Предварительно собранная открытая коробка с автоматически формируемыми опорами для штабелирования - RU2631173C2
Код документа: RU2631173C2
Чертежи




Описание
Область изобретения
Один или более из вариантов настоящего изобретения относятся к открытой коробке с опорами для штабелирования. Более конкретно один или более из вариантов изобретения относятся к предварительно собранной открытой коробке, которая содержит единственную заготовку вкладыша, которая автоматически формирует опоры для штабелирования, когда заготовку складывают в ящик.
Предпосылки к созданию изобретения
В качестве исходного материала для формирования контейнеров много лет используются плоские листы гофрокартона, иногда именуемые "заготовки". Гофрокартоном по существу называют многослойный листовой материал, состоящий из двух листов облицовки, которые соединены с центральным гофрированным слоем. Контейнеры, сформированные из гофрокартона, иногда называют гофроящиками или гофрокоробами. Более 90 процентов всех товаров в наиболее развитых странах отгружаются в гофрокоробах.
Одним типом гофрокоробки может быть гофрокоробка с четырьмя клапанами на дне и крышке. Такие гофрокоробки могут быть сформированы из одного или более куска гофрокартона (заготовок). Заготовка может содержать участки, которые будут формировать стороны (включая боковые панели и торцевые панели) коробки, а также один или более наборов клапанов, например, клапаны, которые могут формировать дно и/или крышку коробки. Коробка может быть размечена и надрезана для облегчения складывания и/или сборки. Заготовка, собранная в коробку, может иметь соединение в месте, где одна боковая панель и одна торцевая панель заготовки и/или коробки сводятся друг с другом.
Коробки могут отгружаться пользователю плоскими (не собранными). Когда пользователю потребуется коробка, он может собрать ее (согнуть и/или придать четырехугольную форму и/или открыть), заложить в коробку товар и закрыть любые верхние клапаны. Существует тип контейнера с единственным набором клапанов, например, образующих дно контейнера (HSC, half-slotted container). В контейнере HSC верхние клапаны могут отсутствовать и/или может иметься открытый верх.
Краткое описание чертежей
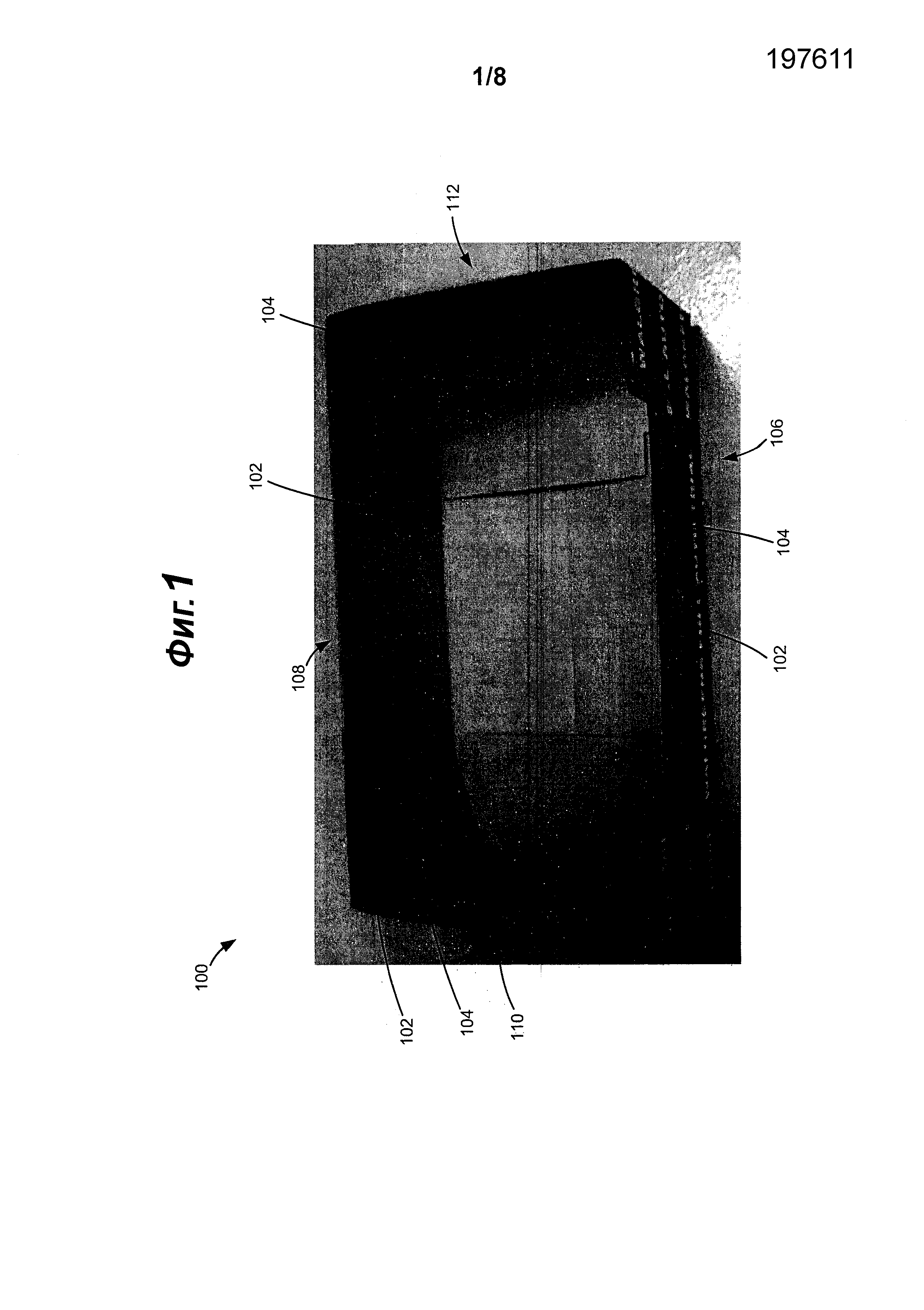
Фиг. 1 - вид сверху в перспективе примера предварительно собранной открытой коробки с автоматически формируемыми опорами для штабелирования по одному или более из вариантов настоящего изобретения.
Фиг. 2А - схематический вид сбоку разложенной внешней заготовки иллюстративной, предварительно собранной открытой коробки с автоматически формируемыми опорами для штабелирования по одному или более из вариантов настоящего изобретения.
Фиг. 2В - иллюстративный процесс разборки по одному или более из вариантов настоящего изобретения.
Фиг. 3А - схематический вид сбоку плоской заготовки вкладыша иллюстративной, предварительно собранной открытой коробки, вставленной в иллюстративную собранную или сложенную внешнюю заготовку по одному или более из вариантов настоящего изобретения.
Фиг. 4А - иллюстративная машина для сборки контейнеров по одному или более из вариантов настоящего изобретения.
Фиг. 4В - иллюстративная машина для сборки контейнеров по одному или более из вариантов настоящего изобретения.
Фиг. 4С - иллюстративная машина для сборки контейнеров по одному или более из вариантов настоящего изобретения.
Подробное описание
Далее следует описание недостатков одного или более из известных вариантов предварительно собранных открытых коробок с автоматически формируемыми опорами для штабелирования. Одним из недостатков известных открытых коробок является тот факт, что они требуют больших трудозатрат и создают трудности при изготовлении и сборке. Другим недостатком известных открытых коробок является тот факт, что они требуют избыточного количества материала и/или в некоторых случаях дополнительных компонентов для скрепления отдельных компонентов контейнера.
В настоящем документе описывается предварительно собранная открытая коробка с автоматически формируемыми опорами для штабелирования (далее - коробка). Коробка может быть контейнером заказной конструкции (например, HSC), содержащей две или более заготовки (например, куски гофрокартона), которые соединены друг с другом, например так, чтобы сначала образовать сложенную плоскую структуру (СПС). Коробка может содержать вкладыш, сформированный из одной заготовки, где эта единственная заготовка вкладыша, когда вся коробка собрана, автоматически создает опору на противоположных углах внешней заготовки. В некоторых вариантах одна или более из противоположных опор может иметь асимметричную форму. Коробка сконструирована так, чтобы обеспечивать возможность сборки СПС и автоматического формирования опор для штабелирования, что позволяет получить готовый контейнер, который содержит опоры, которые работают как угловые "стойки". Опоры и/или угловые стойки обеспечивают поддержку подобным контейнерам, которые могут быть уложены в штабель на первый контейнер.
На фиг. 1 показан вид сверху в перспективе примера предварительно собранной открытой коробки 100 с автоматически формируемыми опорами для штабелирования по одному или более из вариантов настоящего изобретения. Коробка 100 может содержать множество заготовок, например, внешнюю заготовку 102 и заготовку 104 вкладыша. Внешняя заготовка 102 может содержать множество панелей, например, переднюю панель 106, заднюю панель 108 и две боковые панели 110, 112. Заготовка 104 вкладыша также может иметь множество панелей. Когда открытая коробка 100 полностью собрана, заготовка 104 вкладыша может вкладываться или вставляться во внешнюю заготовку 102 так, чтобы заготовка вкладыша по существу упиралась во внутреннюю часть внешней заготовки. Например, внешняя поверхность множества панелей заготовки 104 вкладыша может упираться в участки внутренней поверхности панелей внешней заготовки, как показано на фиг. 1. В некоторых примерах заготовка вкладыша может быть вложена или сложена вдоль не всей внутренней поверхности внешней заготовки (как лучше всего видно на фиг. 3В). Другими словами, заготовка вкладыша может быть не полной заготовкой вкладыша. Части панелей заготовки вкладыша могут быть приклеены к частям панелей внешней заготовки. Например, между заготовкой вкладыша и внешней заготовкой может находиться клей, клейкая лента или другое клеящее вещество (например, быстросохнущий клей или медленно сохнущий клей), например, в тех местах, где клей касается частей внешней поверхности множества панелей заготовки вкладыша и касается частей внутренней поверхности панелей внешней заготовки.
На фиг. 2А приведен схематический вид сбоку плоской внешней заготовки 200 иллюстративной открытой коробки с автоматически формируемыми опорами для штабелирования по одному или более из вариантов настоящего изобретения. Внешняя заготовка 200 может быть по существу аналогична внешней заготовке 102 по фиг. 1. Внешняя заготовка 200 может содержать множество панелей, например, переднюю панель 206, заднюю панель 208, две боковые панели 210, 212 и соединительную панель 214. Внешняя заготовка 200 может иметь множество клапанов, например, передний клапан 220, задний клапан 222 и два боковых клапана 224, 226. Каждая панель и клапан может иметь внутреннюю поверхность и внешнюю поверхность, которые образуют внутреннюю и внешнюю поверхности заготовки 200. В примере, показанном на фиг. 2А, внешние поверхности могут быть обращены к смотрящему на чертеж, а внутренние поверхности (поверхности, обращенные к центру собранной коробки) могут быть обращены в направлении от смотрящего на чертеж. Внешняя заготовка 200 может содержать одну или более ручек 246, 247, каждая из которых определена кромкой панели, которая окружает пустое пространство, например, овальной формы.
Внешняя заготовка 200 может содержать окно и/или вырез 248, определенный кромкой панели 206, которая изгибается вниз от вершины, затем изгибается горизонтально и затем изгибается обратно вверх до вершины панели 206. В некоторых вариантах внешняя заготовка и/или внутренняя заготовка могут быть адаптированы для стабилизации окна и/или выреза 248, например, во время использования, когда часть внешней заготовки удалена для формирования окна 248. Если внешняя заготовка и/или заготовка вкладыша не адаптированы для стабилизации окна и/или выреза 248, на переднюю панель 220 может действовать дополнительное давление, например, во время сборки открытой коробки и заполнения ее товаром. В некоторых вариантах одна или более клеевая зона внешней заготовки 200 (например, клеевая зона 264) может быть добавлена к одной или более клеевой зоне заготовки вкладыша для стабилизации и/или поддержки окна 248. В других вариантах заготовка вкладыша может быть адаптирована так, чтобы содержать нижний клапан 328. Этот нижний клапан может стабилизировать окно 248 и может использоваться в сочетании с одной или более клеевой зоной внешней заготовки 200.
Внешнюю заготовку можно частично сложить в СПС или ее часть, согнув или сложив панели 206, 208, 210, 212, 214 по стыкам 230, 323, 234, 236 так, чтобы каждый стык образовал по существу прямой угол между панелями с каждой стороны от стыка. Стыки 230, 232, 234, 236 могут быть надрезаны, перфорированы и/или прорезаны для облегчения сгибания и/или складывания. Следует понимать, что несмотря на то, что на фиг. 2А может быть показан один или более из стыков, который надрезан и/или перфорирован, в других вариантах может использоваться внешняя заготовка с другой комбинацией типов стыков (надрезанных, перфорированных, прорезанных и т.п.). Например, внешняя заготовка может содержать стыки, которые все надрезаны или все перфорированы. Альтернативно внешняя заготовка может содержать стыки, часть из которых надрезана, часть перфорирована и факультативно часть относится к другому типу. Стыки разного типа (надрезанные, перфорированные и пр.) могут адаптировать внешнюю заготовку для создания нужного давления на заготовку вкладыша во время и/или после сборки коробки. После того как панели внешней заготовки сложены для формирования по существу прямых углов на стыках 230, 232, 234, 236, конец 209 панели 208 может быть наложен на соединительную панель 214. Конец 209 может быть приклеен к соединительной панели 214, например, клеем, клейкой лентой или другим клеящим средством (например, быстросохнущим клеем и/или медленно сохнущим клеем), находящимся в клеевой зоне 215. В этой точке, если смотреть сверху (угол зрения показан на фиг. 2А и 2В), частично собранная внешняя заготовка может по существу напоминать прямоугольник 240, где панели видны как линии или кромки прямоугольника, а стыки являются вершинами углов прямоугольника.
Частично собранная внешняя заготовка затем может быть "сложена" для формирования СПС или ее части. На фиг. 2В показан процесс складывания. При сгибании некоторых стыков полностью и, позволяя другим стыкам вернуться в не сложенную ориентацию (или остаться в ней), внешняя заготовка, если смотреть сверху, по существу напоминает параллелограмм 242, а затем по существу напоминает линию 244. В это время внешняя заготовка сконфигурирована в сложенную плоскую структуру (СПС), т.е. принимает частично собранную, по существу плоскую конфигурацию. Такая конфигурация позволяет легко штабелировать, хранить и транспортировать частично собранные контейнеры. Позднее производитель потребительских товаров может собрать СПС в контейнер, адаптированный для содержания в нем товаров. Следует понимать, что СПС можно создать, сгибая и/или складывая заготовку по всем стыкам для формирования прямоугольника, а затем сдавливая прямоугольник, например, процессом, показанным на фиг. 2В. Альтернативно СПС можно создать, воздерживаясь от складывания по некоторым стыкам и полностью складывая заготовку по другим стыкам так, чтобы заготовка сложилась непосредственно в по существу плоскую конфигурацию. СПС может содержать более чем одну заготовку, и складывание, необходимое для создания СПС, может происходить до или после того, как множество заготовок будут склеены друг с другом. В одном примере заготовка вкладыша приклеивается к внешней заготовке до того, как внешняя заготовка будет сложена для создания СПС.
Как показано на фиг. 2А и предполагая, что заготовка 200 уже была частично сложена путем сгибания панелей, внешнюю заготовку 200 можно полностью сложить, складывая и/или загибая клапаны 2209, 222, 224, 226 по стыкам 231, 233, 235, 237 так, чтобы каждый стык являлся вершиной по существу прямого угла, образованного клапаном и панелью и проходящего по обе стороны от стыка. Заготовка 200 может быть полностью собрана из СПС с отогнутыми клапанами 220, 222, 224, 226, или она может быть полностью собрана из не сложенной заготовки, например, показанной на фиг. 2А. В одном примере панели 206, 208, 210, 212 сложены и склеены в клеевой зоне 215 до того, как будут сложены клапаны 220, 222, 224, 226. В этом примере, когда клапаны сложены, каждый клапан может быть частично наложен на один или более из других клапанов. Клапаны могут быть приклеены друг к другу клеем, клейкой лентой или другим склеивающим средством (например, быстросохнущим клеем и/или медленно сохнущим клеем). Альтернативно каждый клапан может удерживаться на месте за счет взаимного зацепления с другими клапанами.
В одном примере заготовка вкладыша может приклеиваться к внешней заготовке и СПС может собираться не на той машине, которая собирает СПС для формирования коробки, а на другой. В этом отношении СПС, содержащую заготовку вкладыша, можно формировать одной операцией, возможно, в одном месте, и СПС можно открывать, собирать, заполнять и/или запечатывать в ходе другой операции, возможно, в другом месте. В коммерческом примере поставщик коробок может создавать СПС, включая заготовку вкладыша, и отгружать их производителю потребительских товаров, где производитель потребительских товаров может открывать, собирать, заполнять, закрывать, запечатывать и/или отгружать коробки, заполненные товаром. Предварительная сборка СПС позволяет производителю потребительских товаров использовать те же машины по сборке коробок, которые он использовал для коробок без автоматического формирования опор для штабелирования и/или вкладышей. В другом примере заготовка вкладыша может приклеиваться к внешней стороне собранной плоской структуры, и эту СПС можно собирать на той же машине (и, возможно, в том же месте), которая собирает коробки.
На фиг. 3А приведен схематический вид сбоку плоской заготовки 300 вкладыша иллюстративной, предварительно собранной открытой коробки с автоматически формируемыми опорами для штабелирования по одному или более вариантов настоящего изобретения. Заготовка 300 вкладыша может быть по существу подобной заготовке 104 вкладыша по фиг. 1. Заготовка 300 вкладыша может содержать множество панелей, например, переднюю панель 306, две боковые панели 310, 312 и множество опорных панелей 320, 322, 324, 325, 326. Заготовка 300 вкладыша может содержать множество клапанов, например, нижний клапан 306. Каждая панель и каждый клапан может иметь внутреннюю поверхность и внешнюю поверхность, которые образуют внутреннюю и внешнюю поверхности заготовки 300. В примере, показанном на фиг. 3А, внешние поверхности (поверхности, которые упираются во внешнюю заготовку) могут быть обращены к смотрящему на чертеж, а внутренние поверхности (поверхности, которые обращены к центру собранной коробки) могут быть обращены от смотрящего на чертеж. Заготовка 300 вкладыша может содержать одну или более ручек 340, 342, каждая из которых определена кромкой панели, которая окружает пустое пространство, например, овальной формы. Внешняя заготовка 200 может содержать окно или вырез 344.
В одном или более из вариантов настоящего изобретения может использоваться единственная заготовка вкладыша (сформированная из единственного куска гофрокартона) в отличие от вкладышей известных контейнеров, состоящих из множества деталей. Единственная заготовка вкладыша показана на фиг. 3А и 3В. Одним из преимуществ единственной заготовки вкладыша может быть тот факт, что СПС с единственной заготовкой вкладыша можно легче изготовить и собирать в СПС с внешней заготовкой. Например, единственную заготовку вкладыша можно производить автоматически, и сборка с внешней заготовкой для формирования СПС также может быть автоматизирована. Другим преимуществом единственной заготовки вкладыша может быть то, что СПС можно сложить в плоскую форму более равномерно и СПС будет более плоской, чем при вставке, состоящей из нескольких деталей. Другим преимуществом единственной заготовки вкладыша может быть то, что СПС можно собирать более надежно без перегибов и/или смятия. Другим преимуществом заготовки единственного вкладыша может быть то, что единственная заготовка вкладыша работает более надежно вместе с внешней заготовкой, например, за счет взаимодействия склеенных панелей, не склеенных панелей, надрезанных стыков и/или перфорированных стыков так, чтобы заготовка вкладыша создавала приемлемое давление на внешнюю заготовку, как будет более подробно описано ниже.
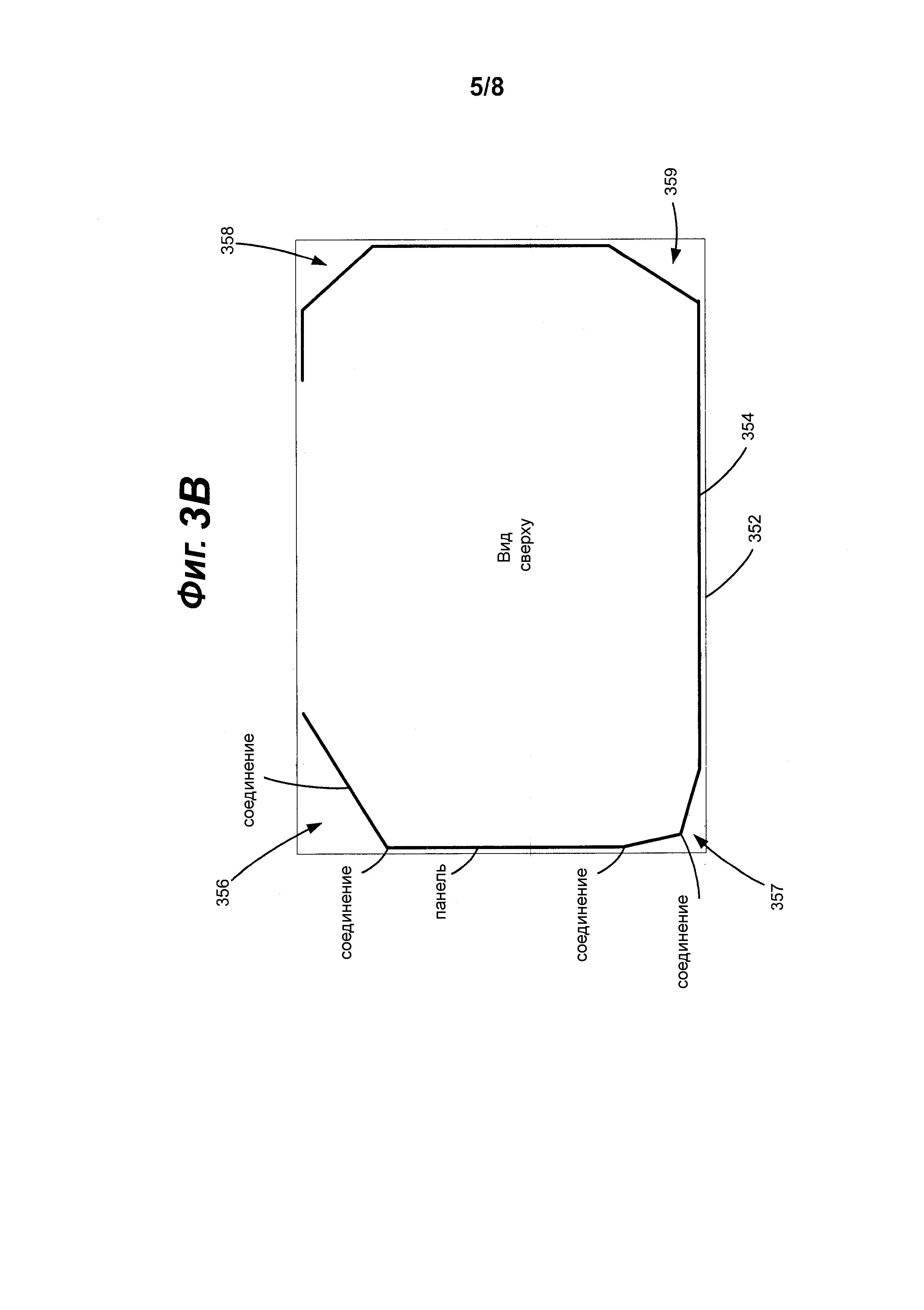
Заготовка 300 вкладыша может частично собираться так же, как и внешняя заготовка 200 по фиг. 2. Панели внутренней заготовки могут сгибаться и/или складываться по горизонтальным стыкам. Стыки могут быть надрезаны, перфорированы и/или прорезаны для облегчения сгибания и/или складывания. Следует понимать, что несмотря на то, что на фиг. 3А может быть показан один или более из стыков, который является надрезанным или перфорированным, в других вариантах могут использоваться заготовки вкладыша, с другими комбинациями типов стыков (надрезанных, перфорированных, прорезанных и т.п.). Например, заготовка вкладыша может содержать стыки, которые все надрезаны или все перфорированы. Альтернативно заготовка вкладыша может содержать стыки, часть из которых надрезана, часть перфорирована и факультативно часть относится к другому типу. Стыки разного типа (надрезанные, перфорированные и пр.) могут адаптировать заготовку вкладыша к созданию нужного давления на внешнюю заготовку во время и/или после сборки коробки. В некоторых конфигурациях стыки могут быть вершинами углов, не являющихся прямыми, как показано на фиг. 3В. На фиг. 3В приведен вид сверху собранной и/или согнутой заготовки 352 вкладыша, вставленного или сложенного внутрь собранной или согнутой внешней заготовки 352, аналогично конфигурации, показанной на фиг. 1. В некоторых примерах заготовка вкладыша может вставляться или собираться менее чем по всему внутреннему периметру внешней заготовки (как лучше всего показано на фиг. 3В). Другими словами, заготовка вкладыша может быть заготовкой неполного вкладыша. Как показано на фиг. 3В, когда заготовка 354 вкладыша вставлена или сложена внутрь собранной внешней заготовки 352, на стыках могут формироваться различные углы. Заготовка вкладыша может быть частично собрана путем приклеивания заготовки вкладыша к внешней заготовке и, затем частичной сборки внешней заготовки, как описано выше. В других вариантах заготовка вкладыша может приклеиваться к внешней заготовке до того, как внешняя заготовка будет согнута для формирования СПС.
Как показано на фиг. 3В, собранная заготовка 354 вкладыша внутри собранной внешней заготовки 352 может формировать углы или опоры 356, 357, 358 и 359. В некоторых вариантах, когда вся открытая коробка (т.е. СПС, включая заготовку вкладыша, приклеенную к внешнему вкладышу) собрана, углы или опоры могут проходить по существу на всю высоту внешней заготовки. Заготовка 354 вкладыша может образовывать два набора диагонально противоположных углов или опор, например, диагонально противоположные углы 357 и 358 и диагонально противоположные углы 356 и 359. В некоторых вариантах заготовка 354 вкладыша может образовывать менее чем четыре угла или опоры, например, два диагонально противоположных угла и один дополнительный угол без диагонально противоположного ему парного угла.
В некоторых вариантах заготовка 354 вкладыша может образовывать один или более наборов диагонально противоположных углов или опор. Диагонально противоположные угловые опоры могут быть сформированы асимметрично, если два угла набора сравнить друг с другом. В некоторых вариантах все (т.е. три или четыре) угловые опоры могут быть сформированы асимметрично по сравнению друг с другом. Когда вся открытая коробка (т.е. СПС, включая заготовку вкладыша, приклеенную к внешней заготовке) собирается, асимметричные углы или угловые стойки или опоры для штабелирования могут формироваться автоматически. Углы заготовки вкладыша могут содержать разное количество опорных панелей, опорные панели могут иметь разные размеры и/или углы на стыках рядом с опорными панелями могут быть разными. В качестве одного примера угол 356 заготовки 354 вкладыша может иметь две опорные панели, которые ориентированы по существу по прямой, тогда как угол 359 может содержать одну опорную панель, где между опорной панелью и соседними боковой и передней панелью имеются неравные углы.
Одно из преимуществ асимметричных углов и/или опор может заключаться в том, что они позволяют легко складывать и раскладывать СПС. В некоторых известных контейнерах, например, с симметричными углами, в углах имеется слишком много материала, и, когда контейнер складывается для образования СПС, этот избыточный материал в углах может препятствовать складыванию контейнера в плоскую структуру. Если контейнер нельзя сложить в достаточно плоскую СПС, СПС может неправильно работать в автоматическом раскладывающем оборудовании, которое предназначено для раскладывания простых, состоящих из одной детали коробок. Асимметричные углы и/или опоры могут позволить получить более плоскую СПС и повысить эффективность, например, хранения и транспортировки СПС. Асимметричные углы и/или опоры также могут позволить правильно загружать СПС в автоматическое раскладывающее оборудование и/или машины, например, раскладывающее оборудование, предназначенное для раскладывания простых, состоящих из одной детали коробок.
Как показано на фиг. 2А и 3А в качестве примера, внутренняя заготовка 300 может быть приклеена к внешней заготовке 200. Например, клей, клейкая лента или другое клеящее средство (например, быстросохнущий клей или медленно сохнущий клей) может находиться между частью внутренней поверхности внешней заготовки и частью внешней поверхности заготовки вкладыша. Как показано на фиг. 2А, клей может находиться в клеевых зонах 260, 261, 262, 263, 264, 265, 266, 267, которые расположены на внутренних поверхностях внешней заготовки 200. Внешние поверхности заготовки 300 вкладыша могут контактировать с клеевыми зонами 260, 261, 262, 263, 264, 265, 266, 267. Например, клеевые зоны 260, 261 могут контактировать с панелью 310 заготовки 300 вкладыша, клеевые зоны 260, 261, 262, 263, 264, 265 и 266 могут контактировать с панелью 306, а клеевая зона 267 может контактировать с панелью 312. В этом отношении заготовка 300 вкладыша может быть плотно приклеена к внешней заготовке, по меньшей мере в клеевых зонах, например, как показано на фиг. 1.
Клей, применяемый для приклеивания заготовки вкладыша к внешней заготовке (например, в клеевых зонах 260, 261, 262, 263, 264, 265, 266, 267), может быть выбран из широкой номенклатуры клеев в зависимости от требуемых адгезионных свойств и, возможно, от положения заготовки, на которую наносится клей. В некоторых вариантах можно использовать клей быстросохнущего типа, который быстро сохнет и соединяет поверхности во время процесса формирования СПС, например, для стабилизации двух заготовок во время процесса формирования/складывания СПС. В одном примере быстросохнущий клей может по существу создавать соединение до того, как заготовки будут согнуты для формирования СПС. Одним примером быстросохнущего клея является термоплавкий клей. В некоторых вариантах можно использовать медленно сохнущий клей, который сохнет медленнее и задерживает создание соединения, например, до момента после формирования СПС. Например, медленно сохнущие клеи дают время на складывание до того, как клей отвердеет, например для того, чтобы заготовки могли двигаться относительно друг друга во время сгибания, и затем для фиксации всех точек склеивания до того, как начнется процесс складывания коробки. Одним примером медленно сохнущего клея является холодный расплав. В некоторых вариантах можно использовать более чем один тип клея, например, и термоплавкий клей, и холодный расплав. В некоторых примерах быстросохнущий клей можно использовать в тех местах на внутренней поверхности внешней заготовки, где требуется предотвратить или не допустить движения внешней заготовки относительно заготовки вкладыша. В некоторых примерах медленно сохнущий клей можно использовать в местах на внутренней поверхности внешней заготовки, где требуется, например, допустить некоторое движение внешней заготовки относительно заготовки вкладыша. Движение между внешней заготовкой и заготовкой вкладыша может возникнуть, например, когда склеенные заготовки складываются для формирования СПС. В некоторых конкретных примерах быстросохнущий клей используется в клеевых зонах 262, 263, 263, 265 и 266. В некоторых конкретных примерах медленно сохнущий клей используется в клеевых зонах 260, 261 и 267.
Места нанесения клея (положение на заготовках, на которое наносится клей) могут определить, как СПС может двигаться во время процесса раскладки. На некоторые панели внешней заготовки и заготовки вкладыша может быть нанесен клей, а на некоторые панели клей может не наноситься. Например, на панели 326, 325 и 312 вкладыша клей может не наноситься, и эти панели могут не приклеиваться непосредственно к внешней заготовке. Одно из преимуществ отсутствия клея на некоторых панелях заготовки вкладыша заключается в том, что они могут двигаться относительно панелей внешней заготовки, когда СПС раскладывается. Склеенные панели, не склеенные панели и/или надрезанные и/или перфорированные стыки внешней заготовки и заготовки вкладыша могут работать совместно во время формирования и/или раскладывания коробки, например, так, чтобы приклеенные панели заготовки вкладыша создавали приемлемое давление на внешнюю заготовку. Одним преимуществом настоящего изобретения является то, что заготовка вкладыша может быть неполной заготовкой (как лучше всего показано на фиг. 3В, где заготовка вкладыша охватывает не весь периметр внутренней поверхности внешней заготовки). Неполная заготовка вкладыша в сочетании с приклеенными панелями, не приклеенными панелями и/или надрезанными и/или перфорированными стыками, описанными выше, могут образовать заготовку вкладыша, которая надежно движется внутри внешней заготовки так, что СПС можно надежно придавать плоскую конфигурацию и/или раскладывать без перегиба или смятия деталей СПС. Дополнительно неполная заготовка вкладыша может позволить складывать СПС в достаточно плоскую конфигурацию так, чтобы СПС эффективно работала с автоматическим раскладывающим оборудованием, предназначенным для работы с простыми коробками, состоящими из одной детали.
Заготовка вкладыша может приклеиваться к внешней заготовке до того, или после того, как внешняя заготовка будет полностью или частично разложена. В одном примере заготовка вкладыша может приклеиваться к внешней заготовке до того, как внешняя заготовка будет полностью или частично разложена. В этом отношении и заготовка вкладыша, и внешняя заготовка могут быть плоскими и не разложенными, когда приклеивается заготовка вкладыша. Затем, когда внешняя заготовка раскладывается, заготовка вкладыша может раскладываться автоматически и может автоматически формировать угловые опоры.
В других вариантах заготовка вкладыша может приклеиваться к внешней заготовке до того, как будет сложена СПС. В таких вариантах заготовка вкладыша и внешняя заготовка могут быть плоскими и не сложенными, когда приклеивается заготовка вкладыша. Затем, когда СПС сложена, и панели внешней заготовки приклеены, заготовка вкладыша и внешняя заготовка одновременно складываются для формирования по существу плоской СПС.
Внешняя заготовка и заготовка вкладыша могут раскладываться совместно. Например, раскладывание внешней заготовки, как описано выше, приводит к автоматическому раскладыванию заготовки вкладыша, поскольку заготовка вкладыша может иметь стыки и поскольку заготовка вкладыша может быть приклеена к внешней заготовке в стратегических клеевых зонах. Стыки и стратегические клеевые зоны могут адаптировать СПС к автоматическому раскладыванию заготовки вкладыша в разложенную конфигурацию одновременно с раскладыванием внешней заготовки. Например, внешняя заготовка может вытягивать и/или выталкивать заготовку вкладыша в стратегических клеевых зонах, заставляя ее раскладываться. Для раскладывания и/или открывания СПС, которая содержит заготовку вкладыша, приклеенную к внешней заготовке, можно использовать машину. Машина может удерживать на месте одну панель СПС и двигать другую панель СПС так, чтобы по существу плоская СПС трансформировалась в частично разложенный контейнер, напоминающий прямоугольник, если смотреть сверху. Машина может загибать и/или закрывать нижние клапаны внешней заготовки, пока нижние клапаны на займут по существу перпендикулярное положение относительно боковых панелей. Машина может вводить нижние клапаны во взаимное зацепление или приклеивать их друг к другу. В некоторых вариантах нижние клапаны не входят во взаимное зацепление и не приклеиваются друг к другу, а для создания закрытого дна контейнера применяется клейкая лента. Загибание нижних клапанов внешней заготовки может привести к одновременному загибанию одного или более клапанов (например, нижнего клапана 328 по фиг. 3А) заготовки вкладыша, если такой клапан имеется. В некоторых вариантах одна или более зон заготовки вкладыша (например, нижний клапан 328 заготовки 300 вкладыша по фиг. 3) может стабилизировать и/или поддерживать окно 248. Полученный контейнер может быть полностью разложен и готов к заполнению товаром.
Полностью разложенные контейнеры можно поместить в магазине розничной торговли как лоток-витрину, например, для выкладки потребительского товара. Полностью разложенные контейнеры могут транспортироваться в такой полностью разобранной конфигурации, например, заполненные потребительскими товарами. Разобранные контейнеры могут иметь крышки, которые закрывают товар, например, во время транспортировки. В некоторых примерах, когда контейнер с крышкой прибывает в магазин розничной торговли, крышку можно снять и лоток-витрину можно выставить в магазине для выкладки потребительского товара. В некоторых ситуациях полностью разобранные контейнеры могут быть встроены в витрину, вмещающую множество контейнеров для использования в розничном мерчандайзинге.
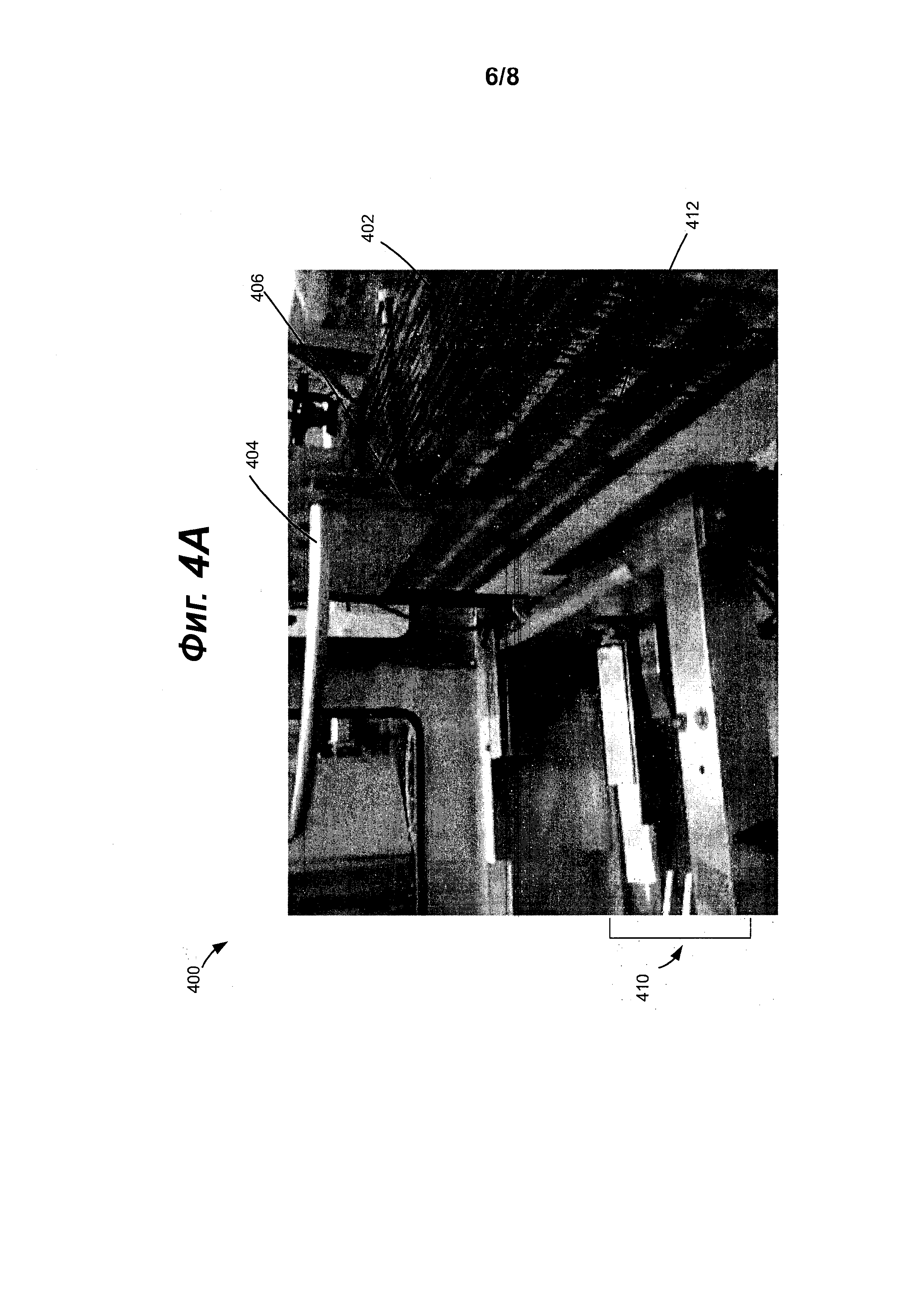
На фиг. 4А-4 С показан пример машины 400 для раскладывания контейнеров, которая может работать для раскладывания одной или более СПС, например, из штабеля 402 СПС. СПС, показанные в штабеле 402, могут быть аналогичны СПС, описанным выше. Например, СПС в штабеле 402 может содержать внешнюю заготовку, по существу подобную внешней заготовке 200, и заготовку вставки, по существу подобную заготовке 300 вставки. Машина 400 для раскладывания контейнеров может содержать направляющую 404 поворота и один или более захватов 406, 408, транспортер 410 и систему управления (не показана). Удерживающий захват 408 (лучше всего видный на фиг. 4В) может удерживать часть СПС (например, боковую панель) по существу на месте, а открывающий захват 406 может захватывать другую часть СПС (например, заднюю панель) и перемещать эту часть так, чтобы СПС трансформировался из по существу плоской конфигурации в частично разложенную конфигурацию.
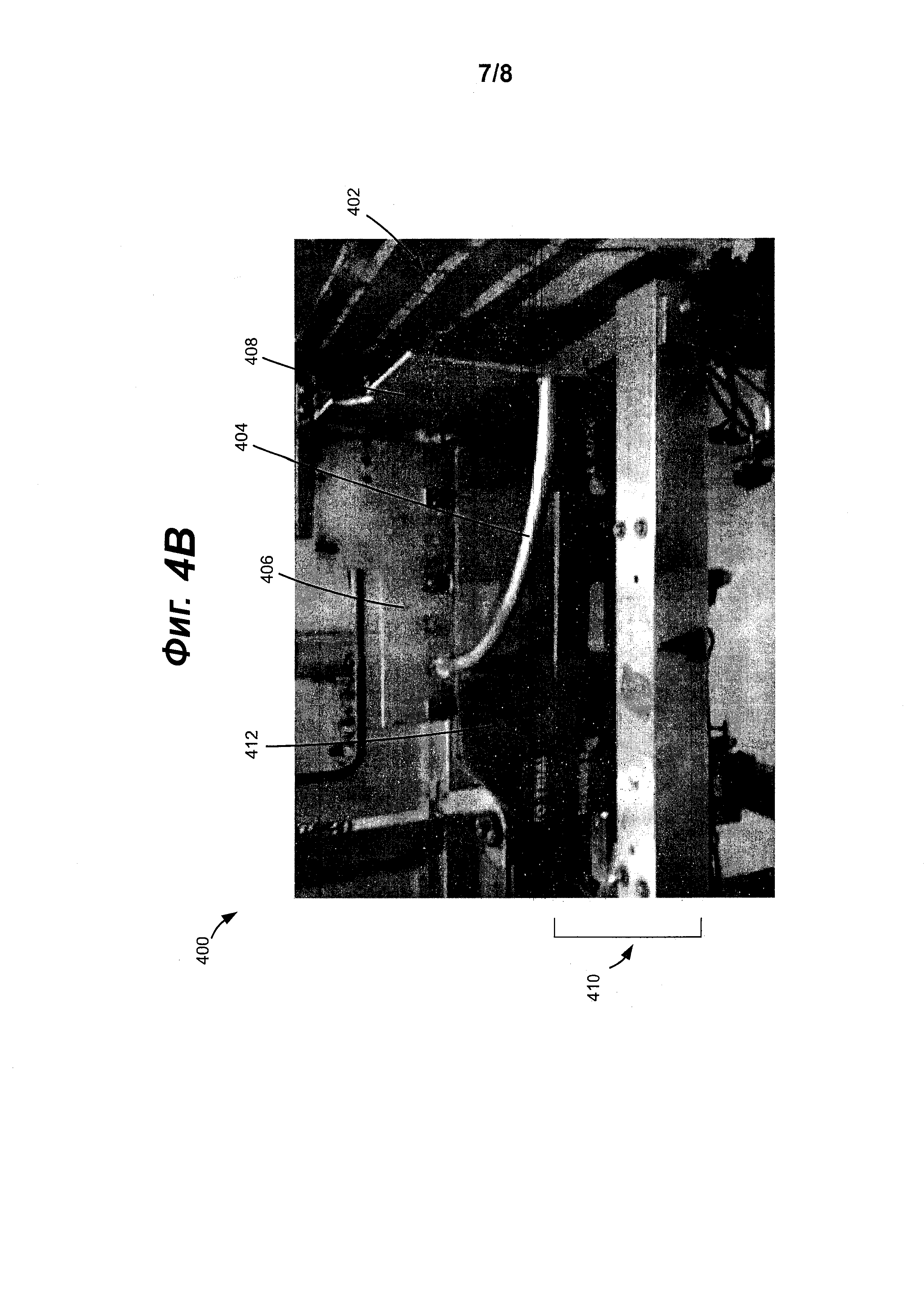
Для открывания СПС открывающий захват 406 может скользить с поворотом вдоль направляющей 404 поворота из ориентации, показанной на фиг. 4А (где СПС по существу является плоской), в ориентацию, показанную на фиг. 4В (где СПС по существу открыта и/или частично разложена). Удерживающий захват 408 может оставаться по существу на своем месте в течение всего процесса открывания, хотя удерживающий захват 408 может сдвигаться на небольшое расстояние для вытягивания и/или зацепления с ближайшей СПС 412 из штабеля 402. Во время процесса открывания, когда открывающий захват 406 скользит с поворотом и удерживающий захват 408 остается по существу на месте, движение захватов 406, 408 может напоминать движение обложек открываемой книги, где передняя обложка движется с поворотом, а задняя обложка остается по существу на месте. Во время процесса открывания захваты могут частично раскладывать внешнюю заготовку СПС 412, которая автоматически раскладывает заготовку вкладыша СПС, как было описано выше, автоматически формируя угловые стойки/опоры контейнера.
Когда захваты 406, 408 частично раскладывают СПС 412, они могут также опускать СПС на транспортер 410, как лучше всего видно на фиг. 4В и 4С. Транспортер 410 может содержать компоненты, которые завершают процесс раскладывания закрыванием нижних клапанов 414, 416 СПС 412, что превращает СПС в готовый контейнер. Когда нижние клапаны закрыты, транспортер 410 может переместить готовый контейнер в направлении 418 от штабеля 402 оставшихся СПС. Когда готовый контейнер движется от штабеля, захваты 406, 408 могут захватить и частично разложить другую СПС из штабеля 402. Этот процесс захвата, раскладывания и транспортировки может повторяться, пока в штабеле остаются СПС и/или пока машина 400 для раскладывания контейнеров остается включенной.
Машина 400 для раскладывания контейнеров может содержать систему управления (не показана). Эта система управления может направлять движение компонентов машины 400 для раскладывания контейнера, например, один или более захватов 406, 408 и/или один или более из компонентов транспортера 410. Система управления может содержать цепи, один или более процессоров данных, двигатели, провода и/или другие компоненты, применяемые в механических системах.
Термин "сложенная плоская структура" (СПС) по существу означает частично собранный контейнер, который в данное время находится в относительно плоской конфигурации и может быть разобран в контейнер, способный содержать товары. СПС может содержать одну или более заготовку, где одна или более заготовок могут быть склеены друг с другом в точках склеивания. Термины "коробка", "контейнер", "открытая коробка" и "ящик" по существу являются взаимозаменяемыми и обозначают структуру, имеющую коробчатую форму, в которой можно отгружать потребительские товары и/или продукты и/или выставлять их в магазинах. Термин "заготовка" по существу означает плоский лист материала, например, картона, который готов к складыванию в часть контейнера или в целый контейнер. Заготовки и/или СПС и/или контейнеры по описанным вариантам типично изготавливаются из гофрокартона, например, в котором гофры проходят в вертикальном направлении для повышения прочности. В качестве неограничивающего примера контейнеры могут быть изготовлены из гофрокартона с гофрами С, ЕВ, Е или В. Следует понимать, что принципы одного или более из вариантов настоящего изобретения могут применяться для контейнеров, изготовленных из других материалов, таких как негофрированный картон, картон, гофрированный фибровый картон, негофрированный фибровый картон, жесткий фибровый картон, полимерные материалы и другие сгибаемые материалы. Следует также понимать, что принципы одного или более из вариантов настоящего изобретения могут также применяться к контейнерам других типов, например, контейнерам с открытым верхом или другим гофрированным или негофрированным ящикам.
В дополнение к преимуществам предварительно собранной открытой коробки с автоматически формируемыми опорами для штабелирования уже описанных выше далее следует описание других преимуществ одного или более из вариантов. Следует понимать, что экономический эффект и преимущества, описанные в настоящем документе, не являются ограничениями или требованиями, и в некоторых вариантах могут отсутствовать одно или более из описанных преимуществ и экономических эффектов.
Заказчики, промышленные стандарты и т.п. могут отдавать предпочтение недорогим картонным контейнерам, обладающим структурной прочностью, необходимой для штабелирования с минимальным количеством гофрокартона. Заказчики, промышленные стандарты и т.п. могут отдавать предпочтение транспортному контейнеру, который не содержит избыточных структурных элементов. Существующие контейнеры с открытым верхом довольно непрочны и в некоторых ситуациях могут деформироваться при штабелировании. Предварительно собранные открытые коробки с автоматически формируемыми опорами для штабелирования по настоящему изобретению соответствуют таким предпочтениям.
Некоторые известные штабелируемые открытые коробки имеют недостатки. Например, в них опоры для штабелирования могут формироваться из согнутых секций внешней заготовки или в них могут использоваться многочисленные вставки для усиления углов контейнера. Такие открытые коробки имеют недостатки. Например, такие открытые коробки могут содержать области с избытком материала, когда открытая коробка сложена в плоскую структуру, которая менее надежна при хранении, транспортировке и взаимодействии с раскладывающей машиной. Избыточный материал в таких открытых коробках может также мешать раскладыванию СПС, что приводит к ошибкам и менее надежному раскладыванию. В некоторых штабелируемых открытых коробках используют симметричные опоры, расположенные в противоположных углах внешней заготовки открытой коробки. В таких открытых коробках в углах может быть слишком много материала, и, когда контейнер складывают для формирования СПС, этот избыток материала в углах может не позволить контейнеру принять плоскую форму. Некоторые известные штабелируемые открытые коробки сконструированы так, что торцевые панели или угловые стойки вставляются вручную для создания опор для штабелирования. В некоторых ситуациях торцевые панели и/или угловые опоры вставляются вручную после того, как внешний ящик будет разобран. Такая ручная и/или последующая установка торцевых панелей и/или угловых стоек может привести к увеличению себестоимости, например, из-за дополнительных трудозатрат и/или требований к оборудованию. Например, трансформация (т.е. складывание, раскладывание и т.п.) может потребовать дополнительных рабочих, чтобы вручную вкладывать опоры, что повышает расходы на рабочую силу. Дополнительно ручная и/или последующая установка может потребовать дополнительных площадей (например, площади пола) в цеху по производству контейнеров для размещения дополнительных компонентов контейнера и дополнительного оборудования и рабочих. Некоторые известные штабелируемые открытые коробки требовали специализированного оборудования для раскладывания контейнеров, помимо стандартного оборудования, используемого производителями для раскладывания открытых коробок и/или контейнеров, которые на требуют последующей установки опор. Далее в некоторых ситуациях существующие производственные линии приходилось демонтировать, поскольку они не могли выполнять сборку контейнеров, требующих ручной и/или последующей установки торцевых панелей и/или угловых стоек.
Предварительно собранная открытая коробка с автоматически формируемыми опорами для штабелирования может обеспечить улучшенные возможности штабелирования за счет эффективного автоматического раскладывания единственного вкладыша, который образует угловые опоры. Описанная открытая коробка устраняет необходимость в ручной установке угловых опор в открытую коробку во время производства. Существующие штабелируемые открытые коробки (например, коробки с открытым верхом) могут требовать ручной установки вкладышей и/или опор, например, торцевых панелей. Описанная открытая коробка содержит компоненты для штабелирования (заготовку вкладыша), встроенную в заранее собранную СПС, что устраняет необходимость в ручной установке. Известные штабелируемые открытые коробки могут образовывать опоры для штабелирования либо из согнутых секций заготовки коробки, либо использовать множество вставных секций для усиления углов. Описанная выше открытая коробка может использовать единственную заготовку вкладыша, которая может образовать асимметричные углы, когда СПС разложена. Асимметричные углы могут улучшить способность к штабелированию.
Описанная выше открытая коробка может раскладываться с использованием существующего оборудования для раскладывания коробок, что позволяет на месте производить лотки-витрины. Устранение необходимости в ручной установке опор может снизить себестоимость трансформации и потребность в площади в производственном цеху для рабочих и компонентов упаковки. Ручная установка опор может быть медленной и дорогой, но такие штабелируемые контейнеры нужны розничным торговцам. Раскладывание предварительно собранных СПС по настоящему изобретению не требует специализированного оборудования для раскладывания коробок и может производиться на стандартном оборудовании, которое уже используется производителем товара. Это особенно ценно, поскольку внедрение не потребует дополнительных капиталовложений и не удлинит сроки выхода на рынок. Такая открытая коробка не приводит к увеличению расходов на рабочую силу для трансформации СПС. Устранение необходимости в ручной установке опор также позволяет сократить площадь, занимаемую производственной линией. Контейнеры и оборудование, описанные выше, позволяют вернуть в эксплуатацию линии, которые изначально не были способны производить открытые коробки, требовавшие ручной установки опор. Производитель товара может разнообразить применение раскладывающего оборудования, рассчитанного на один контейнер, и создавать различные коробки, используя только один тип машины для раскладывания коробок. Некоторые известные штабелируемые открытые коробки не могут раскладываться на одном и том же оборудовании, поскольку требуют более сложного процесса раскладывания.
Хотя настоящее изобретение было описано со ссылками на один или более конкретный вариант, специалистам понятно, что в него могут быть внесены различные изменения, не выходящие за пределы изобретательской идеи и объема защиты настоящего изобретения. Каждый из этих вариантов и очевидные их изменения входят в изобретательскую идею и объем защиты, определенные приложенной формулой изобретения.
Реферат
Предварительно собранная открытая коробка содержит внешнюю заготовку, имеющую внешние и внутренние поверхности, и заготовку вкладыша, приклеенную к одной или более из внутренних поверхностей на множестве клеевых зон. Множество клеевых зон включает в себя по меньшей мере одну быстросохнущую клеевую зону и по меньшей мере одну медленно сохнущую клеевую зону. Заготовка вкладыша выполнена с возможностью автоматически складываться, когда складывается внешняя заготовка. Заготовка вкладыша выполнена с возможностью автоматического формирования множества опор, расположенных в углах внешней заготовки, когда внешняя заготовка сложена. Множество опор содержит первую опору, расположенную в первом углу внешней заготовки, и вторую опору, расположенную во втором углу внешней заготовки. Первый угол и второй угол расположены друг напротив друга по диагонали. Первая и вторая опоры имеют асимметричную форму при сравнении друг с другом. Изобретение обеспечивает легкое складывание и раскладывание коробки. 12 з.п. ф-лы, 8 ил.
Формула
Документы, цитированные в отчёте о поиске
Пригодная для штабелирования емкость и заготовка для ее изготовления
Комментарии