Способ изготовления жестких пачек с шарнирной крышкой и машина для его осуществления - RU2191116C2
Код документа: RU2191116C2
Чертежи

Описание
Изобретение относится к способу изготовления жестких пачек с шарнирной крышкой, а также к соответствующей машине. Настоящее изобретение предоставляет особые преимущества для табачной промышленности применительно к сигаретным пачкам и их изготовлению, и к области, к которой непосредственно делается ссылка в нижеследующем описании, причем без ограничения объема.
Сигаретные пачки жесткого типа с шарнирной крышкой традиционно изготавливают из штампованной заготовки с линиями сгиба, имеющей центральную продольную часть и две боковых части, каждая состоящая из последовательности боковых продольных клапанов; стадии соответствующего способа изготовления включают направление заготовки по заданному пути в устройство для ее сгибания, затем совмещение каждой заготовки с соответствующим каркасом в устройстве для ее сгибания и сгибание заготовок с каркасом таким образом, чтобы получить ряд соответствующих пачек.
Вообще говоря, каждая пачка содержит контейнер чашеобразного вида и крышку также чашеобразного вида, шарнирно соединенную с открытым верхним концом контейнера; центральная часть соответствующей заготовки содержит последовательность панелей, рассчитанных на определенный размер и установленных для образования передних, торцевых и задних панелей контейнера и крышки. Две панели, образующие заднюю стенку контейнера и заднюю стенку крышки, соединены с каждой стороны с соответствующими продольными клапанами, которые, будучи согнуты в итоге под прямыми углами к соответствующим панелям, образуют внутренний слой соответствующей боковой стенки пачки.
Известен способ изготовления жестких пачек с шарнирной крышкой, изготовленных из соответствующих штампованных заготовок, имеющих центральную продольную часть и две боковые части, каждая из которых состоит из последовательности продольных боковых клапанов, в котором продвигают заготовки по заданному пути к устройству сгибания, подают заготовки последовательно между двумя взаимно противоположными и вращающимися навстречу друг другу надрезающими валками надрезающего и сдавливающего устройства, размещенного на пути подачи перед устройством сгибания в направлении, по которому следуют заготовки, совмещают каждую заготовку с соответствующим каркасом и сгибают заготовки и каркасы в устройстве сгибания таким образом, чтобы получить соответствующие пачки, при этом два валка надрезающего и сдавливающего устройства выполнены с сопряженными профилями, расположенными и синхронизированными для контактирования с каждой боковой частью заготовки, сталкиваясь на соответствующей паре смежных клапанов, образующих при сгибе под прямым углом внутренний слой одной боковой стенки пачки, и выполнены для получения, по меньшей мере, одного направленного внутрь выступа, сформированного на первом клапане пары клапанов, расположенной постоянно в контакте с соответствующим каркасом готовой пачки (US 5336154 А, 09.08.1994).
Также известна машина для изготовления жестких пачек с шарнирной крышкой из соответствующих штампованных заготовок, имеющих центральную продольную часть и две боковые части, каждая из которых состоит из последовательности продольных боковых клапанов, содержащая надрезающее и сдавливающее устройство, размещенное по пути подачи перед устройством сгибания в направлении, по которому следуют заготовки по пути подачи, состоящее из двух взаимно противоположных и вращающихся навстречу надрезающих валков, выполненных с сопряженными профилями, расположенных и синхронизированных для контактирования с каждой боковой частью заготовки, сталкиваясь на соответствующей паре смежных клапанов, которые при сгибе под прямым углом в итоге образуют внутренний слой одной боковой стенки пачки, и выполнены для получения, по меньшей мере, одного направленного внутрь выступа, сформированного на первом клапане пары клапанов, расположенной постоянно в контакте с соответствующим каркасом готовой пачки, а также средство подачи, посредством которого заготовки направляются по предопределенному пути к устройству сгибания, в котором каждая заготовка совмещается с соответствующим каркасом и посредством которого заготовки и каркасы преобразуются в соответствующие пачки (US 5336154 A, 09.08.1994).
Две различных проблемы могут возникнуть во время формирования пачки из заготовки, которое описано выше: первая возникает из необходимости правильной установки двух боковых стенок внутренних клапанов относительно друг друга, и в частности необходимости избежать контакта посредством перекрытия между смежными краями двух клапанов с каждой стороны; вторая - из необходимости правильной установки каркаса относительно заготовки, в то время как заготовка сгибается и складывается.
Задачей настоящего изобретения является создание простого и экономичного способа и машины для изготовления жестких пачек с шарнирной крышкой, в которых две проблемы, описанные выше, могут быть преодолены одновременно.
Указанная задача решается способом по настоящему изобретению для изготовления жестких пачек с шарнирной крышкой, изготовленных из соответствующих штампованных заготовок, имеющих центральную продольную часть и две боковые части, каждая из которых состоит из последовательности продольных боковых клапанов, в котором продвигают заготовки по заданному пути к устройству сгибания, подают заготовки последовательно между двумя взаимно противоположными и вращающимися навстречу друг другу надрезающими валками надрезающего и сдавливающего устройства, размещенного на пути подачи перед устройством сгибания в направлении, по которому следуют заготовки, совмещают каждую заготовку с соответствующим каркасом и сгибают заготовки и каркасы в устройстве сгибания таким образом, чтобы получить соответствующие пачки, при этом два валка надрезающего и сдавливающего устройства выполнены с сопряженными профилями, расположенными и синхронизированными для контактирования с каждой боковой частью заготовки, сталкиваясь на соответствующей паре смежных клапанов, образующих при сгибе под прямым углом внутренний слой одной боковой стенки пачки, и выполнены для получения, по меньшей мере, одного направленного внутрь выступа, сформированного на первом клапане пары клапанов, расположенной постоянно в контакте с соответствующим каркасом готовой пачки, в котором согласно изобретению валки выполнены для получения, по меньшей мере, одного сгиба, сформированного в одном клапане пары клапанов близко к концу, смежному с оставшимся клапаном. Выступ получают, производя, по меньшей мере, один разрез в продольном боковом крае соответствующего первого клапана и сгиб части того же первого клапана от плоскости, занимаемой оставшейся частью клапана, а более предпочтительно, производя два разреза в продольном боковом крае клапана и сгибая часть, заключенную между двумя разрезами.
Сгиб формируют отклонением, по меньшей мере, одной конечной части соответствующего клапана от плоскости, занимаемой оставшимся клапаном. Одиночные заготовки имеют преобладающую продольную ось, располагающуюся параллельно продольным боковым клапанам, и продвигаются к надрезающему и сдавливающему устройству с продольной осью, расположенной поперечно направлению подачи конвейера, при этом сгиб и выступ получают одновременно на каждой паре продольных клапанов. Заготовки направляют к двум валкам вдоль поверхности конвейера, два валка расположены на противоположных сторонах и по касательной к поверхности конвейера и установлены с возможностью вращения таким образом, чтобы вращаться с окружными скоростями, идентичными друг другу и линейной скоростью, с которой заготовки вынуждены продвигаться вдоль направления конвейера.
Указанная задача решается также тем, что в машине для изготовления жестких пачек с шарнирной крышкой из соответствующих штампованных заготовок, имеющих центральную продольную часть и две боковые части, каждая из которых состоит из последовательности продольных боковых клапанов, содержащей надрезающее и сдавливающее устройство, размещенное по пути подачи перед устройством сгибания в направлении, по которому следуют заготовки по пути подачи, состоящее из двух взаимно противоположных и вращающихся навстречу надрезающих валков, выполненных с сопряженными профилями, расположенных и синхронизированных для контактирования с каждой боковой частью заготовки, сталкиваясь на соответствующей паре смежных клапанов, которые при сгибе под прямым углом в итоге образуют внутренний слой одной боковой стенки пачки, и выполнены для получения, по меньшей мере, одного направленного внутрь выступа, сформированного на первом клапане пары клапанов, расположенной постоянно в контакте с соответствующим каркасом готовой пачки, а также средство подачи, посредством которого заготовки направляются по предопределенному пути к устройству сгибания и устройство сгибания, в котором каждая заготовка совмещается с соответствующим каркасом и посредством которого заготовки и каркасы преобразуются в соответствующие пачки, согласно изобретению валки выполнены для получения, по меньшей мере, одного сгиба, сформированного в одном клапане пары клапанов близко к концу, смежному с оставшимся клапаном. Два взаимно противоположных надрезающих валка реализованы с сопряженными профилями, по меньшей мере, одного первого пуансона для отреза и сгиба, расположенного на первом валке в качестве первой цилиндрической поверхности, проходящего, по существу, радиально и ориентированного в направлении наружу от соответствующей первой цилиндрической поверхности и, по меньшей мере, одного первого гнезда для отреза и сгиба, расположенного на втором валке в качестве второй цилиндрической поверхности, проходящего, по существу, радиально и ориентированного в направлении внутрь по отношению ко второй цилиндрической поверхности, при этом первый пуансон синхронизирован и расположен так, чтобы контактировать с соответствующим первым гнездом в точке схождения по касательной между двумя валками так, чтобы сформировать выступ.
Сопряженные профили дополнительно содержат, по меньшей мере, один второй сгибающий пуансон, находящийся на втором валке, проходящий, по существу, радиально и ориентированный в направлении наружу относительно второй цилиндрической поверхности, и, по меньшей мере, одно второе гнездо сгиба, находящееся на первом валке, проходящее, по существу, радиально и ориентированное в направлении внутрь относительно первой цилиндрической поверхности, которые расположены и синхронизированы так, что второй пуансон будет входить в контакт с соответствующим вторым гнездом в точке схождения по касательной между валками и формировать сгиб, причем первый пуансон и второе гнездо выровнены вдоль одного и того же формирователя прямой линии первого валка. Первый валок содержит два первых пуансона и два вторых гнезда, из которых первые пуансоны расположены на первой цилиндрической поверхности, отделены один от другого на расстояние, измеренное по окружности по отношению к той же первой цилиндрической поверхности, которое равно ширине одиночной штампованной заготовки.
Изобретение будет теперь описано подробно посредством примера со ссылкой на
сопроводительные чертежи, на которых:
- фиг. 1 иллюстрирует предпочтительный вариант выполнения машины согласно настоящему изобретению, показанный схематично в перспективе и с некоторыми
деталями, опущенными для ясности;
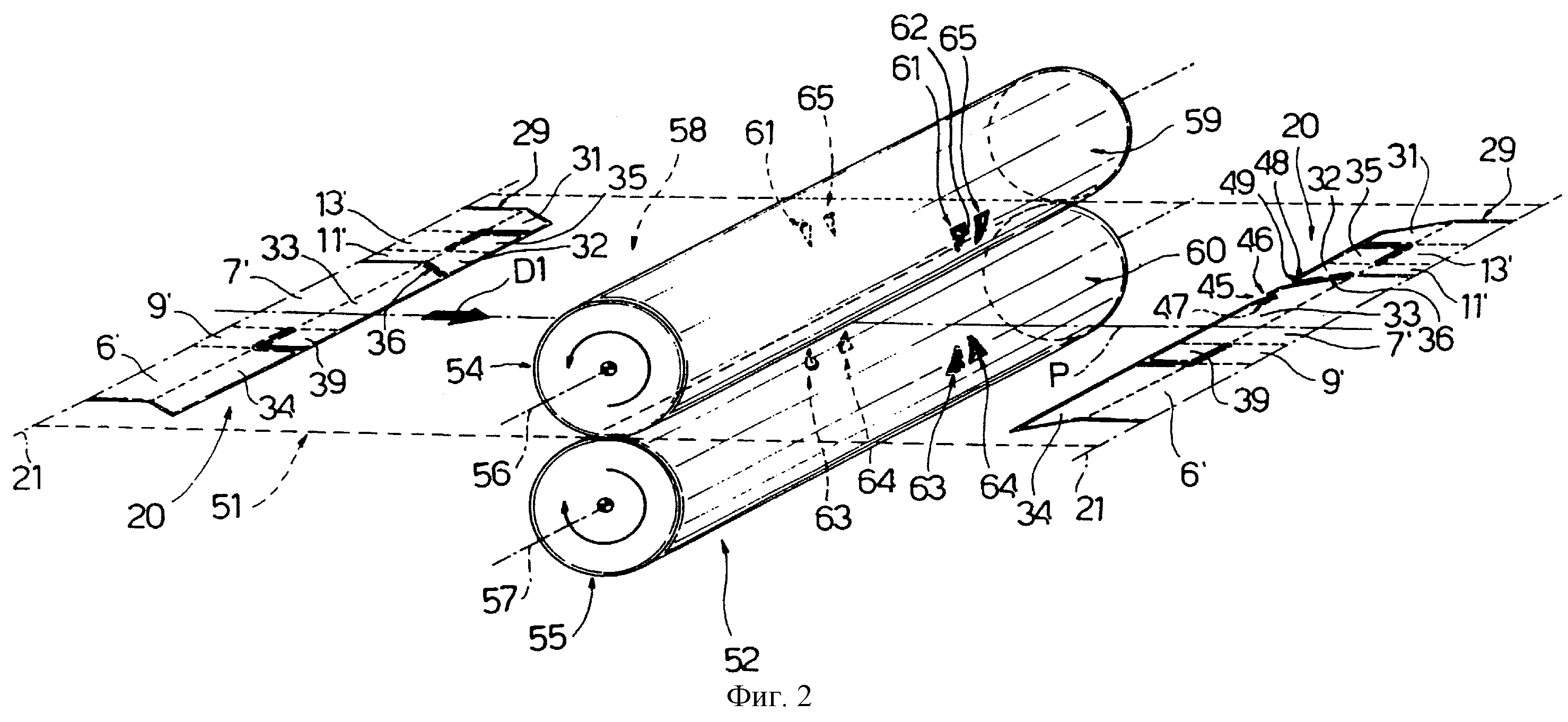
- фиг. 2 - увеличенная деталь фиг. 1;
- фиг. 3 - вид сверху штампованной заготовки, из которой изготавливают жесткую сигаретную пачку;
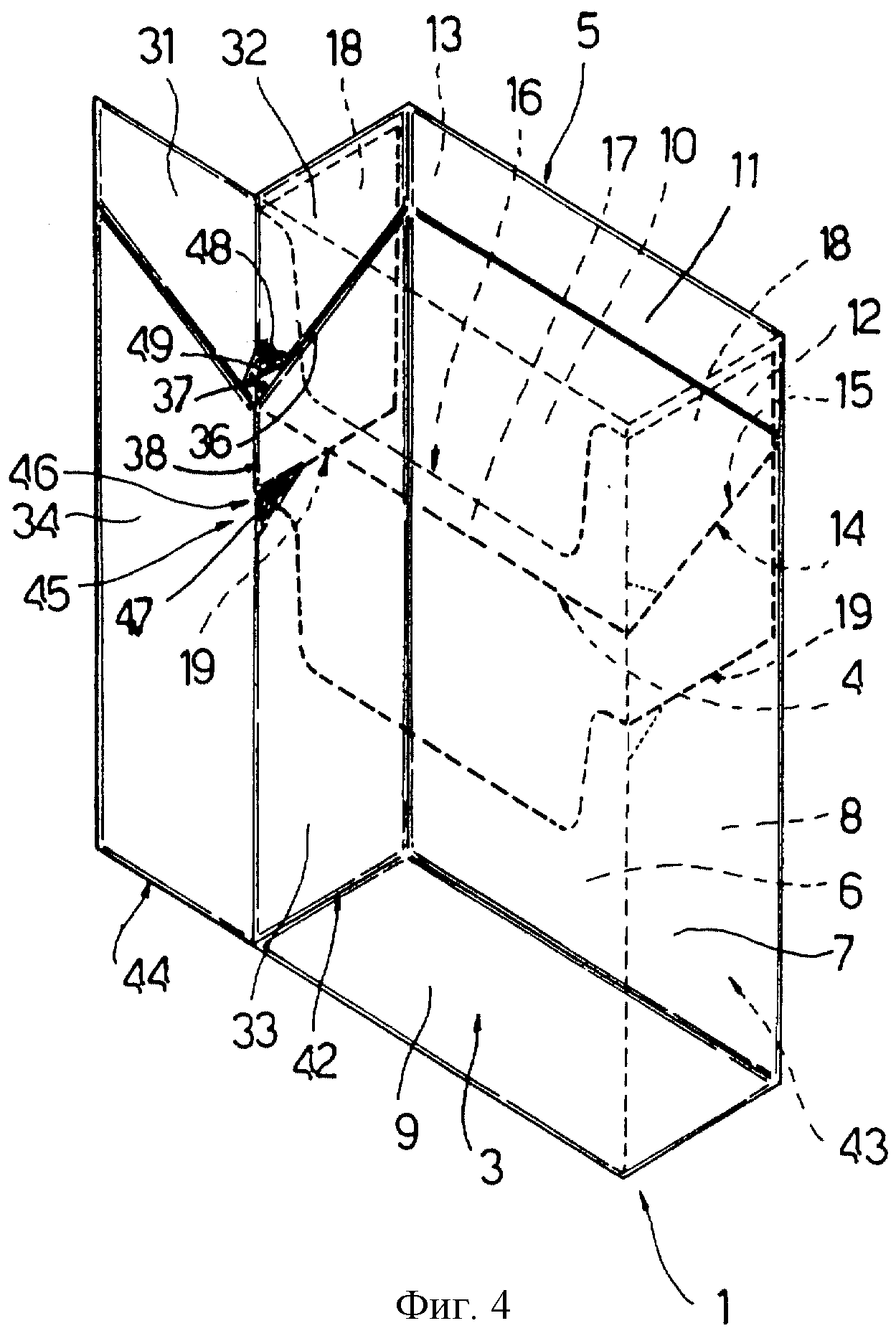
- фиг. 4 - частичный перспективный вид в разрезе пачки, изготовленной машиной, изображенной на фиг. 1 и использующий заготовку, изображенную на фиг.3.
На фиг. 4 чертежей 1 обозначена жесткая пачка, размещающая группу сигарет (не показанных), окруженных оберткой 2 (фиг.1) из бумаги с металлической фольгой. Пачка 1 имеет форму прямоугольного параллелепипеда и содержит контейнер 3, по существу, чашеобразного вида с открытым верхним концом 4 и верхней крышкой 5, также чашеобразного вида, шарнирно прикрепленной к контейнеру 3 и поворачивающейся таким образом между открытой и закрытой позициями, в которых верхний конец 4 соответственно открыт и скрыт. Контейнер 3 имеет переднюю поверхность 6 и заднюю поверхность 7, находящиеся взаимно напротив друг друга и параллельные, две боковые, или фланговые поверхности 8, расположенные взаимно параллельно и перпендикулярно передней и задней сторонам 6 и 7, и нижнюю торцевую поверхность 9, расположенную перпендикулярно к оставшимся поверхностям 6, 7 и 8.
Подобным же образом крышка 5 имеет переднюю поверхность 10 и заднюю поверхность 11, находящиеся взаимно напротив друг друга и параллельно, две боковые поверхности 12, расположенные взаимно параллельно и перпендикулярно передней и задней поверхностям 10 и 11, и верхнюю торцевую поверхность 13, расположенную перпендикулярно оставшимся поверхностям 10, 11 и 12. Свободные края 14, образованные боковыми поверхностями 12 крышки 5, прикладываются соответственно к свободным краям 15, образованными боковыми поверхностями 8 контейнера 3.
Пачка 1 также содержит каркас U-образной формы, частично выступающий из открытого верхнего конца 4 контейнера; каркас имеет центральную часть 17, более нижняя часть которой находится в контакте с передней поверхностью 6, и два боковых крыла 18, согнутые под прямым углом относительно центральной части 17, расположенные частично в контакте с соответствующими боковыми поверхностями 8 контейнера 3 и завершающиеся в нижней части соответствующими прямыми краями 19.
Пачка 1, кратко описанная выше, изготовлена из плоской штампованной заготовки 20, показанной на фиг.3. Заготовка 20 имеет продольную ось 21 симметрии и имеет множество поперечных линий сложения, обозначенных 22, 23, 24, 25 и 26, и две продольные линии сложения, обозначенные 27 и 28. Площадь поверхности заготовки 20 разделена двумя продольными линиями сложения 27 и 28 на центральную продольную часть 29 и две боковые продольные части 30 по одной с каждой стороны от центральной части 29. Поперечные линии сложения 22... 28 служат для образования множества панелей, обозначенных, где возможно, теми же самыми числами, которые используются для идентификации соответствующих частей пачки 1.
Более точно, поперечные линии сложения 22...26 совместно с двумя продольными линиями сложения 27 и 28 образуют первую торцевую панель 10', ограниченную линией, обозначенной 22, первую промежуточную панель 13', заключенную между линиями, обозначенными 22 и 23, вторую промежуточную панель 11', заключенную между линиями, обозначенными 23 и 24, также центральную панель 7', заключенную между линиями, обозначенными 24 и 25, третью промежуточную панель 9', заключенную между линиями, обозначенными 25 и 26, и наконец, вторую торцевую панель 6', ограниченную этой последней линией 26. Все вышеупомянутые панели 10', 13', 11', 7', 9' и 6' заключены в центральной части 29 заготовки.
Каждая боковая часть 30 содержит соответствующее множество клапанов 31, 32, 33 и 34, связанных внешне и отделенных от соответствующих панелей 10', 11', 7' и 6' двумя продольными линиями сложения 27 и 28. Клапаны 32, смежные первой промежуточной панели 11', выступают, чтобы создать продольные выступы 35, расположенные рядом с первой промежуточной панелью 13' и объединенные с клапанами 32 посредством соответствующей поперечной линии сложения 23. Одиночный клапан 32 имеет, по существу, трапецеидальную форму 7, находясь на стороне, ближайшей к смежному клапану 33, отделенному от выступа 35 наклоненной под углом кромкой 36, расположенной параллельно и по соседству с соответствующим краем 37 этого же клапана 33. Каждый из клапанов, обозначенных 33, аналогично имеет в основном трапецеидальную форму, ограничен снаружи продольным краем, обозначенным 38 и связанным на конце, удаленном от наклоненной под углом кромки 37, с поперечной линией сложения, обозначенной 25, с продольным выступом 39, размещенным рядом с третьей промежуточной панелью 9'. Оставшиеся клапаны 34 также имеют трапецеидальную форму, каждый завершается на конце, удаленном от соответствующего выступа 39, наклоненной под углом кромкой 40, расположенной параллельно краю, обозначенному 37. Клапаны 33 и 34, связанные с большими панелями 7' и 6', будут согнуты под прямыми углами к этим же самым панелям и перекрыты посредством вращения самих панелей 6' и 7' сходящимся образом под 90o каждый относительно третьей промежуточной панели 9', чтобы сформировать две боковые поверхности 8 контейнера 3. Свободные края 15, образуемые боковой поверхностью 8 контейнера 3, поэтому образуются взаимно выровненными наклонными краями 37 и 40 двух более длинных клапанов 33 и 34. Два выступа, обозначенные 39, будут согнуты под прямыми углами к клапанам 33, из которых они выступают и вращаются сходящимся образом вместе с двумя клапанами 33 к точке получения позиции вровень с внутренней поверхностью соответствующей панели 9', с которой они объединяются, чтобы сформировать нижнюю торцевую часть 9 контейнера. Подобным же образом края 41 клапанов 31 удалены от смежных выступов 35, наклонены под углом и параллельны соответствующим краям, обозначенным 36. Четыре клапана 31 и 32 согнуты под прямым углом к соответствующим панелям 10' и 11' и перекрываются посредством вращения двух панелей одна к другой на 90o относительно первой промежуточной панели 13', чтобы сформировать две боковые поверхности 12 крышки 5. Свободные края 14, образованные боковыми поверхностями 12 крышки 5, следовательно, образуются взаимно выровненными наклонными краями 41 и 36 парных клапанов 31 и 32. Соответствующие выступы 35 изогнуты под 90o к клапанам 32, из которых они выступают и поворачиваются сходящимся образом вместе со связанными клапанами 32 в позицию вровень с внутренней поверхностью первой промежуточной панели 13', с которой они объединяются для формирования верхней торцевой поверхности 13.
Как хорошо видно из фиг.4, два смежных клапана 32 и 33 на каждой стороне объединятся при сгибе под прямым углом, чтобы получить внутренний слой 42 одной соответствующей боковой стенки 43 пачки 1, в то время как оставшиеся и соответствующие клапаны 34 образуют внешний слой 44 боковой стенки 43 при сгибе под прямым углом; а также, что каждый более длинный клапан 33 образует часть внутреннего слоя 42, который будет постоянно находиться в контакте в готовой пачке 1 с оберткой 2 и с соответствующим крылом 18 каркаса 16.
С целью того, чтобы каркас 16 был установлен правильно в контейнере 3, каждый более длинный клапан 33 заготовки 20 имеет соответствующий выступ 45 разработанный, чтобы функционировать как элемент размещения для края 19, образованного соответствующим крылом 18 каркаса 16. Каждый такой выступ 45 создается, по существу, поперечным разрезом 46 в соответствующем клапане 33 в заданной точке продольного края 38, и сгибом части 47 клапана 33, размещенного на стороне разреза 46 ближе к соответствующему выступу 39.
В альтернативном варианте выполнения рассматриваемые выступы 45 могут быть образованы первым разрезом 46, как описано выше, в комбинации со вторым поперечным разрезом 46', обозначенным воображаемой линией на фиг.3, сделанным в точке в каждом клапане 33 близко к первому разрезу 46. В этом случае выступ 45 образуется посредством сгиба части, заключенной между двумя разрезами 46 и 46'.
Чтобы гарантировать, что два клапана 32 и 33 из каждой пары не перекрываются даже минимально во время формирования соответствующего слоя 42, сгиб сделан в каждом из клапанов 32 крышки на одном конце, смежном с наклоненным под углом краем 36. Сгиб 48 служит для создания оконечной части 49 на клапане 32, принимающей только часть соответствующего края 36, перемещенной из плоскости, занятой клапаном 32 и обеспечивающей упор, с которым край 37 смежного клапана 33, который занимает ту же плоскость, связан для размещения. Следует отметить, что сгиб 48 необязательно является одиночной складкой, разделяющей конечную часть 49, направленной от обертки 2, как в примере на чертежах; в альтернативном варианте выполнения (не показан) могут быть два сложения, от которого начинаются первый сгиб, направленный наружу, и второй сгиб, направленный внутрь пачки 1. Независимо от количества и ориентации сгибов, в любом случае важной особенностью является та, что, по меньшей мере, одна часть клапана 32, размещенная вдоль части наклоненного под углом края 36, должна быть перемещена из плоскости, занятой самим клапаном 32.
В другом альтернативном варианте выполнения, также не показанном, рассматриваемое частичное перекрытие между двумя клапанами 32 и 33 может быть предотвращено посредством изготовления сгиба 48 в более длинном клапане 33.
На фиг. 1 и 2 изображена машина 50 для изготовления жестких пачек 1 с шарнирной крышкой, содержащая конвейер 51, посредством которого предварительно сложенные штампованные заготовки 20 продвигаются по одиночке и последовательно в заданном направлении D1 по пути Р, который проходит через надрезающее и сдавливающее устройство 52, в котором в каждой заготовке 20 делают вышеупомянутые разрезы 46 и сгибы 48, и через устройство сгибания 53, размещенное на пути Р после надрезающего и сдавливающего устройства 52 по направлению подачи D1. В примере на фиг.1 заготовки 20 продвигаются конвейером 51 каждая со своей продольной осью 21, расположенной поперечно к направлению подачи D1.
Как иллюстрируется на фиг.2, надрезающее и сдавливающее устройство 52 содержит два вращающихся навстречу надрезающих валка 54 и 55, установленных таким образом, чтобы вращаться вокруг соответствующих осей 56 и 57, расположенных поперечно направлению подачи D1, параллельных одна другой и поверхности конвейера 58, вдоль которого заготовки 20 продвигаются конвейером 51, каждая с внутренней поверхностью, приложенной к той же самой поверхности 58. Два надрезающих валка 54 и 55 расположены, по существу, касающимися друг друга, также как и поверхности 58 конвейера, один выше и один ниже, и приводятся в движение так, чтобы вращаться синхронно относительно соответствующих осей 56 и 57 (против часовой стрелки и по часовой стрелке соответственно, как видно на фиг.2) с окружной скоростью, идентичной линейной V, с которой заготовки 20 подаются по направлению подачи D1.
Валки 54 и 55 выполнены с по существу цилиндрическими и сопряженными внешними поверхностями 59 и 60. С целью создания разреза 46, в частности, поверхность 59 одного валка 54 снабжена двумя пуансонами 61, каждый из которых имеет боковое лезвие 62, расположенное по окружности относительно валка 54, в то время как поверхность 60 оставшегося валка 55 имеет два гнезда 63, каждое расположено для приема соответствующего пуансона 61. Расстояние, отделяющее два пуансона 61, измеренное по окружности относительно валка 54, по существу, равно расстоянию между двумя краями 38 (действительной ширине) заготовки 20, а радиальные размеры валков 54 и 55 таковы, что, когда поверхности 59 и 60 вращаются навстречу друг другу с окружной скоростью, равной линейной скорости V заготовок 20, каждый пуансон 61 пересечет поверхность конвейера 58 в тот момент, когда соответствующий край 38 проходит через область схождения между валками 54 и 55 и поверхностью 58, так что в итоге разрез 46 делается в том же самом крае 38, и часть 47 соответствующего клапана 33 сгибается к противоположному валку 55 и в соответствующее гнездо 63, таким образом образуя выступ 45.
С целью создания сгиба, обозначенного 48, поверхность 60 одного валка 55 снабжена двумя пуансонами 64, каждый, по существу, расположен выровненным с соответствующим гнездом 63 на данном формирующем валке 55, в то время как поверхность 59 другого валка 54 имеет два гнезда 65, каждое установлено так, чтобы принять сопряженный пуансон 64 и расположено, по существу, выровненным с соответствующим отрезающим пуансоном 61 вдоль данного формирующего валка. Два пуансона 64 отделены расстоянием, измеренным по окружности вокруг соответствующего валка 55, по существу, равным расстоянию, отделяющему два продольных края 38 (действительной ширине) заготовки 20, а радиальные размеры валков 55 и 54 таковы, что, когда поверхности 60 и 59 установлены вращающимися навстречу друг другу с окружной скоростью, равной линейной скорости V заготовок 20, каждый пуансон 64 будет прорывать поверхность конвейера 58 в тот же момент, когда соответствующий край 38 проходит через область схождения между валками 54 и 55 и поверхностью 58, так что в итоге в соответствующем клапане 32 получается сгиб 48.
В альтернативном варианте выполнения машины 50 (не показанной на чертежах) заготовки 20 могут продвигаться конвейером 51 к валкам 54 и 55 и между ними, каждая с продольной осью 21, расположенной параллельно направлению подачи D1. В этом случае расположение валков 54 и 55 остается таким же, как описано выше и показано на фиг.2, в то время как поверхности 59 и 60 должны иметь другую форму настолько, насколько сгиб 48 в одном клапане 32 и разрезе 46 в смежном клапане 33 должен быть произведен последовательно, а не одновременно, во время прохода заготовки 20 через область схождения по касательной между валками 54 и 55 и поверхностью конвейера 58. Соответственно, два пуансона 61 одного валка 54 должны быть выровнены с одним и тем же формирователем соответствующей цилиндрической поверхности 59, а два пуансона 64 противоположного валка 55 аналогично выровнены с одиночным формирователем соответствующей цилиндрической поверхности 60.5
Реферат
Способ и устройство могут быть использованы в табачной промышленности при изготовлении сигаретных пачек. Жесткие пачки с шарнирной крышкой изготавливают из соответствующих штампованных заготовок, имеющих центральную продольную часть и две боковые части, каждая из которых состоит из последовательности продольных боковых клапанов. В способе изготовления заготовки продвигают по заданному пути к устройству сгибания, подают заготовки последовательно между двумя взаимно противоположными и вращающимися навстречу друг другу надрезающими валками надрезающего и сдавливающего устройства, размещенного на пути подачи перед устройством сгибания в направлении, по которому следуют заготовки, совмещают каждую заготовку с соответствующим каркасом и сгибают заготовки и каркасы в устройстве сгибания таким образом, чтобы получить соответствующие пачки. При этом два валка надрезающего и сдавливающего устройства выполнены с сопряженными профилями, расположенными и синхронизированными для контактирования с каждой боковой частью заготовки, сталкиваясь на соответствующей паре смежных клапанов, образующих при сгибе под прямым углом внутренний слой одной боковой стенки пачки, и выполнены для получения, по меньшей мере, одного направленного внутрь выступа, сформированного на первом клапане пары клапанов, расположенной постоянно в контакте с соответствующим каркасом готовой пачки. Валки выполнены для получения, по меньшей мере, одного сгиба, сформированного в одном клапане пары клапанов близко к концу, смежному с оставшимся клапаном, что позволяет избежать перекрытия смежных краев двух клапанов с каждой стороны, в связи с чем устраняется необходимость правильной установки двух боковых стенок внутренних клапанов относительно друг друга. 2 с. и 10 з.п. ф-лы, 4 ил.

Комментарии