Способ смятия упаковочного ламината, упаковочный ламинат и упаковка - RU2258611C2
Код документа: RU2258611C2
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу снятия упаковочного ламината, изготовленного из целлюлозных волокон и содержащего придающий объем слой, называемый здесь объемным слоем, состоящий из сетчатой структуры целлюлозных волокон, и по меньшей мере один боковой слой по меньшей мере на одной стороне объемного слоя, причем боковой слой и объемный слой непосредственно или косвенно соединены друг с другом по существу по всем своим обращенным друг к другу поверхностям.
УРОВЕНЬ ТЕХНИКИ И ПРОБЛЕМЫ
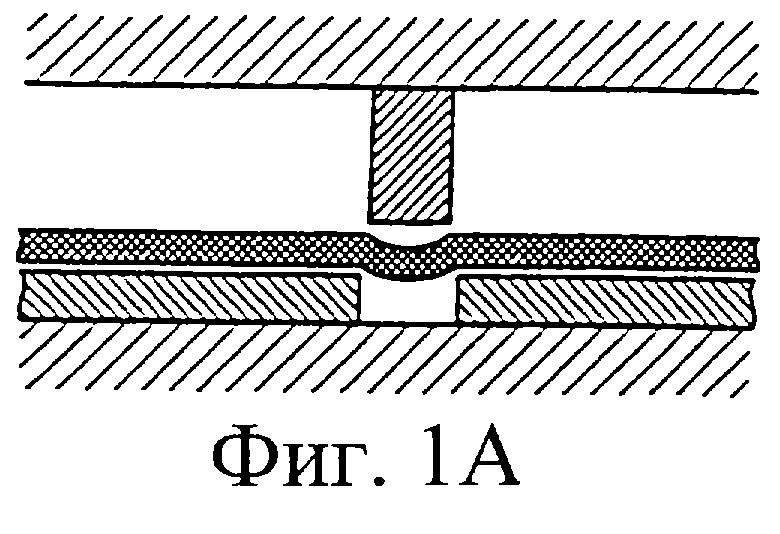
При изготовлении упаковок материал, обычно представляющий собой упаковочный ламинат, подвергают смятию с помощью сминающего устройства, формирующего углубление. Сминающее устройство может быть в виде тонкой линейки со скругленной гладкой кромкой или в виде формирующего канавку колеса со скругленной гладкой кромкой, которое вдавливает материал в тщательно выполненное углубление в матрице. Из-за этого углубления материал ослабляется по так называемой линии смятия. При смятии материал выходит из плоскости ламината, образуя выступ по линии смятия, на одной его стороне, а именно, на стороне, противоположной той, на которой образовано углубление. Таким образом, линия смятия действует как вдавленная складка, которая используется для ровного складывания материала на заданный угол, как правило на 90°, но могут быть и другие углы сгиба, например 180°. Для материалов различного качества с различными свойствами (соответствующих ламинатам различного качества и типов) используются сминающие линейки или другие устройства и матрицы различной геометрии, чтобы получить как можно более выраженную вдавленную складку. Обычно варьируются толщина линейки или другого сминающего устройства, ширина углубления в матрице или глубина смятия, т.е. глубина вдавливания сминающего устройства.
Согласно известному способу складывания, материал складывают от стороны, на которой в нем сделано углубление. При этом с внутренней стороны угла, образуемого при складывании, создается выпуклость. Поэтому при складывании, например, на 180° толщина сложенного ламината будет больше двойной толщины ламината. В случае меньших углов при таком способе смятия и складывания также появляются выпуклости вдоль линии смятия на внутренней стороне угла.
Причиной образования выпуклости при складывании обычного ламината является излом при сжатии, возникающий на той его стороне, которая подвергается при складывании сжатию. Излом увеличивается по мере сгибания, и выступ, образованный сминающей линейкой, сжимается и превращается в выпуклость. Из-за скопления материала у линии складывания ламинат имеет тенденцию отпружинивать, восстанавливая свою исходную плоскую форму. Это означает, что сложенные кромки легко скругляются, особенно, если они находятся под нагрузкой, например, когда упаковку в форме параллелепипеда сжимают в руке или укладывают несколько упаковок друг на друга.
Таким образом, недостатками известного способа смятия обычного ламината являются смещение материала из плоскости и/или его перемещение к линии складывания, что приводит к появлению выпуклости и увеличению толщины сложенного ламината. Другие связанные с этим недостатки заключаются в том, что из-за деформаций линия сгиба не будет совершенно прямой. Помимо ухудшения внешнего вида упаковки, это приводит к тому, что упаковки, которые нужно укладывать рядом друг с другом или друг на друга, будут иметь различную форму. Деформации на линии складывания могут вызвать разрывы в защитных или пленочных слоях, состоящих, например, из алюминиевой пленки, пластмассовой пленки, лака и т.п. Например, если пленка нанесена на одну сторону ламината и хрупкость материала пленки больше, чем у картона ламината, то выпуклость или другая неровность, возникающая при складывании, может вызвать трещину в пленочном слое. Особые сорта картона, на которые наносится печать или которые требуют очень хорошей чистовой отделки поверхности, могут быть покрыты черной краской, лаком и т.п. Таким образом, вмятина от сминающей линейки может нарушить поверхностное покрытие, например создавать трещины, открывающие расположенный ниже волокнистый материал, если сгибание производится в направлении от углубления, образованного сминающей линейкой.
Известный способ решения проблемы образования выпуклости описан в SE 467302, где выступ, образованный сминающей линейкой, удаляют механически. Однако этот способ имеет ряд недостатков, например, уменьшение прочности, образование пыли и т.д.
В другом известном способе, направленном на уменьшение выпуклости (см. SE 432918) используются вспомогательные линии смятия с целью смещения материала от основной линии смятия.
Кроме того, хорошо известно, что можно создавать несколько параллельных линий смятия и разделить таким образом один угол на несколько смежных углов. Недостаток этого способа заключается в том, что общая толщина получается слишком большой. Например, при складывании на 180° общая толщина будет значительно больше удвоенной толщины ламината.
В SE 507095 описан один способ удаления выпуклости с линии смятия, в котором отсутствует сцепление между отдельными слоями ламината, поэтому они деформируются независимо друг от друга.
Во всех перечисленных выше примерах решения проблемы, связанной со смещением материала на линии складывания в результате вызванной смятием деформации, характерным является стремление удалить или сместить материал от линии складывания или избежать скопления материала на этой линии.
В ЕР 565013 решается проблема другого рода и описан материал, состоящий из нескольких слоев и имеющий сердцевину, образованную спрессованной измельченной бумагой. Сказано, что материал может быть выполнен с несколькими канавками для придания ему гибкости, благодаря чему он может использоваться для завертывания предметов различной формы. Однако в ЕР 565013 не описаны упаковки, полученные путем складывания, и линии смятия или способ смятия в принятом смысле этого слова.
В ЕР 484726 описано, как при складывании сжимается пенистое или разрыхленное связующее вещество для уменьшения продольных напряжений в слое алюминиевой фольги.
В ЕР 546956 описан материал, имеющий центральный слой из разрыхленных целлюлозных волокон для улучшения обрабатываемости материала.
Из US 2770406 известен упаковочный ламинат, содержащий пористый объемный слой, который сжимается при складывании. Согласно этому документу, объемный слой выполнен из пенопласта, в частности полистирола с закрытыми ячейками. Такой материал считался очень хорошим в 1956 году, однако с учетом современных экологических требований, требований повторного использования материалов и т.д., в настоящее время он абсолютно неприемлем. В US 2770406 говорится также о том, что в подобного типа материале из картона при формировании упаковки в крайнем слое крафт-бумаги на углах появляются трещины. Таким образом, согласно этому документу, проблема, связанная с образованием трещин, решена только для ламината, состоящего из целлюлозных волокон и пластмассы, и не может быть решена для ламината, состоящего по существу из целлюлозных волокон. Кроме того, ничего не сказано о том, как практически осуществляется способ смятия.
В FR 1341855 описан ламинат из рифленого картона, состоящий из целлюлозных волокон, но отличающийся от ламината согласно настоящему изобретению тем, что объемный слой не образован сетчатой структурой целлюлозных волокон, соединенной с боковым слоем из целлюлозных волокон по существу по всем их обращенным друг к другу поверхностям. Фиг.2а-b этой заявки относятся к соответствующему ей уровню техники, которому присущи проблемы, связанные с изломами и деформациями, т.е. способ смятия согласно фиг.2а-b представлен как способ, для которого характерны указанные проблемы. Фиг.3а-b иллюстрируют известный способ смятия, который, как сказано в FR 1341855, несколько лучше, чем способ по фиг.2а-b, однако, вместо этого, в указанной заявке предлагается решение, показанное на фиг.4а-с, которые относятся к способу смятия, где в крайнем слое делают прорези или перфорацию.
РЕШЕНИЕ И ПРЕИМУЩЕСТВА
Изобретение направлено на решение указанных проблем в способе смятия упаковочных ламинатов, изготовленных из целлюлозных волокон и содержащих придающий объем слой, называемый здесь объемным слоем, и по меньшей мере один боковой слой по меньшей мере на одной стороне объемного слоя, причем боковой слой и объемный слой непосредственно или косвенно соединены друг с другом по существу по всем их обращенным друг к другу поверхностям.
Изобретение относится также к упаковочному ламинату, имеющему линии смятия, выполненные указанным способом, и к упаковке, изготовленной путем сгибания такого ламината. Ламинат предпочтительно используется для упаковки жидких и сухих пищевых продуктов, а также промышленных и других товаров, или в качестве промежуточного продукта для изготовления такого материала, или других конечных продуктов.
Согласно изобретению, предложен способ смятия упаковочных ламинатов согласно п.1 формулы.
Этот способ осуществляют с помощью сминающего устройства, которое вдавливают в ламинат с его первой стороны, а на противоположной стороне ламината используют плоский поддерживающий инструмент. Поддерживающий инструмент может состоять из одной и той же устойчивой плоской опоры для получения различных типов линий смятия. Это существенно упрощает и удешевляет способ как в отношении его реализации, так и в отношении получения вмятин разной геометрии только за счет смены шаблона в сминающем устройстве. В известном способе смятия для изменения геометрии вмятины нужно сменить как шаблон сминающего устройства, так и матрицу.
Согласно одному аспекту изобретения, боковой слой (слои) расположен (расположены) на первой стороне ламината, причем боковой слой вдавливают в объемный слой по линии смятия, а на стороне, противоположной вдавленному слою (слоям), в зоне линии смятия ламинат сохраняют по существу плоским.
Согласно способу смятия, объемный слой уплотняется в зоне линии смятия, что дает большое преимущество. Уплотнение ослабляет сетчатую структуру, образованную в объемном слое одиночными целлюлозными волокнами. Из-за ослабления сетчатой структуры она не может выдерживать сжимающую нагрузку от бокового слоя, когда он при последующем складывании по линии смятия, в свою очередь, подвергается сжимающей нагрузке. В результате боковой слой углубляется в объемный слой. Таким образом, при последующем складывании можно избежать проблем, связанных с образованием выпуклостей, расслоением и возможным образованием трещин в боковых слоях, что имеет место в известном способе смятия. Такое поведение объемного слоя при сжатии в особенности наблюдается в случае наиболее предпочтительного ламината, описанного в параллельной патентной заявке SE-AO-9802967-1.
Согласно другому аспекту изобретения, объемный слой по существу или полностью состоит из листа бумаги или картона, который формируют отдельно из целлюлозных волокон и затем укладывают на боковой слой (слои) или формируют непосредственно на боковом слое (слоях). При этом может использоваться влажная или сухая укладка объемного материала.
Согласно следующему аспекту изобретения, объемный слой содержит до 40-95% целлюлозных волокон, имеющих степень помола, определенную на канадском стандартном приборе, от 550 до 950 мл, плотность бокового слоя (слоев) больше плотности объемного слоя, а ламинат имеет коэффициент жесткости при изгибе, рассчитанный как среднее геометрическое для продольного и поперечного направления, более 2,5 Нм7/кг3, но менее 14 Нм7/кг3.
Согласно следующему аспекту изобретения, по меньшей мере 60% объемного слоя состоит из волокон, имеющих степень помола, определенную на канадском стандартном приборе, более 600 мл, а ламинат имеет коэффициент жесткости при изгибе более 3,0 Нм7/кг3, или, более предпочтительно, по меньшей мере 60% объемного слоя состоит из волокон, имеющих степень помола, определенную на канадском стандартном приборе, более 650 мл, наиболее предпочтительно, по меньшей мере 700 мл, но менее 850 мл, а ламинат имеет коэффициент жесткости при изгибе более 4,0 Нм7/кг3. Особенно предпочтительно, чтобы коэффициент жесткости ламината при изгибе был более 5,0 Нм7/кг3.
Желательно, чтобы объемный слой имел плотность 50-300 кг/м3, предпочтительно 70-200 кг/м3, более предпочтительно 100-180 кг/м3. Плотность бокового слоя предпочтительно по меньшей мере в два раза больше плотности объемного слоя, предпочтительно по меньшей мере в три раза, наиболее предпочтительно по меньшей мере в четыре раза. Плотность бокового слоя может составлять 300-1500 кг/м3, предпочтительно 400-850 кг/м3. Целесообразно, чтобы основной вес объемного слоя составлял 30-300 г/м2, предпочтительно 40-120 г/м2, основной вес бокового слоя (слоев) составлял 20-150 г/м2, а основной вес ламината - 50-500 г/м2, предпочтительно - 90-200 г/м2.
Объемный слой с малой плотностью выгодно изготавливать путем сухой или влажной укладки хемо-термомеханической массы (ХТММ) или другой "механической" волокнистой массы на основе древесины мягких пород, например ТММ, с большой степенью помола. С одной стороны, сухая укладка предпочтительна и может использоваться любой известный способ укладки, но независимо от этого степень помола волокнистой массы, определенная на канадском стандартном приборе, должна быть более 550, предпочтительно свыше 600, более предпочтительно свыше 650 и наиболее предпочтительно свыше 700. Большая степень помола волокнистого материала для первого слоя позволяет листу сжиматься в связи с обезвоживанием и затвердеванием, без увеличения плотности до нежелательной величины. В состав объемного слоя может входить и другое волокнистое сырье, имеющее высокую эластичность во влажном состоянии, например химически сшитые волокна, которые, как правило, имеют низкое сопротивление обезвоживанию и высокую эластичность после влажного прессования, однако такое сырье не является предпочтительным, хотя бы из-за высокой стоимости.
Другим приемлемым волокнистым сырьем являются синтетические волокна, например из сложного полиэфира, полиэтеновые и полипропиленовые волокна, которые также имеют низкое сопротивление обезвоживанию и высокую эластичность во влажном состоянии. В предпочтительном варианте выполнения сырье для слоя с малой плотностью, образующего объемный слой, который в общем случае является промежуточным слоем в ламинате, выбирается полностью или по существу из полученных механически так называемых волокнистых масс с высоким выходом, т.е. волокнистых масс с выходом древесины по меньшей мере 75%, можно с выходом по меньшей мере 80%, таких как волокнистые массы ХТММ и ТММ по существу на основе древесины мягких пород, при условии, что они имеют указанные выше значения степени помола.
К объемному слою можно добавлять также брак в количестве до 25% от сухого веса. Здесь под браком понимается отбракованный продукт из бумажного или картонного ламината, измельченный в жидкую массу в разрывателе и состоящий в основном из разделенных волокон.
Объемный слой содержит также по меньшей мере одно связующее вещество, предпочтительно из латекса, в количестве 1-30%, предпочтительно 5-30%, более предпочтительно 7-30%, и наиболее предпочтительно 10-20% от веса ламината в пересчете на сухой вес.
Согласно одному из аспектов изобретения, по меньшей мере один из боковых слоев состоит из отбеленной или неотбеленной сульфатной, сульфитной или органорастворимой целлюлозы, которую получают предпочтительно из целлюлозного сырья, состоящего в основном из древесины мягких и/или твердых пород. Боковые слои могут содержать также один или несколько защитных слоев, например, слоев из металлической фольги, предпочтительно алюминиевой фольги, полимерной пленки, металлизированной полимерной пленки или лака. Крайний слой, в особенности на лицевой стороне ламината, может состоять из пленки из любого из указанных выше материалов с очень хорошей чистовой обработкой.
Если упаковочный ламинат имеет несколько боковых слоев на стороне объемного слоя, которая углубляется по линии (линиям) смятия, то при смятии согласно предлагаемому способу все эти боковые слои будут вдавливаться в объемный слой.
Еще одно преимущество изобретения, относящееся к изготовлению упаковки путем складывания ламината, имеющего линии смятия, выполненные согласно изобретению, заключается в том, что складывание может выполняться как в направлении к углублению, образующему линию смятия, так и в направлении от этого углубления. При складывании ламината с линиями смятия, полученными известным способом смятия, сгибание всегда должно осуществляться в направлении от углубления, сделанного сминающим устройством. Складывание к углублению дает большое преимущество, особенно в случае ламинатов, которые имеют хорошую чистовую отделку поверхности и поэтому легко повреждаются и к которым предъявляются повышенные требования в отношении качества лицевой поверхности. В этом случае можно производить смятие обратной стороны ламината.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
Далее изобретение описано со ссылками на прилагаемые чертежи, на которых
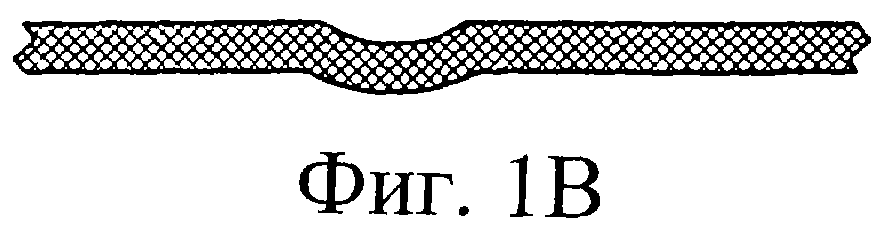
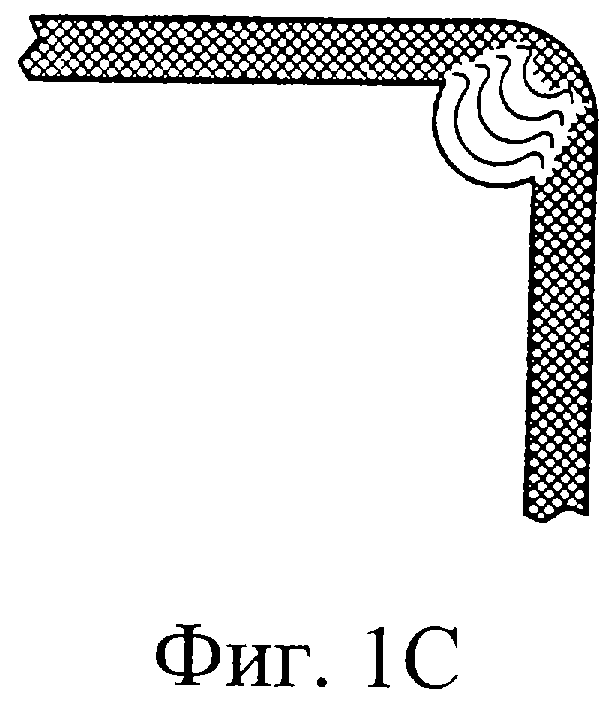
фиг.1А-D иллюстрируют известный способ смятия упаковочного ламината,
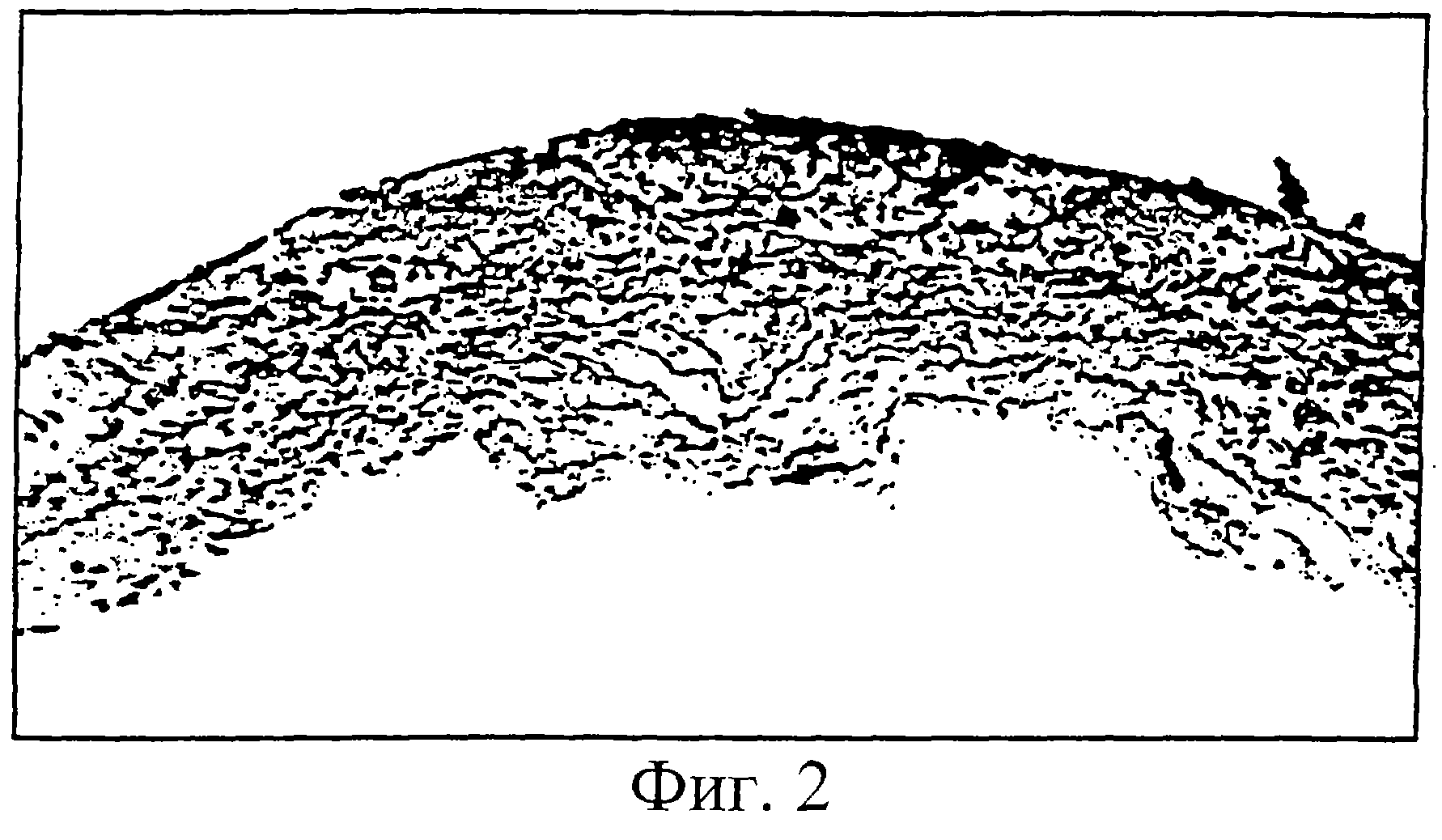
фиг.2 изображает слегка согнутый упаковочный ламинат в известном способе смятия,
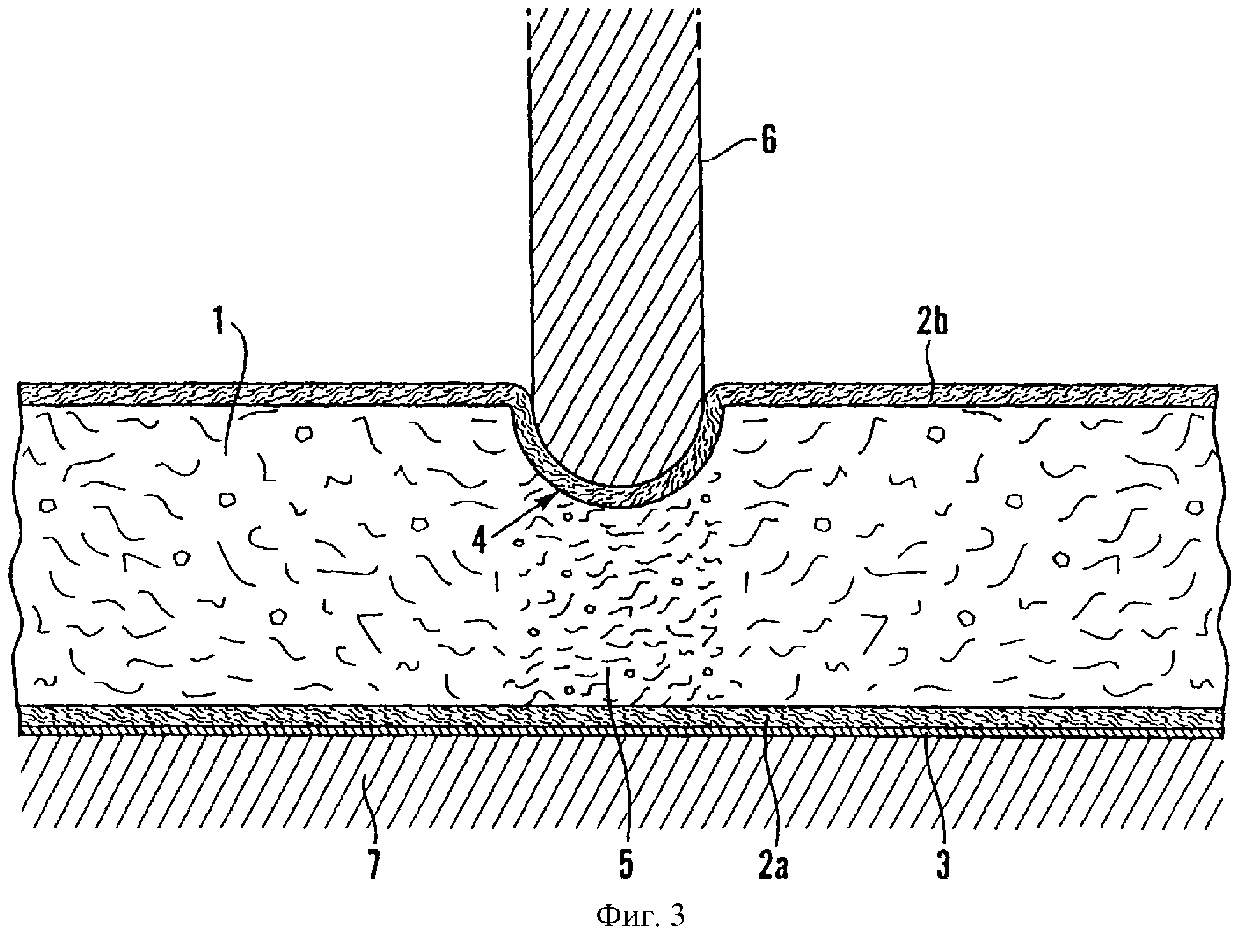
фиг.3 изображает сбоку упаковочный ламинат с линией смятия согласно изобретению,
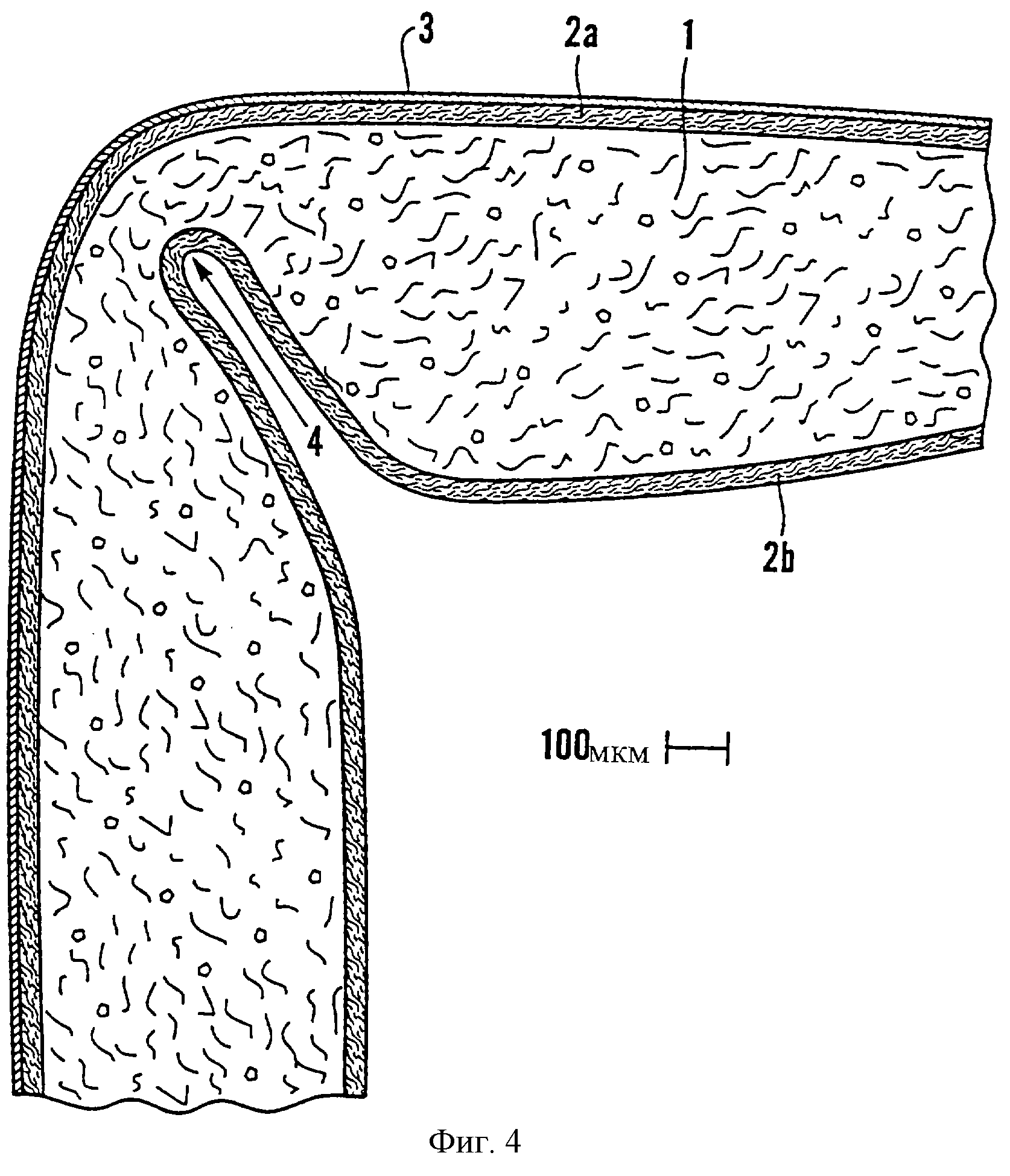
фиг.4 изображает ламинат, показанный на фиг.3, после складывания по линии смятия,
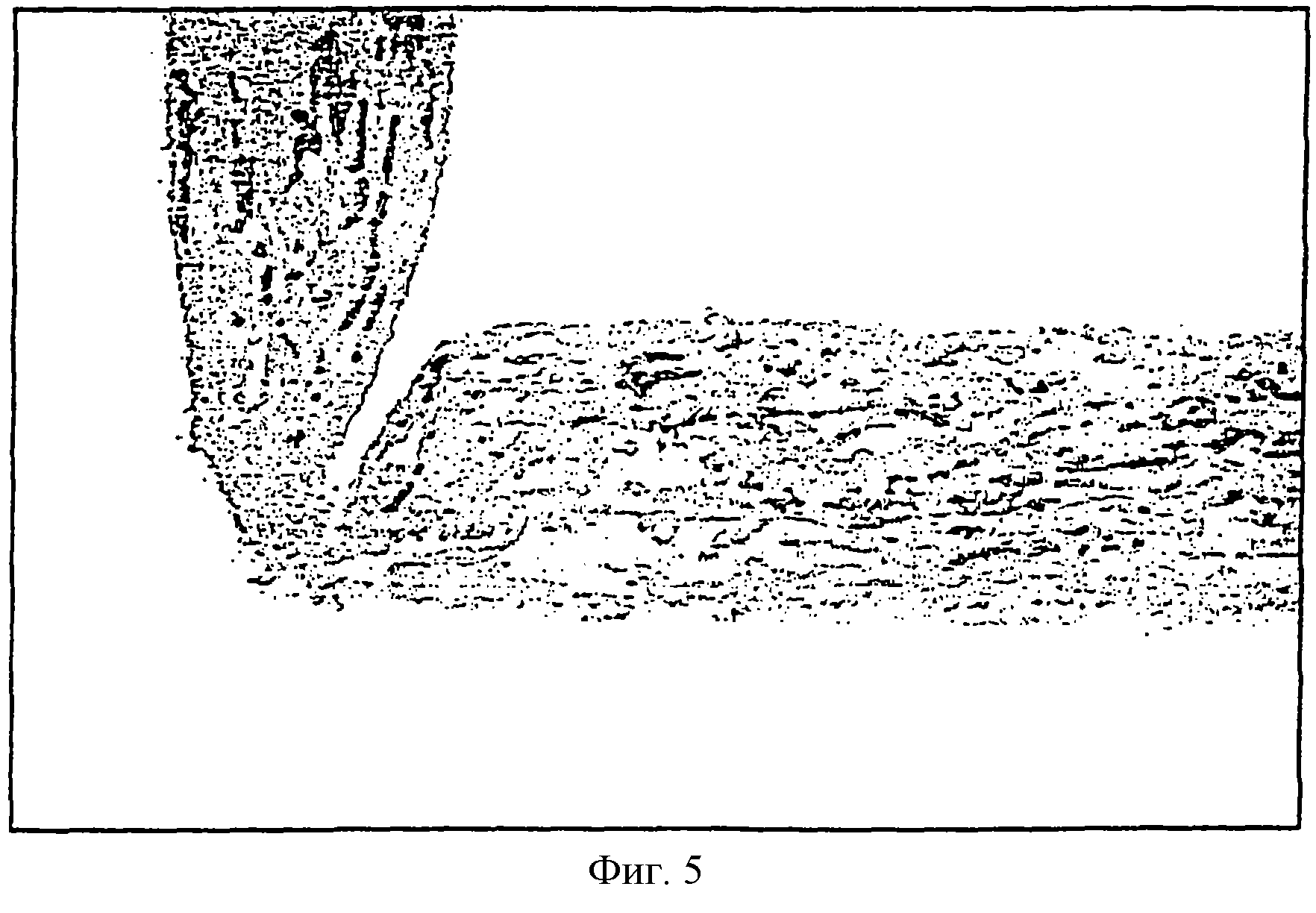
фиг.5 иллюстрирует складывание наиболее предпочтительного упаковочного ламината, смятого согласно изобретению.
На фиг.1А-D показано, как происходит смятие обычного упаковочного ламината известным способом смятия. На фиг.1А показано смятие ламината посредством сминающей линейки и далее поясняются проблемы, присущие уровню техники: остаточная деформация с выходом материала из плоскости в известном способе смятия (фиг.1В), образование выпуклости/расслоение на линии складывания (фиг.1С) и увеличение толщины при складывании на 180° (фиг.1D).
На фиг.2 показан вызванный сжатием начальный излом в боковом слое, который подвергается сжимающей нагрузке в известном способе смятия. Затем этот излом будет увеличиваться с последующим образованием выпуклости, показанной на фиг.1С.
Фиг.3 иллюстрирует способ смятия упаковочного ламината согласно изобретению. Ламинат содержит придающий объем слой 1, боковой слой 2b, расположенный на первой стороне ламината, и два боковых слоя 2а,3 на его второй стороне. В этом варианте выполнения крайний боковой слой 3 на второй стороне ламината представляет собой особый поверхностный слой с высоким качеством чистовой обработки. Ламинат сминают сминающим устройством 6, формируя линию 4 смятия, а в объемном слое создается уплотненный участок 5 в зоне линии 4 смятия. Таким образом, боковой слой 2b вдавливается вниз в объемный слой 1. На второй стороне, где находятся боковые слои 2а и 3, ламинат остается плоским благодаря плоскому поддерживающему инструменту 7, используемому в способе смятия.
На фиг.4 показано, как осуществляется сгибание на 90° по линии 4 смятия. Видно, что складывание производят в направлении к вдавленному слою 2b на первой стороне ламината. Это значит, что особый и хрупкий боковой слой 3 не будет повреждаться ни при смятии, ни при складывании. Также видно, что у линии складывания не происходит образования выпуклости или аналогичной деформации, а также не происходит расслоения или образования трещин.
На фиг.5 представлена фотография под микроскопом, на которой видно, как в наиболее предпочтительном ламинате происходит вдавливание бокового слоя в объемный слой. Фиг.5 иллюстрирует принцип изобретения, который в общих чертах поясняется на фиг.4.
Изобретение не ограничивается описанными вариантами его выполнения и допускает изменения в объеме прилагаемой формулы. Например, в некоторых случаях на стороне ламината, которая подвергается смятию сминающим устройством, может отсутствовать боковой слой, а объемный слой уплотняется без вдавливания в него бокового слоя. Кроме того, понятно, способ не ограничивается использованием ламината с объемным слоем, имеющим определенные значения степени помола и определенные коэффициенты жесткости при изгибе. Этот тип ламината является предпочтительным для осуществления настоящего изобретения.
Реферат
Способ изготовления упаковки путем смятия и складывания упаковочного ламината, изготовленного из целлюлозных волокон, содержащего объемный слой, придающий объем, и по меньшей мере один боковой слой на одной стороне объемного слоя. Боковой слой и объемный слой непосредственно или косвенно соединены по существу по всем своим поверхностям, обращенным друг к другу. При этом способ включает вдавливание в первую сторону ламината сминающего устройства для образования линии смятия и использование на другой стороне ламината, противоположной первой стороне, поддерживающего инструмента, который является по существу плоским в зоне, соответствующей месту расположения сминающего устройства. Причем ламинат складывают по линии смятия, при этом указанный объемный слой состоит из сетчатой структуры, образованной целлюлозными волокнами. Предложенное изобретение также относится к упаковке, изготовленной вышеуказанным способом. Предложенные способ и устройство обеспечивают возможность получения более тонких упаковок при складывании ламината на 180°, так как общая толщина ламината, сложенного на 180°, приблизительно равна его двойной толщине в расправленном состоянии. 2 н. и 5 з.п. ф-лы, 5 ил.
Комментарии