Устройство подачи заготовок и способ подачи заготовок с его использованием - RU2672343C2
Код документа: RU2672343C2
Чертежи





















Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству подачи заготовок и способу подачи заготовок с использованием устройства подачи заготовок и, более конкретно, к устройству подачи, предназначенному для подачи заготовки, используемой для формирования упаковочных коробок, таких как упаковки сигарет с шарнирной крышкой, на упаковочную машину, а также к способу подачи заготовок с использованием устройства подачи.
Уровень техники
В патентной публикации 1 предлагается устройство для производства упаковок для печати на полотне материала в соответствии с конструкцией упаковки, высечки заготовки из полотна материала и выполнения штамповки и тиснения на заготовке.
Документ предшествующего уровня техники
Патентный документ
Патентная публикация 1: Брошюра международной публикации WO 2013/037463
Сущность изобретения
Проблемы, решаемые посредством настоящего изобретения
Некоторые упаковочные коробки выполнены так, что прямые кромки вдоль продольного направления коробок сформированы в виде скругленных кромок. Для изготовления такой коробки нужно создать линий сгиба в областях закругленных кромок заготовки, используемой для формирования коробки и выполнения предварительной обработки во время формирования.
Обычно обработка развернутой заготовки перед сгибанием возложена на принтер, который печатает на заготовке. В частности, принтер печатает на полотне материала перед тем, как полотно материала разделяется на отдельные заготовки и выполняется, например, штамповка на основе пресса с использованием плиты пресса. При этом линии сгиба, описанные выше, также сформированы в виде линий выдавливания рельефа одновременно посредством тиснения, и при этом полотно материала разрезается на отдельные заготовки.
В настоящее время упаковочные коробки требуют конструкций с различными вариантами, часто требующими сложной геометрии для штамповки участков и линий сгиба. Когда геометрия линий сгиба меняется, необходимо подготовить плиты прессов для разной геометрии, что приводит к увеличению затрат на изготовление. Кроме того, для надежного формирования линий сгиба на заготовке по сравнению со случаем, когда на заготовке сформированы только участки штамповки, необходима незначительная регулировка давления прижатия на плите пресса, и вся плита пресса должна быть прижата равномерно. Если сила прижатия плиты пресса недостаточна или не является равномерной, линии сгиба, сформированные на заготовке, могут оказаться слишком мелкими или слишком глубокими. Такая проблема с линиями сгиба зависит также от основной массы и плотности полотна материала, используемого для заготовки.
Если линии сгиба, сформированные на заготовке, являются слишком мелкими, сила отдачи (сила упругости) заготовки, стремящаяся вернуться к плоскому состоянию до сгибания, возрастает, и, таким образом, скругленные кромки трудно сформировать в процессе складывания коробки на упаковочной машине. Следовательно, коробка может непреднамеренно вспучиться, что в конечном итоге приведет к отсоединению адгезивных секций друг от друга из-за вспучивания и повреждению коробки и, таким образом, упаковки.
С другой стороны, когда линии сгиба, сформированные на заготовке, являются слишком глубокими, пластина пресса будет чрезмерно врезаться в полотно материал, затрудняя отделение плиты пресса от полотна материала. Кроме того, соседние секции в заготовке могут быть разделены линией сгиба, что может привести к повреждению заготовки.
Кроме того, при предварительной подготовке во время формирования упаковочной коробки, помимо создания линий сгиба на заготовке, посредством предварительного сгибания заготовки может быть выполнен этап предварительного сгибания, чтобы придать заготовке сложенную геометрию.
На таком этапе предварительного сгибания сила отдачи заготовки, стремящаяся вернуться к плоскому состоянию до сгибания, мала, особенно когда используется заготовка с малой толщиной бумаги. Следовательно, в случае внутреннего клапана, при котором местоположение сгибания заготовки находится на внутренней стороне коробки, внутренний клапан предполагает положение, когда он сильно наклонен к внутренней стороне коробки. Это вызывает расположение внутреннего клапана с промежутком от наружного клапана, расположенного вне коробки во время формирования коробки, что делает невозможным наложение и правильное присоединение противоположных клапанов посредством приклеивания или подобного, что может привести к повреждению коробки и, таким образом, упаковки.
Настоящее изобретение направлено на решение этой проблемы, и целью изобретения является обеспечение устройства подачи заготовок и способа подачи заготовок с использованием устройства подачи заготовок, причем устройство и способ позволяют регулировать геометрию складывания заготовки, тем самым, снижая изменение качества заготовки и легко повышая производительность и качество коробки и, таким образом, упаковки.
Средство решения проблемы
Для достижения указанной выше цели, один аспект настоящего изобретения направлен на обеспечение устройства подачи заготовок, предназначенного для подачи заготовки, используемой для формирования коробки упаковки, на упаковочную машину, устройство подачи содержит: линию транспортировки, предназначенную для транспортировки заготовок по одной вдоль транспортировочной поверхности, продолжающейся от источника подачи заготовок к упаковочной машине; и пару роликов, расположенных с возможностью вращения на противоположных сторонах транспортировочной поверхности и обеспеченных прижимной областью на наружной периферийной поверхности для подачи заготовки, при этом прижимая полосообразную область заготовки, соответствующую прямой кромке коробки, причем один из двух роликов обладает большим числом лезвий в прижимной области, и когда заготовка проходит между парой роликов, лезвия образуют большое число линий разреза в полосообразной области заготовки для снижения прочности на изгиб полосообразной области.
С другой стороны, способ подачи заготовок по настоящему изобретению представляет собой способ подачи заготовки, используемой для формирования коробки упаковки, на упаковочную машину, способ включает в себя этап разрезания, на котором формируют большое число линий разреза в полосообразной области заготовки для снижения прочности на изгиб полосообразной области посредством транспортировки заготовок по одной вдоль транспортировочной поверхности от источника подачи заготовок к упаковочной машине, при этом прижимая полосообразную область заготовки, соответствующую прямой кромке коробки.
Преимущества настоящего изобретения
Согласно настоящему изобретению устройство подачи заготовок и способ подачи заготовок с использованием устройства подачи заготовок позволяют регулировать геометрию складывания заготовки и легко повышают производительность и качество заготовки, коробки и, таким образом, упаковки.
Краткое описание чертежей
На фиг.1 показан вид сбоку машины для изготовления пачек с шарнирной крышкой, оборудованной устройством подачи заготовок согласно первому варианту осуществления настоящего изобретения.
На фиг.2 показан вид в плане машины для изготовления по фиг.1.
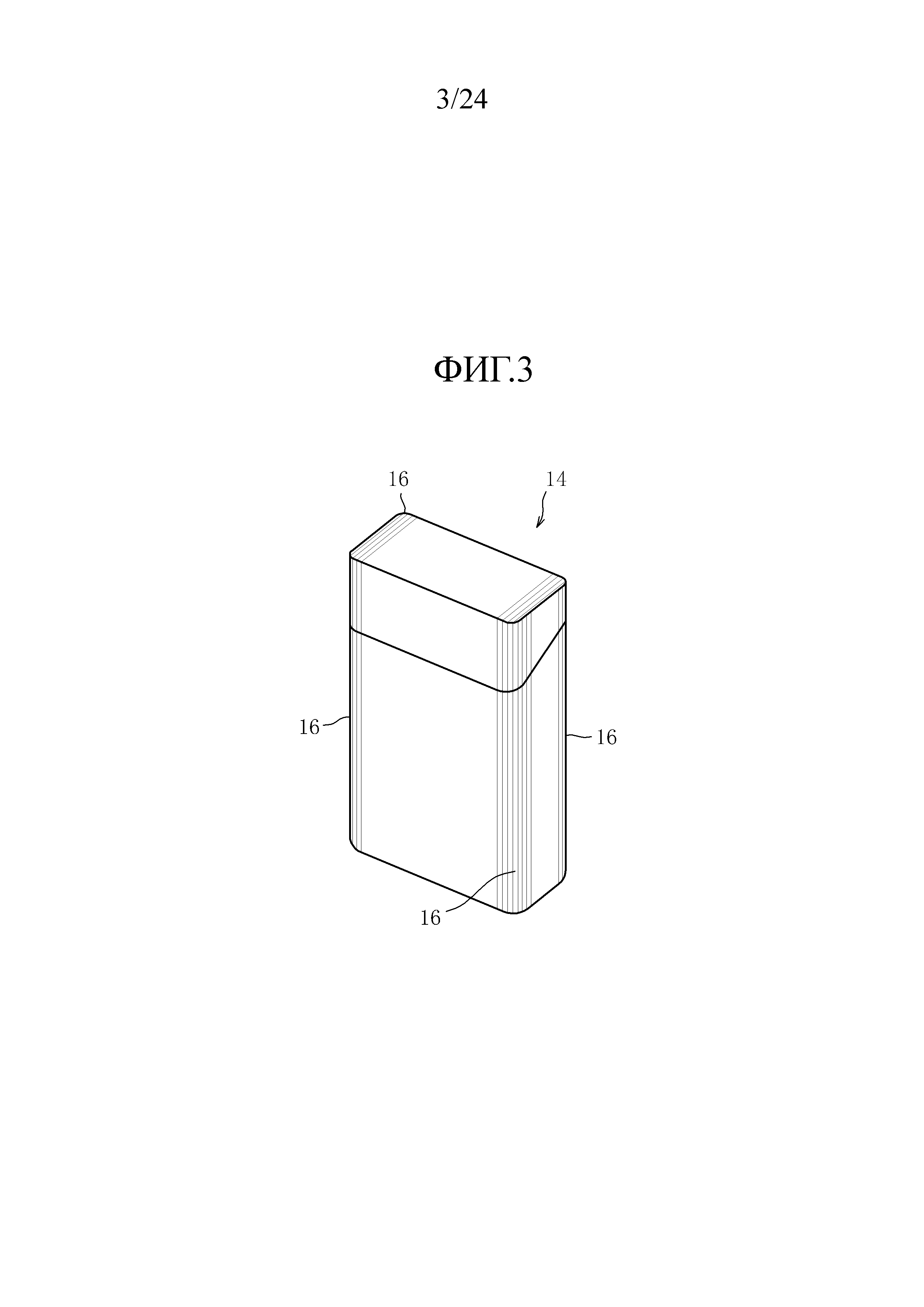
На фиг.3 показан вид в перспективе, показывающий коробку упаковки с шарнирной крышкой по фиг.1.
На фиг.4 показан вид в плане несложенной, развернутой заготовки, используемой для формирования коробки по фиг.3, при виде со стороны задней поверхности, которая должна стать внутренней поверхностью коробки.
На фиг.5 показан вид спереди транспортировочных роликов по фиг.1 при виде со стороны станции предварительного сгибания.
На фиг.6 показан вид в плане заготовки, которая прошла транспортировочные ролики по фиг.5, при виде со стороны задней поверхности.
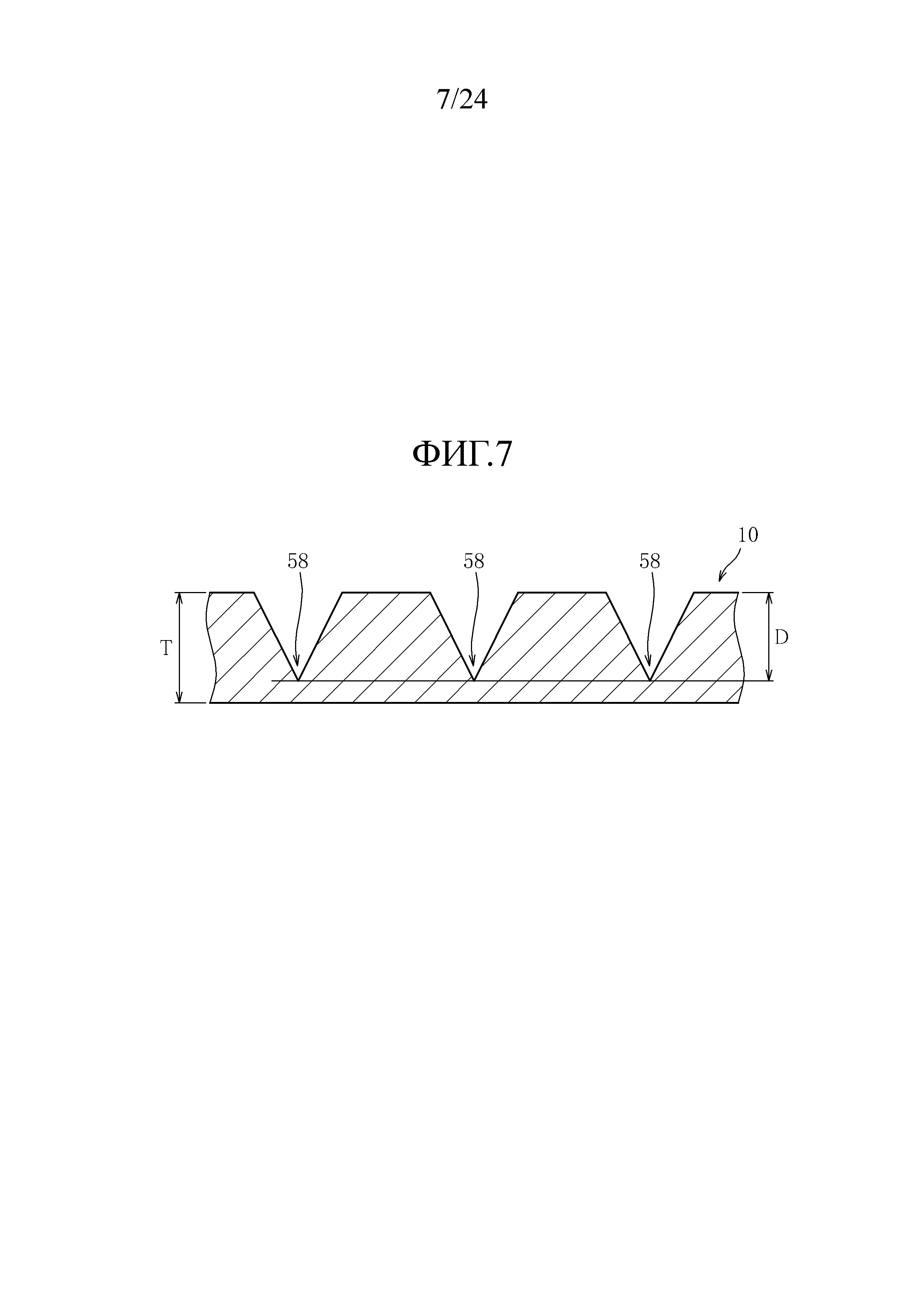
На фиг.7 показана в увеличенном виде в разрезе часть заготовки по фиг. 6 со сформированными в ней линиями разреза.
На фиг.8 показан вид спереди станции предварительного сгибания по фиг.1 при виде со стороны гибочной револьверной головки.
На фиг.9 показан вид сверху станции предварительного сгибания по фиг.8.
На фиг.10 показан вид спереди, иллюстрирующий вариант режущего ролика по фиг.5.
На фиг.11 показан вид спереди, иллюстрирующий вариант направляющего ролика по фиг.5.
На фиг.12 показан вид в плане заготовки, которая может быть сформирована с использованием ролика по фиг.10 или 11.
На фиг.13 показан вид спереди, иллюстрирующий другой вариант режущего ролика по фиг.5.
На фиг.14 показан вид в плане заготовки, которая может быть сформирована с использованием режущего ролика по фиг.13.
На фиг.15 показан вид в перспективе, иллюстрирующий коробку сформированной заготовки по фиг.14.
На фиг.16 показан вид спереди, иллюстрирующий другой вариант режущего ролика по фиг.5.
На фиг.17 показан вид в плане заготовки, которая может быть сформирована с использованием режущего ролика по фиг.16.
На фиг.18 показан вид в перспективе, иллюстрирующий коробку сформированной заготовки по фиг.17.
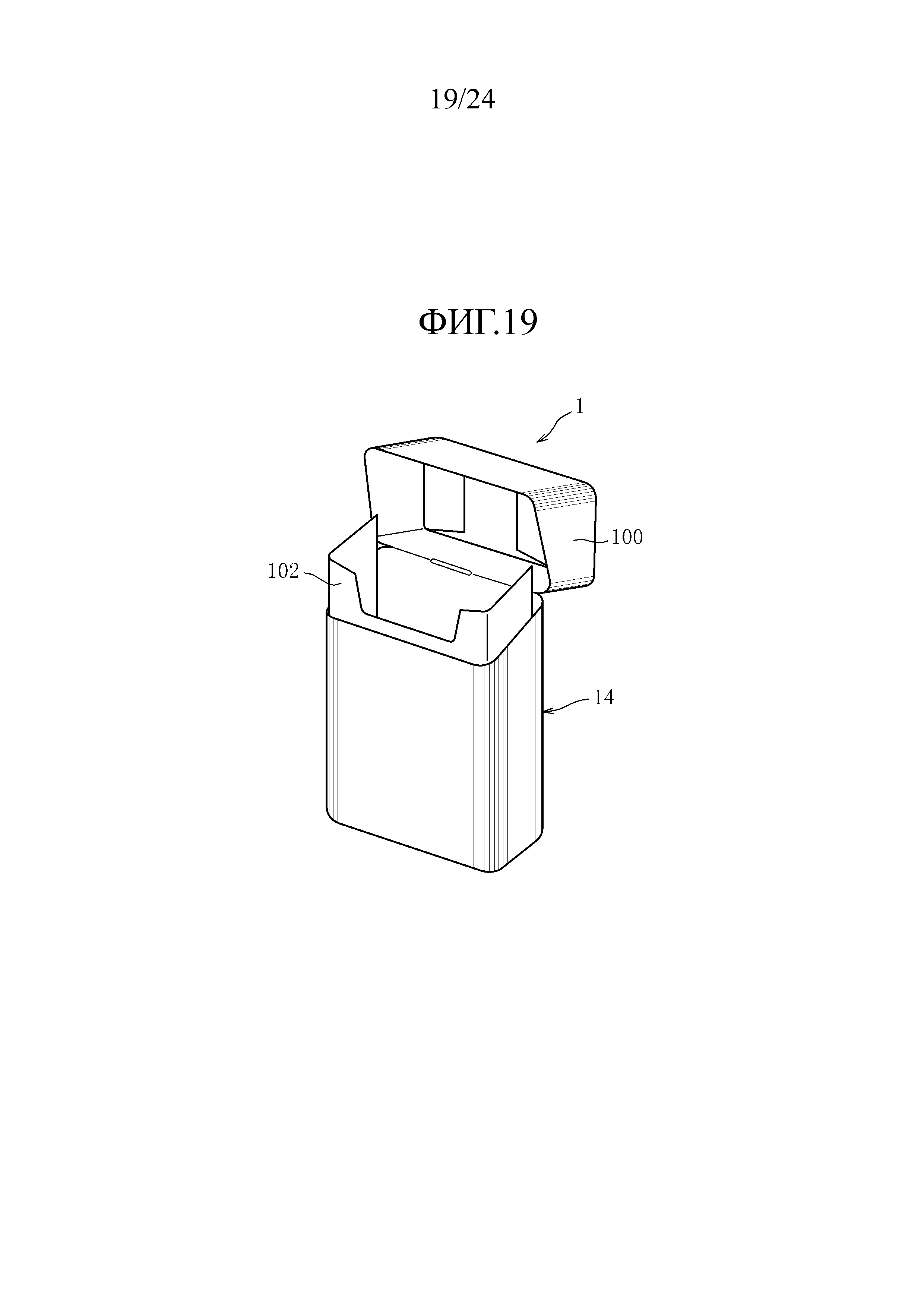
На фиг.19 показан вид в перспективе, иллюстрирующий упаковку с шарнирной крышкой с открытой крышкой.
На фиг.20 показан вид сверху станции предварительного сгибания, обеспеченной на устройстве подачи заготовок по второму варианту осуществления настоящего изобретения.
На фиг.21 показан вид в разрезе коробки, сформированной из тонкой заготовки, равномерно подвергнутой предварительному сгибанию.
На фиг.22 показан вид в разрезе коробки, сформированной из тонкой заготовки, подвергнутой предварительному сгибанию на станции предварительного сгибания по фиг.20.
На фиг.23 показан вид сверху станции предварительного сгибания, которая представляет собой один вариант по фиг.20.
На фиг.24 показан вид сверху станции предварительного сгибания, которая представляет собой другой вариант по фиг.20.
Описания вариантов осуществления настоящего изобретения
Варианты осуществления настоящего изобретения будут описаны со ссылкой на чертежи.
<Первый вариант осуществления>
На фиг.1 показан вид сбоку машины 2 для изготовления упаковки 1 с шарнирной крышкой (далее в настоящем документе называется просто упаковкой 1), машина 2 для изготовления снабжена устройством подачи заготовок по первому варианту осуществления настоящего изобретения, и на фиг.2 показан вид в плане машины 2 для изготовления. Машина 2 для изготовления содержит магазин 4 заготовок (источник подачи), заборник 6, устройство 8 подачи заготовок, револьверную головку 12 (упаковочная машина) для заготовок 10 и подобное.
На фиг.3 показан вид в перспективе, иллюстрирующий коробку 14 упаковки 1 по настоящему варианту осуществления. Четыре прямых кромки 16 коробки 14 вдоль продольного направления коробки сформированы в виде скругленных кромок, и по настоящему варианту осуществления, каждая из прямых кромок 16 изготовлена из серии постепенно наклоненных плоскостей.
На фиг.4 показан вид в плане несогнутой, развернутой заготовки 10, используемой для формирования коробки 14 по фиг. 3, если смотреть со стороны задней поверхности 18, которая должна стать внутренней поверхностью коробки 14.
Заготовка 10 в основном содержит центральную секцию 20 в центре и две секции 22 клапанов, сформированные на противоположных сторонах от центральной секции 20. Каждая секция 22 клапана изготовлена из группы внутренних клапанов 22a, расположенных в продольном направлении в центре заготовки 10 и помещенных внутрь коробки 14 во время формирования коробки 14, группы наружных клапанов 22b, расположенных на противоположных концах заготовки 10 в продольном направлении и позиционированных снаружи коробки 13 во время формирования коробки 14.
Адгезивная поверхность 22a1, на которую наносится клей или аналогичное средство, формируется на каждом внутреннем клапане 22a, как показано на фиг.4, и внутренний и наружный клапаны 22a и 22b, расположенные противоположно друг относительно друга, склеиваются вместе посредством адгезивных поверхностей 22a1 во время формирования коробки 14. Кроме того, заготовка 10 формируется с наличием полосообразных областей 24, соответствующих прямым кромкам 16 коробки 14. Полосообразные области 24 формируются в двух местах поверх центральной секции 20 и двух секций 22 клапанов, продолжающихся параллельно продольной оси заготовки 10 вдоль линии 26 транспортировки (см. фиг.1 и 2), обеспеченной на устройстве 8 подачи.
Как показано на фиг.1 и 2, несколько отдельных заготовок 10, показанных на фиг.4, сложены стопкой в магазине 4 заготовок. Заготовки 10 втягиваются по одной снизу из магазина 4 заготовок посредством заборника 6 и выводятся последовательно к устройству 8 подачи.
Устройство 8 подачи содержит линию 26 транспортировки, транспортировочные ролики 28, 30 и 32, передаточные диски 34 и 36, станцию 38 предварительного сгибания и подобное.
Линии 26 транспортировки продолжаются от магазина 4 заготовок до станции 38 предварительного сгибания и, в конечном итоге, до гибочной револьверной головки 12 и переносят заготовки 10 по одной вдоль транспортировочной поверхности 40 линий 26 транспортировки посредством транспортировочных роликов 28 и 30 и передаточных дисков 34 и 36. Транспортировочные ролики 28 и 30 и передаточные диски 34 и 36 расположены с соответствующими интервалами таким образом, чтобы они могли переносить заготовку 10, вытянутую из магазина 4 заготовок, к линии 26 транспортировки и, в конечном итоге, к гибочной револьверной головке 12, по одной последовательно.
Транспортировочные ролики 28 состоят из двух роликов 28a и 28b, расположенных с возможностью вращения на противоположных сторонах транспортировочной поверхности 40. Когда заготовка 10 проходит между роликами 28a и 28b, пара роликов 28a и 28b пропускает заготовку 10 между ними, при этом вращаясь на одной и той же окружной скорости и транспортируя заготовки 10, подавая их по одной вдоль линии 26 транспортировки. Транспортировочные ролики 30 подают и переносят заготовку 10 аналогично передаточным роликам 28.
Передаточные диски 34 и 36 расположены с возможностью вращения на верхней стороне транспортировочной поверхности 40, и по мере того, как заготовка 10 проходит под передаточными дисками 34 и 36, передаточные диски 34 и 36 переносят заготовку 10, выдавливая заготовку 10 вперед на линию 26 транспортировки.
На фиг.5 показан вид спереди транспортировочных роликов 30 если смотреть со стороны станции 38 предварительного сгибания. Транспортировочные ролики 30 расположены непосредственно по ходу выполнения способа перед станцией 38 предварительного сгибания и состоят из режущего ролика 42, расположенного на верхней стороне транспортировочной поверхности 40 и направляющего ролика 44, расположенного под транспортировочной поверхностью 40.
Режущий ролик 42 снабжен приводным валом 42b, предназначенным для привода во вращение основной части 42a ролика в направлении по стрелке. На основной части 42a ролика, т.е., наружной периферийной поверхности 42c режущего ролика 42, сформированы полосообразные прижимные области 46, соответственно, в положениях, соответствующих упомянутым выше полосообразным областям 24 заготовки 10. В прижимных областях 46 сформировано большое число лезвий 48 вокруг наружной периферийной поверхности 42c. Каждое лезвие 48 обладает кончиком 48a вдоль периферийного направления наружной периферийной поверхности 42c, кончик 48a лезвия 48 обработан для придания ему клиновидной остроугольной формы, и лезвия 48 обладают по существу одинаковой длиной кончиков. Кроме того, основная часть 42a ролика и приводного вала 42b разъемно присоединены друг к другу болтом 50.
С другой стороны, направляющий ролик 44 снабжен приводным валом 44b, предназначенным для приведения во вращение основной части 44a ролика в направлении по стрелке. На основной части 44a ролика, т.е., наружной периферийной поверхности 44c направляющего ролика 44, полосообразные прижимные области 52 сформированы плоскими, соответственно, в положениях, соответствующих областям 24 заготовки 10. Кроме того, основная часть 44a ролика и приводной вал 44b разъемно присоединены друг к другу болтом 54.
Лезвия 48, сформированные в прижимных областях 46 на наружной периферийной поверхности 42c режущего ролика 42 выступают к прижимным областям 52 на наружной периферийной поверхности 44c направляющего ролика 44 с заданным зазором G, обеспеченным между ними. Приводной вал 42b режущего ролика 42 и приводной вал 44b направляющего ролика 44 соединены с устройство 56 регулировки зазора. Устройство 56 регулировки зазора предназначено для регулировки зазора G между режущим роликом 42 и направляющим роликом 44 посредством перемещения вверх и вниз приводных валов 42b и 44b.
На фиг.6 показан вид в плане заготовки 10, которая прошла транспортировочные ролики, при виде со стороны задней поверхности 18. Когда заготовка 10 проходит между парой режущего ролика 42 и направляющего ролика 44, заготовка 10 подается посредством прижатия полосообразных областей 24 заготовки 10 к прижимным областям 46 режущего ролика 42 и прижимным областям 52 направляющего ролика 44. При этом лезвия 48 врезаются в задние поверхности 18 полосообразных областей 24 на заданную глубину вдоль толщины заготовки 10 и, тем самым, формируют большое число линий 58 разреза в задних поверхностях 18. Линии 58 разреза продолжаются параллельно продольной оси заготовки 10, тем самым, уменьшая толщину полосообразных областей 24 заготовки 10 и, тем самым, уменьшая прочность на изгиб полосообразных областей 24. Кроме того, зазор G между парой режущего ролика 42 и направляющего ролика 44 устанавливается в соответствии с глубиной линий 58 разреза требуемой заготовки 10.
На фиг.7 показана в увеличенном виде в разрезе часть заготовки 10 со сформированными в ней линиями 58 разреза. Зазор G между парой режущего ролика 42 и направляющего ролика 44 устанавливается в диапазоне от, например, 20 до 50% толщины T (например, от 0,25 до 0,35 мм) заготовки 10. В этом случае, как показано на фиг.7, большое число линий 58 разреза заданной глубины D в диапазоне от, например, 50 до 80% от толщины T заготовки 10 будут сформированы в заготовке 10 и будут обладать формой, например, напоминающей форму остроугольной впадины (в виде клина).
Как показано на фиг.1 и 2, станция 38 предварительного сгибания расположена в положении предварительного сгибания на линии 26 транспортировки, причем положение предварительного сгибания устанавливается непосредственно по ходу способа после транспортировочных роликов 30, т.е., пары режущего ролика 42 и направляющего ролика 44. Когда заготовка 10 расположена в положении предварительного сгибания, станция 38 предварительного сгибания предварительно сгибает полосообразные области 24 заготовки 10 и задает им форму сгиба, соответствующую скругленным кромкам коробки 14 и, более конкретно, углам предварительного сгибания для полосообразных областей 24, как показано на фиг.3.
На фиг.8 показан вид спереди станции 38 предварительного сгибания при виде со стороны гибочной револьверной головки 12, и на фиг.9 показан вид сверху станции 38 предварительного сгибания. Станция 38 предварительного сгибания содержит направляющую 60 предварительного сгибания, столик 62, два устройства 64A и 64B гибочных роликов (гибочные элементы), подъемник 66 и подобное.
Направляющая 60 предварительного сгибания расположена на столике 62 с вложенной в нее заготовкой 10.
Направляющей 60 предварительного сгибания придана форма пластины, которая обладает боковыми краями 68 около противоположных концов столика 62. Боковые края 68 продолжаются вдоль линий 26 транспортировки, обладают дугообразной формой, соответствующей скругленным кромкам коробки 14, и устанавливают ширину транспортировочной поверхности 40, когда они расположены на противоположных сторонах направляющей 60 предварительного сгибания. Боковым краям 68 придана такая форма, чтобы они обладали радиусом кривизны R (например, 2,5 мм), меньшим радиуса кривизны (например, 4 мм) скругленных кромок.
Когда заготовка 10 сложена под направляющей 60 предварительного сгибания, заготовка 10 плотно прилегает к нижней поверхности 60a направляющей 60 предварительного сгибания. На нижней поверхности 60a направляющей 60 предварительного сгибания сформирован участок 70 выпукло изогнутой поверхности в центре в сечении направляющей 60 предварительного сгибания, выступающий вниз, т.е., выступающий в направлении, противоположном направлению сгибания секций 22 клапанов.
Кроме того, участки 72 вогнуто изогнутой поверхности, вдавленные вверх, т.е., вдавленные в направлении изгибания секций 22 клапанов, сформированы на нижней поверхности 60a направляющей 60 предварительного сгибания, которые присоединены, соответственно, к противоположным концам участка 70 выпукло изогнутой поверхности посредством плавных дуг. Посредством плавных дуг участки 72 вогнуто изогнутой поверхности присоединены, соответственно, к боковым краям 68, расположенным в непосредственной близости.
Столик 62 образует линию 26 транспортировки, и, когда заготовка 10 сложена под направляющей 60 предварительного сгибания, заготовка 10 плотно примыкает к верхней части 62a столика 62, служащей в качестве транспортировочной поверхности 40 линий 26 транспортировки.
Верхняя часть 62a столика 62 сформирована для образования участка 74 вогнуто изогнутой поверхности и участков 76 выпукло изогнутой поверхности, соответствующих, соответственно, участку 70 выпукло изогнутой поверхности и участкам 72 вогнуто изогнутой поверхности, сформированным на нижней поверхности 60a направляющей 60 предварительного сгибания. То есть, верхняя часть 62a столика 62 обладает геометрией, комплементарной по отношению к нижней поверхности 60a направляющей 60 предварительного сгибания. Далее, в положении предварительного сгибания центральная секция 20 заготовки 10 сжимается, когда она проложена между участком 70 выпукло изогнутой поверхности и участками 72 вогнуто изогнутой поверхности направляющей 60 предварительного сгибания и участком 74 вогнуто изогнутой поверхности и участками 76 выгнуто изогнутой поверхности столика 62.
Устройства 64A и 64B гибочных роликов расположены около противоположных концов боковых краев 68 направляющей 60 предварительного сгибания и обеспечены соответствующими валами 65A и 65B, продолжающимися вдоль боковых краев 68. Например, один первый гибочный ролик (первый гибочный элемент или первый гибочный ролик) 67a и три вторых гибочных ролика (вторые гибочные элементы или вторые гибочные ролики) 67b удерживаются с возможностью вращения на каждом из валов 65A и 65B.
Первый гибочный ролик 67a задает угол предварительного сгиба внутренним клапанам 22a посредством сгибания внутренних клапанов 22a, в то время как, с другой стороны, вторые гибочные ролики 67b задают угол предварительного сгиба наружным клапанам 22b посредством сгибания наружных клапанов 22b. На соответствующих наружных периферийных поверхностях первые и вторые гибочные ролики 67a и 67b формируют первые и вторые прижимные поверхности 67a1 и 67b1, прижатые к боковым краям 68 посредством полосообразных областей 24.
По настоящему варианту осуществления первые и вторые гибочные ролики 67a и 67b обладают круглым сечением одного и того же диаметра, первые и вторые прижимные поверхности 67a1 и 67b1 обладают одним и тем же радиусом кривизны, и, когда достигнут угол предварительного сгибания, расстояние между первой прижимной поверхностью 67a1 и боковым краем 68 равно расстоянию между второй прижимной поверхностью 67b1 и боковым краем 68.
Устройства 64A и 64B гибочных роликов присоединены с возможностью вращения к системе рычагов подъемника 66, и когда подъемник 66 включается, гибочные ролики 67a и 67b перемещаются вдоль траекторий 78, указанных на фиг. 8, посредством системы рычагов.
В частности, когда заготовка 10 расположена в положении предварительного сгибания, первая заготовка 10, расположенная на столике 62, сложена под направляющей 60 предварительного сгибания, в то время как одновременно секции 22 клапанов, содержащие полосообразные области 24 заготовки 10, выступают от боковых краев 68.
Далее, по мере действия подъемника 66 гибочные ролики 67a и 67b перемещаются вдоль дугообразных траекторий 78 вокруг наружных сторон боковых краев 68, расположенных в соответствующей близости от гибочных роликов 67a и 67b, и сгибают секции 22 клапанов, при этом прижимая полосообразные области 24 заготовки 10 вдоль боковых краев 68. Траектория, вдоль которой перемещаются гибочные ролики 67a и 67b, представлена углом контакта α (например, 160 градусов) гибочного ролика 67a или 67b по отношению к боковому краю 68. Таким образом, заготовка 10 с линиями 58 разреза предварительно сгибается на станции 38 предварительного сгибания, образуя складки полосообразных областей 24 заготовки 10.
Как показано на фиг.1 и 2, заготовка 10 со сгибами подается с транспортировочных роликов 32, способных переносить заготовку 10 посредством удержания складок, и передается на гибочную револьверную головку 12. Гибочная револьверная головка 12 расположена в положении основного сгибания на линии 26 транспортировки, где положение основного сгибания установлено по ходу выполнения способа после станции 38 предварительного сгибания. Когда заготовка 10 расположена в положении основного сгибания, гибочная револьверная головка 12 формирует коробку 14 посредством сгибания заготовки 10 и формирует готовую упаковку 1.
В частности, гибочная револьверная головка 12 представляет собой упаковочную машину револьверного типа, снабженную револьверной головкой 80, и прерывисто вращается в направлении по окружности, указанном стрелкой на фиг.2. Несколько карманов 82 сформированы с равными интервалами в наружном периферийном участке револьверной головки 80. Одновременно с прерывистым вращением револьверной головки 80, каждый карман 82 перемещается от впускного отверстия 80a револьверной головки 80, в котором расположено завершение линии 26 транспортировки, до выпускного отверстия 80b револьверной головки 80, из которого выходят упаковки 1.
Когда один карман 82 расположен у впускного отверстия 80a револьверной головки 80, заготовка 10 проталкивается в карман 82 посредством непоказанного толкателя. При этом секции 22 клапанов частично сгибаются к центральным секциям 20 вдоль линий 58 разреза, сформированных в полосообразных областях 24 заготовки 10. Далее, в способе, в котором карман 82, расположенный у впускного отверстия 80a револьверной головки 80, перемещается прерывисто к выпускному отверстию 80b револьверной головки 80, внутренняя упаковка, содержащая сигареты, и внутренний каркас вставляются в заготовку 10, сформированную частично.
Кроме того, одновременно с прерывистым перемещением кармана 82, заготовка 10 сгибается. Когда заготовка 10 выходит из выпускного отверстия 80b, на часть секций 22 клапанов наносится клей, а затем секции 22 клапанов сгибаются и приклеиваются к центральной секции 20. Затем, наконец, упаковка 1 сигарет с шарнирной крышкой формируется в виде готового изделия.
Таким образом, по настоящему варианту осуществления, поскольку режущий ролик 42 транспортировочных роликов 30 обладает большим числом лезвий 48 в прижимных областях 46 на наружной периферийной поверхности 42c режущего ролика 42, большое число линий 58 разреза может быть сформировано в задних поверхностях 18 полосообразных областей 24 заготовки 10, соответствующих прямым кромкам 16 коробки 14. Поскольку заготовка 10, меньшая по площади поверхности, чем полотно материала, может быть использована в качестве обрабатываемого изделия посредством формирования линий 58 разреза в отдельных заготовках 10 в процессе подачи заготовки 10 перед упаковкой упаковки 1, толщина полосообразных областей 24 заготовки 10 может быть безопасно снижена, тем самым, эффективно уменьшая прочность на изгиб полосообразных областей 24.
В частности, настоящий вариант осуществления может предотвращать вздутие коробки 14, вызванное чрезмерно мелкими или чрезмерно глубокими линиями сгиба, сформированными на заготовке 10, и, таким образом, предотвращать отсоединение адгезивных секций заготовки 10 друг от друга из-за вздутия и предотвращать разделение соседних секций в заготовке 10 и, в конечном итоге, повышать качество, включая формуемость коробки 14 и, таким образом, упаковки 1. Таким образом, настоящий вариант осуществления позволяет надежно формировать линии сгиба на заготовке 10 без влияния свойств полотна материала и значительно повышает производительность и качество заготовки 10, коробки 14 и, таким образом, упаковки 1.
Кроме того, поскольку устройство 8 подачи снабжено устройством 56 регулировки зазора, предназначенным для регулировки зазора между парой режущего ролика 42 и направляющего ролика 44, можно просто отрегулировать глубину линий 58 разреза в заготовке 10. Это позволяет дополнительно повысить производительность и качество коробки 14 и, таким образом, упаковки 1.
Кроме того, радиус кривизны R боковых краев 68 направляющей 60 предварительного сгибания меньше, чем радиус кривизны скругленных кромок коробки 14. Следовательно, обеспечивая восстанавливающую силу скругленных кромок коробки 14, стремящуюся вернуться в плоское состояние, когда коробка 14 сформирована, заготовка 10 может быть согнута в направлении, противоположном направлению восстанавливающей силы во время предварительного сгибания заготовки 10, что позволяет заготовке 10 проявлять более сильную тенденцию изгиба в этом направлении. Таким образом, полосообразные области 24 заготовки 10 могут быть сложены более прочно, позволяя дополнительно повысить качество коробки 14 и, таким образом, упаковки 1.
Кроме того, участок 70 выпукло изогнутой поверхности 70 и участки 72 вогнуто изогнутой поверхности сформированы на нижней поверхности 60a направляющей 60 предварительного сгибания, и заготовка 10 сложена между этими частями и соответствующим участком 74 вогнуто изогнутой поверхности и участками 76 выгнуто изогнутой поверхности столика 62. Это позволяет согнуть заготовку 10 в направлении, противоположном направлению упомянутой выше восстанавливающей силы скругленных кромок коробки 14, позволяя заготовке 10 проявлять более сильную тенденцию изгибаться в этом направлении. Кроме того, могут быть легко сформированы плавно скругленные кромки. Таким образом, полосообразные области 24 заготовки 10 могут быть согнуты еще более надежно, позволяя дополнительно повысить качество коробки 14 и, таким образом, упаковки 1.
Настоящее изобретение не ограничивается первым вариантом осуществления, описанным выше, и возможны различные модификации.
Например, по настоящему варианту осуществления, в прижимных областях 46 на наружной периферийной поверхности 42c режущего ролика 42 сформированы лезвия 48 вокруг наружной периферийной поверхности 42c вдоль направления по окружности наружной периферийной поверхности 42c. Однако это не является ограничением, и лезвие 48 может быть расположено частично вдоль периферийного направления на прижимных областях 46 наружной периферийной поверхности 42c, например, как показано на фиг.10.
Кроме того, как показано на фиг.11, вогнутые участки 84 могут быть сформированы частично вдоль периферийного направления в прижимных областях 52 на наружной периферийной поверхности 44c направляющего ролика 44. На фиг.11 и 12, когда заготовка 10 подается транспортировочными роликами 30, посредством управления положением вращения режущего ролика 42 или направляющего ролика 44, прерывистые линии 58 разреза могут быть сформированы в полосообразных областях 24 заготовки 10.
В частности, как показано на фиг.12, коробка 14 и, таким образом, упаковка 1, могут быть сформированы, при этом они обеспечены таким образом, чтобы от полосообразных областей 24 заготовки 10, линии 58 разреза не были сформированы в верхней стенке 86, сформированной на крышке коробки 14, и нижней стенке 88, сформированной на основной части коробки 14. Это позволяет значительно расширить варианты конструкции коробки 14 и, таким образом, упаковки 1.
Кроме того, лезвия 48 могут частично меняться по длине кончиков в направлении по периферии прижимных областей 52. Это позволяет сформировать линии 58 разреза разной глубины в полосообразных областях 24 заготовки 10. В этом случае можно управлять прочностью сгибания полосообразных областей 24 заготовки 10, позволяя дополнительно повысить качество коробки 14 и, таким образом, упаковки 1.
Кроме того, поскольку соответствующие основные части 42a и 44a режущего ролика 42 и направляющего ролика 44 можно отсоединить, заменив основные части 42a и 44a роликов, могут быть сконструированы транспортировочные ролики 30, форма которых показана на фиг. 10 и 11. Кроме того, просто заменить заготовку 10 на форму, показанную на фиг.14 или 17, описанную далее, и, таким образом, заменить коробку 14 на форму, показанную на фиг.15 или 18.
В частности, как показано на фиг.13, лезвия 48 режущего ролика 42, обеспеченные в прижимных областях 46, могут обладать такой формой, чтобы кончики 48b были наклонены по отношению к направлению по периферии наружной периферийной поверхности 42c. В этом случае, как показано на фиг.14, большое число линий 90 разреза, наклонных по отношению к продольной оси заготовки, будет сформировано в полосообразных областях 24 заготовки 10. Далее, посредством выбора качества бумаги полотна материала можно сформировать коробку 14, сконструированную таким образом, чтобы узор 92 из косых черт можно было видеть посредством прямых кромок 16, которые становятся скругленными кромками, как показано на фиг.15.
Кроме того, как показано на фиг.16, могут быть сформированы лезвия 48, обеспеченные с первыми кончиками 48c и вторыми кончиками 48d, первые кончики 48c наклонены по отношению к направлению по периферии наружной периферийной поверхности 42c, и вторые кончики 48d пересекаются с первыми кончиками 48c. Такие лезвия 48 могут быть сформированы посредством прижимных областей 46 в виде сеточного узора посредством насечки или подобного. В этом случае, как показано на фиг.17, линии 94 разреза, наклоненные по отношению к продольной оси заготовки 10, и линии 96 разреза, пересекающие линии 94 разреза, сформированы в большом количестве в полосообразных областях 24 заготовки 10. Далее, посредством выбора качества бумаги полотна материала, можно сформировать коробку 14, сконструированную таким образом, чтобы сетчатый узор 98 можно было видеть посредством прямых кромок 16, которые становятся скругленными кромками, как показано на фиг.18.
Кроме того, как показано на фиг.14 и 17, если сформированы линии 90, 94 и 96 разреза, наклоненные по отношению к продольной оси заготовки 10, даже если одно лезвие 48 некоторым образом врезается слишком глубоко в полосообразную область 24 заготовки 10, полного разделения между соседними секциями заготовки 10 вдоль линий 90, 94 и 96 разреза можно избежать.
Кроме того, хотя в настоящем варианте осуществления линии 58, 90, 94 и 96 разреза сформированы в задних поверхностях 18 полосообразных областей 24 заготовки 10, линии 58, 90, 94 и 96 разреза могут быть сформированы в других областях, помимо полосообразных областей 24 заготовки 10 или в поверхности полосообразных областей 24. Таким образом, посредством применения настоящего изобретения могут быть сформированы различные линии разреза в различных местах в соответствии с конструкцией требуемой коробки 14.
Кроме того, хотя в настоящем варианте осуществления заготовка 10 транспортируется с ее продольной осью, расположенной вдоль линии 26 транспортировки, заготовка 10 может транспортироваться с ее продольной осью, расположенной в направлении, перпендикулярном линии 26 транспортировки. В этом случае линии 58 разреза могут быть сформированы в прямой кромке между верхней стенкой 86, сформированной в крышке коробки 14, и основной частью коробки 14 или в прямой кромке между основной частью коробки 14 и нижней стенкой 88 основной части, позволяя дополнительно расширить варианты конструкции коробки 14 и, таким образом, упаковки 1.
Кроме того, большое число транспортировочных роликов 28, 30 и 32 и передаточных дисков 34 и 36, описанных в настоящем варианте осуществления, не ограничивается роликами и дисками, описанными в настоящем варианте осуществления. Например, только транспортировочные ролики 30, обеспеченные режущим роликом 42, могут быть установлены непосредственно по ходу способа перед станцией 38 предварительного сгибания без установки передаточных дисков 34 и 36.
Кроме того, хотя в примере, описанном в настоящем варианте осуществления, линии 58 разреза сформированы в заготовке 10, используемой для формирования упаковки 1 с шарнирной крышкой, настоящее изобретение может быть применено к заготовке 10, используемой для формирования различных упаковок или внутренних каркасов в дополнение к упаковке 1 с шарнирной крышкой.
На фиг.19 показан вид в перспективе, иллюстрирующий упаковку 1 с шарнирной крышкой с открытой крышкой 100. Внутренний каркас 102 присоединен в коробке 14 упаковки 1 с шарнирной крышкой. Заготовка 10 для коробки 14 и заготовка 10 для внутреннего каркаса 102 отличаются в требуемом печатном состоянии поверхности заготовки 10 с различием в марке изделия и обладают свойствами материала, отличающимися основной массой волокна (например, от 200 до 250 г/м2) и плотностью.
Например, от 1 (общепринятое значение) до 2 позволяет крышке 100 легко удерживаться посредством внутреннего каркаса 102 посредством обеспечения вогнутого участка (не показан) в части внутреннего каркаса 102 и, тем самым, обеспечить правильное закрывание крышки 100. В этом случае, чтобы вогнутый участок не испытывал усталости из-за возрастающего числа раз открывания и закрывания крышки 100, и чтобы не допустить неправильного закрывания крышки 100, заготовка 10, изготовленная из материала с относительно высокой плотностью волокна (например, от 0,8 до 1,0 г/см3), используется для внутреннего каркаса 102. Настоящее изобретение применимо для заготовки 10 со свойствами материала, требуемыми от внутреннего каркаса 102, а также от коробки 14.
<Второй вариант осуществления>
Станция предварительного сгибания, обеспеченная на устройстве подачи заготовок по второму варианту осуществления, будет описана далее со ссылкой на фиг.20-24. Отметьте, что будут описаны основные отличия от первого варианта осуществления, и что описание других компонентов может быть опущено посредством упоминания компонентов на чертежах с теми же номерами выносок, что и соответствующие компоненты в первом варианте осуществления.
Как показано на фиг.20, на станции 104 предварительного сгибания первая прижимная поверхность 67a1 первого гибочного ролика 67a и вторая прижимная поверхность 67b1 второго гибочного ролика 67b сформированы с разным радиусом кривизны. В частности, по настоящему варианту осуществления первый гибочный ролик 67a обладает круглым сечением меньшего диаметра, чем второй гибочный ролик 67b, первая прижимная поверхность 67a1 сформирована с меньшим радиусом кривизны, чем вторая прижимная поверхность 67b1, и расстояние между первой прижимной поверхностью 67a1 и боковым краем 68 больше, чем расстояние между второй прижимной поверхностью 67b1 и боковым краем 68, когда ему придан угол предварительного сгибания.
Таким образом, по настоящему варианту осуществления, когда используется заготовка с малой толщиной бумаги, восстановительная сила заготовки, стремящаяся вернуться к плоскому состоянию до сгибания, мала. Следовательно, например, как и в случае первого варианта осуществления, если первая и вторая прижимные поверхности 67a1 и 67b1 установлены с одинаковым радиусом кривизны посредством использования первого и второго гибочных роликов 67a и 67b одного и того же диаметра, как показано на фиг.21, внутренние клапаны 22a, позиционированные внутри коробки 14 во время формирования коробки 14, предполагают положение со слишком большим наклоном к внутренней стороне коробки 14, увеличивая углы предварительного сгибания внутренних клапанов 22a. Следовательно, внутренние клапаны 22a и наружные клапаны 22b становятся разнесенными со слишком большим промежутком во время формирования коробки 14, что делает невозможным наложение и правильное присоединение противоположных клапанов посредством склеивания или подобного, что может испортить коробку 14 и, таким образом, упаковку 1 с шарнирной крышкой.
В противоположность этому, по второму варианту осуществления первый гибочный ролик 67a задается в круглым сечением меньшего диаметра, чем у второго гибочного ролика 67b, и первая прижимная поверхность 67a1 задается с меньшим радиусом кривизны, чем вторая прижимная поверхность 67b1, и, следовательно, расстояние между первой прижимной поверхностью 67a1 и боковым краем 68 сделано большим, чем расстояние между второй прижимной поверхностью 67b1 и боковым краем 68, когда задан угол предварительного сгибания. Это позволяет уменьшить угол предварительного сгибания внутренних клапанов 22a и, тем самым, позволяет слабо согнуть полосообразные области 24 заготовки 10.
Таким образом, как показано на фиг.22, внутренние клапаны 22a могут быть расположены в вертикальном положении внутри коробки 14 во время формирования коробки 14. Таким образом, посредством контроля изменения формы сгиба между внутренними клапанами 22a и наружными клапанами 22b на этапе предварительного сгибания заготовки 10 можно уменьшить степень вариабельности заготовки 10 и легко повысить производительность и качество коробки 14 и, таким образом, упаковки 1 с шарнирной крышкой, как и в случае первого варианта осуществления.
Настоящее изобретение не ограничивается вторым вариантом осуществления, описанным выше, и возможны различные модификации.
Например, на станции 106 предварительного сгибания, показанной на фиг.23, хотя первый и второй гибочные ролики 67a и 67b обладают одинаковым диаметром, транспортировочная поверхность 40 направляющей 60 предварительного сгибания сформирована таким образом, чтобы от бокового края 68, первый боковой край 68a, прижатый первым гибочным роликом 67a, был меньше по ширине, чем второй боковой край 68b, прижатая вторым гибочным роликом 67b.
Даже в этом случае расстояние между первой прижимной поверхностью 67a1 и боковым краем 68 становится больше, чем расстояние между второй прижимной поверхностью 67b1 и боковым краем 68, когда задан угол предварительного сгибания. Таким образом, угол предварительного сгибания внутреннего клапана 22a уменьшается, в конечном итоге обеспечивая слабый сгиб полосообразных областей 24 и, тем самым, позволяя разместить внутренние клапаны 22a в вертикальном положении внутри коробки 14 во время формирования коробки 14.
Также можно контролировать изменение формы сгиба между внутренними клапанами 22a и наружными клапанами 22b посредством контроля действия подъемника 66 и, тем самым, изменения угла контакта α по отношению к боковым краям 68 между первым и вторым гибочными роликами 67a и 67b. В частности, если первый гибочный ролик 67a установлен меньшим по углу контакта α, чем второй гибочный ролик 67b, угол предварительного сгибания внутренних клапанов 22a уменьшается, в конечном итоге позволяя слабо согнуть полосообразные области 24 и, тем самым, позволяя разместить внутренние клапаны 22a в вертикальном положении внутри коробки 14 во время формирования коробки 14.
Кроме того, на станции 108 предварительного сгибания, показанной на фиг.24, два устройства 108A и 108B гибочных блоков обеспечены вместо двух устройств 67a и 67b гибочных роликов. Каждое из устройств 108A и 108B гибочных блоков изготовлено, например, из одного первого гибочного блока (первый гибочный элемент или гибочный блок) 110a и трех вторых гибочных блоков (вторые гибочные элементы или гибочные блоки) 110b.
Гибочные блоки 110a и 110b присоединены с возможностью выдвижения/втягивания к соответствующим непоказанным сдвижным устройствам. Первый гибочный блок 110a задает угол предварительного сгибания внутренним клапанам 22a посредством сгибания внутренних клапанов 22a, в то время как, с другой стороны, вторые гибочные блоки 110b задают угол предварительного сгибания наружным клапанам 22b посредством сгибания наружных клапанов 22b.
В первом и втором гибочных блоках 110a и 110b первая и вторая прижимные поверхности 110a1 и 110b1 для прижатия к боковым краям 68 посредством полосообразных областей 24, сформированы в вогнутую поверхность, противоположную боковым краям 68 направляющей 60 предварительного сгибания. Первая прижимная поверхность 110a1 сформирована с большим радиусом кривизны, чем вторая прижимная поверхность 110b1. Это уменьшает угол предварительного сгибания внутреннего клапана 22a, в конечном итоге, позволяя слабо сгибать полосообразные области и, тем самым, позволяя разместить внутренние клапаны 22a в вертикальном положении внутри коробки 14 во время формирования коробки 14.
Кроме того, если расстояние, на которое первый гибочный блок 110a сдвигается к боковому краю 68, меньше, чем расстояние, на которое второй гибочный блок 110b сдвигается к боковому края 68 посредством контроля действия сдвижных устройств, расстояние между первой прижимной поверхностью 110a1 и боковым краем 68 обеспечено меньше, чем расстояние между второй прижимной поверхностью 110b1 и боковым краем 68, когда задан угол предварительного сгибания. Это уменьшает угол предварительного сгибания внутренних клапанов 22a, в конечном итоге позволяя слабо согнуть полосообразные области 24 и, тем самым, позволяя разместить внутренние клапаны 22a в вертикальном положении внутри коробки 14 во время формирования коробки 14.
Наконец, настоящее изобретение может быть осуществлено не только посредством комбинации первого и второго вариантов осуществления, но также посредством компоновки только второго варианта осуществления. То есть, даже если линии 58 разреза не сформированы в полосообразных областях 24 заготовки 10 режущим роликом 42, безусловно, можно снизить изменения качества заготовки 10 на основе только силы сгибания полосообразных областей заготовки 10 на станции предварительного сгибания, описанной выше, и легко повысить производительность и качество коробки 14 и, таким образом, упаковки 1 с шарнирной крышкой.
Пояснение ссылочных позиций
1 Упаковка с шарнирной крышкой (упаковка)
4 Магазин заготовок (источник подачи)
8 Устройство подачи
10 Заготовка
12 Гибочная револьверная головка (упаковочная машина)
14 Коробка
16 Прямая кромка
18 Задняя поверхность
22 Секция клапана
22a Внутренний клапан
22b Наружный клапан
24 Полосообразная область
26 Линия транспортировки
30 Транспортировочный ролик (пара роликов)
38 Станция предварительного сгибания
40 Транспортировочная поверхность
42 Режущий ролик (один из роликов)
42c Наружная периферийная поверхность
44 Направляющий ролик (другой из роликов)
44c Наружная периферийная поверхность
46 Прижимная область
48 Лезвие
48a Кончик вдоль периферийного направления наружной периферийной поверхности
48b Кончик, наклоненный по отношению к периферийному направлению наружной периферийной поверхности
48c Первый кончик, наклоненный по отношению к периферийному направлению наружной периферийной поверхности
48d Второй кончик, пересекающий первый кончик
52 Прижимная область
56 Устройство регулировки зазора
58 Линия разреза
60 Направляющая предварительного сгибания
64A, 64B Устройство гибочного ролика (гибочный элемент)
67a Первый гибочный ролик (первый гибочный элемент, гибочный ролик)
67a1 Первая прижимная поверхность
67b Второй гибочный ролик (второй гибочный элемент, гибочный ролик)
67b1 Вторая прижимная поверхность
68 Боковой край
70 Участок выпукло изогнутой поверхности
72 Участок вогнуто изогнутой поверхности
78 Траектория
84 Выемка
90 Линия разреза
94 Линия разреза
96 Линия разреза
108A, 108B Устройство гибочного блока (гибочный элемент)
110a Первый гибочный блок (первый гибочный элемент, гибочный блок)
110a1 Первая прижимная поверхность
110b Второй гибочный блок (второй гибочный элемент, гибочный блок)
Реферат
Устройство содержит линию транспортировки заготовок по одной вдоль транспортировочной поверхности и пару роликов, расположенных с возможностью вращения на противоположных сторонах транспортировочной поверхности и обеспеченных прижимными областями на наружных периферийных поверхностях для подачи заготовки и одновременного прижатия полосообразной области заготовки, соответствующей прямой кромке коробки. Причем один из пары роликов обладает большим числом лезвий в прижимной области ролика, и когда заготовка проходит между роликами, лезвия формируют большое число линий разреза в полосообразной области заготовки для уменьшения ее прочности на изгиб. Устройство содержит также устройство регулирования зазора между роликами и управления положением вращения одного или другого ролика. Изобретениями являются также другой вариант выполнения устройства и варианты способов подачи заготовок, осуществляемые устройствами для подачи заготовок. Группа изобретений обеспечивает повышение качества и производительности. 4 н. и 24 з.п. ф-лы, 24 ил.
Формула
Документы, цитированные в отчёте о поиске
Устройство для подачи и установки заготовок из станиольной бумаги для упаковки сигарет
Комментарии