Установка для изготовления пластиковых пакетов - RU2567702C2
Код документа: RU2567702C2
Чертежи



Описание
Область техники, к которой относится изобретение
Изобретение относится к установке, предназначенной для эффективного изготовления пластиковых пакетов.
Уровень техники
Ранее была предложена установка для успешного изготовления пластиковых пакетов, каждый из которых включает в себя сторонки, боковые вставки и застегивающуюся часть, как описано в патентном документе US 8414465.
В установке согласно этому патентному документу две ленты материала сторонок совмещаются друг с другом и подаются в продольном направлении установки. Две ленты материала боковых вставок подаются на одну из лент материала сторонок, чтобы они проходили в ее продольном направлении, перед тем как ленты материала сторонок будут совмещены друг с другом. Ленты материала боковых вставок затем разрезаются каждая на листы материала боковых вставок определенной длины, причем листы материала боковых вставок располагаются на расстоянии друг от друга в продольном направлении лент материала сторонок. Кроме того, слой материала застежки подается на одну из лент материала сторонок, чтобы он проходил в направлении ее ширины, причем слой материала застежки располагается между листами материала боковых вставок. Листы материала боковых вставок и слой материала застежки затем вкладывают между лентами материала сторонок, когда ленты материала сторонок совмещают друг с другом. Кроме того, ленты материала сторонок и листы материала боковых вставок термически сваривают друг с другом в продольном направлении лент материала сторонок, после того как ленты материала сторонок будут совмещены друг с другом. Ленты материала сторонок и слой материала застежки термически сваривают друг с другом в направлении ширины лент материала сторонок, после того как ленты материала сторонок будут совмещены друг с другом. Сторонки, боковые вставки и застегивающаяся часть, таким образом, оказываются сформированы лентами материала сторонок, листами материала боковых вставок и слоем материала застежки.
В этом случае установка включает в себя не только устройство для подачи материала сторонок, с помощью которого подаются ленты материала сторонок, и устройство для подачи материала застежки, с помощью которого подается слой материала застежки, но также устройство для подачи материала боковых вставок, с помощью которого подаются ленты материала боковых вставок. Такая установка, следовательно, должна быть сложной в конструкции и дорогостоящей. Кроме того, следовательно, требуется большое пространство для ее установки. Когда на лентах производится распечатка рисунка, могут возникнуть и накапливаться различия в протяженности между лентами материала сторонок и лентами материала боковой вставки, приводя в результате к искажению рисунка.
Также была предложена другая установка для эффективного изготовления пластиковых пакетов, каждый из которых включает в себя сторонки, боковые вставки и донную вставку, как описано в патентном документе US 6692148.
В установке согласно этому патентному документу лента материала сторонок складывается и складывается в обратном направлении вдоль продольных линий складывания и продольной линии обратного складывания в совмещенные друг с другом два слоя, имеющих противоположные боковые кромки, на каждой из которых формируется сложенная часть, причем сложенная часть складывается пополам и вставляется между слоями. Установка включает в себя лезвие Томсона, с помощью которого один из слоев материала сторонок разрезается поперек вместе со сложенными частями, причем другой слой панельного материала удерживается от поперечного разрезания так, чтобы образовался проем в ленте материала сторонок. Лист материала донной вставки затем вставляют между слоями материала сторонок через проем. Боковые вставки и донная вставка могут, следовательно, быть сформированы сложенными частями и листом материала донной вставки. Ленты материала боковых вставок не обязательно должны подаваться.
Однако в этой установке слой материала застежки невозможно вставлять между слоями материала сторонок по той причине, что боковые вставки формируются сложенными частями. Соответственно, установка может просто изготавливать пластиковый пакет, включающий в себя донную вставку. Она не может изготавливать пластиковый пакет, включающий в себя застегивающуюся часть.
Следовательно, цель настоящего изобретения - предложить установку, которая способна эффективно изготавливать пластиковые пакеты, каждый из которых включает в себя сторонки, боковые вставки и застегивающуюся часть, без подачи ленты материала боковых вставок.
Раскрытие изобретения
Согласно настоящему изобретению, установка содержит устройство для подачи материала сторонок, с помощью которого лента материала сторонок подается в продольном направлении установки. Установка, кроме того, содержит направляющее устройство для материала сторонок, с помощью которого лента материала сторонок направляется, когда она подается для складывании и складывания в обратном направлении вдоль продольных линий складывания и продольных линий обратного складывания внутрь совмещенных друг с другом двух слоев, имеющих противоположные боковые кромки, на каждой из которых сформирована сложенная часть, причем сложенная часть складывается пополам и располагается между слоями. Установка, кроме того, содержит устройство продольной резки, с помощью которого лента материала сторонок разрезается вдоль продольной линии складывания на две разделенные части, после того как она будет сложена и сложена в обратном направлении, так, чтобы одна из разделенных частей включала в себя сформированные в ней сложенные части. Установка, кроме того, включает в себя направляющее устройство для разделенных частей, с помощью которого разделенные части направляются, когда они подаются для отделения и разведения друг от друга, подаются в том виде, в котором они находятся, и затем совмещаются друг с другом. Установка, кроме того, содержит разрезающее и удаляющее устройство, с помощью которого сложенные части разрезаются в определенных местах на разрезанные части и частично удаляются в этих местах, после того как разделяемые части будут отделены и разведены друг от друга, так, чтобы разрезанные части находились на расстоянии друг от друга. Установка, кроме того, включает в себя устройство для подачи материала застежки, с помощью которого слой материала застежки подается на одну из разделенных частей, чтобы он проходил в направлении ее ширины, причем материал застежки расположен между разрезанными частями. Слой материала застежки затем вставляется между разделенными частями, когда разделенные части совмещаются друг с другом. Установка, кроме того, содержит устройство продольной сварки, с помощью которого разделенные части термически свариваются друг с другом в их продольном направлении после того, как они будут совмещены друг с другом. Установка, кроме того, содержит устройство для поперечной сварки, с помощью которого разделенные части и слой материала застежки термически свариваются друг с другом в направлении ширины разделенных частей, после того как разделенные части будут совмещены друг с другом. Сторонки, боковые вставки и застегивающаяся часть, таким образом, формируются разделенными частями, сложенными частями и слоем материала застежки.
В предпочтительном варианте осуществления настоящего изобретения лента материала сторонок включает в себя центральную часть, расположенную между первой и второй боковыми кромками. Продольные линии складывания содержат первую, вторую и третью линии складывания, причем первая линия складывания проходит около первой боковой кромки материала сторонок. Продольные линии обратного складывания содержат первую и вторую линии обратного складывания, причем первая линия обратного складывания проходит между первой боковой кромкой материала сторонок и первой линией складывания. Вторая и третья линии складывания проходят вдоль центральной части материала сторонок. Вторая линия обратного складывания проходит между второй и третьей линиями складывания. Лента материала сторонок складывается вдоль первой линии складывания и складывается в обратном направлении вдоль первой линии обратного складывания так, чтобы одна из сложенных частей формировалась около первой боковой кромки материала сторонок. Лента материала сторонок, кроме того, складывается вдоль второй линии складывания, складывается в обратном направлении вдоль второй линии обратного складывания и складывается вдоль третьей линии складывания так, чтобы другая сложенная часть формировалась на центральной части материала сторонок. Лента материала сторонок затем разрезается вдоль третьей линии складывания на две разделенные части.
Лента материала сторонок вначале складывается вдоль первой линии складывания, складывается в обратном направлении вдоль первой линии обратного складывания, складывается вдоль второй линии складывания и складывается в обратном направлении вдоль второй линии обратного складывания. Лента материала сторонок затем складывается вдоль третьей линии складывания.
Краткое описание чертежей
На фиг.1 показаны вид сбоку (A) предпочтительного варианта осуществления настоящего изобретения и вид сверху (B) ленты материала сторонок, изображенной на виде (A).
На фиг.2 показаны вид сверху (A) устройства для направления материала сторонок, изображенного на фиг.1, вид в разрезе (B) устройства для направления материала сторонок и вид в разрезе (C) другого положения.
На фиг.3 показаны вид в перспективе (A) устройства для направления материала сторонок, изображенного на фиг.1, и вид в разрезе материала сторонок, изображенного на виде (A).
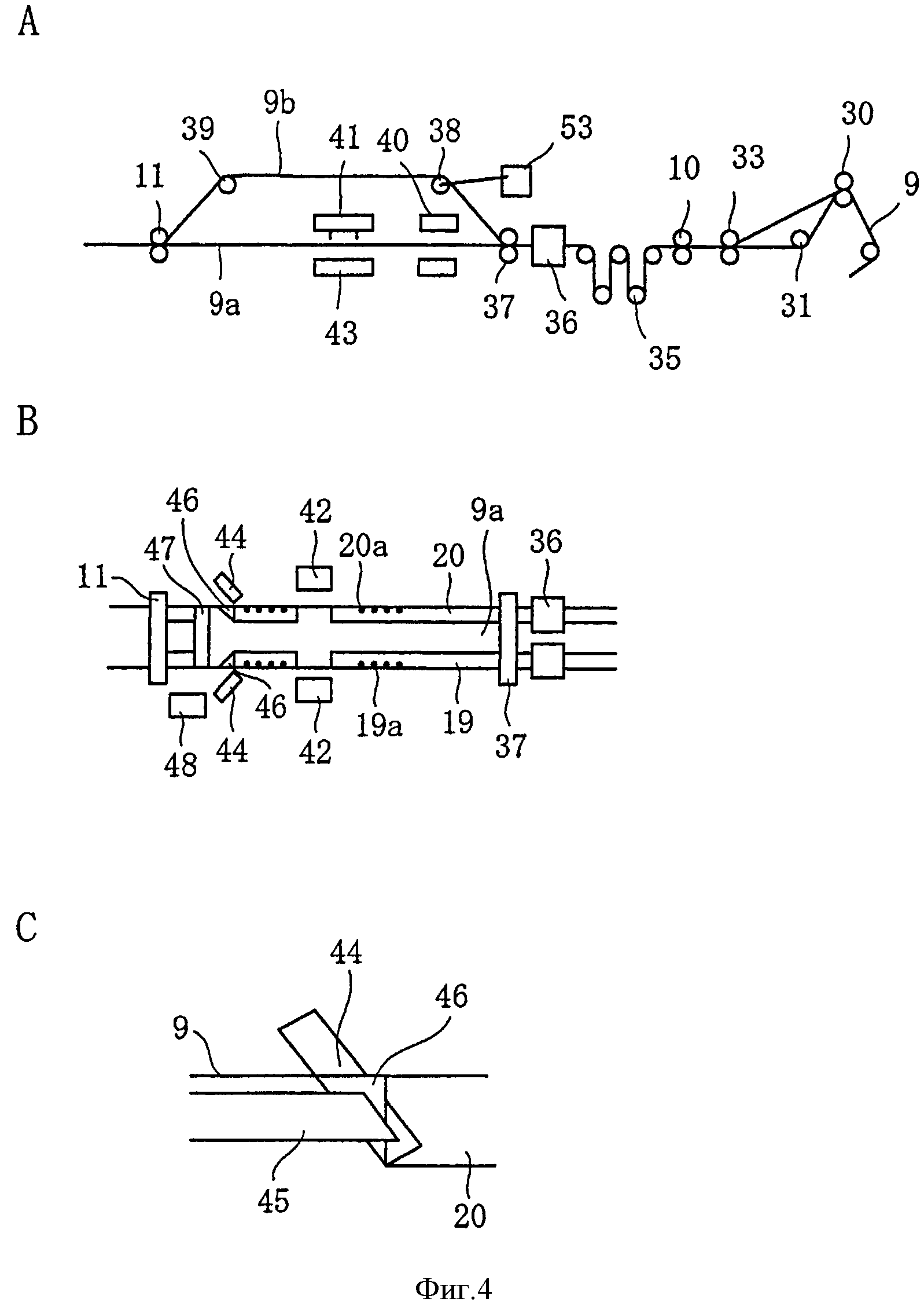
На фиг.4 показаны вид сбоку (A) устройства продольной резки, устройства для направления разделенных частей и разрезающего и удаляющего устройства, изображенных на фиг.1, вид сверху (B) разрезающего и удаляющего устройства и устройства для подачи материала застежки, изображенного на виде (A), и увеличенный вид (C) направляющей пластины и лопатки, изображенных на виде (B).
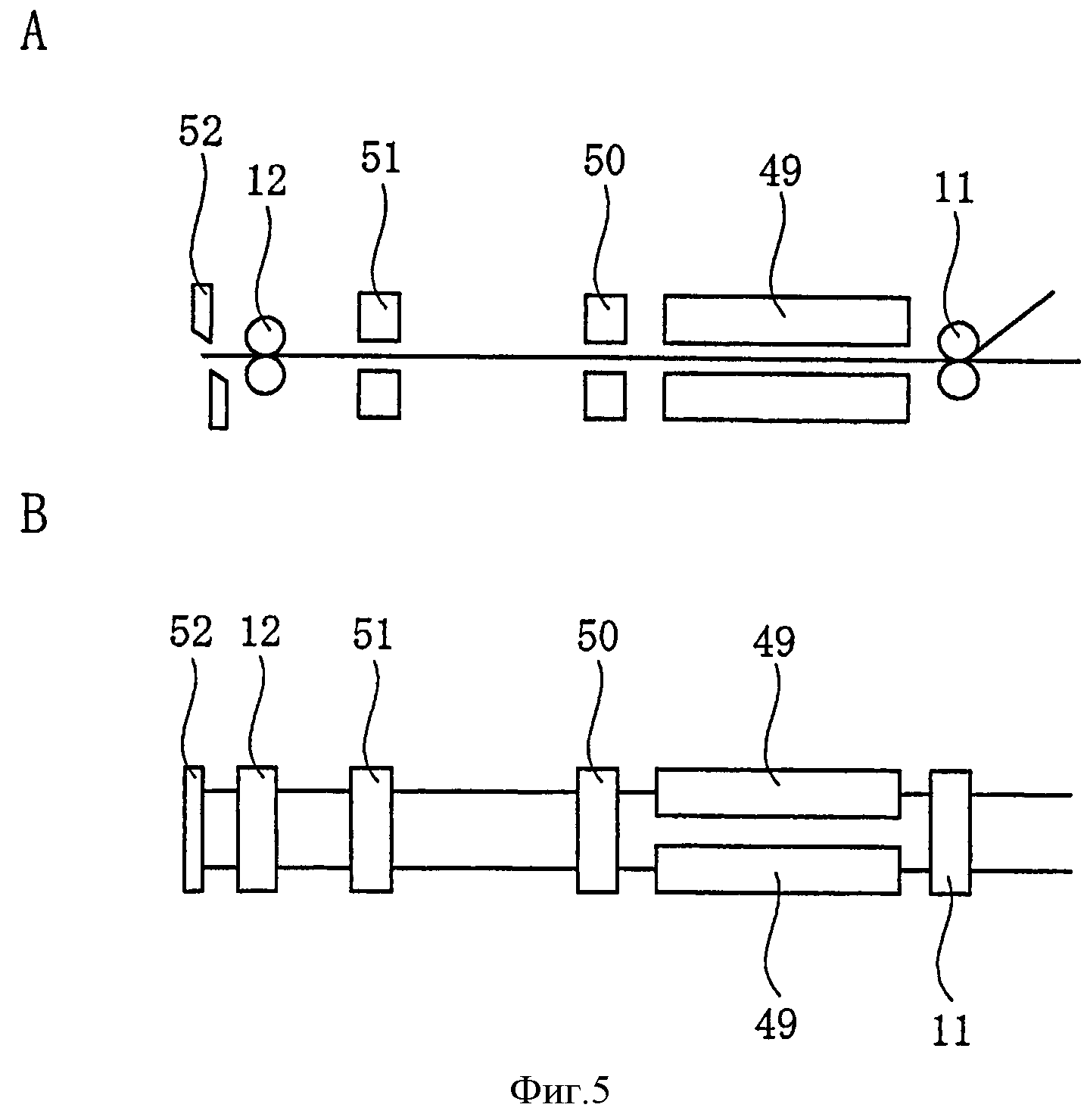
На фиг.5 показаны вид сбоку (A) устройства продольной сварки и устройства поперечной сварки, изображенных на фиг.1, и вид сверху (B) устройства продольной сварки и устройства поперечной сварки, изображенных на виде (A).
На фиг.6 показан вид сверху пластикового пакета, изготовленного с помощью установки, изображенной на фиг.1.
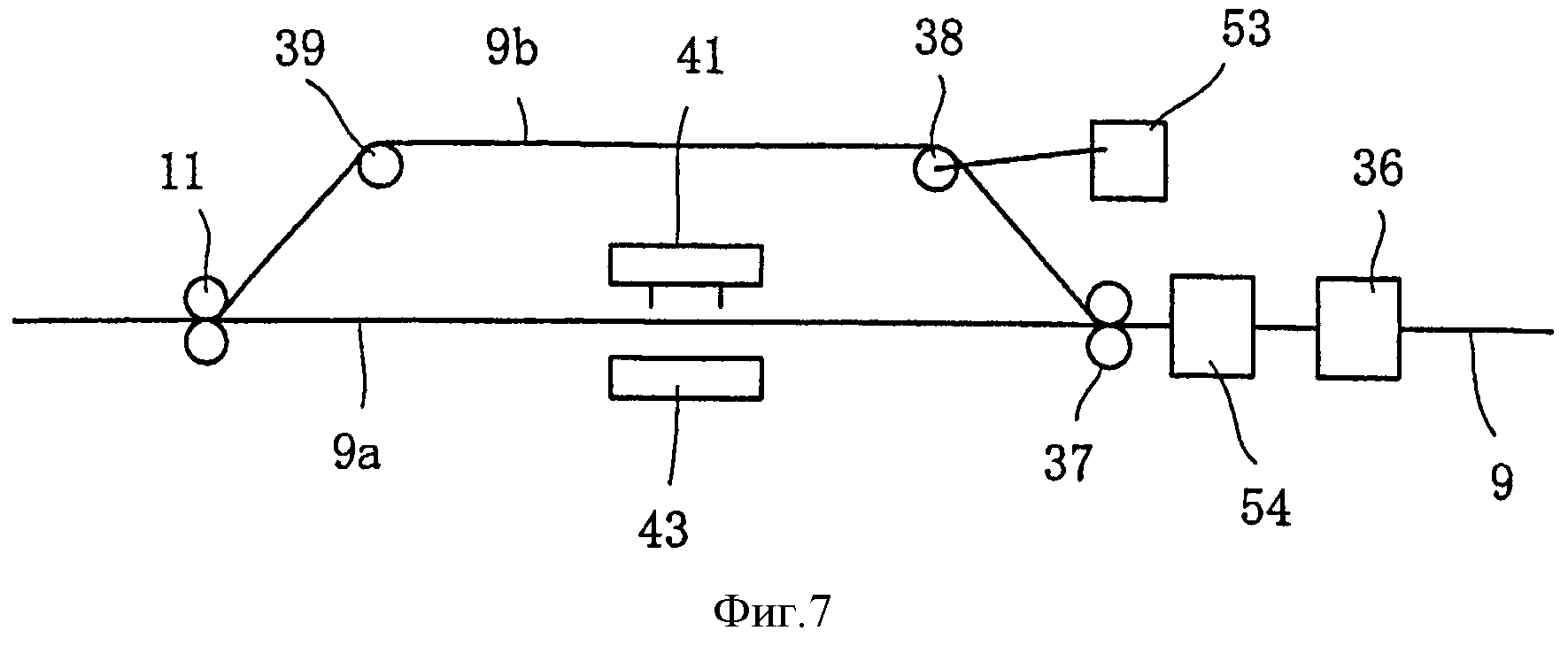
На фиг.7 показан вид сбоку другого варианта осуществления настоящего изобретения.
Осуществление изобретения
На фиг.1 изображена установка, предназначенная для эффективного изготовления пластиковых пакетов согласно настоящему изобретению, каждый из которых имеет прямоугольную и высокую конструкцию и включает в себя верхнюю кромку 1, нижнюю кромку 2 и боковые кромки 3, как показано на фиг.6. Пластиковый пакет включает в себя сторонки 4, боковые вставки 5 и застегивающуюся часть 6, причем сторонки 4 содержат совмещенные друг с другом два слоя материала сторонок. Боковые вставки 5 проходят вдоль боковых кромок 3 пластикового пакета, как это имеет место в случае пластикового пакета согласно патентному документу US 8414465. Кроме того, боковая вставка 5 сложена пополам и вставлена между сторонками 4. Застегивающаяся часть 6 проходит вдоль верхней кромки 1 пластикового пакета для ее вставки между сторонками 4. Сторонки 4 термически сварены с боковыми вставками 5 таким образом, что термосварные швы 7 образованы вдоль боковых кромок 3 пластикового пакета. Сторонки 4 термически сварены с застегивающейся частью 6 и термически сварены друг с другом таким образом, что термосварные швы 7 образованы вдоль верхней кромки 1 пластикового пакета. Застегивающаяся часть 6 может называться крепежной частью и в общем случае может быть использована сама по себе. Она включает в себя охватываемый элемент, образованный за одно целое с лентой и вставляемый в охватывающий элемент, который также образован за одно целое с лентой. Сторонки 4 термически сварены с лентами охватываемого и охватывающего элементов.
В пластиковом пакете каждая из сторонок 4 и боковых вставок 5 содержит слоистую пленку, состоящую из основного материала и герметика. Сторонки 4 имеют внутренние поверхности, образованные герметиком, и наружные поверхности, образованные основным материалом. Боковые вставки 5 имеют наружные поверхности, образованные герметиком, и внутренние поверхности, образованные основной частью, когда она сложена пополам, как это имеет место в случае пластикового пакета согласно вышеупомянутому патентному документу.
В пластиковом пакете каждая из боковых вставок 5 имеет противоположные концевые части, одна из которых сложена наискосок вдоль наклонной линии складывания, поскольку она сложена пополам в положении рядом с застегивающейся частью 6. Таким образом, треугольный лоскут 8 образуется концевой частью для получения формы треугольника, имеющего гипотенузу, образованную наклонной линией складывания. Треугольник имеет вершину, образованную пересечением концевой кромки со сложенной кромкой боковой вставки 5. Сторонки 4, боковые вставки 5 и треугольный лоскут 8 термически сварены вдоль боковых кромок 3 пластикового пакета. Сторонки 4 и боковые вставки 5 могут быть, следовательно, соединены друг с другом с герметизирующим усилием, достаточным для предотвращения утечки из концевой части боковых вставок 5, что также имеет место в случае пластикового пакета согласно вышеупомянутому патентному документу.
Чтобы эффективно изготавливать пластиковый пакет, изображенный на фиг.6, установка включает в себя устройство для подачи материала сторонок, с помощью которого лента 9 материала сторонок подается в ее продольном направлении. В варианте осуществления настоящего изобретения устройство для подачи материала сторонок содержит подающие ролики 10, 11 и 12, как показано на фиг.4 и 5. Лента 9 материала сторонок направляется к подающим роликам 10, 11 и 12 таким образом, чтобы лента материала сторонок подавалась подающими роликами 10, 11 и 12. Подающие ролики 10 приводятся во вращение непрерывно с тем, чтобы лента 9 материала сторонок подавалась непрерывно. Подающие ролики 11 и 12 приводятся во вращение в прерывистом режиме с тем, чтобы лента материала сторонок подавалась периодически.
Лента 9 материала сторонок содержит пластиковую пленку, на которой распечатывается повторяющийся рисунок и имеющую ширину, включающую в себя первую и вторую боковые кромки 13. Установка дополнительно включает в себя устройство для направления материала сторонок, с помощью которого направляется лента 9 материала сторонок, когда она подается для складывания и складывания в обратном направлении вдоль продольных линий 14, 15 и 16 складывания и продольных линий 17 и 18 обратного складывания в совмещенные друг с другом два слоя, имеющих противоположные боковые кромки, на каждой из которых сформирована сложенная часть 19 и 20, причем сложенная часть 19 и 20 складывается пополам и расположена между слоями, как показано на фиг.2 и 3. Установка дополнительно включает в себя устройство для продольной резки, с помощью которого лента 9 материала сторонок разрезается вдоль продольной линии 16 складывания на две разделенные части 9a и 9b, после того как она будет сложена и сложена в обратном направлении с тем, чтобы одна из разделенных частей 9а включала в себя сложенные части 19 и 20, сформированные в ней.
В варианте осуществления настоящего изобретения лента 9 материала сторонок включает в себя центральную часть, расположенную между первой и второй боковыми кромками 13. Продольные линии 14, 15 и 16 складывания содержат первую, вторую и третью линии складывания, причем первая линия 14 складывания проходит около первой боковой кромки 13 материала сторонок. Продольные линии 17 и 18 обратного складывания содержат первую и вторую линии обратного складывания, причем первая линия обратного складывания проходит между первой боковой кромкой 13 материала сторонок и первой линией 14 складывания. Вторая и третья линии 15 и 16 складывания проходят вдоль центральной части материала сторонок. Вторая линия 18 обратного складывания проходит между второй и третьей линиями 15 и 16 складывания. Первая линия 14 складывания удалена от первой линии 17 обратного складывания и вторая и третья линии 15 и 16 складывания удалены от второй линии 18 обратного складывания на расстояние d в направлении ширины ленты 9 материала сторонок. Лента 9 материала сторонок складывается вдоль первой линии 14 складывания и обратно складывается вдоль первой линии 17 обратного складывания с тем, чтобы одна из сложенных частей 19 была сформирована около первой боковой кромки 13 материала сторонок. Лента 9 материала сторонок дополнительно складывается вдоль второй линии 15 складывания, складывается в обратном направлении вдоль второй линии 18 обратного складывания и складывается вдоль третьей линии 16 складывания с тем, чтобы другая сложенная часть 20 была сформирована на центральной части материала сторонок. Лента 9 материала сторонок затем разрезается вдоль третьей линии 16 складывания на разделенные части 9a и 9b.
В варианте осуществления настоящего изобретения лента 9 материала сторонок вначале складывается вдоль первой линии 14 складывания, складывается в обратном направлении вдоль первой линии 17 обратного складывания, складывается вдоль второй линии 15 складывания и складывается в обратном направлении вдоль второй линии 18 обратного складывания. Лента 9 материала сторонок затем складывается вдоль третьей линии складывания 16.
К примеру, устройство для направления материала сторонок содержит первое и второе направляющие устройства. Первое направляющее устройство включает в себя внутреннюю и наружную пластины 21 и 22. Лента 9 материала сторонок подается от ролика 23, входящего в зацепление с плавающими роликами 24, и направляется к направляющим роликам 25 и 26. Внутренняя и наружная пластины 21 и 22 расположены между направляющими роликами 25 и 26 для того, чтобы лента 9 материала сторонок поворачивалась направляющим роликом 25 и затем направлялась к внутренней и наружной пластинам 21 и 22. Внутренняя и наружная пластины 21 и 22 расположены параллельно ленте 9 материала сторонок, чтобы они проходили в направлении X, в котором подается лента 9 материала сторонок. Наружная пластина 22 содержит две пластины, расположенные на расстоянии друг от друга в направлении ширины ленты 9 материала сторонок. Внутренняя пластина 21 содержит две пластины, расположенные между наружными пластинами 22 так, чтобы лента 9 материала сторонок направлялась по верхней стороне внутренней пластины 21 и по нижней стороне наружной пластины 22 (фиг.2B). Кроме того, две пластины наружной пластины 22 включают в себя наклонные кромки 27, сформированные на них. Внутренняя и наружная пластины 21 и 22 включают в себя параллельные кромки 28 и 29, сформированные на них. Внутренняя и наружная пластины 21 и 22 совмещаются частично друг с другом так, чтобы параллельные кромки 28 проходили вдоль первой и второй линий 14 и 15 складывания, а параллельные кромки 29 проходили вдоль первой и второй линий 17 и 18 обратного складывания. Таким образом, лента 9 материала сторонок направляется внутренней и наружной пластинами 21 и 22, когда она подается для ее деформации наклонными кромками 27, складывания вдоль параллельных кромок 28 и складывания в обратном направлении вдоль параллельных кромок 29 (фиг.2C). В результате этого лента 9 материала сторонок складывается вдоль первой линии 14 складывания и складывается в обратном направлении вдоль первой линии 17 обратного складывания с тем, чтобы одна из сложенных частей 19 была сформирована около первой боковой кромки 13 ленты 9 материала сторонок. Кроме того, лента 9 материала сторонок складывается вдоль второй линии 15 складывания и складывается в обратном направлении вдоль второй линии 18 обратного складывания. Лента 9 материала сторонок складывается вниз, когда она складывается вдоль первой и второй линий 14 и 15 складывания.
Второе направляющее устройство включает в себя направляющие ролики 30 и 31, направляющую пластину 32 и направляющие ролики 33. Лента 9 материала сторонок входит в зацепление с направляющими роликами 26 и 30, чтобы быть вновь повернутой после того, как она будет сложена и сложена в обратном направлении. Лента 9 материала сторонок затем направляется к направляющему ролику 31, направляющей пластине 32 и направляющим роликам 33. Направляющий ролик 31 включает в себя противоположные концевые части, одна из которых расположена на третьей линии 16 складывания, тогда как направляющая пластина 32 включает в себя направляющую кромку 34, образованную на ней и проходящую вдоль третьей линии 16 складывания. Лента 9 материала сторонок направляется направляющими роликами 30 и 31 для ее опускания направляющим роликом 31. Кроме того, лента 9 материала сторонок складывается направляющим роликом 31 на его концевой части, чтобы она поднялась вертикально вверх. Лента 9 материала сторонок затем направляется направляющей пластиной 32 и направляющими роликами 33 для ее складывания вдоль направляющей кромки 34. Лента 9 материала сторонок направляется к направляющим роликам 33 и зажимается между ними, чтобы она сложилась полностью. Следует, таким образом, понимать, что лента 9 материала сторонок складывается вдоль третьей линии 16 складывания. Лента 9 материала сторонок складывается вверх, когда она складывается вдоль третьей линии 16 складывания. В этой связи следует отметить, что лента 9 материала сторонок складывается вниз, когда она складывается вдоль первой и второй линий 14 и 15 складывания. Лента 9 материала сторонок затем поворачивается снова, как описано выше. Лента 9 материала сторонок, следовательно, складывается в том же самом направлении внутрь совмещенных друг с другом двух слоев, когда она складывается вдоль третьей линии 16 складывания для того, чтобы другая сложенная часть 20 формировалась в центральной части ленты 9 материала сторонок. Лента 9 материала сторонок включает в себя первую и вторую боковые кромки 13, которые совпадают друг с другом, когда она складывается вдоль третьей линии 16 складывания.
Лента 9 материала сторонок затем направляется к подающим роликам 10 и подается непрерывно для зацепления с плавающими роликами 35 и подачи к устройству для продольной резки. После этого лента 9 материала сторонок направляется к подающим роликам 11 и подается в прерывистом режиме. Лента 9 материала сторонок разрезается вдоль третьей линии 16 складывания на две разделенные части 9a и 9b, когда она проходит через устройство для продольной резки. К примеру, устройство продольной резки включает в себя режущее лезвие 36, причем лента 9 материала сторонок проходит через режущее лезвие 36 для ее разрезания режущим лезвием 36. Одна из разделенных частей 9а, следовательно, включает в себя сложенные части 19 и 20, образованные в ней.
Установка, кроме того, включает в себя направляющее устройство для разделенных частей, с помощью которого разделенные части 9a и 9b направляются, когда они подаются для их разделения и разведения друг от друга, подачи в том виде, в каком они находятся, и затем складывания друг с другом. К примеру, направляющее устройство для разделенных частей включает в себя направляющие ролики 37, 38 и 39, причем разделенные части 9a и 9b направляются к направляющим роликам 37 после того, как они будут разрезаны. Одна из разделенных частей 9a затем подается без изменения, тогда как другая разделенная часть 9b направляется к направляющему ролику 38 для ее вытягивания вверх. Разделенные части 9a и 9b, следовательно, направляются направляющими роликами 37 и 38 для их отделения друг от друга. Разделенная часть 9b затем направляется к направляющему ролику 39 с тем, чтобы отделить разделенные части 9a и 9b и развести их на расстояние друг от друга и подавать их в том виде, в каком они находятся. Разделенные части 9a и 9b затем направляются к подающим роликам 11 для их складывания друг с другом и подачи в прерывистом режиме.
Установка, кроме того, включает в себя разрезающее и удаляющее устройство, с помощью которого сложенные части 19 и 20 разрезаются в определенных местах на разрезанные части и частично удаляются в определенных местах после того, как разделенные части 9a и 9b будут отделены и разведены друг от друга, для того, чтобы разрезанные части находились на расстоянии друг от друга. К примеру, устройство для продольной резки включает в себя режущие лезвия 36, причем лента 9 материала сторонок проходит через режущие лезвия 36 для ее разрезания не только вдоль третьей линии 16 складывания, но также вдоль первой и второй линий 14 и 15 складывания. Сложенные части 19 и 20 и раздельная часть 9a, следовательно, отделяются друг от друга единожды. Раздельные части 9a и 9b затем направляются направляющими роликами 37 и 38 для их отделения друг от друга. Одна из раздельных частей 9a направляется к устройству временного крепления, с помощью которого сложенные части 19 и 20 и разделенная часть 9a прикрепляются друг к другу временно вдоль линий разрезания после того, как разделенные части 9a и 9b будут отделены. К примеру, устройство временного крепления содержит термическое или ультразвуковое сваривающее устройство 40, с помощью которого сложенные части 19 и 20 и разделенная часть 9a термически свариваются или свариваются ультразвуком и прикрепляются друг к другу для образования временно скрепленных частей 19a и 20a. Кроме того, сложенные части 19 и 20 и разделенная часть 9а термически свариваются или свариваются ультразвуком друг с другом частично, когда они прикрепляются друг к другу временно, чтобы иметь неприкрепленные части, которые не прикреплены друг к другу.
Разрезающее и удаляющее устройство включает в себя лезвия Томсона 41 и зажимы 42, причем лезвия Томсона 41 прижимаются к сложенным частям 19 и 20, разделенной части 9a и приемнику 43 в неприкрепленной части, когда разделенные части 9a и 9b останавливаются временно каждый раз, когда они подаются в прерывистом режиме. Лезвия Томсона 41 являются теми же самыми, что и лезвия, описанные в патентном документе US 6692148. Сложенные части 19 и 20 и разделенная часть 9а вставляются между лезвиями Томсона 41 и приемником 43 с тем, чтобы поперечно разрезать сложенные части 19 и 20 лезвиями Томсона 41 в направлении ширины разделенной части 9a. Разделенная часть 9a удерживается от ее поперечной резки. Этот этап выполняется периодически каждый раз, когда разделенные части 9a и 9b подаются в прерывистом режиме, так, чтобы сложенные части 19 и 20 разрезались каждая по длине на разрезанные части. Лезвия Томсона 41 расположены на расстоянии друг от друга в продольном направлении разделенной части 9A и прижимаются к сложенным частям 19 и 20 так, что сложенные части 19 и 20 разрезаются поперек в местах расположения лезвий Томсона 41. Зажимы 42 затем перемещаются в направлении ширины разделенной части 9a и входят в зацепление со сложенными частями 19 и 20 между местами, в которых сложенные части 19 и 20 разрезаются поперечно, после чего лезвия Томсона 41 перемещаются обратно в исходное положение и выходят из зацепления со сложенными частями 19 и 20. Кроме того, зажимы 42 перемещаются в обратном направлении так, чтобы сложенные части 19 и 20 перемещались зажимами 42 для их вытягивания от разделенной части 9a. Таким образом, следует понимать, что сложенные части 19 и 20 разрезаются в определенных местах на разрезанные части и частично удаляются в определенных местах так, чтобы разрезанные части находились на расстоянии друг от Друга.
Кроме того, к примеру, направляющие пластины 44 прикладывают к сложенным частям 19 и 20 так, чтобы сложенные части 19 и 20 удерживались направляющей пластиной 44 после того, как они будут разрезаны и частично удалены, и когда разделенные части 9a и 9b останавливают временно каждый раз, когда они подаются в прерывистом режиме. Лопатки 45 затем вставляются между сложенными частями 19 и 20 и разделенной частью 9a. Сложенные части 19 и 20 поднимаются вверх лопатками 45 и складываются вдоль направляющих пластин 44 на концевой части сложенных частей 19 и 20, чтобы сформировать треугольный лоскут 46, как это имеет место в случае установки, описанной в патентном документе US 8414465.
Установка, кроме того, включает в себя устройство для подачи материала застежки, с помощью которого слой 47 материала застежки подается и устанавливается на одну из разделенных частей 9a, чтобы он проходил в направлении ее ширины, причем слой 47 материала застежки располагается между разрезанными частями сложенных частей 19 и 20. К примеру, устройство для подачи материала застежки включает в себя автоматизированный рычаг 48, с помощью которого слой 47 материала застежки подается после того, как сложенные части 19 и 20 будут разрезаны и частично удалены, и когда разделенные части 9a и 9b останавливаются временно каждый раз, когда они подаются в прерывистом режиме. Установка может включать в себя устройство для временного крепления, с помощью которого слой 47 материала застежки и разделенная часть 9a прикрепляются друг к другу временно. Устройство временного крепления может содержать устройство термической сварки или ультразвуковой сварки, с помощью которого слой 47 материала застежки и разделенная часть 9а термически свариваются или свариваются ультразвуком и прикрепляются друг к другу временно, как это также имеет место в случае установки согласно вышеуказанному патентному документу.
В установке сложенные части 19 и 20 и слой 47 материала застежки, следовательно, расположены между разделенными частями 9a и 9b, когда разделенные части 9a и 9b совмещаются друг с другом.
Установка, кроме того, включает в себя устройство 49 продольной сварки, с помощью которого разделенные части 9a и 9b термически свариваются друг с другом в их продольном направлении так, чтобы продольные термосварные швы образовались на разделенных частях 9a и 9b после того, как разделенные части 9a и 9b будут совмещены друг с другом, и когда разделенные части 9a и 9b останавливаются временно каждый раз, когда они подаются в прерывистом режиме. Когда они термически свариваются, разделенная часть 9b и сложенные части 19 и 20 термически свариваются друг с другом, тогда как сложенные части 19 и 20 и разделенная часть 9а термически свариваются друг с другом.
Установка, кроме того, включает в себя устройство 50 поперечной сварки, с помощью которого разделенные части 9a и 9b и слой 47 материала застежки термически свариваются друг с другом в направлении ширины разделенных частей 9a и 9b после того, как разделенные части 9a и 9b будут совмещены друг с другом, и когда разделенные части 9a и 9b останавливаются временно каждый раз, когда они подаются в прерывистом режиме. Установка, кроме того, включает в себя устройство 51 поперечной сварки, с помощью которого разделенные части 9a и 9b термически свариваются друг с другом в направлении их ширины так, чтобы поперечный термосварной шов был сформирован на разделенных частях 9a и 9b, когда разделенные части 9a и 9b останавливаются временно каждый раз, когда они подаются в прерывистом режиме.
Установка, кроме того, включает в себя резак 52, с помощью которого разделенные части 9a и 9b поперечно разрезаются в направлении их ширины, когда разделенные части 9a и 9b останавливаются временно каждый раз, когда они подаются в прерывистом режиме. Разделенные части 9a и 9b поперечно разрезаются в месте, соответствующем поперечному термосварному шву.
В пластиковом пакете сторонки 4, боковые вставки 5 и застегивающаяся часть 8, следовательно, формируются разделенными частями 9a и 9b, сложенными частями 19 и 20 и слоем 47 материала застежки. Боковые кромки 3 формируются продольными темосварными швами, тогда как верхняя кромка 1 формируется поперечным термосварным швом.
В установке искажение рисунка может произойти между разделенными частями 9a и 9b по причине того, что разделенная часть 9а подается без изменения, тогда как разделенная часть 9b направляется к направляющему ролику 38 для ее вытягивания вверх в устройстве для направления разделенных частей. Следовательно, является предпочтительным, чтобы привод 53 был присоединен к направляющему ролику 38 для того, чтобы направляющий ролик 38 перемещался приводом 53 для регулировки положения, совпадения рисунка, получаемого между разделенными частями 9a и 9b.
Разделенная часть 9а может быть направлена к направляющим роликам для ее вытягивания вниз, когда разделенная часть 9b направляется к направляющим роликам 38 и 39 для ее вытягивания вверх. Разделенные части 9a и 9b затем направляются к подающим роликам 11 для их совмещения друг с другом с тем, чтобы разделенные части 9a и 9b имели одинаковую между собой длину между направляющими роликами 37 и подающими роликами 11.
Соответственно в установке боковые вставки 5 могут быть сформированы сложенными частями 19 и 20. Кроме того, лента 9 материала сторонок разрезается вдоль продольной линии складывания 16 на две разделенные части 9a и 9b. Разделенные части 9а и 9b отделяются и отводятся на расстояние друг от друга. Сложенные части 19 и 20 затем разрезаются в определенных местах на разрезанные части и частично удаляются в этих местах так, чтобы разрезанные части сложенных частей 19 и 20 находились на расстоянии друг от друга. Слой 47 материала застежки затем вставляется между разрезанными частями сложенных частей 19 и 20 с тем, чтобы застегивающаяся часть 6 была сформирована слоем 47 материала застежки. Разделенные части 9a и 9b могут, следовательно, удерживаться отделенными и на расстоянии друг от друга, когда сложенные части 19 и 20 разрезаются и частично удаляются и когда слой 47 материала застежки вставляется внутрь. В результате этого сложенные части 19 и 20 могут разрезаться и удаляться без затруднений. Боковые вставки 5 и застегивающаяся часть 6 могут быть вставлены в пластиковый пакет, без подачи ленты материала боковой вставки.
Установка не должна обязательно включать в себя подающее устройство для материала боковой вставки, с помощью которого подаются ленты материала боковой вставки. Установка, таким образом, не является ни сложной в конструкции, ни дорогостоящей. Кроме того, установка не является большой, что определяется размером подающего устройства для материала боковой вставки. Следовательно, не требуется большого пространства для ее установки. Когда распечатывается рисунок, установка не имеет проблемы различий в протяженности рисунка, возникающих и накапливающихся между лентами материала сторонок и лентами материала боковой вставки, приводящих к искажению рисунка, в отличие от установки согласно вышеупомянутому патентному документу.
В установке пластиковый пакет имеет высоту в направлении, которое является продольным направлением ленты 9 материала сторонок. Установка может, следовательно, эффективно изготавливать пластиковые пакеты, каждый из которых имеет удлиненную конструкцию, без использования ленты материала сторонок, которая является широкой, и без затруднений.
Треугольный лоскут 46 формируется на одной из противоположных концевых частей сложенных частей 19 и 20, как описано выше. В этой связи установка может включать в себя подающее устройство для материала донной вставки, с помощью которого лист материала донной вставки подается к разделенным частям 9a и 9b для прохождения в направлении их ширины, как описано в патентном документе US 8414465. Лист материала донной вставки объединяется со сложенными частями 19 и 20 на другой их концевой части. Установка включает в себя устройство поперечной сварки, с помощью которого разделенные части 9a и 9b и лист материала донной вставки термически свариваются друг с другом так, чтобы пластиковый пакет включал в себя донную вставку, сформированную листом материала донной вставки.
На фиг.7 показан другой вариант осуществления настоящего изобретения. В этом варианте разрезающее устройство включает в себя режущее лезвие 36, с помощью которого лента 9 панельного материала разрезается вдоль третьей линии 16 складывания, когда она проходит через режущее лезвие 36. Лента 9 материала сторонок не разрезается вдоль первой и второй линий 14 и 15 складывания. Кроме того, лента 9 материала сторонок проходит через перфорирующие лезвия 54 с тем, чтобы перфорации формировались вдоль первой и второй линий 14 и 15 складывания. Зажимы 42 затем входят в зацепление со сложенными частями 19 и 20 так, чтобы сложенные части 19 и 20 вытягивались зажимами 42 для их разрыва вдоль перфораций после того, как они будут поперечно отрезаны лезвиями Томсона 41. Сложенные части 19 и 20 могут, следовательно, вытягиваться из разделенной части 9a для их удаления в определенных местах частично. В этом случае сложенные части 19 и 20 могут подаваться с помощью перфораций. Сложенные части 19 и 20 и разделенная часть 9a, таким образом, не обязательно должны прикрепляться друг к другу временно с помощью устройства 40 термической или ультразвуковой сварки.
Реферат
Изобретение относится к установке для изготовления пластиковых пакетов. Установка включает в себя подающее устройство для материала сторонок, с помощью которого лента материала сторонок подается в ее продольном направлении, направляющее устройство для материала сторонок, с помощью которого лента материала сторонок направляется, когда она подается для ее складывания и складывания в обратном направлении вдоль продольных линий складывания и продольных линий обратного складывания внутрь совмещенных друг с другом двух слоев, имеющих противоположные боковые кромки, на каждой из которых формируется сложенная часть, причем сложенная часть складывается пополам и вставляется между слоями. Также включает устройство продольной резки, с помощью которого лента материала сторонок разрезается вдоль продольной линии складывания на две разделенные части после того, как она будет сложена и сложена в обратном направлении, так, чтобы одна из разделенных частей включала в себя сложенные части, сформированные в ней, направляющее устройство для разделенных частей, с помощью которого направляются разделенные части, когда они подаются для их отделения и разведения друг от друга, подаются в том виде, в котором они находятся, и затем совмещаются друг с другом, разрезающее и удаляющее устройство, с помощью которого сложенные части разрезаются в определенных местах на разрезанные части и частично удаляются в этих местах, после того как разделенные части будут отделены и разведены друг от друга, так, чтобы разрезанные части находились на расстоянии друг от друга, подающее устройство для материала застежки, с помощью которого с�
Формула
- подающее устройство для материала сторонок, с помощью которого лента материала сторонок подается в ее продольном направлении;
- направляющее устройство для материала сторонок, с помощью которого лента материала сторонок направляется, когда она подается для ее складывания и складывания в обратном направлении вдоль продольных линий складывания и продольных линий обратного складывания внутрь совмещенных друг с другом двух слоев, имеющих противоположные боковые кромки, на каждой из которых формируется сложенная часть, причем сложенная часть складывается пополам и вставляется между слоями;
- устройство продольной резки, с помощью которого лента материала сторонок разрезается вдоль продольной линии складывания на две разделенные части после того, как она будет сложена и сложена в обратном направлении, так, чтобы одна из разделенных частей включала в себя сложенные части, сформированные в ней;
- направляющее устройство для разделенных частей, с помощью которого направляются разделенные части, когда они подаются для их отделения и разведения друг от друга, подаются в том виде, в котором они находятся, и затем совмещаются друг с другом;
- разрезающее и удаляющее устройство, с помощью которого сложенные части разрезаются в определенных местах на разрезанные части и частично удаляются в этих местах, после того как разделенные части будут отделены и разведены друг от друга, так, чтобы разрезанные части находились на расстоянии друг от друга;
- подающее устройство для материала застежки, с помощью которого слой материала застежки подается на одну из разделенных частей, чтобы он проходил в направлении ее ширины, причем слой материала застежки располагается между разрезанными частями и затем вставляется между разделенными частями, когда разделенные части совмещаются друг с другом;
- устройство продольной сварки, с помощью которого разделенные части термически свариваются друг с другом в их продольном направлении после того, как они будут совмещены друг с другом; и
- устройство поперечной сварки, с помощью которого разделенные части и слой материала застежки термически свариваются друг с другом в направлении ширины разделенных частей после того, как разделенные части будут совмещены друг с другом, причем сторонки, боковые вставки и застегивающаяся часть формируются разделенными частями, сложенными частями и слоем материала застежки.
Комментарии