Способ и устройство для заполнения газом и герметизации канала, предназначенного для заполнения газом и расположенного в контейнере сжимаемого типа, и заготовка контейнера, содержащая такой канал - RU2343095C2
Код документа: RU2343095C2
Чертежи

Описание
Настоящее изобретение относится к способу и устройству для заполнения газом канала, предназначенного для заполнения газом и расположенного в контейнере сжимаемого типа. Изобретение также относится к заготовке контейнера, имеющей канал, предназначенный для заполнения его газом.
Известно, что в течение длительного времени используются контейнеры сжимаемого типа, например, для продуктов питания или расходуемого материала, такого как гигиенические изделия и моющие средства. Содержимое может быть как в жидком, так и в порошкообразном виде.
Под контейнером сжимаемого типа понимают такой контейнер, который состоит из тонких гибких стенок, соединенных в соединительных участках для образования камеры. Объем этой камеры зависит от относительного расстояния между стенками, что означает, что ее объем зависит от степени заполнения контейнера.
Контейнеры данного типа могут иметь ручки различной формы, одна из которых показана в WO 99/41155. Данная ручка образует конфигурацию с отверстием, сквозь которое может быть введена рука пользователя, так что контейнер можно захватить и обращаться с ним как с кувшином.
В патенте Швеции 518406 контейнер соответствующего типа был снабжен газонаполненными каналами, расположенными в соединительном участке вдоль, по меньшей мере, одной стороны контейнера. Основное назначение заполненного газом канала данного типа заключается в повышении устойчивости контейнера, но также и в том, чтобы сделать его более удобным для захвата. Заполняемый газом канал, показанный в данном документе, выполнен для заполнения его вместе с заполнением контейнера его содержимым. Не описано ни осуществление заполнения газом, ни какой была конструкция оборудования.
Контейнеры сжимаемого типа, как правило, заполняют по каналу через отверстие, которое образовано двумя противоположными стенками контейнера. Такое заполнение происходит, когда контейнер находится в вертикальном положении, при этом в данном случае наполнительный патрубок может работать по существу в вертикальном направлении и может быть введен в канал между двумя стенками. Этот способ хорошо разработан и хорошо работает при подаче текучих сред в жидком виде. Однако тот же способ создает большие проблемы при подаче текучих сред в газообразном виде из-за трудностей при обеспечении газонепроницаемого уплотнения вокруг патрубка во время подачи газа. Дополнительные проблемы возникают, когда существует необходимость герметизации заполненного газом канала.
Решение данных проблем заключается в том, что канал заполняют газом через запорный клапан, встроенный в контейнер. Данный способ является очень дорогим для применения в случае контейнеров массового производства, таких как контейнеры для пищевых продуктов, в которых канал необходимо заполнять только один раз.
Следовательно, существует необходимость в способе и устройстве для заполнения газом подобных каналов в мягких контейнерах независимо от назначения заполненных газом каналов. Кроме того, существует необходимость дополнительного совершенствования конструкции канала для обеспечения возможности простого заполнения его газом, а также легкой герметизации при промышленном применении. Следует понимать то, что канал, предназначенный для заполнения, не предназначен для повторного заполнения.
ЦЕЛИ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Цель настоящего изобретения заключается в создании устройства и способа заполнения газом каналов в контейнерах сжимаемого типа.
Способ и устройство должны быть простыми в применении и обеспечить возможность достижения высокой производительности и высокой надежности.
Дополнительная цель изобретения состоит в создании заготовки контейнера, которая имеет канал, который соответствующим образом предназначен для указанных устройства и способа.
Канал должен иметь такую конструкцию, чтобы не возникало необходимости добавлять какие-либо новые материалы или компоненты, например в виде запорных клапанов, к заготовке контейнера.
Для достижения, по меньшей мере, одной из вышеуказанных целей, а также других целей, которые станут очевидными из нижеприведенного описания, в соответствии с настоящим изобретением предложены способ, устройство и заготовка контейнера, имеющие признаки, приведенные в пунктах 1, 5 и 19 формулы изобретения.
Более точно, разработан способ заполнения газом и герметизации канала, предназначенного для заполнения его газом и расположенного в контейнере сжимаемого типа, при этом указанный канал образован двумя противоположными боковыми стенками, которые соединены вдоль соединительного участка, и включает в себя впускной элемент, расположенный в одной из боковых стенок. Способ по изобретению предусматривает зажим части контейнера, которая содержит указанный впускной элемент, между упором и газовым модулем, который выполнен с возможностью аксиального перемещения к упору, таким образом, что в ответ на подачу потока газа из газового модуля и поступление газа в канал через указанный впускной элемент обеспечивается выпячивание одной из двух боковых стенок, образующих канал, для образования свободного прохода в канал для заполнения данного канала газом, и, после завершения заполнения его газом, герметизацию канала.
Таким образом, во время заполнения газом контейнер будет сжат посредством зажима на части контейнера, которая содержит впускной элемент, то есть на части канала. Впоследствии газ подают в канал посредством газового модуля, действующего в направлении зажима. Таким образом, как направление зажима, так и рабочее направление газового модуля ориентированы в большей или меньшей степени перпендикулярно к направлению протяженности канала. Несмотря на то, что зажим происходит на части контейнера, которая содержит впускной элемент, обеспечивается возможность выпячивания одной из стенок, ограничивающих канал, для обеспечения свободного прохода в канал. Способ является очень простым и предпочтительным по сравнению со способом по предшествующему уровню техники, подобным описанному выше, при котором две боковые стенки, которые образуют канал и образуют его впускной элемент, должны быть разделены, после чего патрубок, предназначенный для заполнения газом, может быть введен в канал в его продольном направлении, при этом одновременно патрубок оказывает зажимное воздействие на канал в направлении, поперечном к направлению заполнения газом. Необходимость в каких-либо запорных клапанах полностью устранена.
Предпочтительно, чтобы указанная часть контейнера была сжата посредством аксиального смещения сопла и уплотнительного средства, которое расположено снаружи сопла и соединено с газовым модулем, относительно указанного упора.
Кроме того, предпочтительно, чтобы упор был образован с выемкой на его стороне, обращенной к контейнеру, чтобы позволить указанное выпячивание. Такая выемка позволяет части боковых стенок, образующей канал, выпячиваться во время подачи газа и, следовательно, образовывать свободный проход в канал несмотря на то, что часть контейнера, которая содержит элемент для впуска в канал, сжата посредством зажима точно над каналом.
Предпочтительно после завершения заполнения газом закупорить канал путем приложения тепла и давления к части канала, которая упирается в упор. Именно термосварка является наиболее предпочтительным способом, поскольку она выполняется быстро и не требует никакой дополнительной подачи материала. Кроме того, термосварка обеспечивает получение газонепроницаемого уплотнения простым образом.
В соответствии с другим аспектом изобретение относится к устройству для заполнения газом и герметизации канала, предназначенного для заполнения газом и расположенного в контейнере сжимаемого типа, при этом указанный канал образован двумя противоположными боковыми стенками, которые соединены вдоль общего соединительного участка, и содержит впускной элемент, расположенный в одной из боковых стенок. Устройство снабжено упором и газовым модулем, который выполнен с возможностью аксиального приложения к упору, для упора в часть контейнера и расположенный в ней впускной элемент, при этом газовый модуль выполнен с возможностью заполнения канала газом через впускной элемент и герметизации канала после завершения заполнения газом.
Конструкция устройства очень проста. Газовый модуль позволяет обеспечить одно и то же направление работы для всех функций, то есть удерживания контейнера, заполнения его канала газом и последующей герметизации. Устройство не требует никаких дополнительных средств на контейнере, например в виде запорных клапанов или отдельных впускных элементов.
В предпочтительном варианте осуществления газовый модуль содержит сопло, которое выполнено с возможностью приложения к впускному элементу для подачи газа в канал. Уплотнительное средство расположено вокруг сопла и выполнено с возможностью приложения к упору для обеспечения уплотнения вокруг сопла. Уплотнительное средство предназначено для предотвращения ненужной утечки газа во время процесса заполнения газом.
Сопло и уплотнительное средство могут быть расположены на общем элементе в виде первого поршневого штока, причем указанный первый поршневой шток содержит канал для подачи газа в канал через сопло. Встраивание соединения между источником газа и соплом в поршневой шток устраняет необходимость в отдельном канале для подачи газа, который вследствие перемещения газового модуля относительно упора потребовал бы частого технического обслуживания.
Также предпочтительно газовый модуль содержит средство герметизации, которое выполнено с возможностью - после заполнения канала, расположенного в контейнере, газом - отсоединения впускного элемента от канала посредством сварки. Данное средство герметизации предпочтительно содержит оправку, аксиально взаимодействующую с нагревательным зажимом. Таким образом, герметизация происходит за счет комбинации давления и тепла и обеспечивает сплавление вместе, по меньшей мере, поверхностных слоев двух противоположных боковых стенок, которые образуют канал. Сварка должна обеспечить газонепроницаемую герметизацию канала.
Нагревательный зажим может быть расположен снаружи упора. Альтернативно, оправка может быть расположена снаружи упора. В зависимости от того, какая альтернатива выбрана, предпочтительно расположить или оправку, или нагревательный зажим в виде второго поршневого штока снаружи первого поршневого штока, что создает возможность упрощенного регулирования перемещений поршневых штоков. Если нагревательный зажим расположен снаружи упора, нагревательный зажим может быть таким же, как и зажим, используемый для закрытия проходного средства, через которое контейнер заполняют содержимым. Такое решение позволяет получить очень компактное и малогабаритное оборудование для изготовления контейнеров.
В другом предпочтительном варианте осуществления первый поршневой шток содержит наружный выступ, который во время обратного хода первого поршневого штока может входить в контакт со вторым поршневым штоком для возврата его. В результате этого получают очень простой и надежный обратный ход поршневых штоков.
Предпочтительно упор содержит выемку в его плоскости, предназначенную для вмещения выпячивания, по меньшей мере, одной боковой стенки, образующегося в результате заполнения канала газом. Это приводит к образованию свободного прохода в канал через впускной элемент несмотря на то, что контейнер сжат между газовым модулем и упором за счет зажимного воздействия на части канала.
Предпочтительно упор выполнен из материала с низкой теплопроводностью. Особенно целесообразно, если упор окружен нагревательным зажимом. Это позволяет устранить опасность того, что упор достигнет такой температуры, что это вызовет отрицательное тепловое воздействие на материал контейнера и неконтролируемое соединение. Также существует возможность выполнения упора с охлаждающим средством, например, в виде охлаждающего змеевика.
В соответствии с другим аспектом изобретение относится к заготовке контейнера, которая предназначена для контейнера сжимаемого типа, при этом указанная заготовка контейнера содержит канал, который предназначен для заполнения его газом и который образован двумя противоположными стенками, которые соединены вдоль общего соединительного участка. Заготовка контейнера отличается тем, что канал содержит первый сегмент, который после заполнения газом обеспечивает заданную геометрическую форму контейнера, второй сегмент, примыкающий к первому сегменту, при этом указанный второй сегмент имеет значительно меньшую площадь поперечного сечения по сравнению с первым сегментом, и третий сегмент, примыкающий ко второму сегменту и содержащий элемент для впуска в канал.
Это разделение канала на сегменты, из которых второй сегмент имеет значительно меньшую площадь поперечного сечения по сравнению с первым сегментом, подразумевает то, что газ, подаваемый в канал, обеспечит возможность расширения первого сегмента, но не второго сегмента. Это означает, что когда первый сегмент будет полностью расширен, второй сегмент будет по существу плоским. Следовательно, средство герметизации, которое расположено над вторым сегментом, должно обеспечить только вытеснение небольшого количества газа до того, как может быть достигнут полный контакт между двумя противоположными боковыми стенками канала для создания газонепроницаемого уплотнения.
Первый сегмент должен иметь такую геометрическую форму, какая позволяет обеспечить заданную техническую функцию в полностью изготовленном контейнере, например в виде удобного образующего ручку валика или канала, придающего жесткость.
Впускной элемент предпочтительно представляет собой отверстие, образованное на одной боковой стенке. Такая конструкция впускного элемента является настолько простой, насколько это возможно, и не требует никакого добавления дополнительного материала или компонентов, например, в виде запорных клапанов.
Предпочтительно, чтобы третий сегмент был расположен с обеспечением его соединения с проходным средством заготовки контейнера, при этом посредством данного проходного средства заготовка контейнера выполнена с возможностью заполнения его содержимым. Это означает, что устройство, используемое для заполнения канала газом, может быть расположено с обеспечением его прямого соединения с устройством, которое используется для герметизации (запечатывания) контейнера после заполнения его содержимым. Местоположение впускного элемента в одной из боковых стенок в сочетании с герметизацией проходного средства, обычно происходящим в направлении поперек к проходному средству, означает, что два устройства могут функционировать в общем направлении и даже таким образом, что перемещения двух устройств могут быть скоординированы, поскольку герметизацию канала, а также проходного средства целесообразно осуществлять термосваркой.
Изобретение далее описывается подробно на примерах его осуществления и со ссылкой на сопровождающие чертежи, на которых показаны предпочтительные в настоящее время варианты выполнения устройства и заготовки контейнера.
Фиг.1 - вид контейнера сжимаемого типа, содержащего заполненный газом, образующий ручку канал.
Фиг.2 - вид заготовки контейнера, показанного на фиг.1.
Фиг.3 - схематичный вид варианта выполнения устройства, используемого для заполнения ручки газом. Устройство показано соответственно в неактивированном и активированном состоянии.
Фиг.4 - вид упора, используемого в устройстве.
На фиг.1 показан пример мягкого контейнера 1, для которого применяются устройство и способ по настоящему изобретению.
Контейнер специально предназначен для жидких пищевых продуктов, таких как молоко, вода, сок или вино, но, само собой разумеется, он может быть также предназначен для продуктов в каком-либо другом виде или для других целей.
Контейнер содержит три гибкие стенки, две из которых образуют боковые стенки 2 и третья образует нижнюю стенку 3. Стенки соединены вдоль соединительных участков 4 для образования камеры 5. Стенки 2, 3 изготовлены из сгибаемого и гибкого материала, что означает, что объем камеры 5 зависит от относительного расстояния между стенками 2, 3. Таким образом, объем камеры 5 непосредственно зависит от степени заполнения контейнера 1. Другими словами, контейнер представляет собой контейнер сжимаемого типа.
Стенки 2, 3 контейнера 1 предпочтительно соединены в зоне соединительных участков 4 посредством сварки. Кроме того, возможны другие способы соединения, такие как склеивание.
Ручка 6 расположена в соединительном участке 4 на заднем конце контейнера 1. Ручка 6 состоит из заполненного газом канала 7, который образован соединительным участком 4 и боковыми стенками 2 контейнера 1. Под газом предпочтительно понимается воздух, но, само собой разумеется, также могут быть использованы другие газы или даже жидкости. Ручка 6 имеет такую геометрическую форму и степень заполнения, чтобы она образовывала легкий для захвата валик. За счет своей геометрической формы и заполнения газом ручка 6 также способствует приданию значительной жесткости контейнеру 1.
Контейнер 1 имеет расположенное центрально в его верхней части проходное средство 8, через которое контейнер заполнен. Это происходит за счет того, что сегмент (не показан) в верхней части контейнера отсоединяют, после чего наполнительное сопло (не показано) вставляют в контейнер через проходное средство для заполнения контейнера. После завершения заполнения наполнительное сопло удаляют, после чего контейнер еще раз запечатывают для образования нового соединительного участка в верхней части контейнера.
Показанный контейнер 1 имеет на его верхнем переднем конце открываемый участок 9, выполненный в виде носика. Для открытия контейнера 1 наружный конец открываемого участка 9 отсоединяют, тем самым обеспечивая сообщение камеры 5 с окружающей средой. Наружный конец может быть отсоединен, например, путем отрезания или отрывания. Таким образом, контейнер 1 может быть опорожнен операцией розлива подобно кувшину.
Как правило, желательно, чтобы выбранный материал контейнера состоял из ламината, содержащего центральный слой из наполнителя на минеральной основе и связующее из полиолефина. Следует понимать, что также возможны другие материалы.
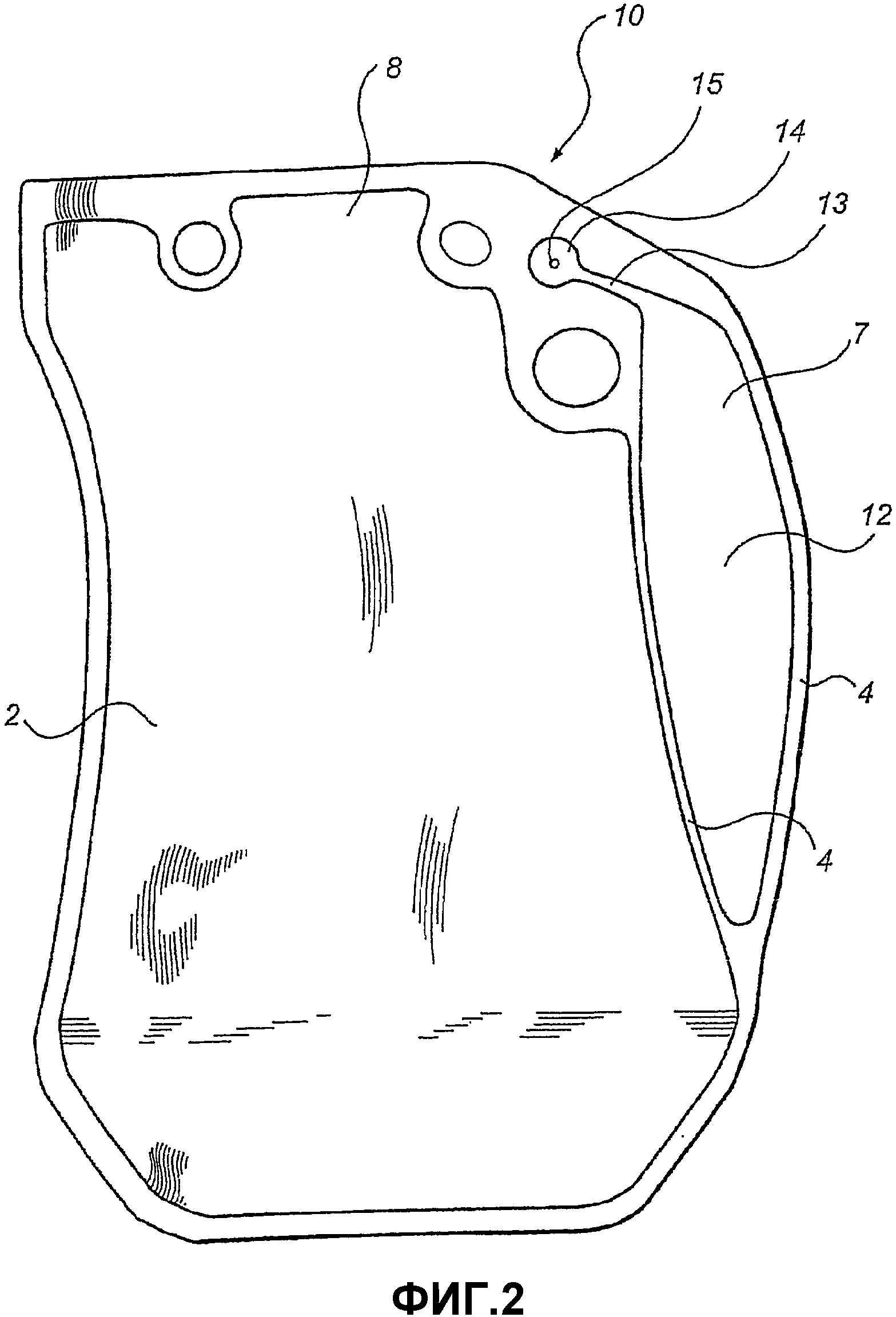
На фиг.2 проиллюстрирована заготовка 10 контейнера, соответствующая контейнеру 1, показанному на фиг.1.
На заднем конце заготовки 10 контейнера показан образующий ручку канал 7, предназначенный для заполнения газом. Канал 7 образован двумя боковыми стенками 2 и периферийным соединительным участком 4.
Канал 7 разделен на три сегмента, которые все сообщаются друг с другом. Первый сегмент 12 содержит часть, которая предназначена для образования реальной ручки 6. Таким образом, первый сегмент 12 представляет собой участок, который в готовом контейнере обеспечивает заданную функцию независимо от того, состоит ли он из ручки, как в показанном и описанном примере, или он выполняет какую-либо другую функцию, такую как придание жесткости. Второй сегмент 13 непосредственно соединен с первым участком 12 и образует узкий канал, который будет описан ниже. Третий сегмент 14 непосредственно соединен со вторым участком 13. Третий сегмент 14 состоит в его наиболее простом виде из зоны с отверстием 15 на одной боковой стенке 2. Таким образом, отверстие 15 образует элемент для впуска в канал 7, посредством которого канал сообщается с окружающей средой перед заполнением его газом и герметизацией. Третий сегмент 14 предпочтительно имеет такую площадь поверхности, чтобы обеспечить возможность незначительных отклонений положения заготовки 10 контейнера от ее заданного положения относительно газового модуля, который используется для заполнения канала 7 газом.
Как упомянуто выше, второй сегмент 13 образует узкий канал. Его основное назначение состоит в том, чтобы образовывать поверхность, над которой может быть расположено средство герметизации канала после завершения заполнения его газом. Площадь поперечного сечения второго участка 13 значительно меньше площади поперечного сечения первого участка 12. Под площадью поперечного сечения в данном случае понимается площадь, которая может быть образована между боковыми стенками в направлении, поперечном к продольному направлению канала. Это различие в площади поперечного сечения означает, что давление газа в заполненном газом и закупоренном канале 7 обеспечит возможность расширения первого участка 12 до требуемого объема, но не второго участка 13. Таким образом, второй сегмент 13 будет образовывать по существу плоскую поверхность также тогда, когда канал 7 будет заполнен газом. Таким образом, герметизация канала в направлении поперек ко второму участку 13 может быть выполнена так, что при этом отсутствует необходимость вытеснять вначале значительное количество газа до того, как можно будет ввести две противоположные боковые стенки 2, которые образуют канал 7, в контакт друг с другом для сваривания. Для достижения данного эффекта отношение площади поперечного сечения второго сегмента 13 к площади поперечного сечения первого сегмента 12 должно составлять, по меньшей мере, 1:150 при круглой геометрической форме поперечного сечения.
Внутренние стороны второго сегмента 13 и третьего сегмента 14 канала предпочтительно выполнены с поверхностью с рельефом (непоказанной). Поверхность с рельефом облегчает отсоединение стенок друг от друга при заполнении газом.
Канал 7 с тремя сегментами 12, 13, 14 в показанном варианте осуществления ориентирован таким образом, что третий сегмент 14 расположен рядом с верхней частью заготовки 10 контейнера, то есть рядом с частью, через которую заготовка контейнера должна быть заполнена. Однако следует понимать, что канал 7 может быть ориентирован полностью так, как желательно.
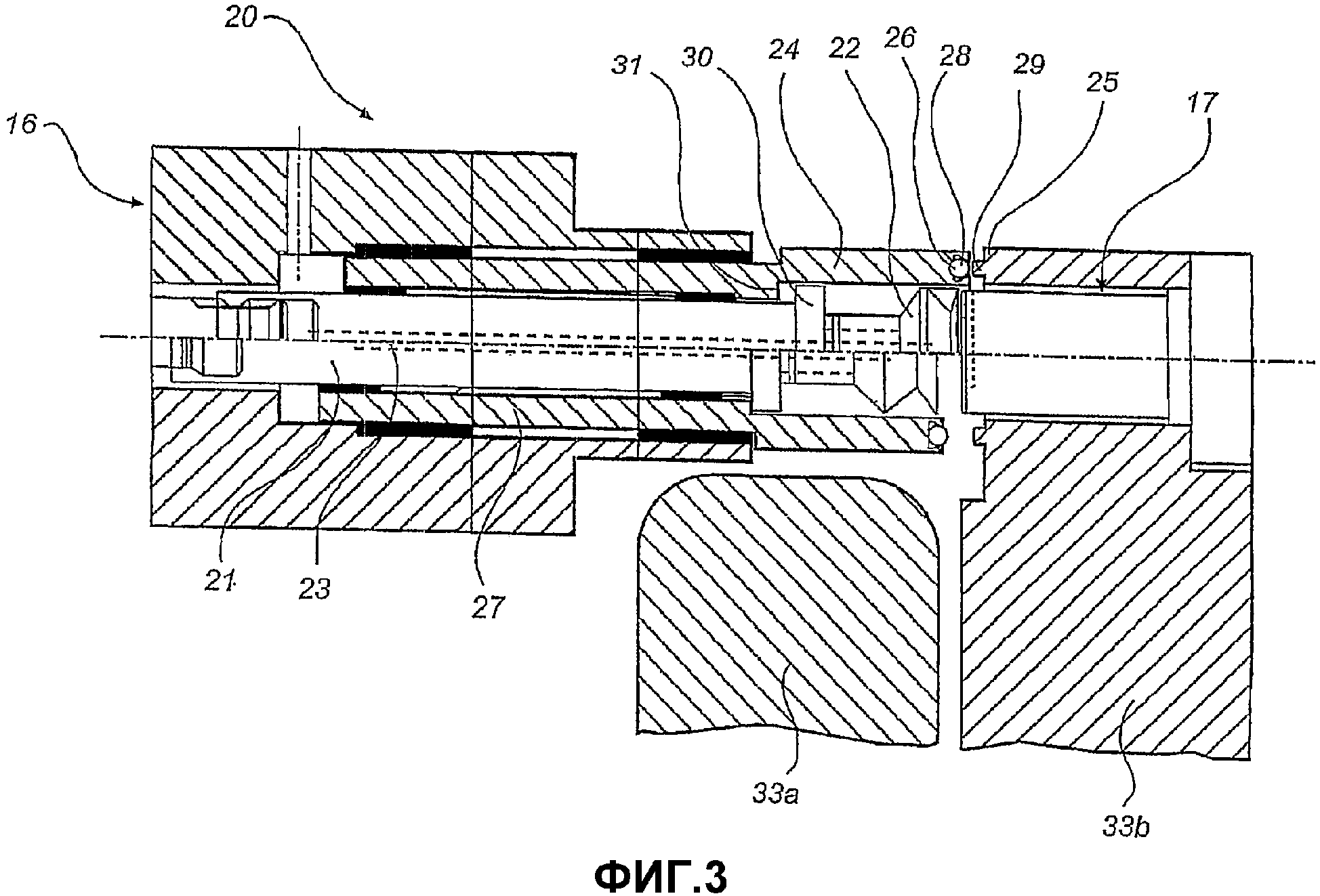
Устройство 16, предназначенное для заполнения вышеописанного канала 7 газом, описывается ниже со ссылкой на фиг.3. Вид по фиг.3 выполнен так, чтобы показать с соответствующих сторон от центральной оси на чертеже устройство 16 соответственно в его неактивированном и активированном состоянии.
Устройство 16 предпочтительно образует модуль в оборудовании (не показано), используемом для изготовления готового контейнера 1 из заготовки 10 контейнера. В этом оборудовании данный модуль предпочтительно устанавливают в непосредственном соединении с модулем термосварки проходного средства, через которое контейнер был заполнен.
Устройство 16 содержит упор 17, который подробно показан на фиг.4. В показанном варианте осуществления упор 17 состоит из круглого стержня 18. Само собой разумеется, упор 17 может также иметь некоторую другую соответствующую форму. Упор 17 имеет на своей поверхности выемку 19 с геометрической формой, соответствующей, по меньшей мере, третьему сегменту 14 канала 7, но предпочтительно, как показано на фиг.4, с геометрической формой, соответствующей третьему сегменту 14 и, по меньшей мере, части второго сегмента 13. Назначение выемки 19 состоит в том, чтобы обеспечить возможность выпячивания одной боковой стенки 2 канала 7 в выемку 19 во время заполнения газом, так что несмотря на то, что контейнер 1 будет сжат зажимом на части канала 7, образуется открытый проход, через который канал 7 может быть заполнен газом. Выемка 19 предпочтительно выполнена с такими размерами, чтобы обеспечить возможность незначительных отклонений положения контейнера от его заданного положения относительно газового модуля, который будет описан ниже и который используется во время заполнения канала 7 газом.
Упор 17 должен быть изготовлен из материала с низкой теплопроводностью, например из стекловолокна с теплозащитным покрытием. Под низкой теплопроводностью здесь понимается то, что упор 17, даже если он будет окружен нагревательным зажимом, имеющим достаточно высокую температуру для расплавления материала, используемого в контейнере, будет иметь температуру, которая предотвращает расплавление материала контейнера, контактирующего с упором 17.
Упор 17 также может содержать охлаждающее средство (не показано) для обеспечения соответствующей температуры.
Газовый модуль 20 расположен аксиально относительно упора 17. Газовый модуль 20 содержит первый поршневой шток 21, который на своем конце, обращенном к упору 17, имеет сопло (не показано), которое окружено уплотнительным средством 22. Сопло само или во взаимодействии, например, с уплотнительным средством 22 или каким-либо другим зажимным средством (не показано) первого поршневого штока 21 выполнено с возможностью зажима контейнера 1 относительно упора 17 за счет зажима той части контейнера 1, которая содержит, по меньшей мере, третий сегмент 14, то есть отверстие, которое образует элемент 15 для впуска в канал 7. Уплотнительное средство 22, как показано, может состоять из сильфона или, например, из уплотнительного кольца. Уплотнительное средство 22 должно во время заполнения газом обеспечивать необходимое уплотнение вокруг впускного элемента, когда оно подведено к впускному элементу 15 для заполнения канала 7 газом.
Первый поршневой шток 21 также содержит осевой канал 23, посредством которого сопло с помощью клапанов (не показаны) сообщается с источником сжатого воздуха (не показан).
Газовый модуль 20 дополнительно содержит средство 24 герметизации, которое содержит оправку 26, аксиально взаимодействующую с нагревательным зажимом 25. В показанном варианте осуществления оправка 26 расположена на втором поршневом штоке 27, который концентрически окружает первый поршневой шток 21. Более точно, оправка 26 расположена на том конце второго поршневого штока 27, который обращен к упору 17. Само собой разумеется, следует понимать то, что оправка 26 необязательно должна окружать первый поршень 21 концентрически, они могут быть также расположены бок о бок. Оправка 26 может быть выполнена разными способами, например, как показано, в виде гибкого уплотнительного кольца 28. При работе устройства оправка 26 приспособлена для образования опорной поверхности относительно выступа 29 нагревательного зажима 25. В показанном варианте осуществления нагревательный зажим 25 окружает упор 17 в аксиальном направлении. Следует понимать, что уплотнительное кольцо 28 может быть заменено каким-либо другим подходящим средством, которое может взаимодействовать с нагревательным зажимом 25.
Выступ 29 нагревательного зажима 25 имеет протяженность, соответствующую заданной изолирующей поверхности 34 канала 7, то есть сварному шву, который отсоединяет первый сегмент 12 канала 12 от остальной части канала 7. Изолирующая поверхность 34 показана на фиг.1. В проиллюстрированном случае кольцевой выступ 29 обеспечивает получение кольцевой изолирующей поверхности 34 вокруг впускного элемента 15 на третьем сегменте 14. Изолирующая поверхность 34 также может простираться на части второго сегмента 13. Таким образом, следует понимать, что изолирующая поверхность 34 принимает ту же геометрическую форму, что и опорная поверхность между выступом 29 и уплотнительным кольцом 28.
В том случае, когда устройство 16 образует модуль, который выполнен непосредственно присоединенным к модулю, используемому для герметизации проходного средства 8 контейнера 1, через которое контейнер заполняют его содержимым, нагревательный зажим 25 может образовывать часть нагревательного зажима (не показана), которая используется для повторной герметизации проходного средства 8.
Концы как первого поршневого штока 21, так и второго поршневого штока 27, обращенные в сторону от упора 17, соединены посредством клапанов (не показаны) с системой пневматического управления (не показана) для управления перемещением поршневых штоков 21, 27.
Для упрощенного управления поршневыми штоками 21, 27 первый поршневой шток 21 имеет на своей наружной стороне выступ 30, который выполнен с возможностью взаимодействия с дополняющей ступенчатой выемкой 31 на внутренней стороне второго поршневого штока 27, при этом указанная выемка концентрически окружает первый поршневой шток 21.
Далее функционирование устройства будет описано со ссылкой на фиг.3.
Контейнер (не показанный на фиг.3), канал 7 которого готов к заполнению его газом, размещают между двумя опорными поверхностями 33а, 33b таким образом, чтобы впускной элемент 15 на третьем сегменте 14, то есть отверстие, и второй сегмент 13 были совмещены с выемкой 19 в упоре 17. Контейнер ориентируют таким образом, чтобы впускной элемент 15 был направлен в сторону от упора 17. Первый поршневой шток 21 приводят в действие, в результате чего он совершает ход наружу, так что сопло (непоказанное) и уплотнительное средство 22 зажимают часть контейнера так, что уплотнительное средство 22 образует воздухонепроницаемый контакт с контейнером, и так, что сопло примыкает ко впускному элементу 15. В данном положении клапан (не показан) открывается в канал 23, проходящий через первый поршневой шток 21, в результате чего обеспечивается свободный проход газа через канал 23 и в канал 7 для расширения канала 7. Во время подачи газа обеспечивается возможность выпячивания боковой стенки 2 канала 7, которая обращена к упору 17, в выемку 19, так что, несмотря на зажим контейнера 1, образуется свободный проход для газа, поступающего в канал 7. Часть боковой стенки на третьем сегменте 14, которая окружает впускной элемент 15, благодаря отверстию впускного элемента 15 будет иметь склонность к упругой деформации. Как только возникнет упругая деформация, газ сможет выходить в пространство, образующееся в результате между боковыми стенками 2, и в остальную часть канала 7. Во время заполнения газом отсоединение боковых стенок 2 друг от друга может быть облегчено за счет внутреннего рельефа на боковых стенках на втором сегменте 13 и на третьем сегменте 14. Когда канал 7 и, в особенности, его первый сегмент 12 расширятся до необходимого давления и объема, клапан закрывают и подача газа через канал 23 прекращается.
Впоследствии второй поршневой шток 27 совершает ход наружу, при этом его оправка 26 в виде уплотнительного кольца 28 прижимает в течение требуемого времени и под требуемым давлением боковые стенки 2 канала 7 к выступу 29 нагревательного зажима 25, в результате чего образуется газонепроницаемое сварное соединение 32 и обеспечивается герметизация канала 7. Получающаяся в результате изолирующая поверхность 34 проиллюстрирована очень схематически на фиг.1. Нагревательный зажим 25 предпочтительно ориентирован так, чтобы она воздействовала на второй сегмент 13 и/или на третий сегмент 14. Важное обстоятельство состоит в том, что впускной элемент 15 отсоединен от остальной части канала 7. Нагревательный зажим 25 может быть использован вместе с изолированным разгрузочным средством (не показано), которое расположено рядом с нагревательным зажимом на стороне, обращенной к заполненному газом каналу 7. Разгрузочное средство расположено на том же уровне, что и нагревательный зажим или немного ниже нагревательного зажима и служит для снятия/снижения внутреннего давления газа в непосредственной связи с герметизирующим швом. Такое снятие или снижение внутреннего давления газа означает, что температура нагревательного зажима не имеет столь же решающего значения для получения газонепроницаемого сварного соединения 32, которое обеспечивает герметизацию канала 7.
Через требуемое время происходит ход первого поршневого штока 21 внутрь для возврата его в его исходное положение. Во время этого хода внутрь наружный выступ 30 первого поршневого штока 21 входит во внутреннюю ступенчатую выемку 31 второго поршневого штока 27, в результате чего второй поршневой шток 27 захватывается при ходе внутрь, так что он также возвращается в его исходное положение.
Контейнер 1 с закупоренным заполненным газом каналом 7 теперь можно свободно извлечь из устройства 16 для дальнейшей транспортировки/обработки.
В вышеописанном устройстве 16 и при его функционировании первый поршневой шток 21 и второй поршневой шток 27 выполнены с возможностью работы в одном и том же направлении работы относительно упора 17 и нагревательного зажима 25, расположенного вокруг упора. Следует понимать, что тот же конечный результат может быть достигнут другими способами за счет незначительных изменений устройства, которые все находятся в пределах объема охраны изобретения.
В одном варианте нагревательный зажим 25, например, может быть расположен на втором поршневом штоке 27, при этом в данном случае нагревательный зажим 25 за счет движения второго поршневого штока 27 подводят к упору 17 и оправке 26, взаимодействующей в ней с нагревательным зажимом 25.
В другом варианте первый и второй поршневые штоки 21, 27 могут быть выполнены с возможностью работы во взаимно противоположных направлениях работы и могут быть выполнены с нагревательным зажимом 25 и оправкой 26, которые соответствующим образом выполнены с возможностью перемещения.
Таким образом, изобретение относится к способу и устройству для заполнения газом и герметизации канала 7, предназначенного для заполнения газом и расположенного в контейнере 1 сжимаемого типа. Кроме того, изобретение относится к заготовке 10 контейнера с каналом 7, которая специально разработана для данного способа и устройства.
Способ и устройство разработаны таким образом, что функции, относящиеся к зажиму контейнера 1, заполнению газом канала 7 и его герметизации, могут все быть выполнены при одном и том же направлении работы, что позволяет создать очень малогабаритное устройство 16. Это означает, что устройство 16 без больших затруднений может быть встроено в существующие упаковочные машины. Устройство 16 имеет очень простую конструкцию, что делает его простым в использовании, простым в эксплуатации и при этом оно имеет высокую производительность.
Заготовка 10 контейнера, созданная для данного способа и устройства 16, имеет канал 7, который может быть легко заполнен газом и закупорен без необходимости добавления нового материала или новых компонентов, например в виде запорных клапанов, к контейнеру. Таким образом, подобный канал 7 может легко быть включен в другие типы заготовок контейнеров.
Следует понимать, что настоящее изобретение не ограничено показанными вариантами осуществления. Возможны различные модификации и варианты выполнения, находящиеся в объеме изобретения, определяемого исключительно прилагаемой формулой изобретения.
Реферат
Изобретение относится к средствам для упаковки и хранения жидкого и порошкового материалов, например, продуктов питания, моющих или гигиенических средств. Контейнер сжимаемого типа содержит канал, предназначенный для заполнения газом. Канал образован двумя противоположными боковыми стенками, которые соединены вдоль соединительного участка, и содержит впускной элемент, расположенный в одной из боковых стенок. Часть контейнера, которая содержит впускной элемент, зажимают между упором и газовым модулем, который выполнен с возможностью аксиального перемещения к упору. Зажим происходит следующим образом, одна из двух боковых стенок, образующая канал, выпячивается в ответ на подачу потока газа из газового модуля и поступление газа в канал через указанный впускной элемент для образования свободного прохода в канал для заполнения данного канала газом. После завершения заполнения газом канал закупоривают. Изобретение также относится к заготовке контейнера с каналом. Изобретение обеспечивает придание контейнеру устойчивости и не требует для заполнения газом использования сложного оборудования. 3 н. и 18 з.п. ф-лы, 4 ил.

Формула
Документы, цитированные в отчёте о поиске
Эластичный мешок и способ его изготовления
Комментарии