Упаковка, способ ее изготовления и формующий инструмент - RU2563761C2
Код документа: RU2563761C2
Чертежи













Описание
ОБЛАСТЬ ТЕХНИКИ
Данное изобретение относится к упаковке, содержащей картонную заготовку, при этом картонная заготовка имеет форму емкости с дном и одной или более картонных боковых стенок, продолжающихся вверх от дна, при этом упаковка дополнительно содержит отформованный ободок, прикрепленный к указанной одной или более картонных боковых стенок вдоль граничной области, образованной из верхнего участка указанной одной или более картонных боковых стенок и нижнего участка указанного отформованного ободка и продолжающейся вдоль, по меньшей мере, части верхнего края указанной одной или более картонных боковых стенок. Данное изобретение также относится к способу выполнения упаковки и формующему инструменту для использования в формовании упаковки.
УРОВЕНЬ ТЕХНИКИ
Упаковка такого основного вида раскрыта в WO 2009/074721 A1. Данное описание относится к способу выполнения упаковки и упаковке с формой емкости, выполненной из картонной заготовки. Указанная упаковка обеспечена дном и боковыми стенками, продолжающимися вверх от дна. В конечной стадии компрессионного формования ободок формовочного материала, продолжающегося в сторону, приформовывают к верхней части боковых стенок, когда форма удерживается закрытой таким образом, что полость формы, относящаяся к ободку, выполняют путем перемещения поверхности стойки внутрь формы назад от поверхности, противоположной ей, после чего формовочный материал вводят в полость формы. Это снабжает упаковку горизонтально продолжающимся фланцем, который может использоваться для приклеивания или термосваривания пластиковой или бумажной крышки на верхнюю поверхность горизонтально продолжающегося фланца.
Указанная упаковка по WO 2009/074721 A1 является улучшенной формой стандартных лотковых упаковок, используемых относительно долгое время для, в частности, заранее приготовленных, готовых для разогрева блюд.
Сходный вид упаковки также раскрыт в US 2004/262322 A1. В данном документе раскрыт, например, способ, в котором ободок лотковой упаковки отформован отдельно из пластикового материала. В нем раскрыта конструкция, в которой заготовки соединяют вместе их краями с отформованным пластиковым материалом, после чего указанный пластиковый ободок приформовывают к верхним краям указанных боковых стенок для образования фланца, продолжающегося наружу от них и окружающего упаковку.
Наиболее распространенные, так называемые, лотковые упаковки для удерживания пищи часто выполняют из картонной заготовки, выполненной горизонтальным ободком или фланцем, продолжающимся от верхнего конца боковых стенок и окружающим указанную упаковку. Указанные упаковки часто закрыты или даже герметично запечатаны с помощью крышки, выполненной из листа пластика или бумаги. Указанная верхняя поверхность картонной заготовки или нижняя поверхность крышки обычно содержит подходящее покрытие, с помощью которого указанная крышка может быть надежно прикреплена к упаковке. Например, распространено использование термосвариваемых пластиковых материалов в качестве покрытий на картонной заготовке или крышке или для выполнения крышки из термосвариваемого пластикового материала для прикрепления крышки к упаковке. Примеры пищевых упаковок и упаковочных материалов, используемых здесь, указаны, например, в документах WO 2003/033258, EP 1289856, WO 2000/21854 и US 5425972.
Вышеуказанный WO 2009/074721 A1 среди прочего раскрыт для принятия во внимание, что иногда существует необходимость в снабжении краевого фланца материалом, подходящим для закрепления крышки, но необязательным в средней части, расположенным внутри упаковки или даже неподходящим в качестве материала внутри упаковки. Другая проблема также может быть вызвана недостаточными механическими свойствами краевого фланца, например недостаточной жесткостью. Выбор материалов для внутренней поверхности упаковки не должен чрезмерно определять материалы для краевого фланца.
Однако было выяснено, что в некоторых случаях жесткость все еще неудовлетворительна, например это особенно проявляется при прикреплении к ободку защелкивающего запора. Также выяснено, что инструмент для литьевого формования и система впускного клапана накладывают ограничения относительно различных видов форм ободков.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Таким образом, задачей изобретения является представление упаковки, которая позволяет выполнение ободка более универсальным образом. Кроме того, задачей изобретения является обеспечение упаковки, которая может быть выполнена с более жестким ободком, например, для использования в упаковках с защелкивающим запором.
Также задачей изобретения является представление способа выполнения упаковки вышеупомянутого вида, позволяющего выполнение упаковки универсальным способом, например, с учетом желаемой жесткости в случаях, когда упаковка должна быть снабжена защелкивающим запором.
Также целью изобретения является представление формующего инструмента, с помощью которого может быть выполнена упаковка.
Другие преимущества или решенные задачи будут очевидны из последующего описания.
Вышеупомянутые задачи решаются путем обеспечения упаковки, содержащей картонную заготовку, при этом картонная заготовка выполнена как емкость с дном и одной или более боковых стенок, продолжающихся вверх от дна. Указанная упаковка дополнительно содержит отформованный ободок, прикрепленный к указанной одной или более картонных стенок. Указанный ободок прикреплен по граничной области, образованной из верхнего участка указанной одной или более картонных боковых стенок и нижнего участка указанного отформованного ободка. Указанный ободок продолжается вдоль, по меньшей мере, верхнего края указанной одной или более картонных стенок. Указанная упаковка отличается тем, что указанный ободок продолжается по существу вертикально вверх от указанной одной или более картонных боковых стенок, таким образом, обеспечивая упаковку отформованным верхним участком боковой стенки.
Таким образом, можно выполнить упаковку, которая может быть снабжена выступом, направленным наружу, приспособленным для действия в качестве гребня или высшей точки для защелкивающего запора на покрытии. Кроме того, указанный ободок относительно жесткий против усилий, действующих вверх или вниз, упрощая термосваривание или другое соединение покрытия с верхней поверхностью ободка. Указанная упаковка также делает возможным использование литьевого формования, где остаток литника соединен с боковой поверхностью ободка. Это, в свою очередь, делает возможным выполнение конструкции формующего инструмента более компактной. Когда указанный инструмент снабжен двумя полостями для совместного образования упаковок, указанные полости должны быть разделенными на расстояние, так что две клапанные картонные заготовки не мешают друг другу. Это расстояние может использоваться для обеспечения места для литников.
Вертикальная протяженность, в широком смысле, охватывает конструкции, где наибольшее измерение ободка продолжается, по меньшей мере, более вертикально, чем горизонтально, от верхнего края картона. Предпочтительно, что внутренняя поверхность ободка продолжается вверх и чаще всего слегка наружу под углом δ относительно вертикального направления, при этом угол δ составляет от 0° до 30°, более предпочтительно, от 8° до 15°. Предпочтительно, что наружная поверхность ободка продолжается вверх и, наиболее часто, слегка наружу, под углом γ относительно вертикального направления, при этом указанный угол γ составляет от 0° до 45°, более предпочтительно около 5°.
Указанный ободок может быть снабжен выступом, продолжающимся наружу от наружной поверхности ободка и продолжающимся вдоль, по меньшей мере, части ободка в направлении по окружности, при этом выступ выполнен, с одной стороны, на расстоянии под верхним краем ободка и, с другой стороны, на расстоянии над областью, граничащей с указанными боковыми стенками.
Таким образом, указанный выступ может принимать участие как элемент в надежном защелкивающем запирающем удерживании покрытия или крышки на месте на упаковке. Указанный выступ может быть разделен на несколько участков, каждый из которых продолжается только вдоль участка окружного направления ободка. Указанный выступ может также быть непрерывным и продолжать полный круг вокруг отверстия упаковки. Такой выступ может использоваться как часть уплотнения, отдельно или за одно целое, как элемент защелкивающего запора.
Указанный ободок может быть выполнен путем литьевого формования на картонной заготовке с литьевой точкой, расположенной на наружной стороне ободка. Путем использования литьевого формования можно выполнить относительно завершенные формы. Также можно использовать литьевое формование пластикового материала для надежного прикрепления ободка к картонной заготовке. Путем обеспечения литьевой точки, точка, где пластиковый материал вводят в полость формы на наружной стороне ободка, можно обеспечить литник в части формовочного инструмента, не снабженного рядом других функций. Это упрощает конструкцию формовочного инструмента. Кроме того, в некоторых случаях предпочтительно, чтобы остаток литника располагался в таком месте упаковки, к которому не предъявляются никакие эстетические или гигиенические требования. Кроме того, путем расположения литьевой точки на вертикальном участке ободка размер литника может быть выбран без применения жестких требований к геометрии ободка, то есть указанный ободок может быть выполнен на основании требований к упаковке как таковой. Во многих случаях указанные литники имеют желаемый минимальный размер в том же порядке или даже иногда превышающий желаемую толщину ободка.
Указанный остаток литника может быть расположен на расстоянии ниже указанного выступа и на расстоянии выше указанной граничной области. Указанный выступ предпочтительно расположен на линии разъема для выполнения простой конструкции инструмента. Путем обеспечения литьевой точки между выступом и граничной областью между картонным и литьевым пластиковым материалом можно обеспечить литник в части формы, по существу выполненной в виде чаши и не обеспеченной рядом других функций. Это упрощает конструкцию формовочного инструмента. Кроме того, указанный остаток литника не мешает какой-либо функции запирающего запора. Кроме того, указанный остаток литника в большей части применений скрыт рукавом крышки.
Указанный ободок может быть прикреплен к внутренней стороне картонной боковой стенки и, предпочтительно, только к внутренней стороне картонной боковой стенки и может продолжаться вверх от указанной одной или более картонных боковых стенок, таким образом, образуя наружную сторону боковой стенки над картонной боковой стенкой. Путем расположения на внутренней стороне боковой стенки указанный пластиковый материал в ободке автоматически обеспечивает уплотнение между картонным краем и изделием в упаковке. Это часто является предпочтительным, поскольку любая влага в упаковке, например из пищевого продукта или тому подобного, имеет свойство проникать на картонный край и размачивать картон, так что указанный картон теряет механическую прочность и смотрится менее эстетично. Путем обеспечения ободка только на внутренней стороне картона, указанный картонный край, таким образом, образует эстетичное и визуально различимое разделение между картонной частью упаковки и ободком. Кроме того, обнаружено, что проще выполнять упаковки устойчивым образом, если свободный край картона направлен против стенки формовочного инструмента, по сравнению с ситуацией, когда картонный край должен продолжаться в полость без контакта с любой из стенок формовочного инструмента. Свободный картонный край, не опирающийся на любую из стенок формовочного инструмента, имеет свойство сгибаться в том или ином направлении с помощью инжектированного пластикового материала, таким образом, вызывая неустойчивое придание формы упаковкам.
Указанный ободок может по существу продолжаться в, по существу, том же направлении, что и картонная боковая стенка, к которой он прикреплен. Таким образом, он образует устойчивое продолжение картонной части упаковки. Таким образом, указанный ободок может использоваться в качестве уплотнения между упаковкой и крышкой.
Вышеупомянутые задачи также решены способом выполнения упаковки, содержащим этапы:
придания картонной заготовке формы емкости, имеющей дно и одну или более боковых стенок, продолжающихся вверх от дна,
обеспечения полости формы, в которую продолжается верхний край указанной одной или более стенок, при этом полость формы продолжается по существу вертикально от боковой стенки, имеющей верхний край, продолжающийся в полость,
формования по существу вертикального продолжения ободка путем инжектирования пластикового материала в указанную полость,
при этом пластиковый материал инжектируют под первым углом относительно направления разъема формовочного инструмента, образующего полость формы, а также под вторым углом относительно линии разъема, вдоль которой отформованные корпуса отделены друг от друга.
Преимущества, обеспеченные выполненной упаковкой, также непрямым образом становятся преимуществами способа.
Путем использования литьевого формования можно выполнить относительно сложные формы. Также можно использовать литьевое формование пластикового материала для надежного прикрепления ободка к картонной заготовке. Путем инжектирования указанного пластикового материала под первым углом относительно направления разъема формовочного инструмента, образуя полость формы, а также под вторым углом относительно линии разъема, вдоль которой отформованные корпуса отделены друг от друга, можно обеспечить литник в части формовочного инструмента, не используемого для ряда других функций. Инжектирование пластикового материала может быть обеспечено снаружи завершенной упаковки. Оно даже может использоваться для обеспечения инжектирования пластикового материала в область между наружным выступом (для защелкивающего запора, уплотнения и тому подобного) и картонной частью упаковки.
Указанный первый угол предпочтительно составляет от 30° до 90°, наиболее предпочтительно около 45°. Указанный второй угол предпочтительно составляет от 0° до 60°, наиболее предпочтительно около 45°. Нижние пределы первого и второго угла определяются минимальной толщиной инструмента между литником и наружным периметром корпуса инструмента. Верхний придел первого угла определяется нижним пределом второго угла и наоборот.
В большинстве случаев указанная линия разъема и указанное направление разъема перпендикулярны друг другу.
Указанная полость формы может быть обеспечена углублением, выполненным на наружной стороне полости и приспособленным для образования выступа на ободке, при этом выступ продолжается наружу от наружной стороны ободка и продолжается вдоль, по меньшей мере, части ободка в окружном направлении, при этом выступ выполнен, с одной стороны, на расстоянии ниже верхнего края ободка и, с другой стороны, на расстоянии выше области, граничащей с указанными боковыми стенками.
Указанный выступ может действовать как элемент защелкивающего запора, надежно удерживающего покрытие или крышку на месте на упаковке. Указанный выступ может быть разделен на несколько участков, каждый из которых только продолжается вдоль участка окружного направления ободка. Указанный выступ может быть также непрерывным и продолжаться на полную окружность вокруг отверстия упаковки. Такой выступ может использоваться как часть уплотнения, отдельно или за одно целое, как элемент защелкивающего запора.
Указанный пластиковый материал может быть инжектирован снаружи ободка. Путем обеспечения литьевой точки, где пластиковый материал вводят в полость формы, на наружной стороне ободка, можно обеспечить литник в части формовочного инструмента, не обеспеченного рядом других функций. Это упрощает конструкцию формовочного инструмента. Кроме того, предпочтительно, чтобы остаток литника располагался в таком месте упаковки, к которому не предъявляются строгие эстетические или гигиенические требования.
Указанный остаток литника может быть расположен на расстоянии ниже указанного углубления и на расстоянии выше верхнего края картона, продолжающегося в указанную полость. Указанный выступ предпочтительно расположен на линии разъема для упрощения конструкции инструмента. Путем обеспечения литьевой точки между выступом и граничной областью между картоном и инжектированным пластиковым материалом можно обеспечить указанный литник в части формы, по существу имеющей форму чаши и не обеспеченной рядом других функций. Это упрощает конструкцию формовочного инструмента. Кроме того, указанный остаток литника не мешает какой-либо функции защелкивающего запора. Кроме того, остаток литника в большинстве применений скрыт рукавом крышки.
Верхний край указанной одной или более боковых стенок может продолжаться внутрь указанной полости формы, так что указанный пластиковый материал инжектируют и вводят в контакт с внутренней стороной картонной боковой стенки, и предпочтительно только с внутренней стороной картонной боковой стенки, при этом полость формы продолжается вверх от указанной одно или более боковых стенок, так что этот ободок образует наружную сторону боковой стенки упаковки над картонной боковой стенкой. Путем расположения на внутренней стороне картона, пластиковый материал на ободке автоматически обеспечивает уплотнение между картонным краем и изделием в упаковке. Это часто является предпочтительным, поскольку любая влага в упаковке, например, из пищевого продукта или тому подобного, имеет свойство проникать на картонный край и размачивать картон, так что указанный картон теряет механическую прочность и смотрится менее эстетично. Путем обеспечения ободка только на внутренней стороне картона, указанный картонный край, таким образом, образует эстетичное и визуально различимое разделение между картонной частью упаковки и ободком. Кроме того, обнаружено, что проще выполнять упаковки устойчивым образом, если свободный край картона направлен против стенки формовочного инструмента, по сравнению с ситуацией, когда картонный край должен продолжаться в полость без контакта с любой и стенок формовочного инструмента. Свободный картонный край, не опирающийся на любую из стенок формовочного инструмента, имеет свойство сгибаться в том или ином направлении с помощью инжектированного пластикового материала, таким образом, вызывая неустойчивое придание формы упаковкам.
Указанная полость может по существу продолжаться по существу в том же направлении, что и боковая стенка, имеющая верхний край, продолжающийся в указанную полость. Таким образом, она образует прочное продолжение картонной части упаковки.
Указанная полость может продолжаться вдоль верхнего края указанной одной или более боковых стенок и образовывать непрерывную полость, так что указанный ободок, которому придают форму таким образом, образует непрерывный периметр вокруг отверстия емкости. Таким образом, ободок можно использовать в качестве уплотнения между упаковкой и крышкой.
Указанные выше задачи также решены путем обеспечения формовочного инструмента для использования в выполнении упаковки, при этом формовочный инструмент содержит первый формовочный корпус и второй формовочный корпус, при этом первый формовочный корпус по существу имеет форму чаши, а второй формовочный корпус выполнен как выступ, по существу соответствующий первому формовочному корпусу, при этом первый и второй формовочные корпуса приспособлены для совместного образования полости для принятия и придания формы емкости, имеющей дно и одну или более боковых стенок, продолжающихся вверх от дна, при этом полость выполнена так, что они между ними обеспечивают расширенную часть полости, в которую приспособлен для продолжения верхний край картонных боковых стенок, при этом указанная расширенная полость формы продолжается по существу вертикально от картонной боковой стенки, имеющей верхний край, продолжающийся в полость, при этом расширенная часть полости соединена с литником, при помощи которого ободок может быть отформован на указанной одной или более боковых стенок путем инжектирования пластикового материала в указанную расширенную часть полости, при этом пластиковый материал инжектируют по углом относительно направления разъема формовочного инструмента, образующего полость формы, а также под углом относительно линии разъема, вдоль которой отформованные корпуса отделяют друг от друга.
Преимущества, обеспеченные выполненной упаковкой, также непрямым образом становятся преимуществами формовочного инструмента. Также преимущества способа, используемого для образования упаковки с использованием формовочного инструмента, непрямым образом становятся преимуществами формовочного инструмента.
Путем использования литьевого формования можно выполнить относительно сложные формы. Также можно использовать литьевое формование пластикового материала для надежного прикрепления указанного ободка к картонной заготовке. Путем инжектирования указанного пластикового материала под первым углом относительно направления разъема формовочного инструмента, образующего полость формы, а также под вторым углом относительно линии разъема, вдоль которой отформованные корпуса отделяют друг от друга, можно обеспечить литник в части формовочного инструмента, не используемого для ряда других функций. Инжектирование пластикового материала может быть обеспечено снаружи завершенной упаковки. Оно даже может использоваться для обеспечения инжектирования пластикового материала в область между наружным выступом (для защелкивающего запора, уплотнения и тому подобного) и картонной частью упаковки.
Указанный первый угол предпочтительно составляет от 30° до 90°, наиболее предпочтительно около 45°. Указанный второй угол предпочтительно составляет от 0° до 60°, наиболее предпочтительно около 45°. Нижние пределы первого и второго угла определяются минимальной толщиной инструмента между литником и наружным периметром корпуса инструмента. Верхний придел первого угла определяется нижним пределом второго угла и наоборот.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Данное изобретение путем примера описано более подробно со ссылкой на сопровождающие схематичные чертежи, на которых показаны предпочтительные в настоящее время варианты выполнения изобретения.
Фиг. 1 - формовочный инструмент в закрытом положении.
Фиг. 2 - формовочный инструмент по Фиг. 1 в положении, в котором первая половина инструмента открыта, а отформованные упаковки еще находятся на второй формовочной половине.
Фиг. 3 - формовочный инструмент по Фиг. 1 и 2 в положении, в котором выталкивающая плита удалила отформованные упаковки из второй формовочной части.
Фиг. 4а-е - упаковка по первому варианту выполнения.
Фиг. 5а-d - упаковка по второму варианту выполнения.
Фиг. 6а-е - упаковка по третьему варианту выполнения.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВЫПОЛНЕНИЯ
На Фиг. 1 показан вид в сечении обрабатывающего и формующего инструмента для образования упаковки. По существу формовочный инструмент содержит первую формовочную половину или корпус 10 и вторую формовочную половину или корпус 20. Указанные две формовочные половины 10 и 20 отделены друг от друга вдоль, так называемой, линии разъема PL (показанной на Фиг. 1). Указанные два формовочных корпуса 10 и 20 отделены друг от друга путем перемещения в направлении друг от друга относительно друг друга вдоль направления разъема PD (показано на Фиг. 1). Указанный первый формовочный корпус 10 обеспечен двумя углублениями 11а и 11b в форме чаши, как лучшим образом показано на Фиг. 2 и 3. Указанный второй формовочный корпус 20 обеспечен двумя выступающими элементами 21а и 21b. Верхний участок (обозначенный положением позиций 21а и 21b на Фиг. 1 и 2) приспособлен для продолжения в соответствующее углубление первого формовочного корпуса 10. Указанные выступающие элементы 21а и 21b также продолжаются во второй формовочный корпус 20 (как обозначено положением позиций 21а и 21b на Фиг. 3). Верхние участки выступающих элементов 21а и 21b образуют вместе с углублениями 11а и 11b две полости, в которых картонная заготовка приспособлена для получения форы емкости 31 и снабжения ободком 32 и, таким образом, образования упаковки 30.
Следует отметить, что в описании верхняя и нижняя части формы относятся к ориентации формы, как показано на Фиг. 1-3. Можно выполнить форму в других направлениях, например, имеющей вертикальную линию разъема или наклоненную линию разъема. Также можно выполнить половины формы в противоположном направлении с первым формовочным корпусом ниже второго формовочного корпуса.
Упаковка по существу выполнена согласно следующему. Плоскую картонную заготовку располагают между открытыми половинами 10 и 20 формы. Поскольку форма закрыта, то есть указанные половины 10 и 20 формы сближают друг с другом, при этом выступающие элементы 21а и 21b толкают картонную заготовку в углубления 11а и 11b, таким образом, придавая плоской картонной заготовке форму емкости 31, имеющей дно 31а и одну или более боковых стенок 31b, продолжающихся вверх от дна 31а.
Для круглой или эллиптической или другой сходной формы емкости 31 общей может считаться речь об одной боковой стенке. Для прямоугольной или другой сходной формы емкости общей может считаться речь о боковых стенках более одной (например, четырех боковых стенках в случае прямоугольной емкости и трех - в случае треугольной емкости). Следует отметить, что указанное множество стенок также предпочтительно выполнено за одно целое из одной картонной упаковки, и объединение между боковыми стенками, таким образом, выполнено как непрерывный, но круто изогнутый или согнутый участок картонной заготовки. В некотором смысле такая емкость может также считаться имеющей одиночную боковую стенку, выполненную из четырех относительно прямых участков и четырех изогнутых участков или угловых участков.
Указанные углубления 11а и 11b и выступающие элементы 21а и 21b имеют форму, так что, когда форма закрыта, образуется пространство, достаточно широкое для возможности вмещения между ними картонной заготовки. Уровень давления, прилагаемого на картон, зависит от выбора картонного материала, выбора формы емкости и т.д. Такие параметры хорошо известны специалистам в данной области и не будут описаны подробно.
В наиболее низких участках углублений 11а и 11b, то есть участке, относящемся к верхнему участку боковой стенки 31b емкости 31, углубления 11а и 11b и выступающие элементы 21а и 21b выполнены так, что образуется полость 35. Указанная полость 35 продолжается полностью вокруг периметра углублений 11а и 11b. Указанная полость 35 приспособлена к наполнению расплавленным пластиком с использованием, так называемой, операции литьевого формования. Пластиковый материал, нагреваемый для возможности формования, инжектируют под давлением в указанную полость 35, и он заполняет каждую часть полости 35. Указанный пластиковый материал, таким образом, принимает форму, определенную указанной полостью 35. Затем пластиковый материал охлаждают, так что он застывает в форме, заданной полостью 35.
После того, как расплавленный пластиковый материал затвердел в полости 35, форма снова может быть открыта в открытое положение. На первом этапе второй формовочный корпус 20 перемещают от первого формовочного корпуса 10, который в данном варианте выполнения является неподвижным. Для обеспечения, что упаковки 30 не прикрепятся к первому формовочному корпусу 10, а останутся на выступающих элементах 21а и 21b, когда второй формовочный корпус перемещают от первого формовочного корпуса 10, воздух под давлением могут подавать в углубления 11а и 11b через воздухопроводы 12а и 12b в первом формовочном корпусе 10. На этом начальном этапе открытия выталкивающая плита 22 находится в заднем положении. Это показано на Фиг. 2.
На следующем этапе указанную выталкивающую плиту 22 перемещают в переднее положение (как показано на Фиг. 3). В данном перемещении указанная выталкивающая плита 22 удаляет завершенные упаковки 30 из выступающих элементов 21а и 21b. Указанные упаковки 30 далее могут быть удалены роботом или тому подобным.
Новую картонную заготовку располагают между формовочными половинами, закрытыми для придания формы картону, пластиковый материал инжектируют в полость 35, и формовочные половины затем открываются повторно по описанию выше.
Пластиковый материал инжектируют в полости 35 с помощью литникового канала 40, который оканчивается двумя литниками 41а и 41b. Указанный литниковый канал 40 расположен по центру в первом формовочном корпусе 10 между двумя углублениями 11а и 11b. Указанные два литника 41а и 41b продолжаются от литникового канала 40 до полостей 35. Таким образом, указанные литники 41а и 41b соединяются с полостями 35, так что, как видно из упаковки 30, пластиковый материал инжектируют снаружи ободка. Указанные литники 41а и 41b располагают под первым углом α относительно направления разъема PD и вторым углом β относительно линии разъема PL, вдоль которой разделяют отформованные корпуса. Указанные углы α и β показаны увеличенным образом на Фиг. 2b. В предпочтительном варианте выполнения, показанном на Фиг. 1-3, указанная линия разъема PL и направление разъема PD перпендикулярны. Указанные углы α и β составляют по 45°.
Подходящие формовочные материалы включают различные термопластичные материалы, перерабатываемые в расплаве; другими словами, их можно подавать в расплавленном состоянии в полость формы, в которой они застывают и прикрепляются непосредственно к картону или пластиковому покрытию картона, образуя одновременно жесткий ободок. Подходящие полимеры, на которых основаны эти пластиковые материалы, включают полиолефины, полиэфиры и полиамиды. Экологически безопасные формовочные материалы включают биоразлагаемый пластик, такой как любой из следующих: полиактид (PLA), биоразлагаемый полиэфир, пластик на основе крахмала или полигидроксиалканоат, в частности, РНВ. Таким образом, возможность повторного использования упаковки может быть увеличена в целом, даже хотя она выполнена частично путем литьевого формования. Вышеупомянутый биоразлагаемый пластик также может использоваться как материал для покрытия картонной заготовки.
Пластиковый материал, обеспеченный через литники, может застывать и, таким образом, временно закрывать литники между литьевыми циклами.
На Фиг. 4-6 раскрыты различные упаковки.
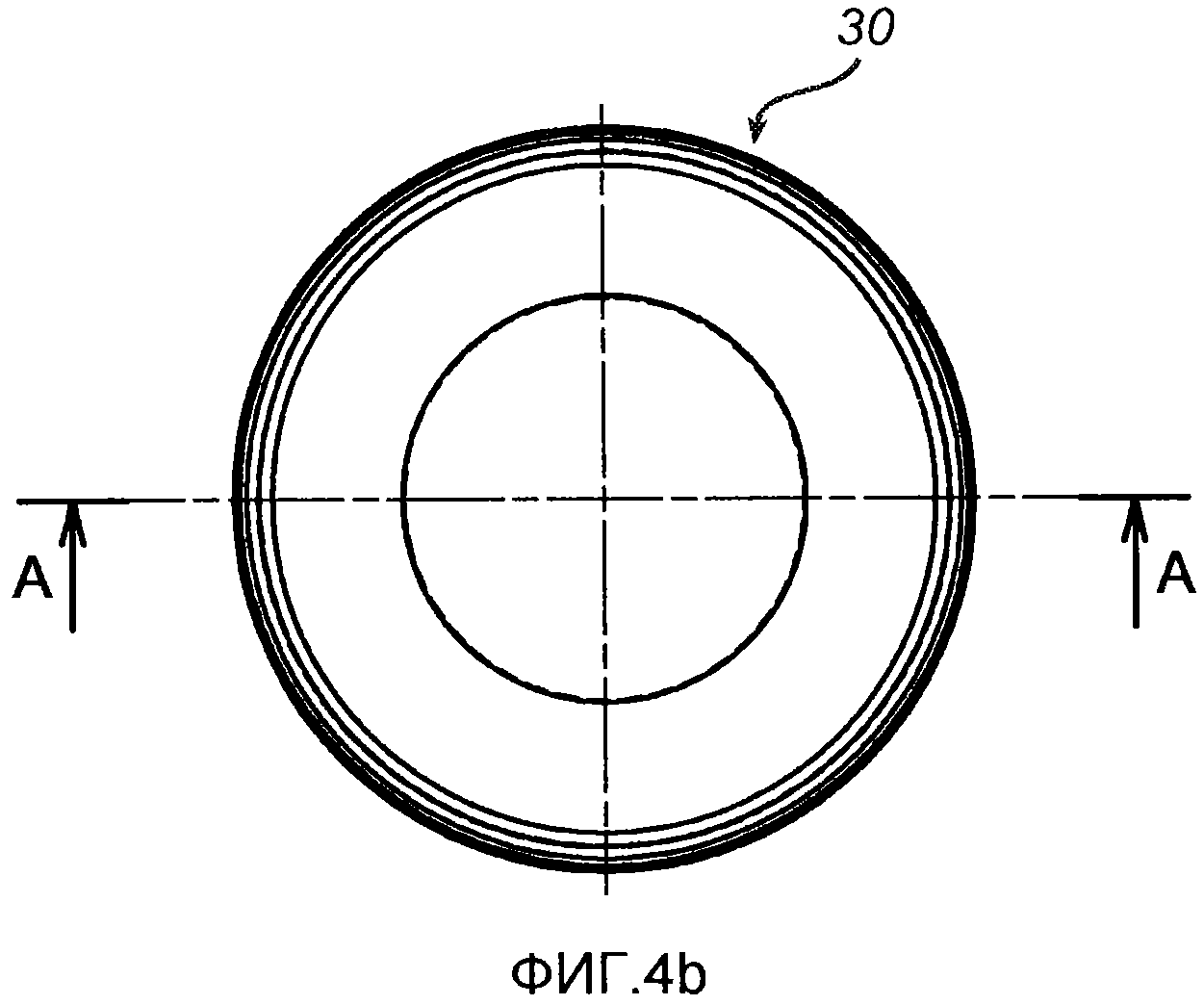
На Фиг. 4а-е раскрыта круглая упаковка 30, содержащая круглое дно 31а и боковую стенку 31b, выполненную за одно целое с дном 31а и продолжающуюся вверх от дна 31а. Указанная упаковка дополнительно содержит отформованный ободок 32, прикрепленный к картонной боковой стенке 31b. Как показано увеличенным образом на Фиг. 4е, указанный отформованный ободок 32 и боковая стенка 31b прикреплены друг к другу вдоль граничной области на верхнем участке боковой стенки 31b и нижнем участке ободка 32. Указанный ободок 32 продолжается полностью вдоль круглой боковой стенки 31b и образует непрерывный ободок 32, полностью окружающий отверстие выполненной таким образом упаковки 30. Как показано на, например, Фиг. 4а, 4d и 4е, указанный ободок 32 продолжается вертикально вверх от боковой стенки 31b. Наружная поверхность ободка продолжается вертикально вверх. Внутренняя поверхность ободка имеет небольшой наклон наружно вверх. В результате, наибольшее измерение ободка имеет небольшой наклон наружу вверх. Указанный ободок 32 образует отформованный верхний участок боковой стенки.
Указанная картонная боковая стенка 31b обеспечена двумя изгибами 34а и 34b, нижний из которых находится прямо под граничной областью, а верхний - в нижнем участке граничной области. Эти два изгиба помогают удерживать верхний край картонной боковой стенки 31b против углублений 11а и 11b первого формовочного корпуса 10.
На Фиг. 5а-5d показана эллиптическая упаковка 30, содержащая эллиптическое дно 31а и боковую стенку 31b, выполненную за одно целое с дном 31а и продолжающуюся вверх от дна 31а. Указанная упаковка 30 дополнительно снабжена ободком 32, как раскрыто более подробно по Фиг. 4а-е.
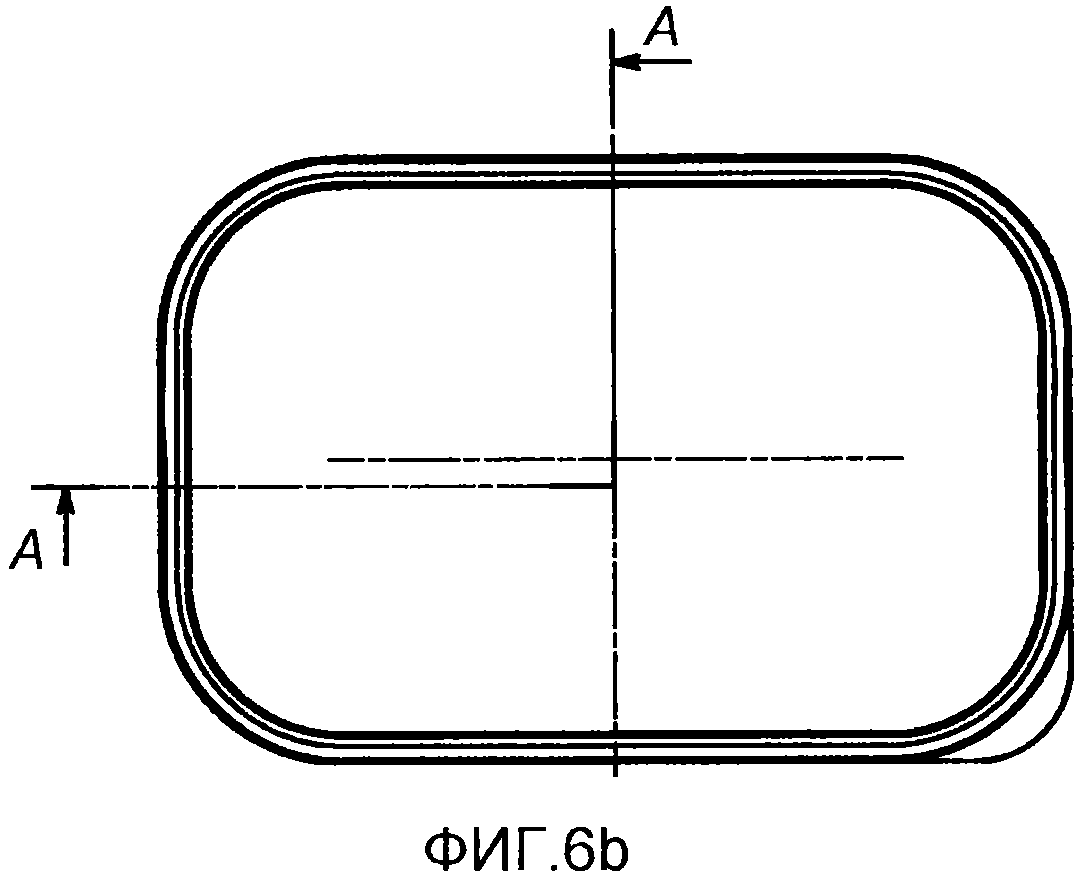
На Фиг. 6а-d раскрыта прямоугольная упаковка 30, имеющая прямоугольное дно 31а и четыре боковые стенки 31b, выполненные за одно целое с дном 31а. Как показано на Фиг. 6а-d, указанные четыре боковые стенки 31b по существу выполнены в виде одиночной непрерывной боковой стенки 31b с изогнутыми угловыми участками и прямыми участками между углами. Упаковка сходной прямоугольной формы также может быть обеспечена с использованием операции сгиба на углах. Указанные боковые стенки 31b обеспечены ободком 32, как описано более подробно по Фиг. 4а-е.
Указанные ободки 32 на Фиг. 5a-d и 6a-d снабжены выступом, продолжающимся наружу от наружной части ободка. Указанный выступ 36 продолжается в качестве непрерывного гребня или высшей точки в окружном направлении вокруг ободка 32. Указанный выступ 36 расположен на расстоянии L1 ниже верхнего края ободка и на расстоянии L2 выше граничной области (то есть, над краем картонной боковой стенки 31b).
Минимальное расстояние L1 определяется жесткостью, которую необходимо иметь выступу. Как часть защелкивающего запора указанный выступ может, например, иметь высоту 2-3 мм, то есть расстояние L1 должно составлять 2-3 мм. В других применениях может быть достаточным выступ высотой 0,5 мм или тому подобное, то есть расстояние L1 должно в этом случае составлять 0,5 мм. Таким образом, расстояние L1 должно быть более 0,5 мм.
Минимальное расстояние L2 находится среди других, определенных пространством, необходимым для литника. Указанное расстояние L2 должно составлять более 3 мм, предпочтительно около 5 мм.
Минимальная высота ободка 32 составляет примерно 5 мм, принимая во внимание, что необходимо достаточно место для литника и выступа.
Указанный остаток литника Р расположен на расстоянии L3 ниже указанного выступа 36 (расстояние L3 ниже верхней части ободка 32, если нет выступа) и на расстоянии L4 выше указанной граничной области I. Указанное расстояние L3 составляет более 2 мм для возможности выполнения литников 41а-b в формовочном корпусе 10. Указанное расстояние L4 составляет более 2 мм для обеспечения, что поток инжектируемого пластикового материала не тянет верхний край картонной боковой стенки 31b из его примыкания к полости 35 формы.
Когда упаковка 30 снабжена выступом, как на Фиг. 5a-d и Фиг. 6а-е, линия разъема PL располагается на самой широкой части выступа. Таким образом, часть ободка 32, расположенная выше линии разъема PL, выполнена частью полости 35, получив форму части полости во втором формовочном корпусе 20.
Как показано увеличенным образом на Фиг. 4е, 5d и 6е, указанный ободок 32 прикреплен у внутренней стороне картонной боковой стенки 31b. Указанная картонная боковая стенка 31b образует нижнюю часть наружной стороны, а ободок образует верхнюю часть наружной стороны боковой стенки над картонной боковой стенкой. В вариантах выполнения по Фиг. 4-6, указанный ободок 32 по существу продолжается в том же общем направлении, в котором прикреплена картонная боковая стенка 31b.
Указанная крышка может быть выполнена из любого материала. Указанная крышка может быть выполнена из картона, нижняя поверхность которого покрыта материалом, совместимым с материалом ободка, например, для плотного запечатывания крышки и/или обеспечения возможности повторного закрывания. Указанная крышка может также быть пластиковой пленкой, содержащей один или более слоев и прикрепленной к верхней поверхности ободка. Такая пленка может быть прозрачной, так что содержимое упаковки может просматриваться без открытия упаковки. Также возможно, что крышка независимо от ее материала прикреплена к ободку механически только с использованием выступа на ободке как части защелкивающего запора. Также возможны комбинации, например уплотняемая крышка, обеспечивающая герметично закрытую емкость или обеспечивающая индикацию вскрытия, при этом крышка также снабжена защелкивающей функцией, обеспечивающей механическую защиту уплотнения и обеспечивающей повторно закрываемую упаковку.
На Фиг. 6а-е показана конструкция, в которой крышка 50 с центральным участком 51 картонного материала снабжена краевым ободком 52, выполненным литьевым формованием. Указанный краевой ободок 52 крышки 50 продолжается вертикально вниз на наружной стороне ободка 32 упаковки 50. Указанный краевой ободок 52 снабжен продолжающимся внутрь выступом 53. Этот выступ 53 приспособлен для взаимодействия с выступом 36 ободка 32 упаковки 30, таким образом, образуя защелкивающий запор, надежно, но удаляемо удерживая крышку 50 на упаковке 30.
Даже если вышеописанная упаковка особенно хорошо подходит для плотной упаковки пищи, она также подходит для продуктов, отличных от пищи, в случае чего можно выбрать материал формования ободка, принимая во внимание факторы, отличные от плотного по воздуху укупорочного средства, необходимого для пищи.
Подразумевается, что возможны различные модификации вариантов выполнения, описанных здесь, также находящиеся в объеме изобретения, как определено прилагаемой формулой.
Ранее упомянутое множество боковых стенок может быть, например, также в соответствии с другим вариантом выполнения, выполнено из частей картона, где нет непрерывного соединения между двумя смежными боковыми стенками. Указанные боковые стенки могут, например, в случае прямоугольной емкости, быть выполнены из четырех клапанов, выполненных за одно целое с нижним участком и продолжающихся по существу наружу от соответствующей стороны прямоугольного нижнего участка. Когда их сгибают вверх, свободные края клапанов приближаются к свободным краям смежных клапанов. Такая емкость может быть также снабжена ободком по изобретению. Промежутки между смежными клапанами могут быть закрыты путем использования этапа литьевого формования. Указанные промежутки могут альтернативно быть оставлены открытыми.
Форма упаковки может также отличаться от описанного выше, например, в нижней части емкости возможны формы отделений.
В качестве альтернативы конструкции с одним литниковым каналом и двумя литниками возможно, например, использовать конструкцию, где одна упаковка выполнена во время, когда форма снабжена литниковым каналом и одним литником. Также возможен вариант с двумя отдельными литниками, каждый из которых ведет к одному литнику для одного продукта. Этот вариант может быть предпочтительным, когда используются крупные заготовки для образования глубоких лотков или упаковок. В этом случае указанные заготовки перекрывают друг друга, и желательно отделять полости формы друг от друга. Однако часто существует ограниченное допустимое расстояние между двумя литниками, соединенными с тем же литниковым каналом. Таким образом, в некоторых случаях может быть предпочтительным использование двух отдельных литниковых каналов.
Реферат
Изобретение относится к упаковке (30), содержащей картонную заготовку (31), при этом картонная заготовка (31) имеет форму емкости с дном (31а) и одной или более картонных боковых стенок (31b), продолжающихся вверх от дна (31a), при этом упаковка (30) дополнительно содержит отформованный ободок (32), прикрепленный к указанной одной или более картонных боковых стенок (31b) вдоль граничной области (I), образованной из верхнего участка указанной одной или более картонных боковых стенок (31b) и нижнего участка указанного отформованного ободка (32) и продолжающейся вдоль, по меньшей мере, части верхнего края указанной одной или более картонных боковых стенок (31b), причем ободок (32) продолжается по существу вертикально вверх от указанной одной или более картонных боковых стенок (31b), таким образом, обеспечивая упаковку (30) отформованным верхним участком боковой стенки. Данное изобретение также относится к способу и формующему инструменту. 3 н. и 9 з.п. ф-лы, 17 ил.
Формула
дно (31а) и одну или более боковых стенок (31b), продолжающихся вверх от дна (31а),
обеспечения полости (35) формы, в которую продолжается верхний край одной или более боковых стенок, при этом полость формы продолжается по существу вверх от боковой стенки (31b), при этом верхний край продолжается в полость (35),
формования по существу вертикально продолжающегося ободка (32) путем инжектирования пластикового материала в указанную полость (35), при этом пластиковый материал инжектируют под первым углом
(а) относительно направления разъема (PD) формовочного инструмента (10, 20), образующего полость (35) формы, а также вторым углом (3) относительно линии разъема (PL), вдоль которой отформованные корпуса (10, 20) отделяют друг от друга, при этом полость (35) формы снабжена углублением, выполненным на наружной стороне полости и приспособленным для образования выступа (36) на ободке (32), при этом выступ (36) продолжается наружу от наружной части ободка (32) и продолжается вдоль, по меньшей мере, части ободка (32) в окружном направлении, при этом выступ (36) образован, с одной стороны, на расстоянии (L1) ниже верхнего края ободка (32) и, с другой стороны, на расстоянии (L2) выше граничной области (I), граничащей с указанными боковыми стенками (31b), причем выступ (36) способен действовать как защелкивающий запорный элемент.
Комментарии