Способ и устройство для изготовления заготовок внутренних рамок для пачек сигарет - RU2661844C2
Код документа: RU2661844C2
Чертежи


Описание
Изобретение относится к способу изготовления внутренних рамок для пачек сигарет, причем, преимущественным образом непрерывное, полотно материала из упаковочного материала для внутренних рамок перемещается вдоль транспортировочного участка, причем вдоль транспортировочного участка расположены одна или несколько станций обработки для обработки полотна материала относительно одного или нескольких характерных свойств внутренних рамок, и причем на станции обработки внутренние рамки отделяются от полотна материала посредством нанесения поперечно направленного разделительного реза, согласно ограничительной части п. 1 формулы изобретения. Помимо этого, изобретение относится к соответствующему устройству согласно ограничительной части п. 8 формулы изобретения.
Рассматриваемая внутренняя рамка представляет собой обычный элемент пачек сигарет. В пачках типа Hinge-Lid (с откидывающейся крышкой) внутренней рамкой (воротником) называется заготовка, которая расположена в коробчатой части пачки сигарет с внутренней стороны и выступает из открытой сверху коробчатой части. В закрытом положении коробчатой части внутренняя рамка охватывается крышкой, которая расположена на коробчатой части с возможностью поворачивания. Характерной является выемка в области верхней кромки внутренней рамки, которая облегчает извлечение сигарет из пачки. Так как внутренние рамки выделяются из непрерывного полотна материала по возможности без отхода, внутренняя рамка обладает выступом, который соответствует выемке и расположен в области нижней кромки внутренней рамки. Обычно каждый из внутренних рамок обладает тремя боковыми стенками, а именно: передней стенкой внутренней рамки, которая чаще всего имеет выемку и выступ, а также двумя расположенными с обеих сторон передней стенки внутренней рамки боковыми стенками внутренней рамки. Стенки внутренней рамки чаще всего закреплены с внутренней стороны на соответствующих стенках коробчатой части, преимущественным образом посредством склеивания.
В известных из практики способах и устройствах такого рода внутренние рамки чаще всего выделяются из непрерывного полотна материала. Часто это осуществляется с помощью ножевого вала, который имеет по контуру несколько ножей и наносит на полотно материала поперечно направленные разделительные резы для отделения внутренней рамки от полотна материала. Подобный ножевой вал известен, например, из DE 102004037433 А1.
Исходя из этого, в основе изобретения лежит задача, состоящая в усовершенствовании способов и устройств названного вначале типа.
Способ для решения названной вначале задачи имеет отличительные признаки п. 1 формулы изобретения. В соответствии с ними предусмотрено, что:
а) полотно материала для внутренних рамок обрабатывают на станции или станциях обработки таким образом, что, по меньшей мере, некоторые внутренние рамки различаются относительно по меньшей мере одного характерного свойства,
б) внутренние рамки выделяют из полотна материала таким образом, что, по меньшей мере, в некоторых внутренних рамках в качестве характерного свойства различается контур кромки внутренней рамки в области разделительного реза,
в) кромки внутренних рамок участками совпадают, так что после выделения из полотна материала, по меньшей мере, частично разные в отношении кромки внутренней рамки внутренние рамки перемещают посредством одного и того же толкателя в сохраняющейся ориентации, причем толкатель, прежде всего контур толкателя, прилегает к кромкам внутренних рамок в области соответственно совпадающих участков,
г) кромки внутренних рамок в области передней стенки внутренней рамки совпадают участками, а именно в области дна выемки в области верхней стороны внутренней рамки и/или в области выступов с обеих сторон выемки.
Внутренние рамки могут различно обрабатываться на станции или станциях обработки относительно одного или нескольких из следующих характерных свойств:
- печатный рисунок,
- тиснение,
- запах.
Согласно одному предпочтительному варианту выполнения изобретения может быть предусмотрено, что внутренние рамки одну за другой выделяют из полотна материала с помощью ножевого вала, по периметру которого расположены находящиеся на расстоянии друг от друга ножи для отделения внутренних рамок от полотна материала, причем контуры ножей ножевого вала, по меньшей мере, частично отличаются друг от друга, так что во время кругового движения ножевого вала от полотна материала отделяется соответствующее количеству ножей количество внутренних рамок, причем контур кромок внутренних рамок внутренних рамок различается соответственно различным ножам.
Выполнение разделительных резов не обязательно должно осуществляться с помощью ножевого вала, является мыслимым также применение нескольких разных ножей, которыми из полотна материала выделяются соответственно разные внутренние рамки. Ножи могут быть расположены на одной или нескольких подвижных деталях, например типа пуансона.
Согласно другому усовершенствованию может быть предусмотрено, что на станции обработки полотно материала подвергается обработке тиснением, причем применяется, преимущественным образом, накатной валок, который во время кругового движения снабжает по меньшей мере одну внутреннюю рамку в качестве характерного свойства тиснением, которое отличается от тиснений по меньшей мере одной другой внутренней рамки.
Как уже было упомянуто в отношении ножевого вала, накатные элементы тоже не должны быть частью накатного валка.
Согласно другому усовершенствованию может быть предусмотрено, что на станции обработки на внутреннюю рамку наносится душистое вещество, прежде всего в виде одной или нескольких капсул с ароматическим веществом, причем по меньшей мере на одну внутреннюю рамку из последовательности обрабатываемых друг за другом внутренних рамок наносится иное душистое вещество, чем по меньшей мере на один из других внутренних рамок. Альтернативно, душистое вещество может быть нанесено на полотно материала также уже при изготовлении или на промежуточном этапе после изготовления и перед обработкой.
Согласно другому усовершенствованию может быть предусмотрено, что полотно материала имеет различно окрашенные участки или же участки с разным печатным рисунком, из которых соответственно выделяются внутренние рамки, так что, по меньшей мере, некоторые внутренние рамки имеют отличающийся от других внутренних рамок цвет или же иначе окрашенные области или же области с иным печатным рисунком.
Другая особенность может состоять в том, что внутренние рамки обрабатываются на станциях обработки таким образом, что внутренние рамки снабжаются по меньшей мере одним характерным свойством, которое отличается от характерных свойств других внутренних рамок, в выступающей из коробчатой части пачки области.
Устройство для решения названной вначале задачи имеет отличительные признаки п. 8 формулы изобретения. В соответствии с ними предусмотрено, что:
а) полотно материала для внутренних рамок является обрабатываемым на станции или станциях обработки таким образом, что, по меньшей мере, некоторые внутренние рамки различаются относительно по меньшей мере одного характерного свойства,
б) на станции обработки предусмотрен ножевой вал, по периметру которого расположены находящиеся на расстоянии друг от друга ножи для отделения внутренних рамок от полотна материала, причем контуры ножей ножевого вала, по меньшей мере, частично отличаются друг от друга, так что во время кругового движения ножевого вала от полотна материала является отделяемым соответствующее количеству ножей количество внутренних рамок, причем контур кромок внутренних рамок различается соответственно различным ножам,
в) отделенные от полотна материала внутренние рамки соответственно вместе с содержимым пачки для пачки являются вводимыми посредством толкателя в соответственно карман фальцовочной револьверной головки, причем толкатель прилегает в области кромок внутренних рамок, а именно в области соответственно совпадающего во всех внутренних рамках участка кромок внутренних рамок в области передней стенки внутренней рамки различающихся в остальном, по меньшей мере, частично внутренних рамок, а именно в области дна выемки в области верхней стороны внутренней рамки и/или в области выступов с обеих сторон выемки.
Согласно одному предпочтительному усовершенствованию предусмотрено, что на станции обработки предусмотрен накатной валок для тиснения полотна материала, причем накатной валок во время кругового вращения снабжает по меньшей мере одну внутреннюю рамку в качестве характерного свойства тиснением, которое отличается от тиснений по меньшей мере одной другой внутренней рамки.
Объектом изобретения также может быть полотно материала, обеспечивающее возможность решения названной вначале задачи.
В дальнейшем предпочтительные примеры выполнения изобретения описываются с помощью чертежа. На нем показано:
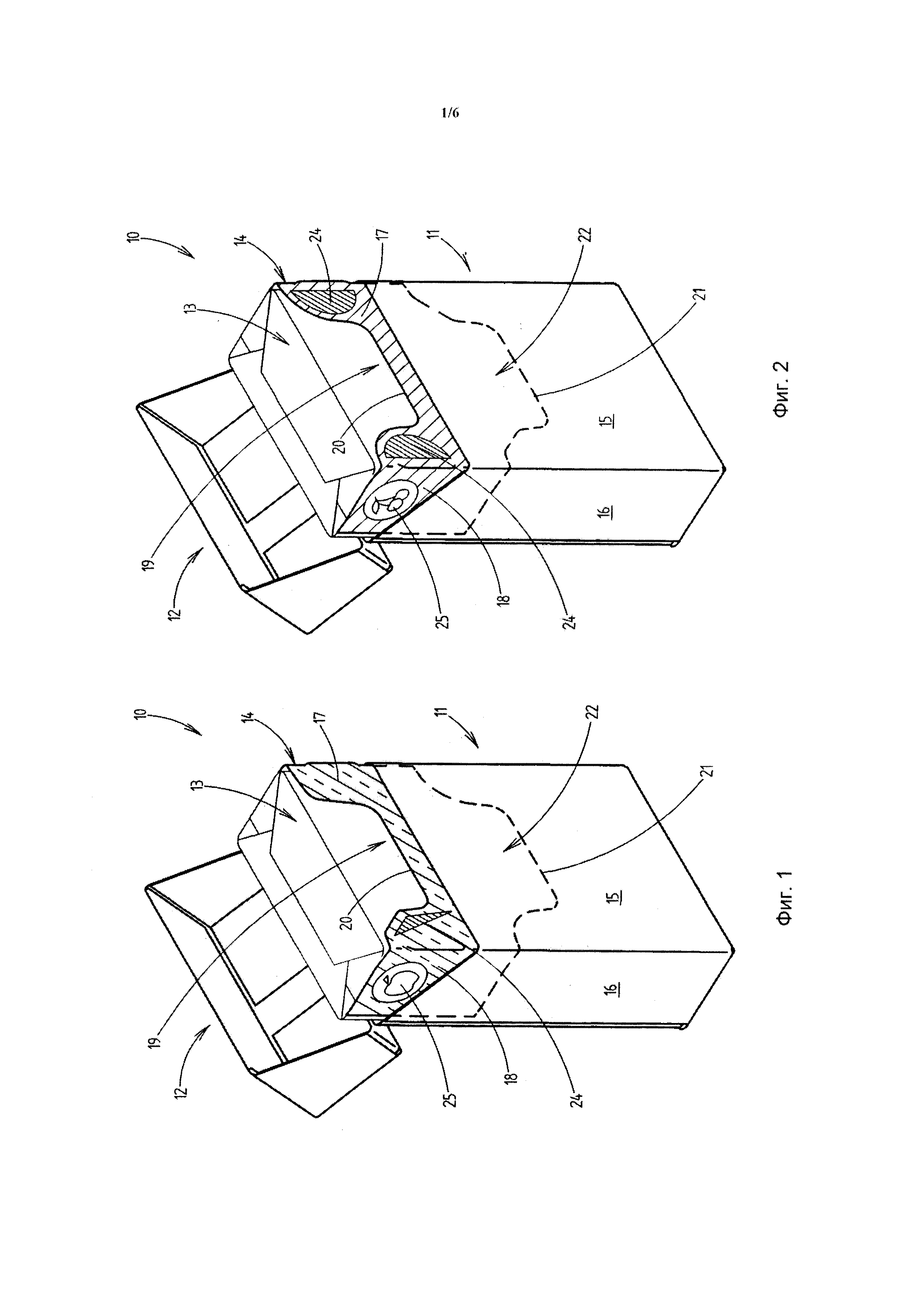
Фиг. 1 первый пример выполнения пачки для сигарет типа Hinge-Lid с откинутой крышкой в пространственном изображении,
Фиг. 2 второй пример выполнения в изображении согласно фиг. 1,
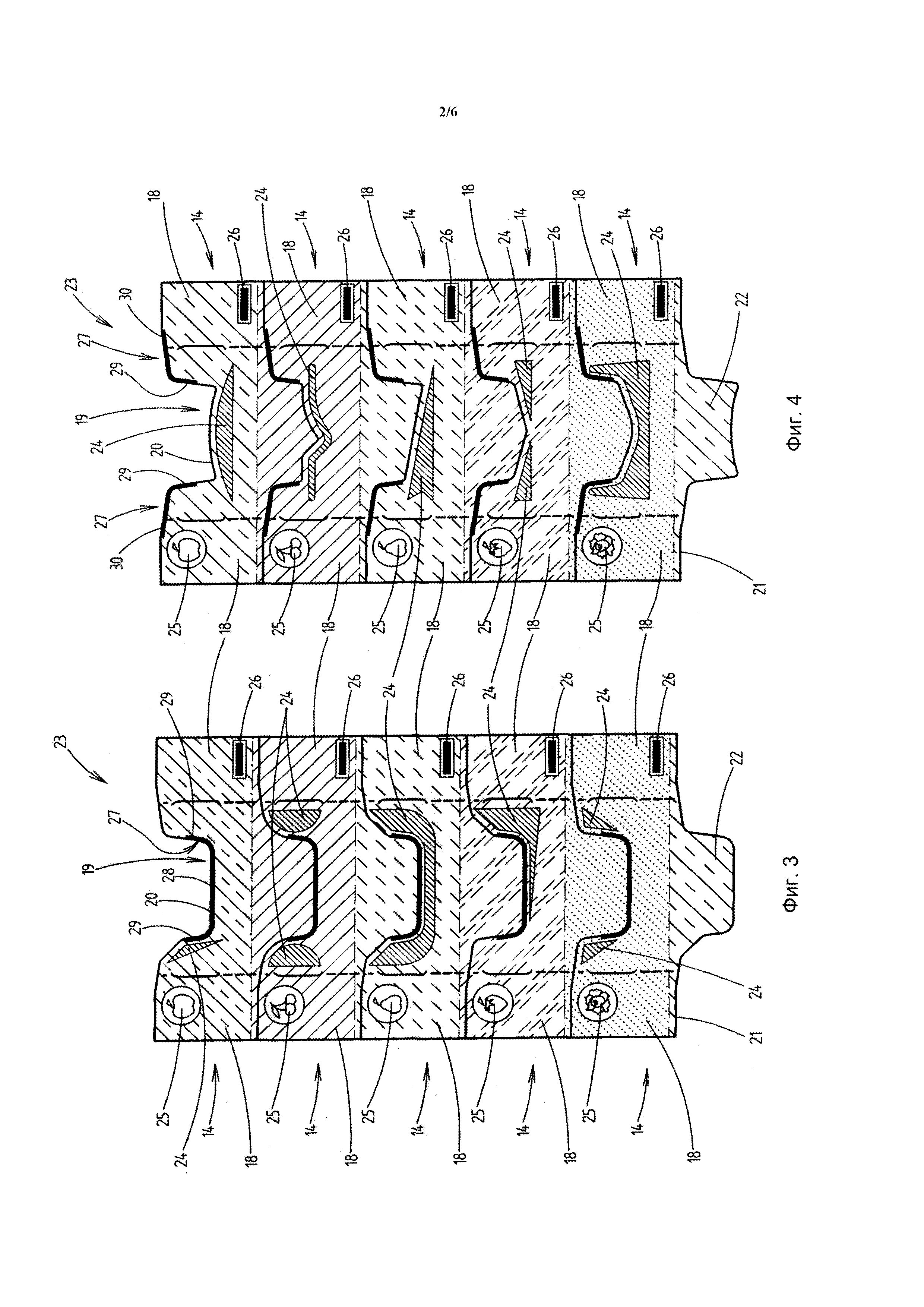
Фиг. 3 и фиг. 4 два полотна материала для изготовления внутренних рамок в разных вариантах,
Фиг. 5 часть упаковочной машины для сигарет в пространственном изображении,
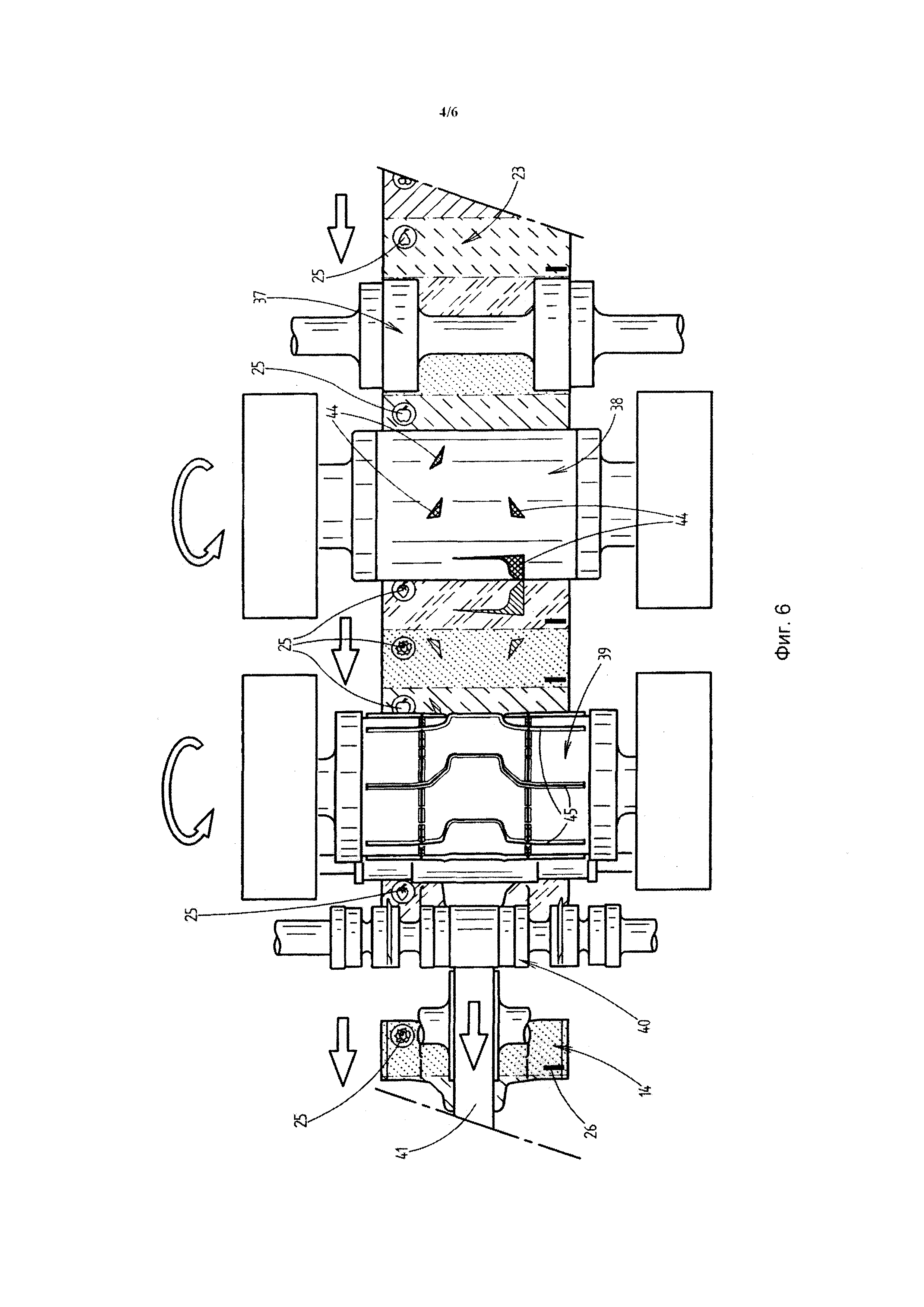
Фиг. 6 вид сверху на часть упаковочной машины согласно стрелке VI на фиг. 5,
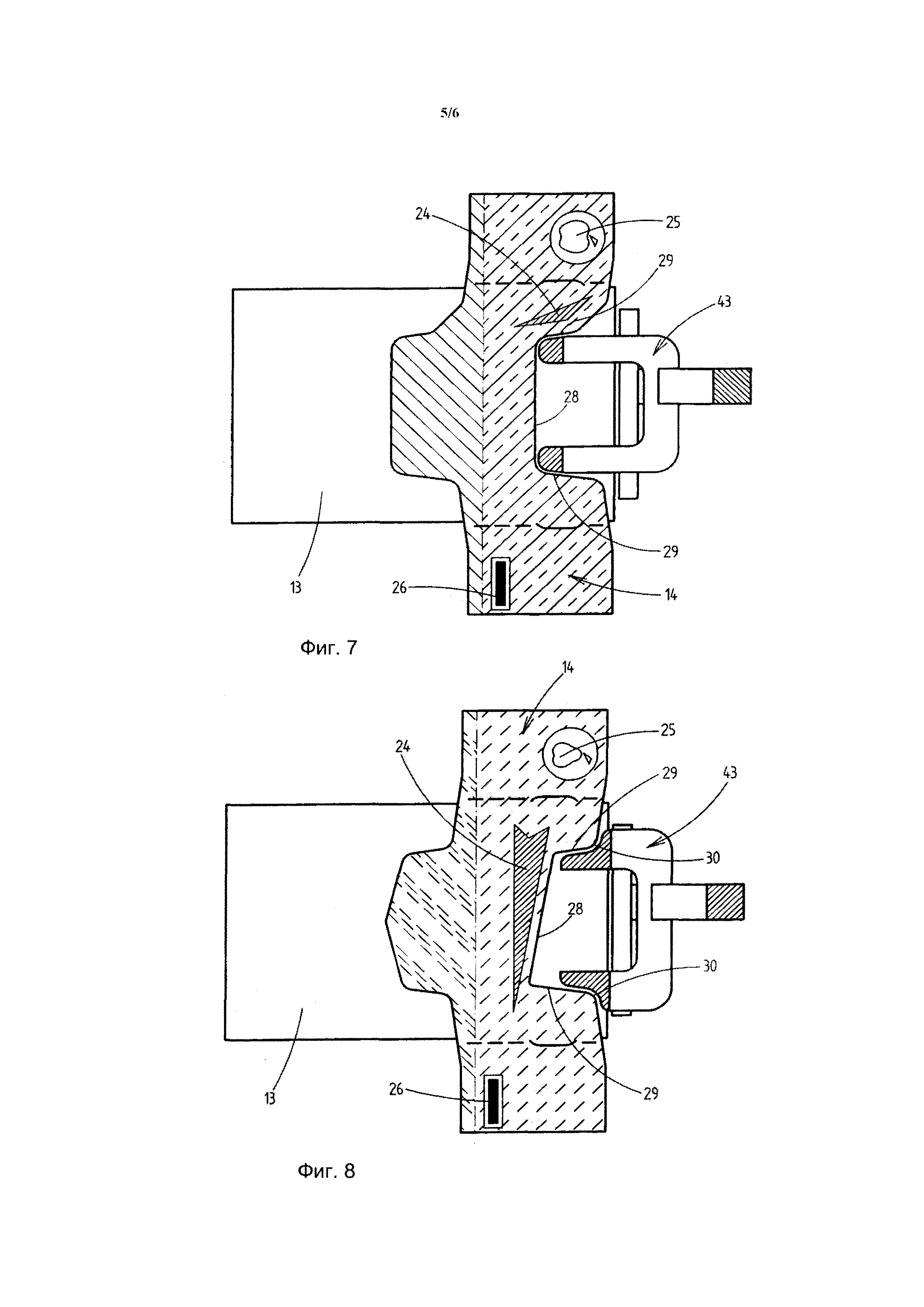
Фиг. 7 и фиг. 8 вид сверху на упаковочную машину в области манипулирования внутренними рамками, и
Фиг. 9 вертикальный разрез устройства в области манипулирования внутренних рамок.
В последующем, изобретение разъясняется подробнее с помощью пачки 10 для сигарет. В показанных примерах выполнения пачка 10 представляет собой пачку 10 типа Hinge-Lid. Она состоит из коробчатой части 11, а также из расположенной шарнирно на коробчатой части 11 крышки 12. Посредством поворачивания крышки 12 (фиг. 1 и 2) пачку 10 можно открыть. Тогда потребитель имеет доступ к содержимому пачки, а именно к блоку 13 сигарет.
Другой важной составной частью пачки 10, которая имеет особое значение для настоящего изобретения, является внутренняя рамка 14. Внутренняя рамка расположена, по обыкновению, с внутренней стороны в коробчатой части 11, так что она частично выступает из нее. В настоящем случае внутренняя рамка 14 пролегает вдоль передней стенки коробчатой части, а также вдоль двух примыкающих узких боковых стенок 16 таковой. Соответственно внутренняя рамка 14 обладает передней стенкой 17 внутренней рамки, а также двумя боковыми боковыми стенками 18 внутренней рамки.
Посредине в области передней стенки 17 внутренней рамки внутренняя рамка 14 имеет выемку 19. Посредством выемки 19 очерчивается верхняя кромка 20 внутренней рамки. Противолежащая нижняя кромка 21 внутренней рамки соответственно очерчена соответствующим выемке 19 выступом 22.
Форма контуров верхней кромки 20 внутренней рамки, а также нижней кромки 21 внутренней рамки является, как правило, совпадающей. Это следует из изготовления внутренних рамок 14, которые выделяются из непрерывного полотна материала, преимущественным образом, без отхода. При этом контур нижней кромки 21 первого внутренней рамки 14 соответствует контуру верхней кромки 20 внутренней рамки следующего за ним внутренней рамки 14. Однако является мыслимым также такое выполнение внутренних рамок 14, чтобы контур нижней кромки 21 внутренней рамки первого внутренней рамки 14 отличался от контура верхней кромки 20 внутренней рамки следующего за ним внутренней рамки 14.
На фиг. 3 и 4 в качестве примера показаны два разных полотна 23 материала. При этом имеет значение то, что каждая внутренняя рамка 14 относительно одного или нескольких характерных свойств отличается от одного или нескольких других внутренних рамок 14. В рамках данной заявки к характерным свойствам относятся следующие признаки:
1) форма внутренней рамки 14 или же контур верхней кромки 20 внутренней рамки,
2) печатный рисунок на внутренней рамке (широкая штриховка),
3) тиснение 24 на внутренней рамке 14 (узкая штриховка),
4) запах внутренней рамки 14 или же нанесенное душистое вещество 25 (символ).
В обоих примерах выполнения следующие друг за другом внутренние рамки 14 в пределах полотна 23 материала различаются соответственно в отношении характерных свойств. Однако является также мыслимым, что внутренние рамки 14 различаются только в отношении одного или нескольких характерных свойств. Является также мыслимым, что только одна внутренняя рамка 14 отличается в отношении одного характерного свойства по меньшей мере от одной другой внутренней рамки 14.
Как тиснения 24, так и душистые вещества 25 нанесены так, что они являются распознаваемыми, осязаемыми или же могут пахнуть или же быть активированными при открытой крышке 12. Характерные свойства соответственно расположены на внутренней рамке 14 таким образом, что они позиционированы выше кромки смыкания коробчатой части 11. Помимо этого, является мыслимой активация душистых веществ посредством движения крышки 12 по отношению к коробчатой части 11, причем душистые вещества активирует внутренняя сторона стенки крышки посредством трения.
Вне видимой области каждая внутренняя рамка 14 несет еще печатную метку 26. С помощью печатной метки 26 управляются различные этапы обработки, через которые проходят внутренние рамки 14 или же полотно 23 материала. Только печатный рисунок является, как правило, уже нанесенным и не наносится на месте внутри упаковочной машины. Конечно, является вполне мыслимым нанесение печатного рисунка тоже на месте, если в отдельном случае это оказывается целесообразным. Печатный рисунок не обязательно должен присутствовать на всей площади, как в показанных примерах выполнения, а может быть предусмотрен только в частичных областях. Прежде всего, в таких случаях принимается во внимание нанесение печатного рисунка на месте при обработке.
Различные тиснения 24 являются только примерами и ни в коем случае не представляют собой ограничивающего выбора. Таким образом, является мыслимым, что тиснения 24 нанесены на соответствующие внутренние рамки 14 асимметрично или, например, с обеих сторон выемки 19, с обеих сторон по контуру выемки 19 или только с одной стороны выемки 19, а также ниже выемки 19.
Форма верхней кромки 20 внутренней рамки или же нижней кромки 21 внутренней рамки тоже является только примером и изображена не как окончательная. В этом отношении наряду с прямолинейными, изогнутыми, расположенными в виде угла формами, мыслимыми являются также другие варианты.
Помимо этого, является возможным, что отдельные характерные свойства взаимно дополняются, как, например, печатный рисунок, который может ассистировать тиснению 24. Помимо этого, является также мыслимым, что тиснение 24 ассистирует контуру внутренней рамки 14.
Наряду с описанными характерными свойствами, в качестве характерных свойств являются мыслимыми также другие признаки, такие как, например, прежде всего, нетипичные высечки во внутренней рамке 14 или другие, понятные для потребителей признаки.
Существенная особенность обоих примеров выполнения относится к тому, что все внутренние рамки 14 имеют внутри полотна 23 материала совпадающие участки 27, или же частичные контуры.
На фиг. 3 и фиг. 4 эти участки 27 обозначены выделенной более широкой линией.
В примере выполнения согласно фиг. 3 совпадающий участок 27 находится посредине, в области выемки 19, а именно в области дна 28 выемки 19, а также с обеих сторон частично вдоль боковых сторон 29 выемки 19.
В примере выполнения согласно фиг. 4 участок 27 находится соответственно с обеих сторон выемки 19 в области выступов 30 внутренней рамки 14, а именно в верхней области боковых сторон 29, а также, завершая их, на участке верхней кромки 20 внутренней рамки.
Для как можно более эффективного изготовления, по меньшей мере, частично различающихся внутренних рамок 14 требуется, чтобы каждая внутренняя рамка 14 была выполнена внутри полотна 23 материала по существу идентично относительно совпадающих участков верхней кромки 20 внутренней рамки. Причина этого раскрывается при рассмотрении показанной в последующем конструкции обычной в отношении манипулирования внутренней рамкой 14 упаковочной машины.
Фиг. 5 показывает фрагмент упаковочной машины для сигарет. При этом блоки 13 сигарет перемещаются вдоль трассы 31 для сигарет и подводятся соответственно вместе с внутренней рамкой 14 к фальцовочной револьверной головке 32. Фальцовочная револьверная головка 32 имеет соответственно карманы 33, в которых к моменту подвода блоков 13 сигарет с внутренними рамками 14 уже находятся частично сфальцованные заготовки 34 пачек 10. После введения блока 13 сигарет с внутренней рамкой 14 фальцовочная револьверная головка 32 потактно движется дальше, причем на дальнейшем пути вдоль фальцовочной револьверной головки 32 фальцуются фальцовочные напуски заготовки 34. На выпускной станции 35 по существу окончательно сфальцованные пачки 10 выталкиваются и транспортируются далее. При этом в несфальцованном виде отстоят лишь фальцовочные напуски заготовки 34 в области узких боковых стенок 16. В последующем они смазываются клеем, накладываются на пачку 10 и вместе с другими фальцовочными напусками присоединяются к боковым стенкам 16.
Для подвода внутренних рамок 14 к блокам 13 сигарет в первой области или же на первом участке предусмотрена трасса 36 внутренних рамок, вдоль которой перемещается полотно 23 материала. В данном случае это происходит посредством пары предварительных валков 37.
К предварительным валкам 37 примыкает накатной валок 38, который во взаимодействии со встречным валком снабжает полотно 23 материала тиснениями 24. Накатной валок 38 представляет собой первую станцию обработки
Вслед за накатным валком 38 расположен ножевой вал 39, который посредством поперечно направленных разделительных резов отделяет отдельные внутренние рамки 14 от полотна 23 материала. Ножевой вал 39 представляет собой вторую станцию обработки. Ножевой вал 39 тоже взаимодействует со встречным валом.
Альтернативно, применению ножевого вала 39 для того, чтобы отделять внутренние рамки 14 от полотна 23 материала, является мыслимым также применение пуансона. Такое решение показано, например, в DE 10 2008 026 450 А1. Подобным решением на полотно 23 материала могли бы наноситься также тиснения 24. Таким образом, применение накатных валков 38 и ножевых валов 39 не является обязательным.
Вслед за ножевым валом 23 находится пара ускоряющих валков 40, которая способствует тому, чтобы отделенные внутренние рамки 14 доставлялись на расстоянии друг от друга и таким образом разъединялись.
К ускоряющим валкам 40 примыкает ленточный конвейер 41, между транспортировочными ветвями которого разъединенные внутренние рамки 14 транспортируются на расстоянии друг от друга до тех пор, пока трасса 36 внутренних рамок не ответвляется поперек. На расположенном под углом втором участке 42 перемещения внутренние рамки 14 смещаются поперек и транспортируются в позицию выше блока 13 сигарет. Из данной позиции они с помощью толкателя 43 вместе с блоком 13 сигарет вводятся в карман 33 фальцовочной револьверной головки 32.
Подразумевается, что вдоль трассы 36 внутренних рамок могут быть предусмотрены другие станции обработки, например станции обработки для нанесения душистых веществ 25, для нанесения высечек или для выполнения на полотне 23 материала других этапов обработки. В настоящем примере лишь в качестве примера показан вариант, в котором выполняются только тиснения 24, а также высечки заготовок для отделения внутренних рамок 14 от полотна 23 материала.
Фиг. 6 показывает вид сверху на станции обработки. При этом видно, что накатной валок 38 и ножевые валы 39 оснащены различными накатными элементами 44 или же ножами 45. Они расположены соответственно изготавливаемым внутренним рамкам 14, преимущественным образом стационарно. В данном случае для изготовления из иначе выполненного полотна 23 материала накатной валок 38 и/или ножевой вал 39 должен быть заменен.
Контур ножей 45 выполнен, преимущественным образом, так, что он проходит, расширяясь соответственно разделительному резу в направлении транспортировки вдоль трассы 36 внутренних рамок. Выявилось, что такая расширяющаяся форма ножей 45 или же разделительного реза является преимуществом при последующем разъединении внутренних рамок 14.
Равным образом, является мыслимым расположение на накатном валке 38 или же на ножевом валу 39 заменяемых накатных элементов 44 или же ножей 45.
Управление станциями обработки осуществляется с помощью предварительно напечатанного на полотне 23 материала или же нанесенной на него печатной метки 26.
Помимо этого, из фиг. 6 можно сделать вывод, что печатный рисунок и душистые вещества 25 уже нанесены на полотно 23 материала. Тем не менее, для этого также, как уже было описано, могут быть предусмотрены дальнейшие станции обработки.
Как было описано вначале, все внутренние рамки 14 одной полосы 23 материала имеют в области верхней кромки 20 внутренней рамки выполненные совпадающими участки 27. В этом заключается важная особенность, которая разъясняется в дальнейшем со ссылкой на фиг. 7-9.
Фиг. 9 показывает вертикальный разрез трассы 31 для сигарет в области толкателя 43 или же кармана 33 фальцовочной револьверной головки 32. При этом можно выявить, что толкатель 43 прилегает, во-первых, к внутренней рамке 14 и, во-вторых, к торцевой стороне блока 13 сигарет. Блок 13 сигарет покоится при этом на фальцовочной площадке 46, которая движется возвратно-поступательно между станцией подвода блока 13 сигарет и внутренней рамки 14 и позицией для передачи таковых в карман 33 фальцовочной револьверной головки 32. Помимо этого, блок 13 сигарет или же внутренняя рамка 14 во время пути в карман 33 обрабатывается посредством нижнего фальцовочного устройства 47 и бокового фальцовочного устройства 48 или же фальцовочных стрелочных переводов 52 для внутренних рамок. В дополнение к этому под фальцовочной площадкой 46 можно выявить рычаг 49 управления для бокового фальцовочного устройства 48. Другие органы относятся к фальцовке заготовки 34 в кармане 33, а именно заднее устройство 50 для фальцовки угловых напусков, а также держатель 51.
Фиг. 7 и 8 показывают вид сверху на эту часть устройства в области толкателя 43. При этом видно, что в обоих примерах выполнения прилегающая к внутренней рамке 14 часть толкателя 43 прилегает соответственно в области верхней кромки 20 внутренней рамки, а именно соответственно в области, в которой внутренние рамки 17 имеют внутри полотна 23 материала соответственно совпадающие участки 27.
При этом на фиг. 7 речь идет о дне 28 и обеих смежных боковых сторонах 29 выемки 19. Напротив, в примере выполнения согласно фиг. 8 совпадающие участки 27 представляют собой обе боковые стороны 29 и примыкающие к ним выступы 30 с обеих сторон выемки 19.
За счет этого обеспечивается, что независимо от формы выемки 19, в остальном, внутренняя рамка 19 перемещается посредством толкателя 43 в верной позиции или же точно вместе с блоком 13 сигарет в направлении кармана 33 фальцовочной револьверной головки 32. При этом внутренние рамки 14 транспортируются посредством толкателя 43 так, что он прилегает к внутренней рамке 14 или же к верхней кромке 20 внутренней рамки в двух осях или же направлениях, так что предотвращается перекошенное положение внутренних рамок 14 во время транспортировки.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
10 - пачка
11 - коробчатая часть
12 - крышка
13 - блок сигарет
14 - внутренняя рамка
15 - передняя стенка (коробчатая часть)
16 - боковая стенка (коробчатая часть)
17 - передняя стенка внутренней рамки
18 - боковая стенка внутренней рамки
19 - выемка
20 - верхняя кромка внутренней рамки
21 - нижняя кромка внутренней рамки
22 - выступ
23 - полотно материала
24 - тиснение
25 - душистое вещество
26 - печатная метка
27 - совпадающий участок
28 - дно
29 - боковая сторона
30 - выступ
31 - трасса для сигарет
32 - фальцовочная револьверная головка
33 - карман
34 - заготовка
35 - выпускная станция
36 - трасса внутренних рамок
37 - предварительный валок
38 - накатной валок
39 - ножевой вал
40 - ускоряющий валок
41 - ленточный транспортер
42 - участок перемещения
43 - толкатель
44 - накатной элемент
45 - нож
46 - фальцовочная площадка
47 - нижнее фальцовочное устройство
48 - боковое фальцовочное устройство
49 - рычаг управления
50 - устройство для фальцовки угловых напусков
51 - держатель
52 - фальцовочный стрелочный перевод для внутренних рамок
Реферат
Изобретение относится к способу и устройству для изготовления внутренних рамок (14) пачек (10) для сигарет, причем преимущественным образом непрерывное полотно (23) материала из упаковочного материала для внутренних рамок (14) перемещают вдоль транспортировочного участка (трассы 36 внутренних рамок), причем вдоль транспортировочного участка расположена одна или несколько станций обработки для обработки полотна (23) материала относительно одного или нескольких характерных свойств внутренних рамок (14) и причем на станции обработки внутренние рамки (14) отделяют от полотна (23) материала посредством нанесения поперечно направленного разделительного реза. Изобретение характеризуется тем, что полотно (23) материала для внутренних рамок (14) обрабатывают на станции или станциях обработки таким образом, что по меньшей мере некоторые внутренние рамки (14) различаются относительно по меньшей мере одного характерного свойства. 2 н. и 7 з.п. ф-лы, 9 ил.
Комментарии