Установка и способ сплющивания ободка - RU2743266C2
Код документа: RU2743266C2
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение, в целом, относится к области машин, которые образуют ободки емкостей. В частности, настоящее изобретение относится к области устройства единой машины для закручивания ободка и сплющивания ободка.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0002] Ободки емкостей часто являются закрученными для придания емкости более гладкого и прочного верхнего края. Однако закрученные верхние края обеспечивают только ограниченную величину площади поверхности (венчик), на которой может быть закреплена уплотнительная панель. В результате завитки часто сплющиваются для обеспечения большей площади поверхности, против которой может быть закреплена уплотнительная панель. Сам сплющенный завиток также герметизируется в результате расплавления типичного термопластичного покрытия при сплющивании закручивания.
[0003] Две установки обычно используются для закручивания и сплющивания верхних краев картонных емкостей. Эти установки включают установки с двумя машинами и установки с одной машиной. Обычная установка с двумя машинами обычно включает в себя карман, имеющий верхний периметр, ограниченный вогнутой канавкой или полусферической канавкой. Для закручивания ободка, ряд инструментов, которые имеют вогнутую канавку или полусферическую канавку, линейно перемещаются к карману с тем, чтобы деформировать и закрутить верхний край картонной емкости. Затем картонная емкость извлекается и загружается во вторую сплющивающую машину, имеющую карман, ограниченный плоской поверхностью, и имеющую штамповочное кольцо, обеспечивающее противоположную плоскую поверхность. Штамповочное кольцо линейно перемещается к плоской поверхности кармана, чтобы сплющить завиток между ними. Несмотря на это, эта обычная установка с двумя машинами является дорогостоящей, занимает много места и работает медленно.
[0004] В обычной отдельной машине используют карман и штамповочное кольцо, аналогичное карману и штамповочному кольцу, используемому в процессе с двумя машинами для закручивания верхнего края картонной емкости. Однако вместо необходимости, чтобы картонная емкость с закрученным ободком была удалена и перезагружена на отдельную машину для сплющивания, в отдельной машине имеется ряд из двух станций нагрева, двух станций закручивания и станции сплющивания, где машина поднимает емкость из кармана в станцию сплющивания в виде четырех сплющивающих наковален, продолжающихся друг к другу и вокруг емкости под ободком для образования сплошного кольца. Затем, в целом, плоский элемент перемещается против наковален для сжатия и сплющивания закрученного ободка между ними. Затем порядок работы меняется на противоположный для разгрузки чашевидного предмета. Хотя устраняется необходимость в двух отдельных машинах для закручивания и сплющивания верхнего края картона, такая установка с отдельной машиной все еще является медленной, поскольку этап сплющивания требует, чтобы чашевидный предмет поднимался и опускался относительно кармана, а также требует, чтобы четыре сплющивающие наковальни вытягивались в направлении ободка и отводились назад от ободка. Эти дополнительные шаги увеличивают время и стоимость процесса. Необходимость в четырех станциях для ободка емкости также увеличивает сложность и стоимость машины.
[0005] Машина и способ для образования ободка картонной емкости, имеющей дно и боковую стенку, оканчивающуюся по ободку, раскрыты в публикации заявки на патент США № 2002/0111260, опубликованной 15 августа 2002 года, раскрытие которой приведено в настоящем документе посредством ссылки в полном объеме. Машина включает в себя раму, револьверную головку, соединенную с рамой с возможностью вращения, множество расположенных по окружности карманов, поддерживаемых револьверной головкой, и множество рабочих станций вокруг револьверной головки. Каждый карман включает оболочку, имеющую полостью с горловиной, выполненной с возможностью приема емкости вдоль оси, и первый элемент вокруг полости и включающий первую поверхность. Первая поверхность представляет собой одну из плоской поверхности и вогнутой поверхности и может приводиться в действие вдоль оси из втянутого положения ниже горловины к выдвинутому положению, примыкающему к горловине. Множество рабочих станций включают в себя первую станцию и вторую станцию. Первая станция имеет первый инструмент со второй поверхностью, причем вторая поверхность представляет собой одну из плоской поверхности и вогнутой поверхности. Первый инструмент выполнен с возможностью перемещения вдоль оси с тем, чтобы зацеплять и образовывать ободок картона между первой и второй поверхностями. Вторая станция включает второй инструмент, имеющий третью поверхность, причем третья поверхность представляет собой другую из плоской поверхности и вогнутой поверхности. Вторая станция дополнительно включает в себя множество штамповочных сегментов вокруг второго инструмента. Каждый сегмент имеет четвертую поверхность, при этом четвертая поверхность представляет собой другую из плоской поверхности и вогнутой поверхности. Штамповочные сегменты приспособлены для перемещения вдоль оси и для поворота между закрытым положением, в котором четвертая поверхность входит в зацепление и образует ободок, и открытым положением.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0006] Один вариант осуществления изобретения относится к установке для формирования верхнего ободка картонной емкости, имеющей дно и боковую стенку, оканчивающуюся по ободку на верхнем крае. Установка включает карман, имеющий оболочку, снабженную полостью с горловиной, выполненной с возможностью приема емкости вдоль оси, так что ободок продолжается за горловину. Рабочая станция включает в себя формирующий элемент, отдельный от кармана, имеющий первую формирующую поверхность, являющуюся одной из плоской поверхности и вогнутой поверхности. Первая формирующая поверхность приводится в действие вдоль оси из втянутого положения, отстоящего от ободка, к выдвинутому положению, лежащему прилегающим к верхнему концу ободка. Формирующий сегмент имеет вторую формирующую поверхность, представляющую собой одну из плоской поверхности и вогнутой поверхности. Формирующий сегмент приводится в действие по направлению к оси и формирующему элементу в ответ на его осевое перемещение, так что вторая формирующая поверхность располагается на расстоянии от нижнего конца ободка. Вторая формирующая поверхность приводится в действие вдоль оси в направлении первой формирующей поверхности для образования ободка между ними.
[0007] Другой вариант осуществления изобретения относится к установке для образования верхнего края картонной емкости, имеющей дно и боковую стенку, оканчивающуюся по ободку. Установка включает карман, имеющий оболочку, снабженную полостью с горловиной, выполненной с возможностью приема емкости таким образом, что ободок продолжается за горловину, а емкость центрируется вдоль оси кармана, причем ободок образован с завитком на нем. Станция сплющивания выполнена с возможностью сжатия и сплющивания завитка, образованного на ободке. Станция сплющивания включает в себя кулачок, соединенный с формирующим элементом, имеющим первую формирующую поверхность. Кулачок и формирующий элемент могут перемещаться вперед и назад относительно опоры вдоль оси кармана. Набор формирующих рычагов поворотно соединен с опорой и расположен снаружи формирующего элемента для перемещения относительно него. Формирующие рычаги могут перемещаться в осевом направлении вместе с кулачком и формирующим элементом. Каждый из формирующих рычагов имеет толкатель кулачка, зацепленный с кулачком, и формирующий сегмент, имеющий вторую формирующую поверхность, обращенную к первой формирующей поверхности. Формирующий элемент перемещается для позиционирования первой формирующей поверхности на верхнем конце завитка на ободке, и формирующие рычаги поворачиваются для позиционирования каждой второй формирующей поверхности, отстоящей от нижнего конца завитка на ободке в ответ на осевое перемещение кулачка и формирующего элемента, и каждая вторая формирующая поверхность перемещается по направлению к первой формирующей поверхности для образования сплющенного ободка на емкости.
[0008] Другой вариант осуществления изобретения относится к способу образования верхнего края картонной емкости, включающей дно и боковую стенку, оканчивающуюся по ободку. Способ включает в себя этапы на которых: а) размещают емкость в кармане, имеющем горловину, так, чтобы ободок выходил за горловину, и таким образом, чтобы емкость была центрирована вдоль оси; b) приводят в действие формирующий элемент, имеющий первую формирующую поверхность, в осевом направлении вдоль оси в направлении и рядом с верхним концом ободка; c) поворачивают формирующий сегмент, имеющий вторую формирующую поверхность, обращенную к первой формирующей поверхности, так чтобы вторая формирующая поверхность лежала на расстоянии от нижнего конца ободка; и d) приводят в действие, по меньшей мере, одну из первой формирующей поверхности и второй формирующей поверхности по направлению друг к другу для образования ободка между ними.
[0009] Дополнительный вариант осуществления изобретения относится к способу образования верхнего края картонной емкости, включающей дно и боковую стенку, оканчивающуюся по ободку. Способ включает в себя этапы, на которых: а) обеспечивают карман, включающий оболочку, имеющую полость с горловиной, выполненной с возможностью подвижного приема емкости, так что ободок выходит за пределы горловины, и емкость центрируется вдоль оси кармана, при этом ободок образуется с завитком на нем; b) обеспечивают кулачок, соединенный с формирующим элементом, имеющим первую формирующую поверхность, причем кулачок и формирующий элемент могут перемещаться в осевом направлении назад и вперед относительно опоры вдоль оси кармана; c) обеспечивают набор формирующих рычагов, поворотно соединенных с опорой и расположенных снаружи формирующего элемента для перемещения относительно него, причем каждый из формирующих рычагов имеет толкатель кулачка, зацепленный с кулачком, и формирующий сегмент, имеющий вторую формирующую поверхность, обращенную к первой формирующей поверхности; d) перемещают емкость вдоль оси в кармане для продвижения ободка к формирующему элементу; е) перемещают формирующий элемент и каждый формирующий сегмент вдоль оси в направлении кармана до тех пор, пока каждая вторая формирующая поверхность не будет расположена снаружи и за нижним концом ободка; f) дополнительно перемещают формирующий элемент вдоль оси таким образом, что первая формирующая поверхность лежит рядом с верхним концом ободка, при этом такое дополнительное перемещение формирующего элемента позволяет каждому толкателю кулачка перемещаться вдоль соответствующего кулачка и вызывает поворот формирующих рычагов в направлении оси и перемещает формирующие сегменты к формирующему элементу так, что вторые формирующие поверхности располагаются на расстоянии от нижнего конца ободка и на одной линии с первой формирующей поверхностью; и g) перемещают вторые формирующие поверхности к первой формирующей поверхности, чтобы сплющить и сжать завиток и образовать сплющенный ободок.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0010] Чертежи иллюстрируют предпочтительный способ, в настоящее время предполагающий выполнение изобретения. На чертежах:
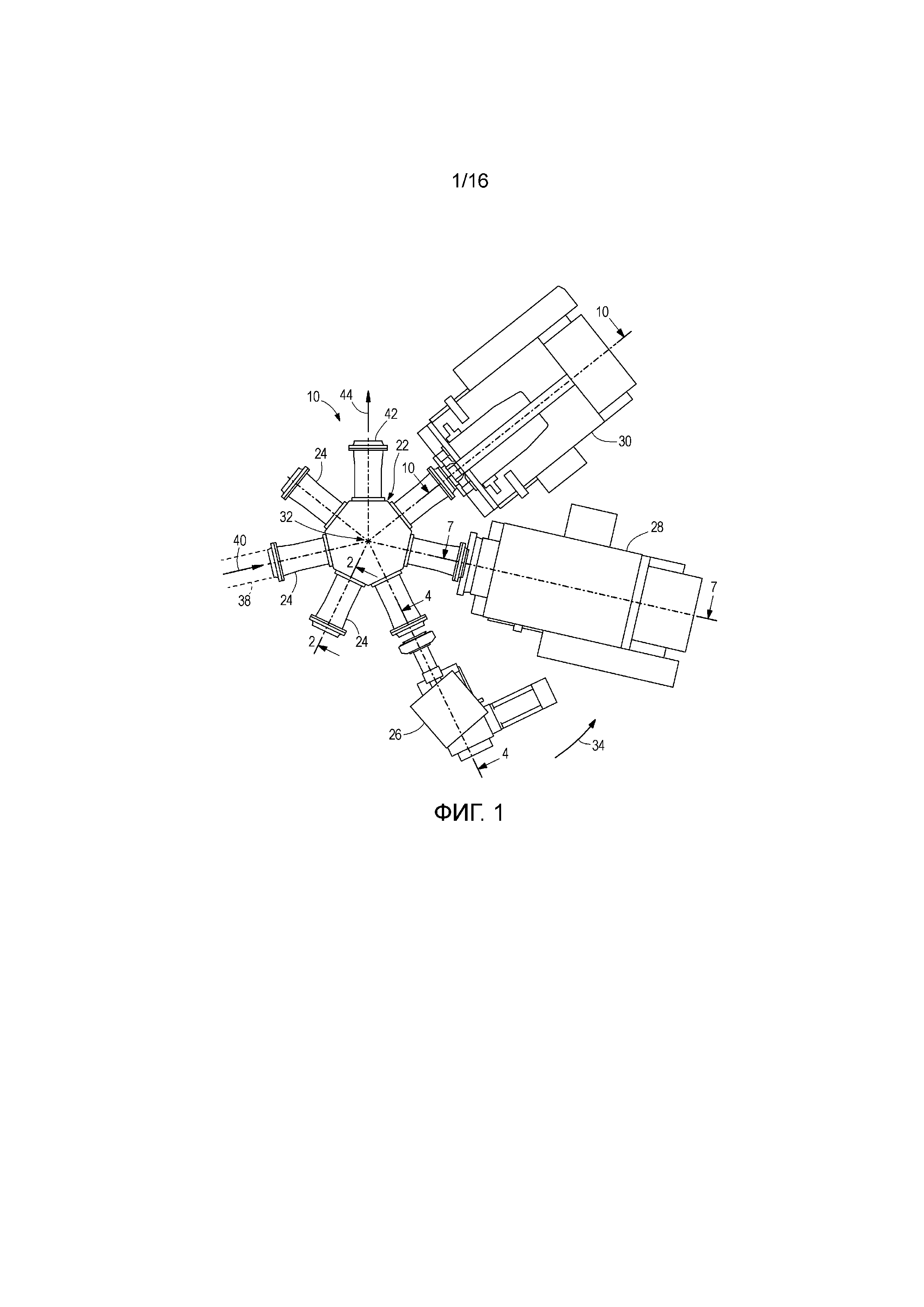
[0011] Фиг.1 представляет собой вид в вертикальной проекции установки для образования ободка по настоящему изобретению, включающей револьверную головку, поддерживающую множество карманов, станцию нагрева, станцию для закручивания и станцию сплющивания.
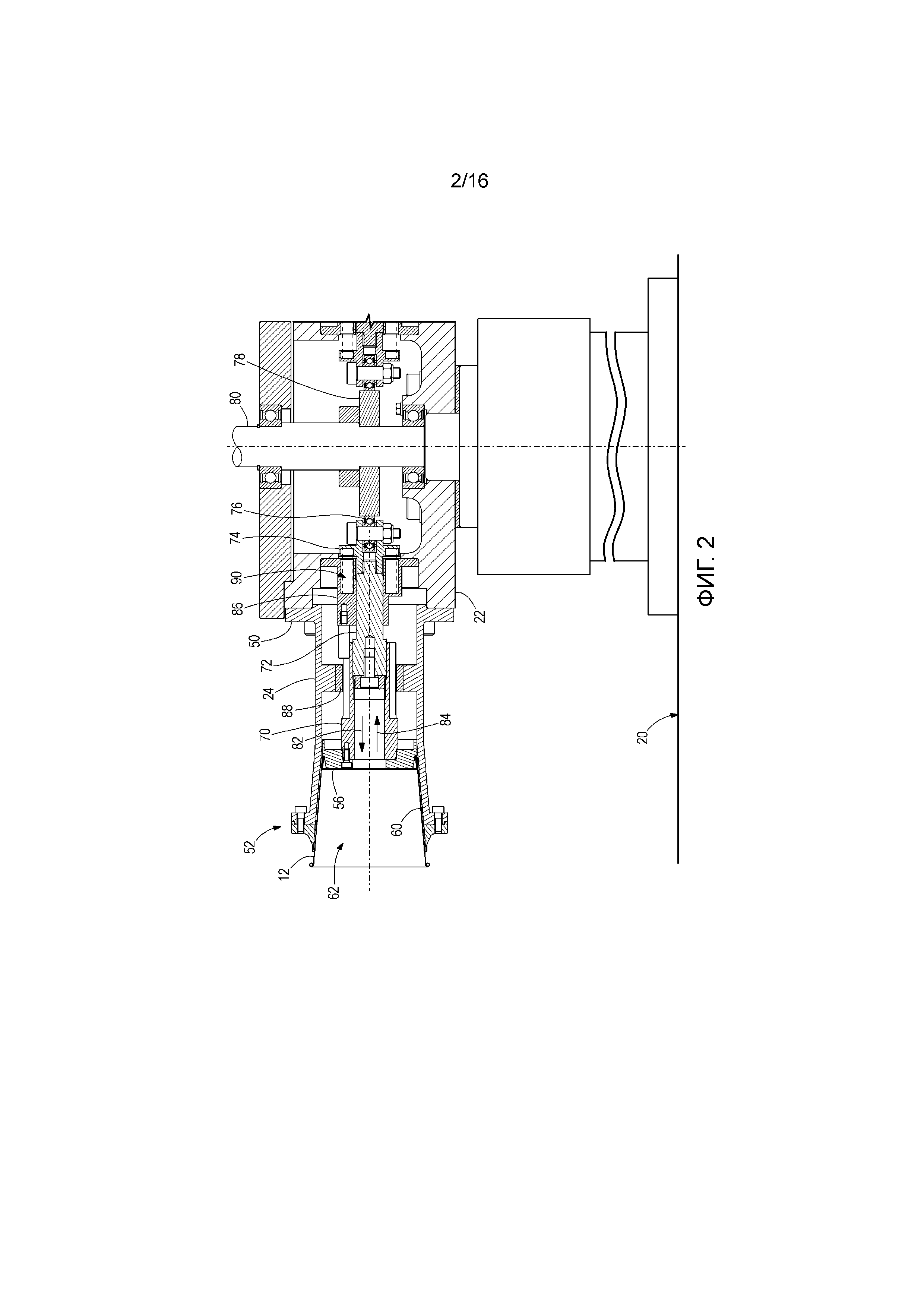
[0012] Фиг.2 представляет вид сечения револьверной головки и кармана по фиг. 1, по линии 2-2.
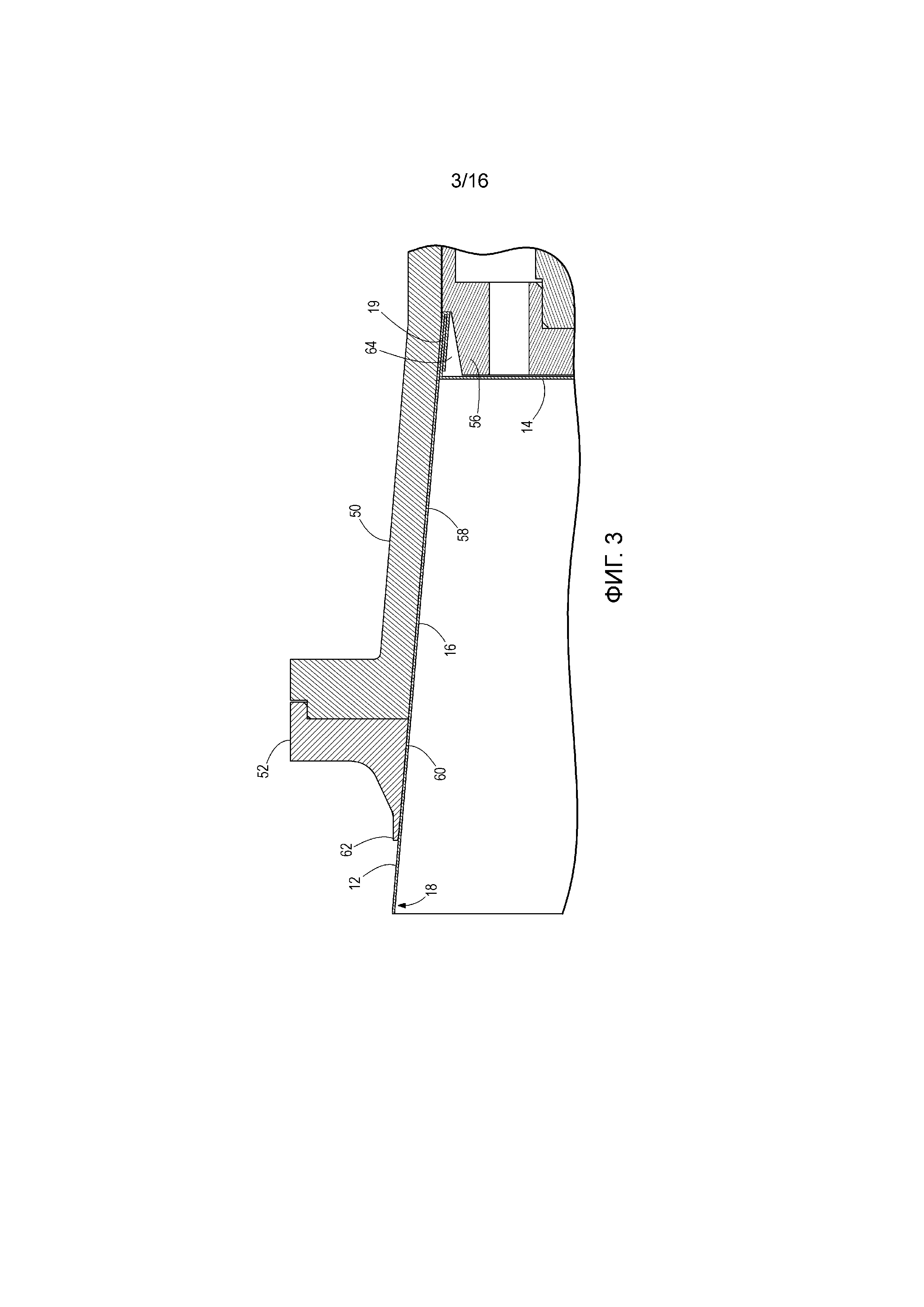
[0013] Фиг.3 представляет собой увеличенный фрагментарный вид в разрезе емкости, помещенной внутри кармана по фиг.2.
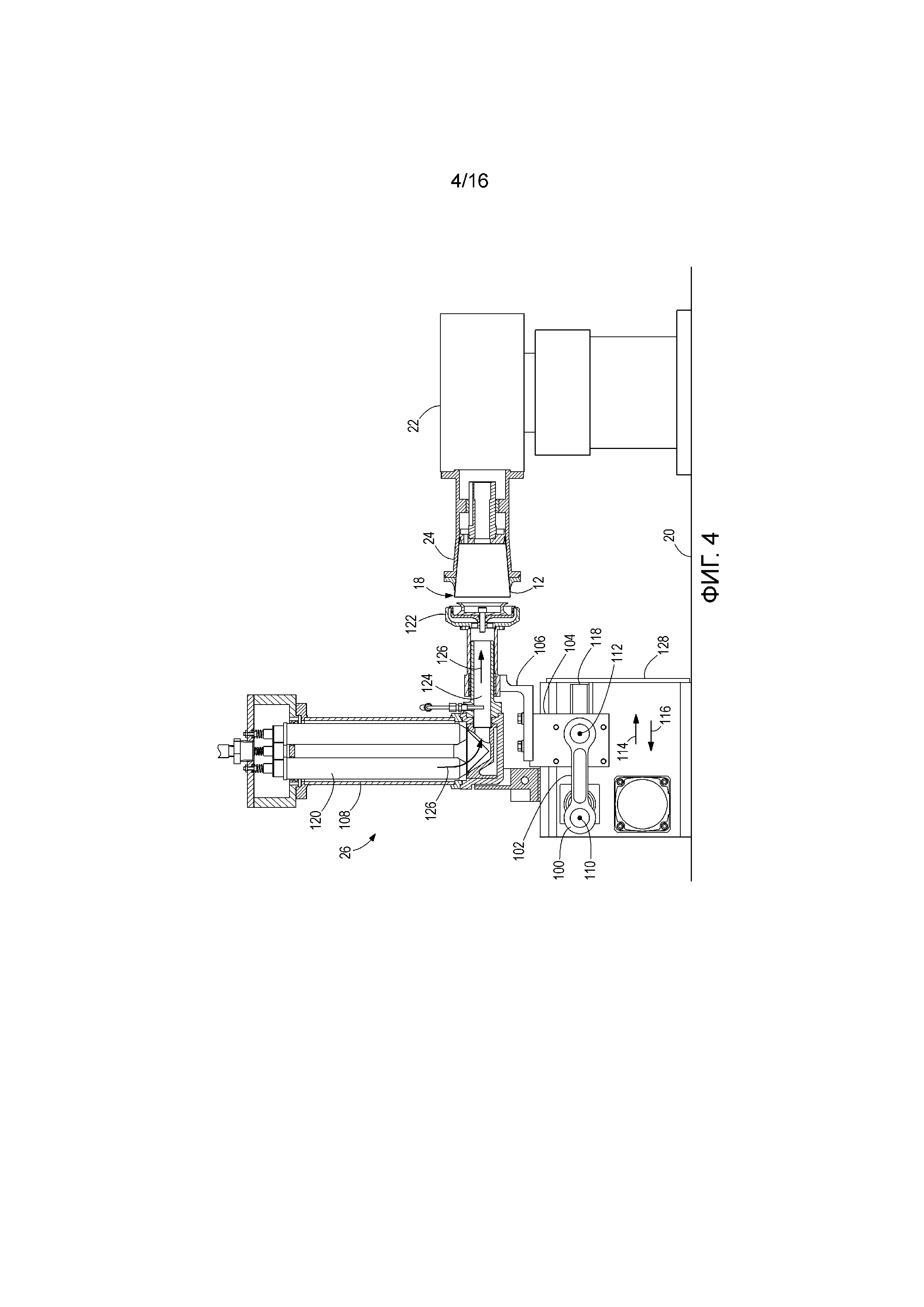
[0014] Фиг.4 представляет собой вид сечения станции нагрева по фиг.1 по линии 4-4;
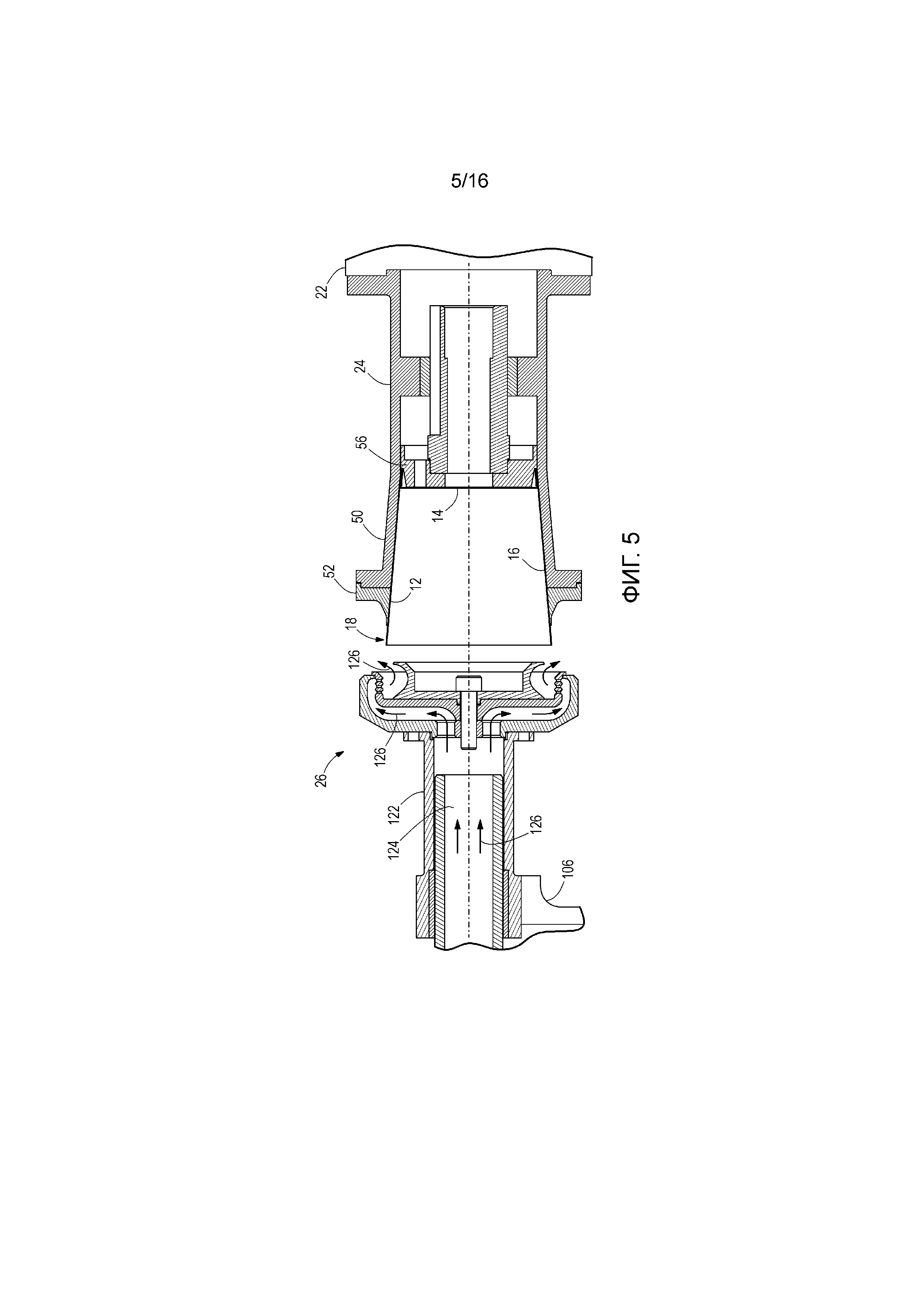
[0015] Фиг.5 представляет собой увеличенный фрагментарный вид в разрезе станции нагрева по Фиг.4.
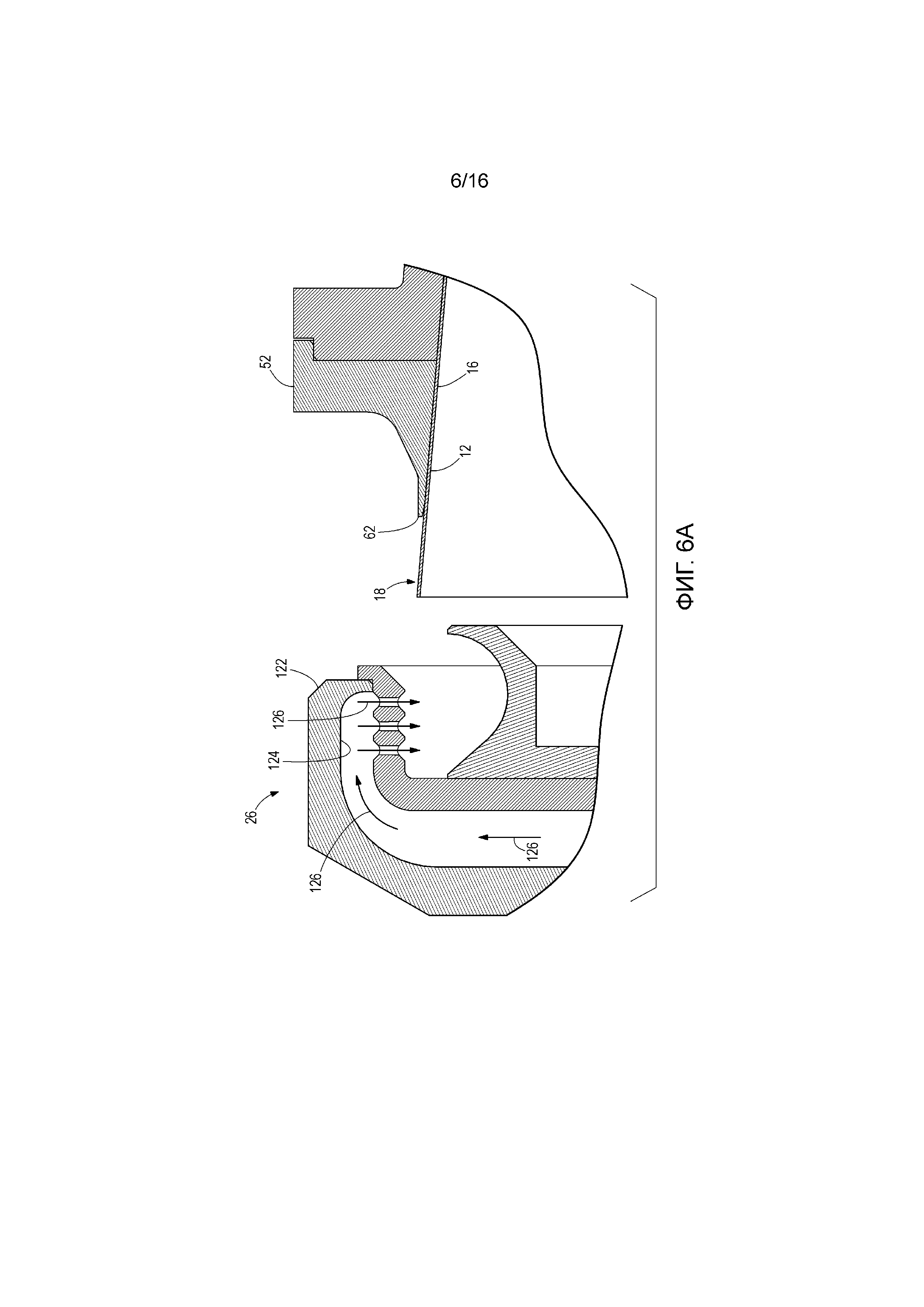
[0016] Фиг.6А представляет собой увеличенный фрагментарный вид в разрезе нагревательной станции по фиг.5 во втянутом положении относительно кармана.
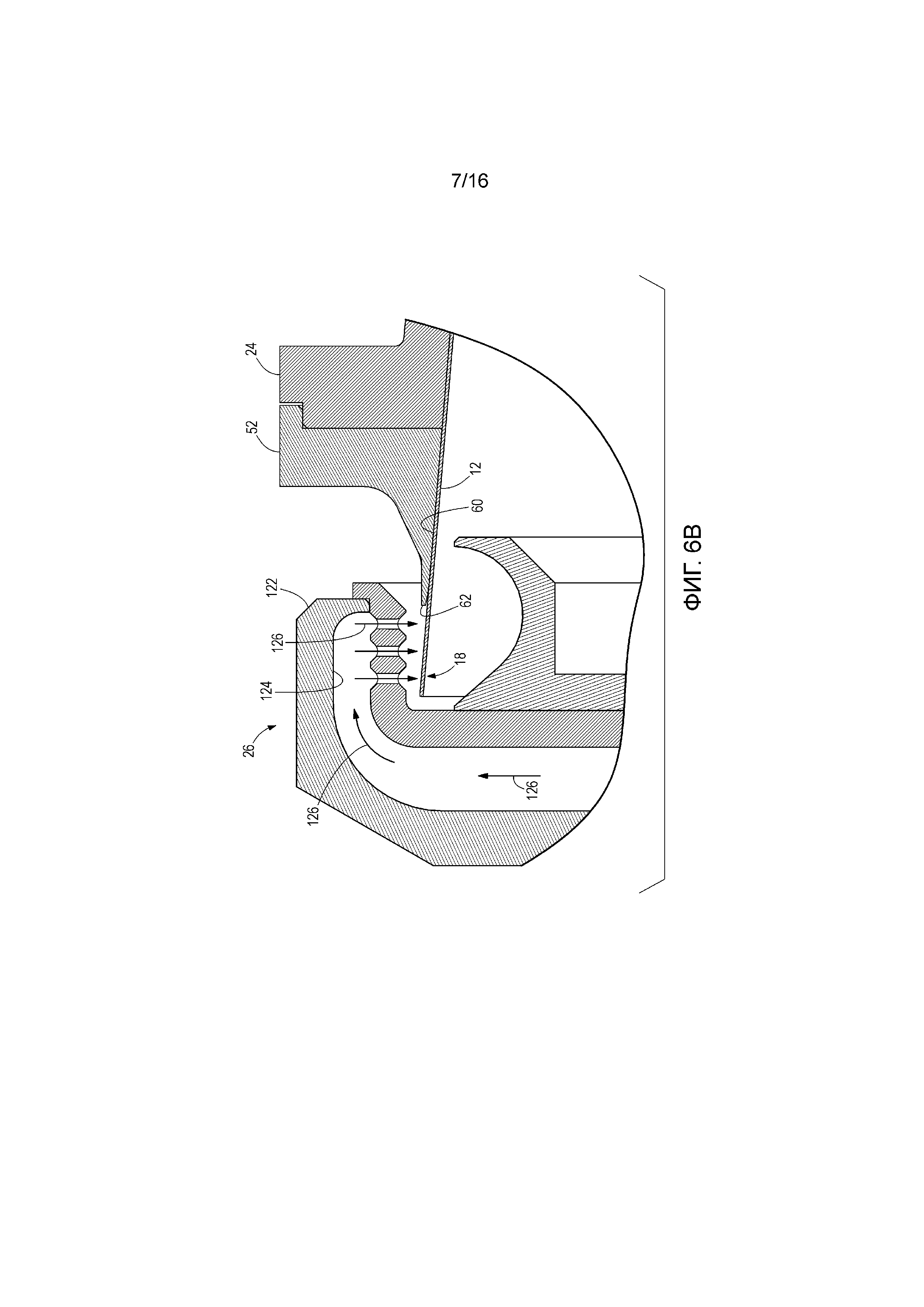
[0017] Фиг.6В представляет собой увеличенный фрагментарный вид в разрезе станции нагрева по фиг.5 в выдвинутом положении, в котором станция нагрева принимает емкость, переносимую внутри кармана.
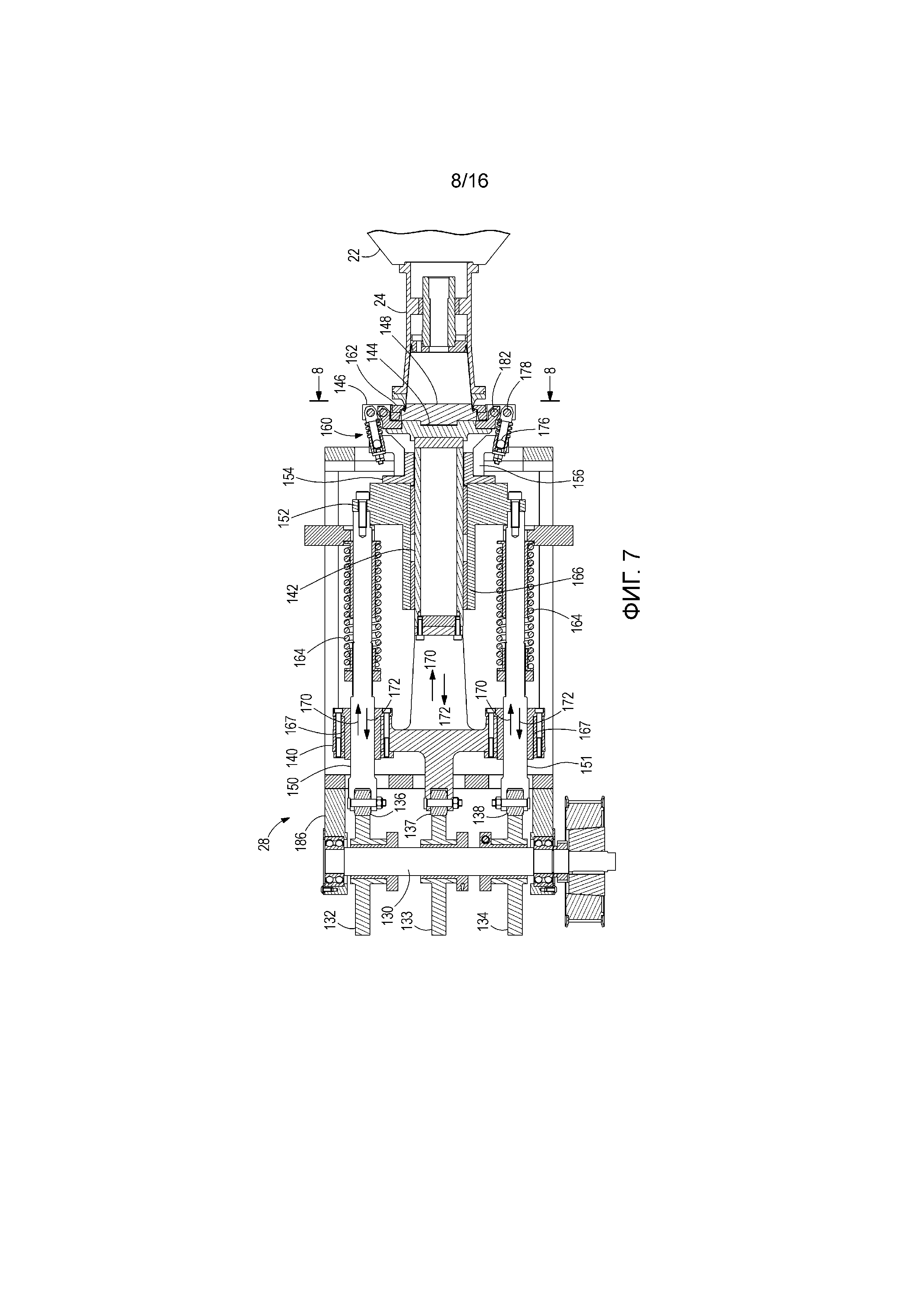
[0018] Фиг.7 представляет собой вид сечения станции для закручивания по фиг.1 по линии 7-7.
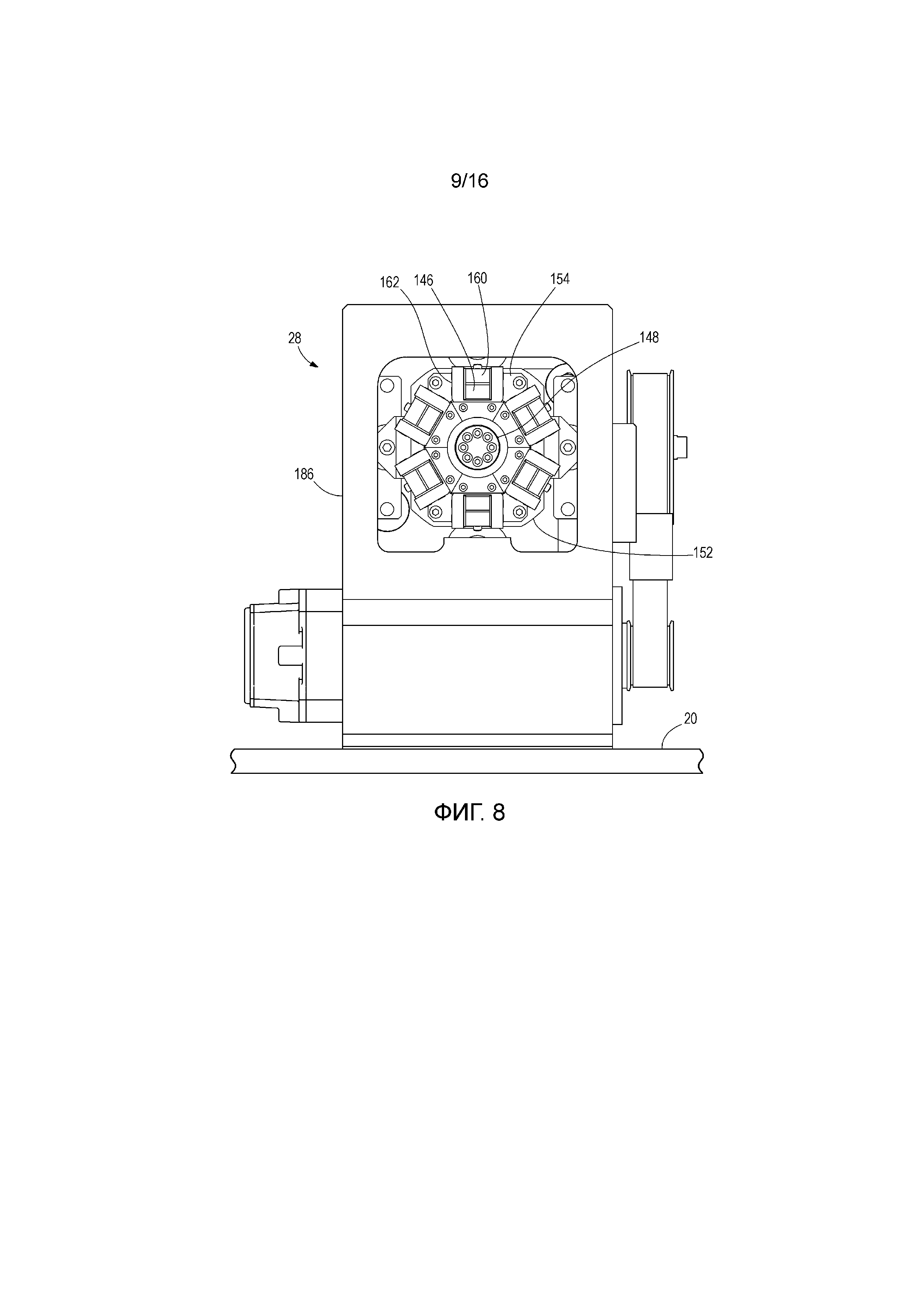
[0019] Фиг.8 представляет собой вид сбоку в вертикальной проекции станции для закручивания по фиг.7 по линии 8-8.
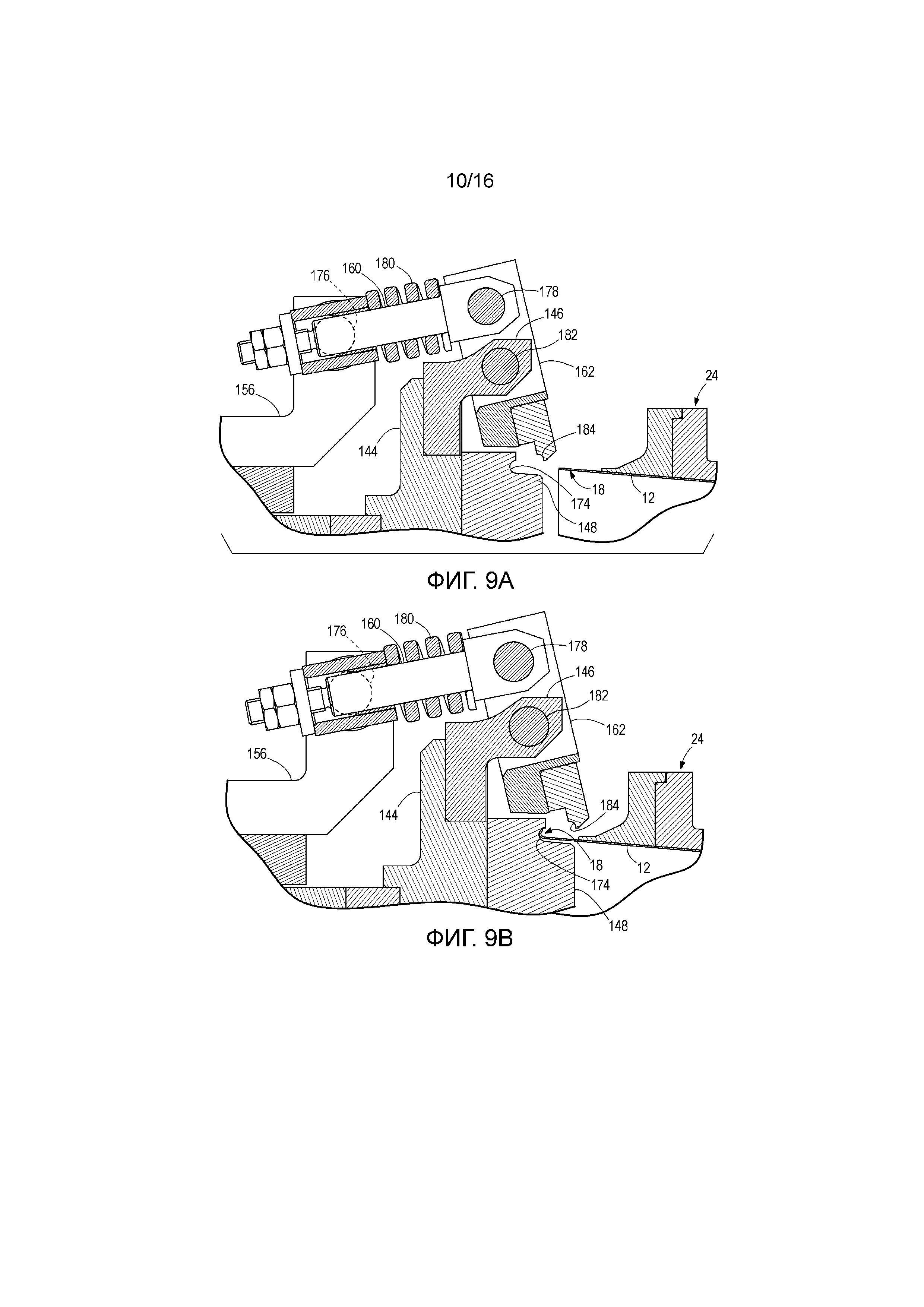
[0020] Фиг.9А представляет собой увеличенный фрагментарный вид в разрезе формирующих элементов станции для закручивания и кармана машины по фиг.1 со станцией для закручивания в открытом положении и отведенной от емкости, расположенной внутри кармана.
[0021] Фиг.9В иллюстрирует формирующие элементы станции для закручивания по Фиг.9А в открытом положении и выдвинутой в зацепление с емкостью в кармане.
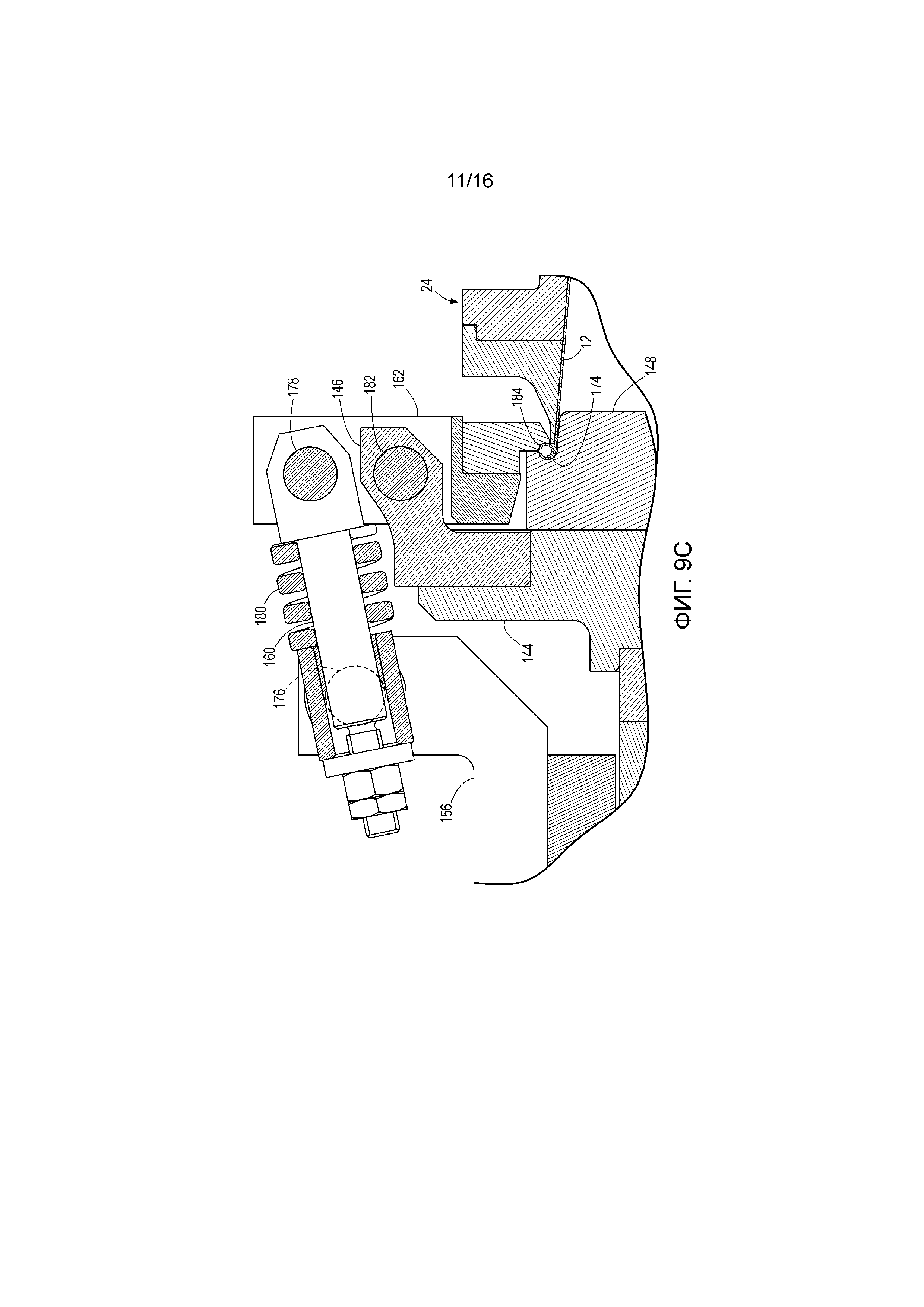
[0022] Фиг.9С иллюстрирует формирующие элементы станции для закручивания по Фиг.9А в закрытом положении, во время закручивания ободка емкости, расположенной внутри кармана.
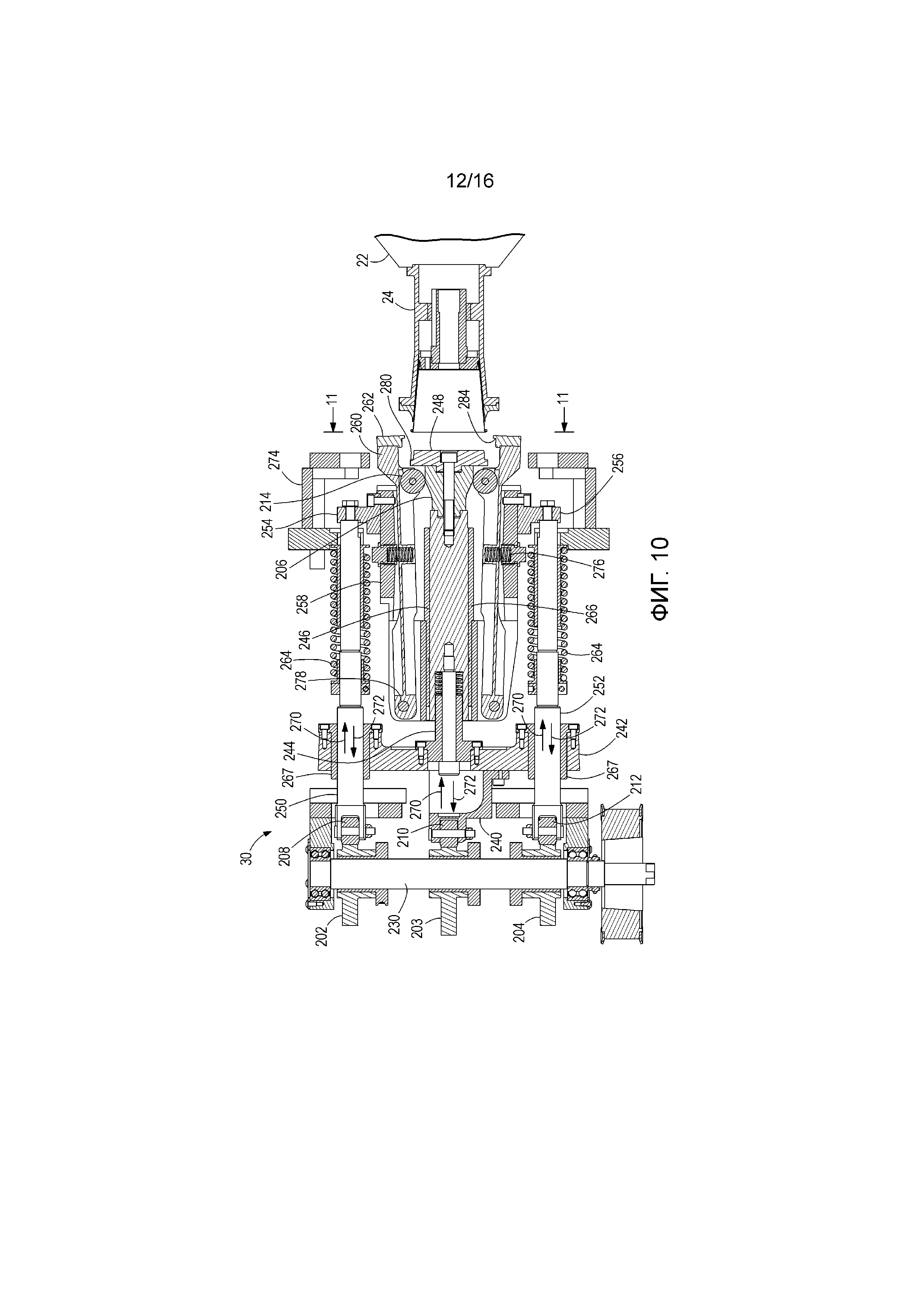
[0023] Фиг.10 представляет собой вид сечения станции сплющивания по фиг.1 по линии 10-10;
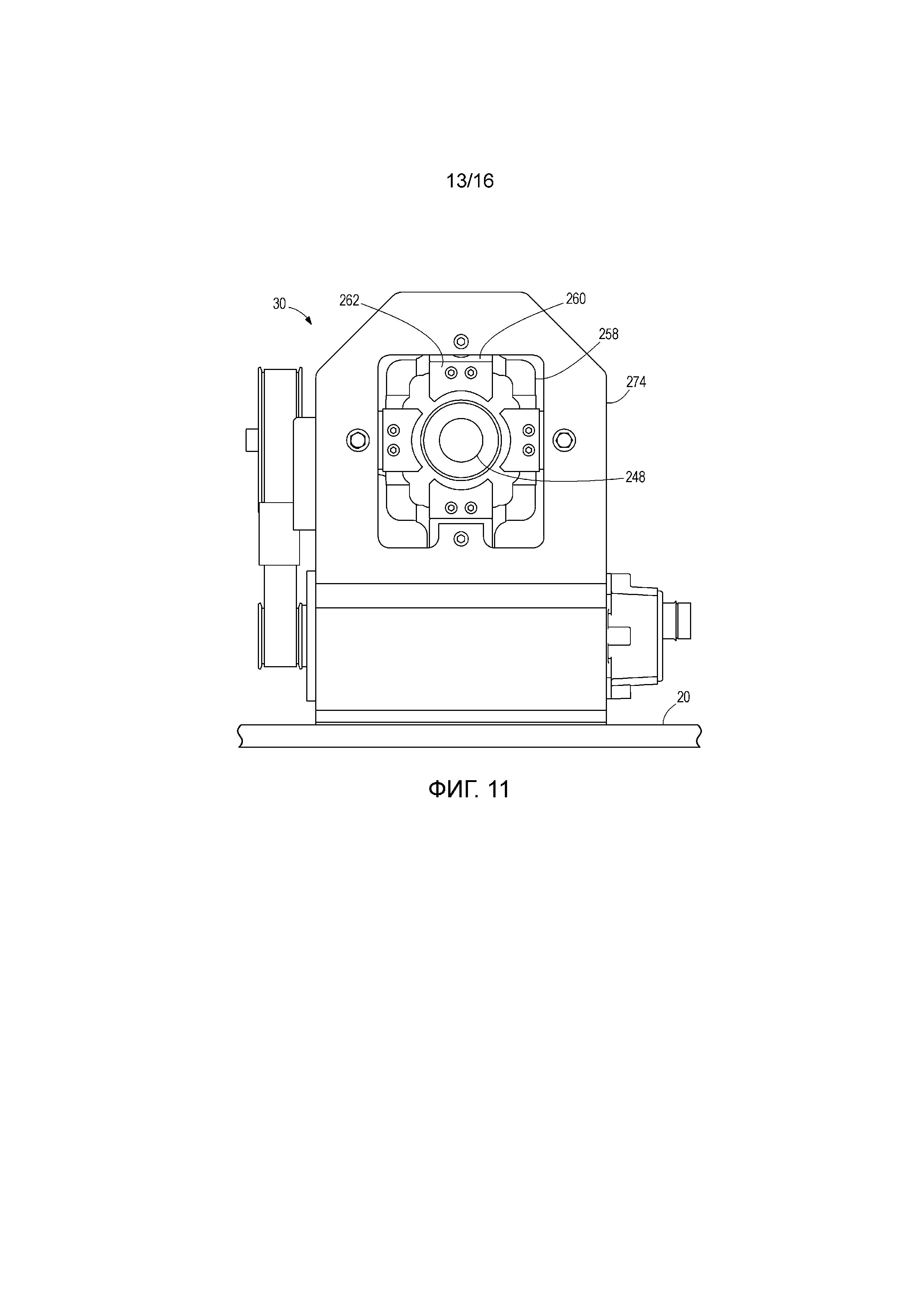
[0024] Фиг.11 представляет собой вид сбоку в вертикальной проекции станции сплющивания по фиг.10 по линии 11-11.
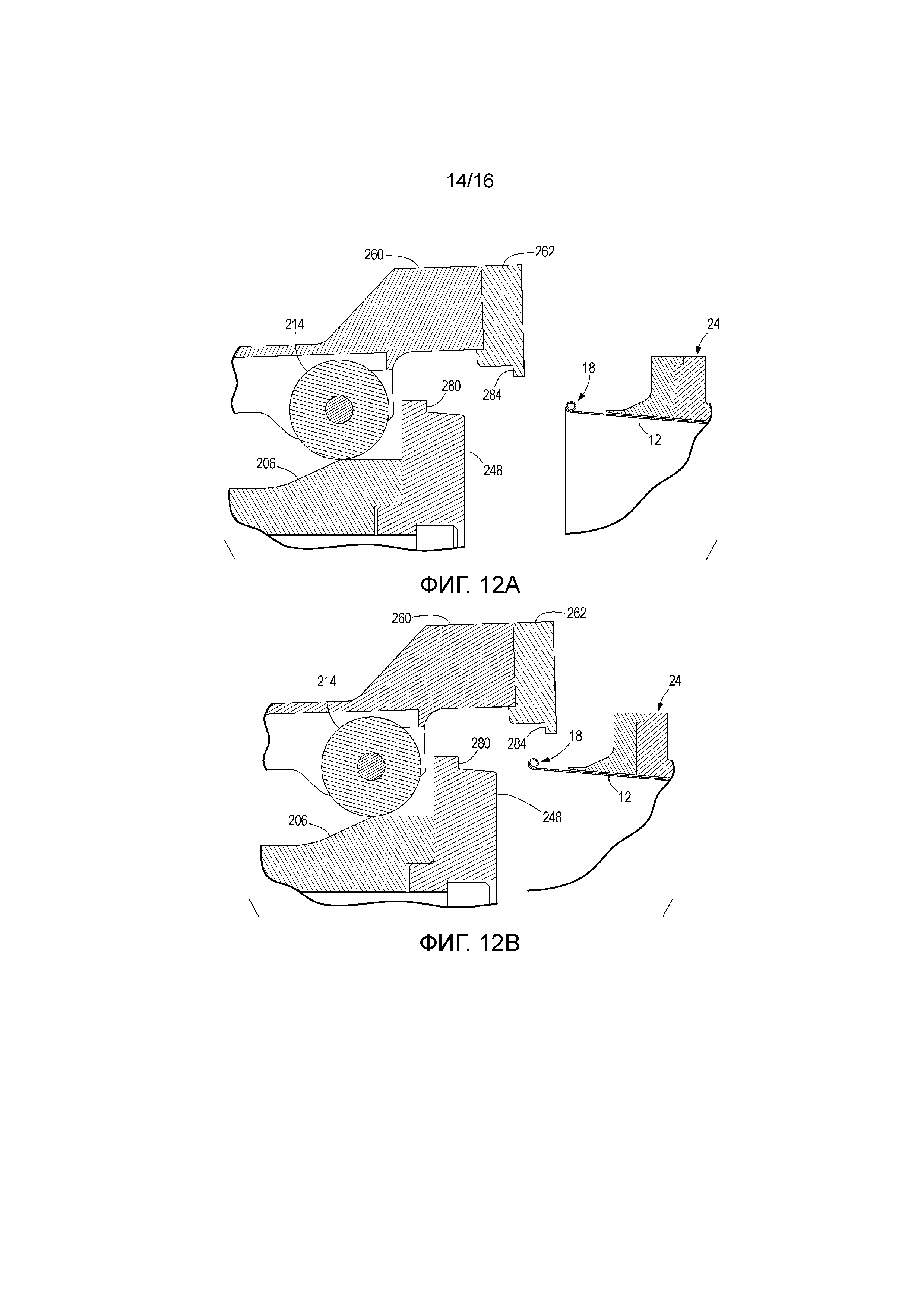
[0025] Фиг.12А представляет собой увеличенный фрагментарный вид в разрезе станции сплющивания и кармана машины по фиг.1, поддерживающей емкость, имеющей закрученный ободок, при этом емкость находится в выдвинутом положении, а станция сплющивания находится во втянутом положении.
[0026] Фиг.12В иллюстрирует станцию сплющивания, карман и емкость по фиг.12А с сегментами штампа в полностью переднем положении.
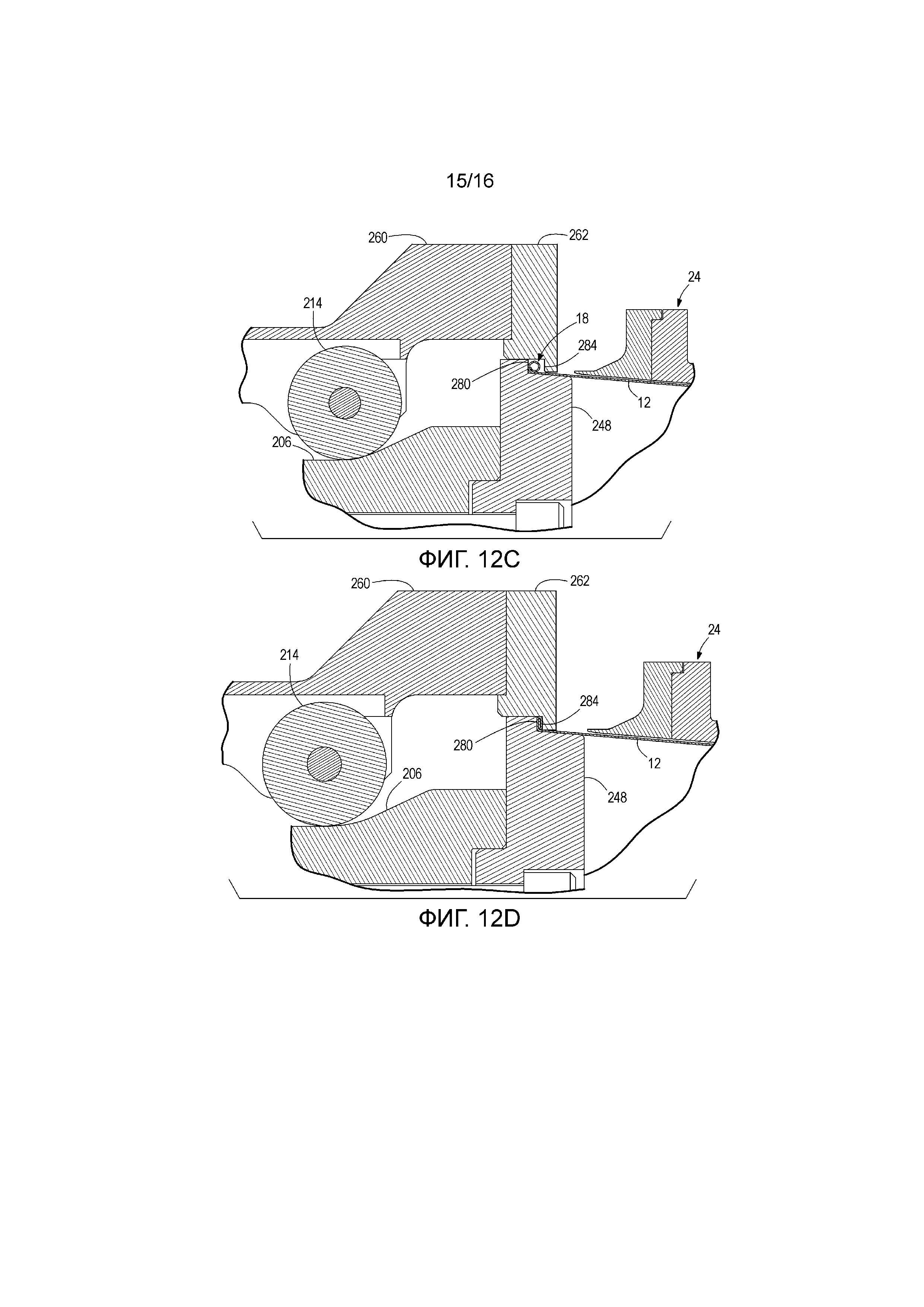
[0027] Фиг.12С иллюстрирует станцию сплющивания, карман и емкость по фиг.12А с формирующим элементом в полностью переднем положении и сегментами штампа полностью закрытыми.
[0028] Фиг.12D иллюстрирует станцию сплющивания, карман и емкость по фиг.12А с формирующим элементом в полностью переднем положении и сегментами штампа, втянутыми к формирующему элементу с тем, чтобы сжать и сплющить закрученный ободок между формирующим элементом и сегментами штампа станции сплющивания.
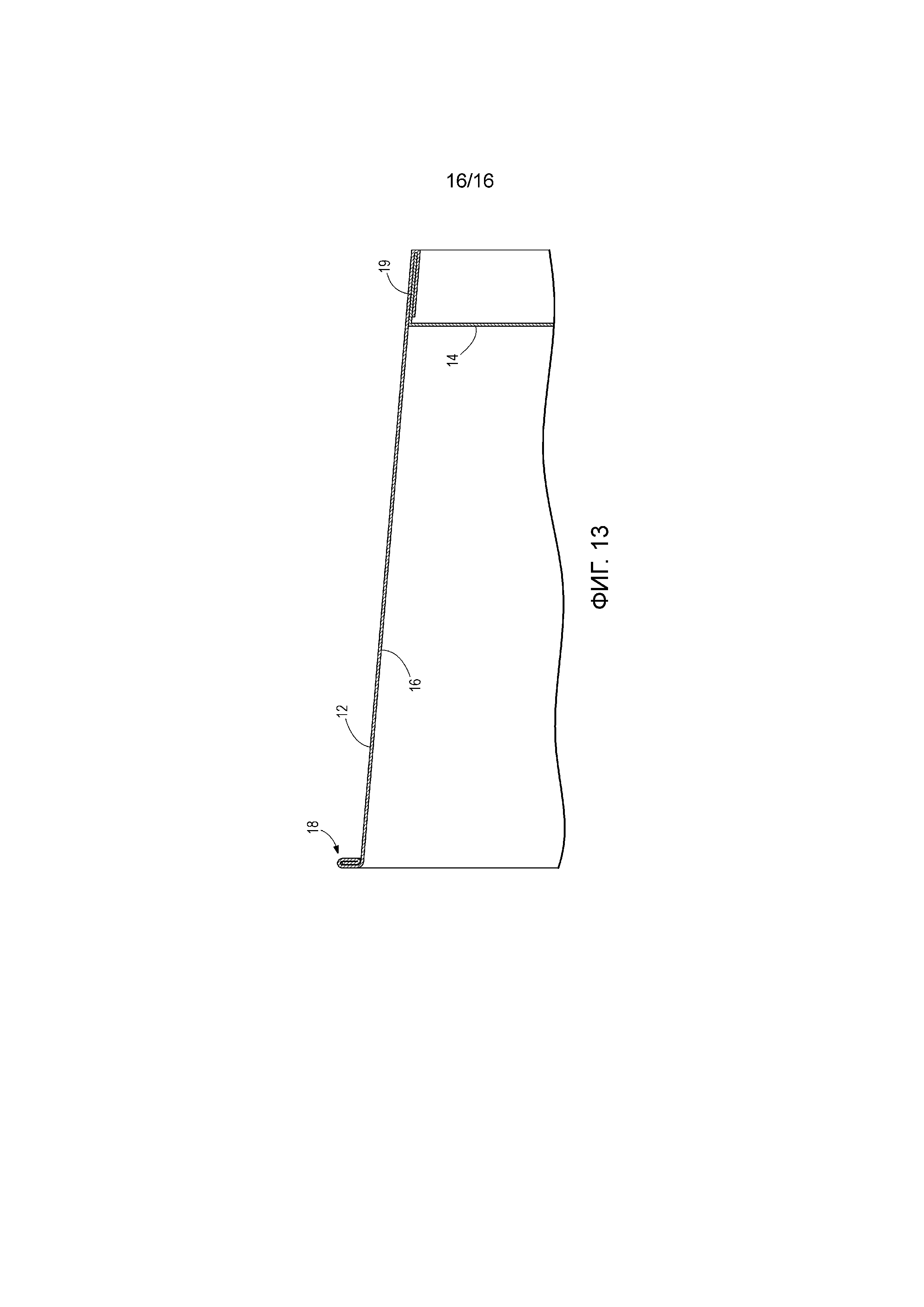
[0029] Фиг.13 представляет собой фрагментарный вид в разрезе результирующей емкости, обработанной установкой по фигурам 1-12, и включающей закрученный и сплющенный ободок.
ПОДРОБНОЕ ОПИСАНИЕ
[0030] Фиг.1 представляет собой вертикальный вид сверху установки 10 для образования картонной ободка, образующей ободок картонной емкости 12 (показанной на фиг.3), имеющей дно 14 и боковую стенку 16, оканчивающуюся по ободку 18. Установка 10, в целом, включает в себя револьверную головку 22, карманы 24, станцию 26 нагрева, станцию 28 закручивания и станцию 30 сплющивания. Револьверная головка 22 является общеизвестной и приводится во вращение вокруг оси 32 в направлении, указанном стрелкой 34, общеизвестным образом для поворота на определенный угол и расположения карманов 24 последовательно между каждой из станций 26, 28 и 30.
[0031] Карманы 24 соединены с револьверной головкой 22 с тем, чтобы вращательно приводиться действие вокруг оси 32 посредством револьверной головки 22. В примере осуществления, установка 10 включает в себя семь карманов 24 по окружности и на равном расстоянии друг от друга вокруг револьверной головки 22. В качестве альтернативы, установка 10 может быть снабжена любым количеством карманов 24 в зависимости от количества станций, необходимых для формирования ободка 18 емкости 12, а также для возможного формирования дополнительных участков емкости 12. Каждый из карманов 24 выполнен с возможностью приема и переноски отдельной емкости 12, когда установка 10 формирует емкость 12. В результате ободок 18 емкости 12 может быть образован за меньшее количество этапов, за меньшее время и более простым и менее дорогим оборудованием.
[0032] Станция 26 нагрева, станция 28 закручивания и станция 30 сплющивания расположены по окружности вокруг револьверной головки 22 и карманов 24 и выполнены с возможностью зацепления с ободком 18 емкости 12 для образования ободка 18. При работе, емкости 12, имеющие несформированные ободки 18, индивидуально загружаются в карманы 24 на станции 38 загрузки, как указано стрелкой 40. После этого револьверная головка 22 поворачивается для размещения емкости 12 напротив станции 26 нагрева. Станция 26 нагрева направляет горячий воздух на ободок 18, чтобы расплавить термопластичное покрытие на ободке 18, чтобы сделать его более податливым для деформации и обеспечить уплотнение сплющенного ободка. Затем, револьверная головка 22 поворачивается для размещения кармана 24 и его емкости 12 напротив станции 28 закручивания. Станция 28 закручивания образует ободок 18 посредством закручивания ободка 18. Затем, револьверная головка 22 поворачивается для размещения кармана 24 и его емкости 12 напротив станции 30 сплющивания. Станция 30 сплющивания дополнительно образует закрученный ободок 18 посредством сжатия и сплющивания ободка 18. После этого, револьверная головка 22 поворачивается для размещения кармана 24 и образованной емкости 12 на станции 42 разгрузки, где емкость 12 с ее законченным ободком 18 выталкиваются, например, воздуходувкой, или иным образом удаляются из установки 10, как указано стрелкой 44.
[0033] Фигуры 2-3 иллюстрируют револьверную головку 22, карманы 24 и загрузку емкости 12 в каждый карман 24 более подробно. Как показано на фиг.2, каждый карман 24, в целом, включает в себя опору 50 оболочки, оболочку 52, нижнюю часть 56, опоры 70, 72, 74 и толкатель 76 кулачка. Револьверная головка 22 включает в себя кулачок 78 и вал 80. Опора 50 оболочки крепится к револьверной головке 22 (показано на фиг.2) и сконфигурирована для поддержки оболочки 52. Как должно быть понятно, точная конфигурация опоры 50 оболочки может варьироваться в зависимости от конфигурации револьверной головки 22 и оболочки 52. Вал 80 жестко соединен с основанием 20 машины. Кулачок 78 эксцентрично установлен на валу 80 и взаимодействует с толкателем 76 кулачка для возвратно-поступательного движения толкателя 76 кулачка в направлениях, указанных стрелками 82 и 84, по времени в зависимости от вращения револьверной головки 22 и поддерживающих карманов 24.
[0034] Оболочка 52 поддерживается опорой 50 оболочки и включает в себя нижнюю часть 56, образуя полость 60. Полость 60 образует горловину 62 и выполнена с возможностью приема емкости 12. Как показано на фиг.3, нижняя часть 56 и боковая стенка 58 образуют кольцевую канавку 64, выполненную с возможностью приема нижнего ободка 19 емкости 12. В качестве альтернативы, канавка 64 может быть опущена, если в емкости 12 отсутствует такой нижний донный ободок 19. Как дополнительно показано на фиг.3, опора 50 оболочки имеет длину, продолжающуюся за нижнюю часть 56, так что, когда емкость 12 расположена внутри полости 60, ободок 18 выступает над или, в целом, за горловину 62. Предпочтительно, карман 24 должен быть сконфигурирован так, чтобы ободок 18 выступал над горловиной 62 на достаточное расстояние для того, чтобы ободок 18 мог быть закручен и сплющен для получения конечной емкости 12, показанной на фиг.13.
[0035] Толкатель 76 кулачка (как показано на фиг.2) связан с опорой 74, которая в свою очередь связана с опорой 72. Опора 72 связана с опорой 70, которая в свою очередь связана с нижней частью 56. В примере осуществления, опора 74 установлена на опоре 72. Опора 72 содержит удлиненный цилиндр, скользяще поддерживаемый втулкой 86 относительно револьверной головки 22. Опора 72 установлена на опоре 70. Опора 70 содержит удлиненный цилиндр, скользяще поддерживаемый втулкой 88 относительно опоры 50 оболочки. Пружины 90 действуют против опоры 74, чтобы удерживать толкатель 76 кулачка против кулачка 78 во время вращения револьверной головки 22. Левая часть фиг.2 иллюстрирует перемещение нижней части 56 наружу по направлению к горловине 62, выталкивая емкость 12 из кармана 24, в результате вращения револьверной головки 22, толкателя 76 кулачка против кулачка 78. Когда револьверная головка 22 продолжает вращаться, нижняя часть 56 отводится в исходное положение. Фиг.2 иллюстрирует исполнительный механизм для возвратно-поступательного перемещения нижней части 56 с целью, которая будет описана ниже.
[0036] Фигуры 4-6 иллюстрируют станцию 26 нагрева установки 10 в большей детализации. Станция 26 нагрева выполнена с возможностью нагрева ободка 18, прежде чем ободок 18 будет закручен и сплющен. Фиг.4 иллюстрирует позиционирующий карман 24 револьверной головки 22, несущий емкость 12 напротив и противолежащим станции 26 нагрева. Как показано на фиг.4, станция 26 нагрева, в целом, включает в себя эксцентриковый вал 100, соединительную тягу 102, опору 104, опору 106 сопла, узел 108 нагревателя и сопло 122. Эксцентриковый вал 100 поддерживается с возможностью вращения в станции 26 нагрева и приводится во вращение обычным способом с помощью цепей или ремней.
[0037] Эксцентриковый вал 100 поворотно соединен с тягой 102, а тяга 102 поворотно соединена с опорой 104 через оси 110 и 112. Опора 104 соединена с опорой 106 сопла, которая соединена с соплом 122. Опора 104 также скользяще поддерживается линейным подшипником 118 относительно основания 128 нагревателя ободка. Эксцентриковый вал 100, тяга 102, опора 104 и линейный подшипник 118 образуют ползунковый кривошипно-шатунный механизм, посредством которого вращательное движение эксцентрикового вала 100 заставляет опору 104, опору 106 и сопло 122 совершать возвратно-поступательное движение в направлениях, указанных стрелками 114 и 116, во временной взаимосвязи с вращением револьверной головки, поддерживающей карман 24.
[0038] Узел 108 нагревателя установлен на основании 128 нагревателя ободка и, в целом, включает в себя нагреватель 120. Нагреватель 120 является общеизвестным и предназначен для нагрева окружающего воздуха, который подается компрессором (не показан). Нагретый воздух продувается через внутренние каналы 124 в направлении, указанном стрелками 126, к соплу 122. Как показано на фигурах 5, 6A и 6B, сопло 122 выполнено с возможностью приема ободка 18 емкости 12, когда карман 24 расположен напротив станции 26 нагрева и когда опора 106 и сопло 122 возвратно-поступательно перемещаются в направлении кармана 24. Как лучше всего показано на фигурах 6A и 6B, сопло 122 включает в себя внутренние воздушные каналы 124, которые направляют нагретый воздух из нагревателя 120 на ободок 18, чтобы расплавить термопластичное покрытие на картонном материале, образующем ободок 18, и сделать его более податливым, чтобы он мог быть более легко закручен на станции 28 закручивания, и мог быть уплотнен на станции 30 сплющивания.
[0039] Фигуры 7-9 иллюстрируют станцию 28 закручивания более детально. Как лучше всего показано на фигурах 7 и 8, станция 28 закручивания, в целом, включает раму 186 станции закручивания, приводной вал 130, кулачки 132, 133, 134, толкатели 136, 137, 138 кулачка, внутренние опоры 140, 142, 144, 146, формирующий элемент 148, внешние опоры 150 151, 152, 154, 156, пальцы 160, формирующие сегменты 162, пружины 164 и втулки 166, 167. Вал 130 жестко соединен с каждым из кулачков 132, 133 и 134 и приводится во вращение с помощью цепей или ремней общеизвестным способом. Кулачки 132, 133 и 134 эксцентрично установлены на валу 130 и взаимодействует с толкателями 136, 137 и 138 кулачка для возвратно-поступательного движения толкателей 136, 137 и 138 кулачка в направлениях, указанных стрелками 170 и 172, в синхронизированном отношении с вращением револьверной головки 22, поддерживающей карманы 24.
[0040] Толкатель 137 кулачка соединен с внутренней опорой 140, которая в свою очередь соединена с опорой 142. Опора 142 соединена с опорой 144, которая в свою очередь соединена с опорами 146. Опора 144 соединена с формирующим элементом 148. В примере осуществления, опора 140 установлена на опоре 142. Опора 142 содержит удлиненный цилиндр, скользяще поддерживаемый втулкой 166 относительно внешней опоры 152. Опора 142 установлена на опоре 144. Альтернативно, каждая опора 140, 142, 144 и 146 может быть жестко прикреплена друг к другу с помощью любого из множества механизмов установки. Кроме того, одна или несколько опор 140, 142, 144 и 146, а также формирующий элемент 148 могут альтернативно быть образованы как одно целое друг с другом, чтобы уменьшить количество деталей, или могут быть обеспечены большим количеством отдельных компонентов, прикрепленных друг к другу. Пружины (не показаны) действуют против опоры 140, чтобы удерживать толкатель 137 кулачка против кулачка 133 во время вращения вала 130.
[0041] Формирующий элемент 148 установлен на опорном элементе 144, и включает в себя кольцевую формирующую поверхность 174 (фигуры 9А-9С), которая, в целом, обращена к карману 24, когда карман 24 находится напротив станции 28 закручивания. В примере осуществления, формирующая поверхность 174 содержит вогнутую поверхность для облегчения закручивания ободка 18 емкости 12. В одном предпочтительном варианте осуществления, формирующий элемент 148 дополнительно включает плоский нагреватель (не показан) между формирующим элементом 148 и опорой 144. Плоский нагреватель нагревает формирующий элемент 148 для лучшего облегчения закручивания ободка 18 посредством формирующей поверхности 174. Хотя формирующая поверхность 174, предпочтительно, имеет кольцевую форму, формирующая поверхность 174 может альтернативно иметь другие непрерывные формы в зависимости от формы емкости и формируемого ободка. Например, формирующая поверхность 174 может иметь некруглые формы, такие как овальную или обычную прямоугольную форму.
[0042] Толкатели 136 и 138 кулачка соединены с возможностью поворота с опорами 150 и 151, которые соединены с опорой 152. Опора 152 соединена с опорой 154, которая соединена с опорами 156. Опоры 156 соединены с возможностью поворота с каждым из пальцев 160, которые, в свою очередь, соединены с возможностью поворота с каждым из формирующих сегментов 162. Формирующие сегменты 162 также поворотно соединены с опорами 146. Как показано на фиг.7, опоры 150 и 151 содержат удлиненные цилиндры, которые с возможностью скольжения опираются на втулки 167 относительно внешней опоры 140. Опоры 150 и 151 установлены на опоре 152. Опора 152 установлена на опоре 154, а опора 154 установлена на опорах 156. Опора 152 соединена с втулками (не показаны), которые с возможностью скольжения соединены с рамой 186 станции закручивания. Пружины 164 действуют против опор 150 и 151, чтобы удерживать толкатели 136 и 138 кулачка против кулачков 132 и 134 во время вращения вала 130.
[0043] Пальцы 160 продолжаются между опорой 156 и формирующими сегментами 162 и поворотно соединены с опорой 156 вокруг осей 176, а также поворотно соединены с формирующими сегментами 162 вокруг осей 178. Как лучше всего показано на фиг.8, пальцы 160, окружают формирующий элемент 148. В примере осуществления, станция 28 закручивания включает в себя шесть таких пальцев 160, поворотно соединенных с шестью формирующими сегментами 162. Как должно быть понятно, количество пальцев и количество формирующих сегментов может варьироваться в зависимости от размера и конфигурации формируемой емкости. Со ссылкой к фигурам 9A-9C, каждый палец 160, предпочтительно, имеет регулируемую длину между точками 176 и 178 поворота посредством двух телескопически сопряженных валов, причем длина обычно поддерживается пружиной 180. Пружина 180 сжатия поглощает любые чрезмерные силы, действующие на палец 160, чтобы предотвратить чрезмерное повреждение станции 28 закручивания.
[0044] Каждый формирующий сегмент 162 содержит, в целом, дугообразный сегмент, имеющий формирующую поверхность 184. Формирующие сегменты 162 описывают, в целом, полный периметр формирующего элемента 148 и поворотно соединены с пальцами 160 вокруг осей 178, а также дополнительно поворотно соединены с опорными элементами 146 вокруг осей 182. Приведение в действие пальцев 160 по направлению к и от кармана 24 посредством толкателей 136 и 138 кулачка, поворачивает каждый из формирующих сегментов 162 в унисон между открытым положением (показанным на фиг.9А) и закрытым положением (показанным на фиг.9С). В закрытом положении, каждая формирующая поверхность 184, в целом, обращена к формирующей поверхности 174 для образования ободка 18 между ними. В примере осуществления, поверхности 174 и 184 являются обе вогнутыми с тем, чтобы закрутить ободок 18. В альтернативном варианте осуществления, поверхности 174 и 184 могут быть плоскими с тем, чтобы альтернативно сплющить ободок 18.
[0045] Фигуры 9А-9С более подробно иллюстрируют формирование ободка 18 поверхностями 174 и 184. Фиг.9А иллюстрирует формирующий элемент 148 и пальцы 160 во втянутом положении (то есть втянутыми назад в направлении от кармана 24). В результате, формирующий сегмент 162 поворачивается вокруг оси 182 в открытое положение. Фиг.9В иллюстрирует формирующий элемент 148, перемещенный в направлении кармана 24 и в зацеплении с емкостью 12 в результате вращения вала 130 кулачков 132, 133 и 134 против толкателей 136, 137 и 138 кулачка, соответственно. В результате формирующая поверхность 174 образует ободок 18 для частичного закручивания ободка 18. Как показано на фиг.9C, дальнейшее вращение вала 130 продолжает вращать кулачки 132, 133 и 134 против толкателей 136, 137 и 138 кулачка, соответственно, чтобы перемещать формирующий элемент 148 дальше в направлении кармана 24 и таким образом перемещать пальцы 160 в направлении кармана 24, так что формирующие сегменты 162 поворачиваются в закрытое положение. В результате, формирующие поверхности 174 и 184, в целом, зацепляются с противоположными сторонами частично закрученного ободка 18, чтобы полностью закрутить ободок 18 приблизительно на 360 градусов. После этого, продолжающееся вращение вала 130 вращает кулачки 132, 133 и 134 против толкателей 136, 137 и 138 кулачка, соответственно, так что формирующий элемент 148 извлекается из кармана 24 и так, что пальцы 160 также извлекаются из кармана 24. В результате, формирующие сегменты 162 снова поворачиваются в открытое положение от кармана 24, в результате чего станция 28 закручивания готова снова формировать последующую емкость 12, соответствующим образом расположенную напротив станции 28 закручивания.
[0046] Фигуры 10-12 иллюстрируют станцию 30 сплющивания более детально. Как лучше всего показано на фигурах 10 и -12, станция 30 сплющивания, в целом, включает раму 274 станции сплющивания, вал 230, кулачки 202, 203, 204, 206, толкатели 208, 210, 212, 214 кулачка, внутренние опоры 240, 242, 244, 246, формирующий элемент 248, внешние опоры 250 252, 254, 256, 258, формирующие рычаги 260, формирующие сегменты 262, пружины 264, 276 и втулки 266, 267. Вал 230 жестко соединен с каждым из кулачков 202, 203 и 204 и приводится во вращение с помощью цепей или ремней общеизвестным способом. Кулачки 202, 203 и 204 эксцентрично установлены на валу 230 и взаимодействуют с толкателями 208, 210 и 212 кулачков для возвратно-поступательного движения толкателей 208, 210 и 212 кулачков в направлениях, указанных стрелками 270 и 272 по времени в зависимости от вращения револьверной головки 22 и поддерживающих карманов 24.
[0047] Толкатель 210 кулачка соединен с внутренней опорой 240, которая в свою очередь соединена с опорой 242. Опора 242 соединена с опорой 244, которая в свою очередь соединена с опорой 246. Опора 246 соединена с кулачком 206. Кулачок 206 соединен с формирующим элементом 248. В примере осуществления, опора 240 установлена на опоре 242. Опора 242 установлена на опоре 244. Опора 244 установлена на опоре 246. Опора 246 содержит удлиненный цилиндр, скользяще поддерживаемый втулкой 266 относительно внешней опоры 258. Опора 246 установлена на кулачке 206. Кулачок 206 установлен на формирующем элементе 248. Альтернативно, каждая опора 240, 242, 244 и 246 может быть жестко прикреплена друг к другу с помощью любого из множества механизмов установки. Кроме того, одна или несколько опор 240, 242, 244 и 246, а также кулачок 206 и формирующий элемент 248 могут альтернативно быть образованы как одно целое друг с другом, чтобы уменьшить количество деталей, или могут быть обеспечены большим количеством отдельных компонентов, прикрепленных друг к другу. Пружины (не показаны) действуют против опоры 242, чтобы удерживать толкатель 210 кулачка против кулачка 203 во время вращения вала 230.
[0048] Формующий элемент 248 установлен на кулачке 206 и включает в себя кольцевую формирующую поверхность 280, которая, в целом, обращена к карману 24, когда карман 24 находится напротив станции 30 сплющивания. В примере осуществления, формирующая поверхность 280 содержит плоскую поверхность для облегчения сплющивания ободка 18 емкости 12. Хотя формирующая поверхность 280, предпочтительно, является плоской по форме, формирующая поверхность 280 может, альтернативно, иметь другие непрерывные формы в зависимости от формы емкости и формируемого ободка. Например, поверхность 280 может иметь круглую форму или некруглую форму, такую как овал.
[0049] Толкатели 208 и 212 кулачков поворотно соединены с опорами 250 и 252, которые соединены с опорами 254 и 256, которые соединены с опорой 258. Опора 258 поворотно соединена с каждым из формирующих рычагов 260. Формирующие сегменты 262 соединены с формирующими рычагами 260. Как показано на фиг.10, опоры 250 и 252 содержат удлиненные цилиндры, скользяще поддерживаемые втулками 267 относительно внешней опоры 242. Опоры 250 и 252 установлены на опорах 254 и 256. Опоры 254 и 256 установлены на опоре 258. Пружины 264 действуют против опор 250 и 252, чтобы удерживать толкатели 208 и 212 кулачка против кулачков 202 и 204 во время вращения вала 230. Опора 258 соединена с втулками (не показаны), которые скользяще соединены с рамой 274 станции сплющивания.
[0050] Толкатели 214 кулачка поворотно соединены с формирующими рычагами 260. Кулачок 206 взаимодействует с толкателями 214 кулачка для поворота формирующих рычагов 260 вокруг оси 278. Пружины 276 действуют против формирующих рычагов 260, чтобы удерживать толкатель 214 кулачка против кулачка 206 во время вращения кулачка 206. Как лучше всего показано на фиг.11, формирующие рычаги 260 и формирующие сегменты 262 окружают формирующий элемент 248. В примере осуществления, станция 30 сплющивания включает в себя четыре такие формирующие рычага 260, соединенные с четырьмя формирующими сегментами 262. Как должно быть понятно, количество формирующих рычагов и количество формирующих сегментов может варьироваться в зависимости от размера и конфигурации формируемой емкости.
[0051] Каждый формирующий сегмент 262 содержит, в целом, плоский сегмент, имеющий формирующую поверхность 284. Формирующие сегменты 262 описывают, в целом, полный периметр формирующего элемента 248 и соединены с формирующими рычагами 260, которые поворотно соединены с опорой 258 вокруг осей 278. Приведение в действие формирующих рычагов 260 по направлению к и от кармана 24 посредством толкателей 208 и 212 кулачка, и возвратно-поступательное движение кулачка 206 действует на толкатель 214 кулачка, поворачивая каждый из формирующих сегментов 262 в унисон между открытым положением (показанным на фиг. 12А) и закрытым положением (показанным на фиг.12С). В закрытом положении, каждая формирующая поверхность 284, в целом, обращена к формирующей поверхности 280 для образования ободка 18 между ними. В примере осуществления, поверхности 280 и 284 являются обе плоскими с тем, чтобы сплющить ободок 18. В альтернативном варианте осуществления, поверхности 280 и 284 могут быть изогнутыми.
[0052] Фигуры 12А-12D более подробно иллюстрируют формирование ободка 18 формирующими поверхностями 280 и 284. Фиг.12А иллюстрирует формирующие рычаги 260 и формирующий элемент 248 во втянутом положении (то есть втянутыми назад в направлении от кармана 24). В результате, формирующие рычаги 260 поворачивается вокруг оси 278 в открытое положение. Левая часть фиг.2 иллюстрирует нижнюю часть 56 оболочки, перемещаемую наружу по направлению к горловине 62, выталкивая емкость 12 из кармана 24, в результате вращения толкателя 76 кулачка револьверной головки 22, против кулачка 78. В результате емкость 12 теперь находится в положении, в котором станция 30 сплющивания теперь может сплющивать закрученный ободок 18. Фиг.12В иллюстрирует формирующие элементы 248 и 262, перемещаемые в направлении кармана 24 в результате вращения вала 230 кулачков 202, 203 и 204 против толкателей 208, 210 и 212 кулачка, соответственно. Формирующие элементы 262 теперь останавливают свое движение вперед. Как показано на фиг.12С, дальнейший поворот вала 230 продолжает поворачивать кулачки 202, 203 и 204 против толкателей 208, 210 и 212 кулачка, соответственно, чтобы перемещать формирующий элемент 248 дальше в направлении кармана 24, пока формирующая поверхность 280 не коснется закрученного ободка 18. Как результат, толкатели 214 кулачка на формирующих рычагах следуют за поверхностью кулачка на кулачке 206, заставляя формирующие рычаги 260 и формирующие элементы 262 поворачиваться вокруг осей 278, смыкая формирующие элементы 262 вокруг ободка 18. После этого, продолжающееся вращение вала 230 вращает кулачки 202, 203 и 204 против толкателей 208, 210 и 212 кулачка, соответственно, так что формирующий элемент 262 движется наружу из кармана 24 так, что формирующая поверхность 262 движется наружу из кармана 24, так, что формирующая поверхность 284 зацепляет закрученный ободок 18. В результате, ободок 18 захватывается между поверхностями 280 и 284 и сжимается или сплющивается, как показано на фиг.12D. После этого, продолжающееся вращение вала 230 отводит формирующие элементы 248 и 262 от кармана 24, а револьверная головка 22 поворачивает карман 24 на следующую станцию, тем самым, размещая следующий последовательный карман, несущий закрученный, но не сплющенный ободок 18, напротив станции 30 сплющивания.
[0053] Фиг.13 представляет собой частичный вид в разрезе емкости 12 после того, как ободок 18 был свернут и сплющен установкой 10. Как лучше всего видно на фиг.13, станция 30 сплющивания сжимает и сплющивает ободок 18 так, что ободок 18, в целом, является плоским вдоль его верхней и нижней поверхностей. Поскольку ободок 18 не только сплющен с обеих сторон, но и сжат, любая ступенька по шву картонной материала сведена к минимуму. В результате, уплотнение между уплотнительной панелью, обычно расположенной поперек отверстия емкости 12 и герметично прилегающей к плоской верхней поверхности ободка 18, является более надежным и менее подверженным повреждениям.
[0054] Не смотря на то, что настоящее изобретение было описано со ссылками на предпочтительные варианты осуществления, специалисты в данной области техники будут осознавать, что могут быть сделаны изменения по форме и содержанию, не выходя из сущности и объема изобретения, как изложено в прилагаемой формуле изобретения.
Реферат
Установка для образования верхнего края картонной емкости включает карман, включающий оболочку, имеющую полостью с горловиной, выполненной с возможностью приема емкости вдоль оси, так что ободок продолжается за горловину. Рабочая станция включает в себя формирующий элемент, имеющий первую формирующую поверхность, которая приводится в действие к оси из втянутого положения, отстоящего от ободка, до выдвинутого положения, лежащего рядом с верхним концом ободка, и формирующий сегмент, имеющий вторую формирующую поверхность, которая приводится в действие вдоль оси и формирующего элемента в ответ на его осевое перемещение, так что вторая формирующая поверхность располагается на расстоянии от нижнего конца ободка. Вторая формирующая поверхность приводится в действие вдоль оси в направлении первой формирующей поверхности для образования ободка между ними. 4 н. и 10 з.п. ф-лы, 19 ил.
Формула
Документы, цитированные в отчёте о поиске
Изделия из картона низкой плотности
Комментарии