогнутой частью 38. Выступающая часть 40 и вторая ручка 82 выполняются на одной стороне торцовой поверхности 65, а выступающая часть 51 и третья ручка 83 выполняются на другой стороне торцевой поверхности 65. Первая и вторая отогнутые части 38 и 39 термически склеиваются друг с другом по боковой кромке 34 и соответствующей боковой кромке 36 полотен первого и второго листовых материалов 1 и 2, как и рассмотренных выше вариантах.
В данном варианте пакет содержит две вторые ручки 82. Одна из двух вторых ручек 82 имеет длину, равную заданному расстоянию L3, и содержит сложенный первый листовой материал 1 (выступающую часть 40), а другая из двух вторых ручек 82 имеет длину, равную заданному расстоянию L3, и содержит сложенный первый листовой материал 1 (выступающую часть 48).
Восьмой вариант
На фиг. 11 показан еще один вариант осуществления настоящего изобретения. Как и на фиг. 11, дополнительная часть 51 образуется увеличенной шириной, а затем в дополнительной части 51 формируется сквозное отверстие 52. Однако выступающая часть 40 может не формироваться.
Девятый вариант
На фиг. 12 показан еще один вариант осуществления настоящего изобретения. Как и в вариантах, показанных на фиг. 7 и 9, выступающая часть 40 образуется заданным расстоянием L3, а затем в выступающей части 40 формируется сквозное отверстие 41. В варианте, показанном на фиг. 12, как третья, так и четвертая отогнутые части 46 и 47 могут иметь дополнительную ширину в поперечном направлении Y. Дополнительная часть 54 образуется увеличенной в поперечном направлении Y шириной, затем в дополнительной части 54 формируется сквозное отверстие 55 таким образом, что эта дополнительная часть 54 и сквозное отверстие 55 образуют третью ручку 83. Дополнительная часть 54 проходит в продольном направлении X напротив выступающей части 40 и параллельно ей.
В варианте, показанном на фиг. 12, установка содержит перфорирующее устройство 56, которое формирует сквозное отверстие 55 после того, как полотна первого и второго листовых материалов 1 и 2 раскладываются и складываются снова.
Возможные сочетания выступающих частей 40 и 48, дополнительных частей 51 и 54, а также второй и третьей ручек 82 и 83 не ограничиваются рассмотренными вариантами осуществления изобретения и могут соответствующим образом изменяться в зависимости от назначения конкретного пластикового пакета.
Ссылочные позиции
1 – первый листовой материал
2 – второй листовой материал
1a, 2a – отверстие
3 – материал боковой вставки
4 – сливной патрубок
6 – подающий валик (устройство подачи листового материала)
7 – устройство подачи материала боковой вставки
8 – устройство для вставления сливного патрубка
11 – устройство продольного склеивания
12 – устройство поперечного склеивания
14 – продольно-склеенный участок
16 – поперечно-склеенный участок
17 – наклонно-склеенный участок
18 – устройство направления листового материала
28 – режущее устройство
29, 31, 32, 41, 49, 52, 55 – сквозное отверстие
32a – наклонное сквозное отверстие
15 – боковые кромки полотен первого и второго листовых материалов
34 – боковая кромка полотна первого листового материала
36 – соответствующая боковая кромка полотна второго листового материала
19, 42 – дополнительная боковая кромка полотна первого листового материала
21, 44 – соответствующая дополнительная боковая кромка полотна второго листового материала
20, 35 – первая линия сгиба
22, 37 – вторая линия сгиба
23, 38 – первая отогнутая часть
24, 39 – вторая отогнутая часть
43 – третья линия сгиба
45 – четвертая линия сгиба
46 – третья отогнутая часть
47 – четвертая отогнутая часть
61 – наклонная поверхность
65 – торцевая поверхность
66 – дополнительная поверхность
30, 40, 48 – выступающая часть
81 – первая ручка
82 – вторая ручка
83 – третья ручка
X – продольное направление
Y – поперечное направление
Z – вертикальное направление
Реферат
Изобретение относится к установке для непрерывного изготовления пластиковых пакетов и способу их изготовления. Целью изобретения является установка сливного патрубка 4 на первом или втором материале 1 или 2, а также изготовление пластикового пакета из материалов боковых вставок 3 в дополнение к первому и второму листовым материалам 1 и 2. В любой момент периодической подачи полотен первого и второго листовых материалов 1 и 2 производится формирование отверстий, а также позиционирование и вставка сливных патрубков 4 в указанные отверстия. В любой момент периодической подачи первого и второго листовых материалов после накладывания полотен первого и второго листовых материалов 1 и 2 друг на друга производится термосклеивание полотен первого и второго листовых материалов 1 и 2 друг с другом в продольном направлении устройством 11 продольного склеивания, а также термосклеивание полотен первого и второго листовых материалов 1 и 2 с материалами боковых вставок 3 в поперечном направлении устройством 12 поперечного склеивания. 2 н. и 8 з.п. ф-лы, 40 ил.
Комментарии