Способ и машина для изготовления заготовок для коробок в соответствии с размером - RU2676349C2
Код документа: RU2676349C2
Чертежи








Описание
Изобретение относится к машине и способу изготовления заготовок для коробок в соответствии с размером.
При использовании машин и способов известного типа коробки могут быть получены из непрерывного листа или отдельных листов, в частности картонных листов. Для изменения размера изготавливаемой коробки необходимо также изменить размер непрерывного листа или отдельных листов. В частности, нужно выбрать непрерывный лист или отдельные листы, имеющие необходимую ширину (поперечный размер), чтобы из них можно было сделать коробку. Поэтому согласно уровню техники перед машиной для изготовления заготовок предусмотрены автоматизированный накопитель для непрерывного листа и/или отдельных листов, имеющих разные размеры, и соответствующий конвейер, движущийся к машине и от нее, а также требуется по меньшей мере один оператор для изменения размера листов.
При использовании непрерывного листа ширина заготовки и ширина готовой коробки определяются его шириной (поперечным размером). Длину заготовки получают путем разрезания непрерывного листа перпендикулярно к его длине, которая соответствует основному направлению протяженности этого листа.
Если размеры коробки, особенно ее ширина, не соответствует точно размерам непрерывного листа, то нужно выполнять резку, в результате чего образуются отходы.
В данном контексте техническая задача, лежащая в основе изобретения, заключается в создании машины и способа изготовления заготовок для коробок в соответствии с размером, в которых устранены указанные выше недостатки уровня техники.
В частности, целью изобретения является создание машины и способа изготовления заготовок для коробок в соответствии с размером, в которых не происходит образование отходов.
Следующей целью изобретения является создание машины и способа изготовления заготовок для коробок в соответствии с размером, которые позволяют уменьшить запасы листов в автоматизированном накопителе путем ограничения количества размеров непрерывных листов и отдельных листов.
Решение указанной технической задачи и достижение указанных целей по существу обеспечивается путем создания машины и способа изготовления заготовок для коробок в соответствии с размером, технические характеристики которых изложены в одном или нескольких пунктах формулы изобретения. В зависимых пунктах формулы описаны различные варианты осуществления изобретения.
Согласно первому аспекту, изобретение относится к способу изготовления заготовок для коробок в соответствии с размером. Способ включает образование прямоугольных частей заготовки, каждая из которых имеет измеренную вдоль ее первой кромки ширину, равную заданной ширине заготовки, и измеренную вдоль ее второй кромки длину, которая предпочтительно меньше заданной длины заготовки. Способ также включает образование из указанных прямоугольных частей по меньшей мере одной промежуточной заготовки, ширина которой равна заданной ширине заготовки, а длина больше длины прямоугольных частей и заданной длины заготовки. Операция образования по меньшей мере одной промежуточной заготовки включает соединение, по соответствующим первым кромкам, прямоугольной части с другой прямоугольной частью или соединение прямоугольной части с частью промежуточной заготовки, полученной раньше. Способ также включает резку промежуточной заготовки параллельно первым кромкам с получением заготовки, имеющей заданную ширину и заданную длину.
Согласно следующему аспекту, изобретение относится к машине для изготовления заготовок для коробок в соответствии с размером, содержащей средство подачи для образования прямоугольных частей заготовки, ширина каждой из которых, измеренная вдоль ее первой кромки, равна заданной ширине заготовки, и длина каждой из которых, измеренная вдоль ее второй кромки, меньше заданной длины заготовки. Кроме того, машина содержит соединительное средство для соединения по меньшей мере двух прямоугольных частей по соответствующим первым кромкам с получением промежуточной заготовки, ширина которой равна заданной ширине заготовки, а длина больше заданной длины заготовки. Также предусмотрено режущее средство для резки промежуточной заготовки параллельно первым кромкам для получения заготовки, имеющей заданную ширину и заданную длину.
В отношении описанных выше аспектов изобретение может иметь один или несколько признаков, которые подробно описаны далее.
Согласно возможному варианту выполнения, операция изготовления прямоугольных частей заготовки включает обеспечение наличия непрерывного листа, который расположен вдоль основного направления его протяженности и имеет поперечный размер. Непрерывный лист подают в основном направлении протяженности и разрезают перпендикулярно к этому направлению вдоль длины с интервалами, равными заданной ширине заготовки.
Для получения прямоугольных частей заготовки средство подачи предпочтительно содержит автоматизированный накопитель для приема непрерывного листа, который расположен вдоль основного направления протяженности и имеет поперечный размер. Линия подачи предназначена для плоской подачи непрерывного листа вдоль основного направления протяженности, соответствующего первому направлению подачи.
Предпочтительно, предусмотрено средство предварительной резки для резки непрерывного листа перпендикулярно к основному направлению протяженности с интервалами, равными заданной ширине заготовки.
Средство предварительной резки предпочтительно содержит по меньшей мере один нож, установленный с возможностью перемещения перпендикулярно к первому направлению подачи вдоль щели, выполненной в опорной поверхности для непрерывного листа. Нож взаимодействует с матрицей, расположенной на стороне, противоположной опорной поверхности.
Согласно возможному варианту выполнения, операция получения прямоугольных частей заготовки дополнительно включает подрезку непрерывного листа вдоль основного направления протяженности с образованием кромки, наклонной относительно плоскости, в которой лежит непрерывный лист.
Предпочтительно, предусмотрено подрезное устройство для подрезки непрерывного листа вдоль первого направления подачи, так что получается кромка, наклонная относительно плоскости, в которой лежит непрерывный лист.
Согласно возможному варианту выполнения, операция образования прямоугольных частей заготовки включает обеспечение наличия по меньшей мере одного отдельного листа, имеющего исходную ширину, измеренную вдоль его первой кромки, и исходную длину, измеренную вдоль его второй кромки. Если исходная ширина отличается от заданной ширины заготовки, то для получения заданной ширины заготовки прямоугольные части образуют из отдельных листов путем резки отдельного листа перпендикулярно к его исходной ширине и/или путем соединения по соответствующим вторым кромкам отдельного листа с другим листом или с частями отдельного листа.
Средство подачи для получения прямоугольных частей заготовки предпочтительно содержит автоматизированный накопитель для отдельных листов, каждый из которых имеет исходную ширину, измеренную вдоль его первой кромки, и исходную длину, измеренную вдоль его второй кромки. Для плоского перемещения отдельных листов в первом направлении подачи, параллельном исходной ширине, служит линия подачи.
Предпочтительно, предусмотрено средство предварительной резки, предназначенное для резки отдельного листа перпендикулярно к исходной ширине.
Средство предварительной резки предпочтительно содержит по меньшей мере один нож, установленный с возможностью перемещения перпендикулярно к первому направлению подачи вдоль щели, выполненной в опорной поверхности для отдельных листов, и взаимодействующий с матрицей, расположенной на стороне, противоположной опорной поверхности.
Предпочтительно, предусмотрены средства предварительного соединения, предназначенные для соединения отдельного листа с другим отдельным листом или с частями отдельных листов по соответствующим вторым кромкам. В результате достигается заданная ширина заготовки, если исходная ширина отличается от заданной ширины заготовки.
Согласно возможному варианту выполнения, операция получения прямоугольных частей заготовки дополнительно включает подрезку отдельного листа вдоль исходной ширины с наклоном относительно плоскости, в которой лежит этот отдельный лист.
Предпочтительно, предусмотрено подрезное устройство для подрезки отдельного листа вдоль первого направления подачи с наклоном относительно плоскости, в которой лежит этот отдельный лист.
Согласно возможному варианту выполнения, прямоугольные части заготовки образуют при перемещении непрерывного листа или отдельных листов в первом направлении подачи. Кроме того, предусмотрено получение промежуточной заготовки и ее резка путем перемещения прямоугольных частей и промежуточной заготовки во втором направлении подачи, которое перпендикулярно к первому направлению подачи.
Предпочтительно, предусмотрена линия формирования для плоского перемещения прямоугольных частей во втором направлении подачи, перпендикулярном к первому направлению подачи. Указанные соединительное средство и режущее средство расположены вдоль линии формирования.
Другие характеристики и преимущества изобретения станут более понятны из описания предпочтительного, но не единственно возможного, варианта выполнения машины для изготовления заготовок для коробок в соответствии с размером. Описание сопровождается чертежами, на которых:
- Фиг. 1 представляет собой схематичный вид в перспективе машины для изготовления заготовок для коробок в соответствии с размером, согласно изобретению;
- Фиг. 1а представляет собой схематичный вид машины, изображенной на фиг. 1, в которой автоматизированный накопитель для подачи листов выполнен согласно альтернативному варианту;
- Фиг. 2 представляет собой схематичный вид машины, изображенной на фиг. 1, в перспективе и под другим углом, при этом некоторые элементы не показаны, чтобы были видны другие элементы;
- Фиг. 3 представляет собой схематичный вид машины, изображенной на фиг. 1, в перспективе и под другим углом, при этом некоторые элементы не показаны, чтобы были видны другие элементы;
- Фиг. 4 представляет собой схематичный вид части машины, изображенной на фиг. 1, в увеличенном масштабе, при этом некоторые элементы не показаны, чтобы были видны другие элементы;
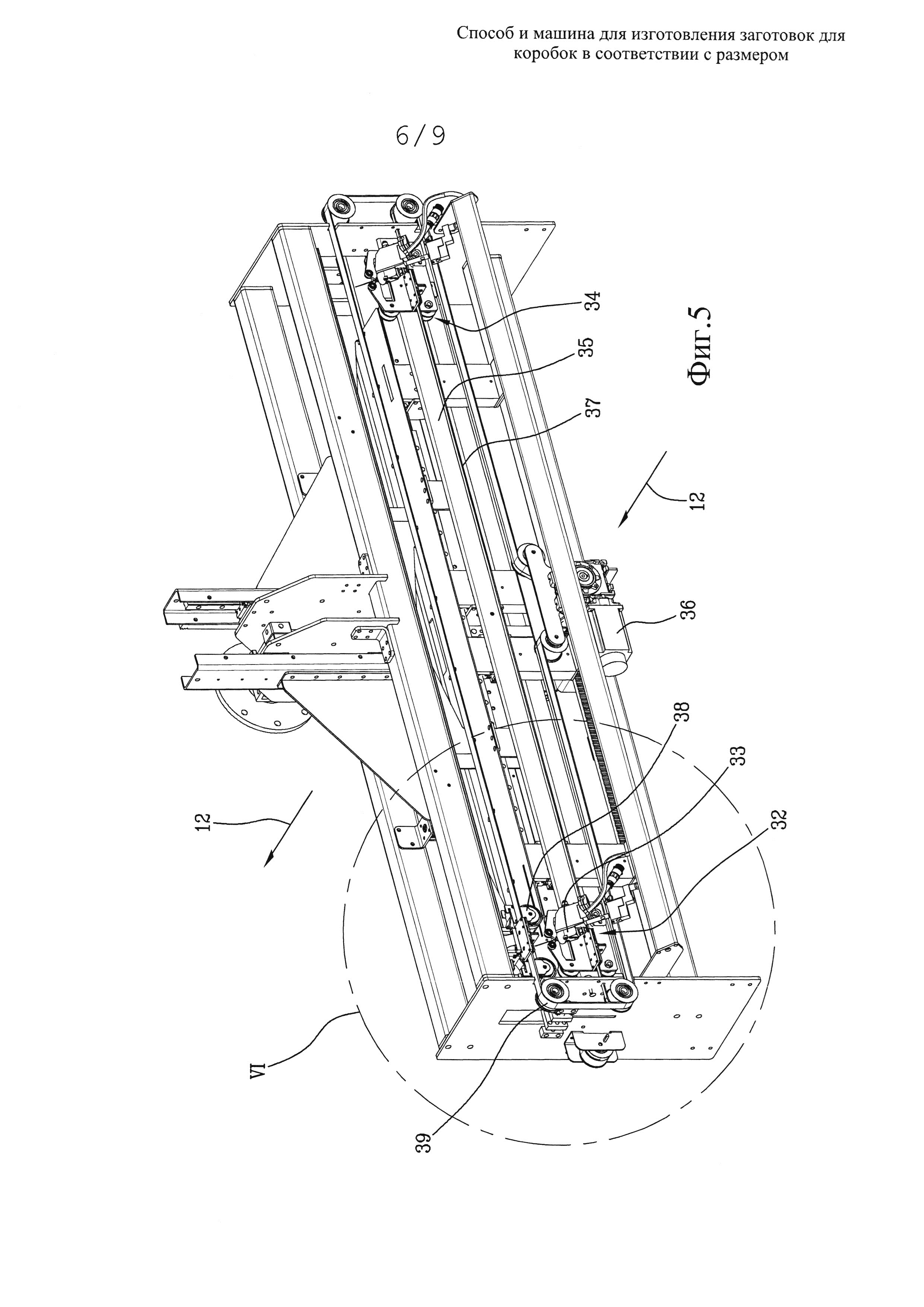
- Фиг. 5 представляет собой схематичный вид части машины, изображенной на фиг. 1, в перспективе и под другим углом в увеличенном масштабе, при этом некоторые элементы не показаны, чтобы были видны другие элементы;
- Фиг. 6 представляет собой схематичный вид фрагмента VI машины, изображенной на фиг. 5, в перспективе и в увеличенном масштабе;
- Фиг. 7 представляет собой схематичный вид машины, изображенной на фиг. 5, в перспективе и под другим углом и
- Фиг. 8 представляет собой схематичный вид фрагмента VIII машины, изображенной на фиг. 7, в перспективе и в увеличенном масштабе.
Машина для изготовления заготовок 2 для коробок в соответствии с размером обозначена на чертежах позицией 1. На фиг. 1 показаны две разные заготовки, имеющие разные размеры, для изготовления двух коробок разного размера.
Машина 1 содержит средство подачи для образования прямоугольных частей 3 заготовки 2.
Ширина «La» каждой прямоугольной части 3, измеренная вдоль ее первой кромки 3а, равна заданной ширине «La» заготовки 2.
Длина «Lu» каждой прямоугольной части 3, измеренная вдоль ее второй кромки 3d, предпочтительно меньше заданной длины «Lu» заготовки 2.
Согласно возможному варианту выполнения, средство подачи содержит автоматизированный накопитель 4 для приема непрерывного листа 5, расположенного вдоль основного направления протяженности 6 и имеющего поперечный размер «Lt». Для плоского перемещения непрерывного листа 5 вдоль основного направления протяженности 6, соответствующего первому направлению 8 подачи, служит линия 7 подачи.
В другом варианте выполнения, представленном на фиг. 1а, средство подачи содержит автоматизированный накопитель 41 для приема непрерывного листа 5, намотанного в рулон вдоль основного направления протяженности 6.
Согласно возможному варианту выполнения, средство подачи содержит автоматизированный накопитель 9 отдельных листов 10.
Каждый отдельный лист имеет исходную ширину «La», измеренную вдоль его первой кромки 10а, и исходную длину «I», измеренную вдоль его второй кромки 10b.
Линия 7 подачи предназначена для перемещения отдельных листов 10 в плоскости в первом направлении 8 подачи, параллельном исходной ширине «La».
В одном варианте выполнения машины 1, представленном в качестве примера на прилагаемых чертежах, могут быть предусмотрены автоматизированный накопитель 4 и автоматизированный накопитель 9. Другими словами, машина 1 может быть по выбору загружена либо непрерывным листом 5, либо отдельными листами 10. В этом случае непрерывный лист 5 и отдельные листы 10 перемещаются по одной и той же линии 7 подачи и в одном и том же первом направлении 8 подачи.
По меньшей мере часть линии 7 подачи предпочтительно имеет опорную поверхность 7а для приема непрерывного листа 5 и/или отдельных листов 10 в плоском состоянии. При работе машины 1 опорная поверхность 7а расположена горизонтально.
Согласно возможному варианту выполнения, машина 1 имеет линию 11 формирования для плоского перемещения прямоугольных частей 3 во втором направлении 12 подачи.
Второе направление 12 подачи предпочтительно перпендикулярно к первому направлению 8 подачи, как показано на прилагаемых чертежах.
Согласно возможному варианту выполнения, средство подачи содержит средство 13 предварительной резки, расположенное предпочтительно вдоль первого направления 8 подачи.
Если предусмотрено, что работа начинается с использования непрерывного листа 5, то средство 13 предварительной резки выполнено с возможностью резки непрерывного листа 5 перпендикулярно к основному направлению его протяженности 6, то есть, к первому направлению 8 подачи, с интервалами, равными заданной ширине «La» заготовки 2.
Если же предусмотрено, что сначала используются отдельные листы 10, то средство 13 предварительной резки выполнено с возможностью резки отдельного листа 10 перпендикулярно к исходной ширине «La».
Целесообразно, чтобы средство предварительной резки имело возможность резать как непрерывный лист 5, так и отдельные листы 10.
В возможном варианте выполнения средство 13 предварительной резки содержит по меньшей мере один нож 14, установленный с возможностью перемещения перпендикулярно к первому направлению 8 подачи вдоль щели 15, выполненной в опорной поверхности 7а. Нож 14 предпочтительно взаимодействует с матрицей 16, расположенной с противоположной стороны опорной поверхности 7а. Для этого матрица 16 может иметь канавку 17 (фиг. 4), в которой может перемещаться по меньшей мере часть ножа 14. В примере, представленном на чертежах, нож 14 связан с ползуном 18, установленным с возможностью скольжения по направляющей 19, расположенной внутри по отношению к опорной плоскости 7а. Матрица 16 расположена над опорной плоскостью 7а.
Согласно возможному варианту выполнения, с матрицей 16 могут быть связаны приводы 20, например линейные приводы, для ее подъема и опускания относительно опорной плоскости 7а и ножа 14. С матрицей 16 предпочтительно связана штанга 21, установленная перпендикулярно к первому направлению 8 подачи с возможностью перемещения между верхним положением и нижним положением. Имеются прижимные элементы 22, которые могут перемещаться между верхним положением и нижним положением для прижима непрерывного листа или отдельного листа к опорной поверхности 7а. Прижимные элементы 22 предпочтительно жестко прикреплены к штанге 21 и матрице 16, например, посредством пластин 23, расположенных поперек штанги 21. Средство 13 предварительной резки вместе с участком опорной поверхности 7а и матрицей 16 предпочтительно может скользить в первом направлении 8 подачи, например, по направляющим 23а.
Согласно возможному варианту выполнения, представленному на чертежах, машина 1 может содержать по меньшей мере подрезное устройство 24 для подрезки кромки непрерывного листа и/или отдельного листа вдоль первого направления 8 подачи наклонно относительно плоскости, в которой лежит непрерывный лист и/или отдельный лист. В частности, эта плоскость определяется опорной поверхностью 7а.
Подрезное устройство 24 выполнено с возможностью подрезки одной из первых кромок 3а непрерывного листа 5 или одной из первых кромок 10а отдельного листа 10. При необходимости может быть предусмотрено два подрезных устройства 24, расположенных на противоположных сторонах опорной поверхности 7а. Каждое подрезное устройство 24 может подрезать первую кромку 3а непрерывного листа 5 или первую кромку 10а отдельного листа.
Подрезное устройство 24/подрезные устройства 24 расположено/расположены и работает/работают вдоль первого направления 8 подачи.
Согласно возможному варианту выполнения, особенно если процесс подачи начинается с отдельных листов, целесообразно иметь средство 25 предварительного соединения для соединения, по соответствующим вторым кромкам 10b, отдельного листа с другим отдельным листом или с частями отдельных листов, чтобы получить заданную ширину «La» заготовки 2, в частности, если исходная ширина «La» отличается от заданной ширины «La» заготовки 2.
Согласно возможному варианту выполнения, средство предварительного соединения содержит пистолет 26 для создания слоя адгезивного материала или клея на вторых кромках 10b отдельного листа или его части. Пистолет 26 предпочтительно установлен с возможностью перемещения в направлении, перпендикулярном к первому направлению 8 подачи. В частности, пистолет 26 содержит подвижный узел 27, выполненный с возможностью скольжения по направляющей 28, расположенной перпендикулярно к первому направлению 8 подачи.
Средство 25 предварительного соединения предпочтительно расположено на стороне опорной поверхности 7а, противоположной ее стороне, на которой размещается отдельный лист, и работает в отношении промежутка 29 опорной поверхности 7а.
Согласно возможному варианту выполнения, средство 25 предварительного соединения предпочтительно расположено и работает вдоль первого направления 8 подачи.
Позицией 30 обозначен гребнеобразный опорный элемент, который может перемещаться, например, между верхним и нижним положениями посредством линейных приводов 31, в результате чего концы подрезанных кромок удерживаются в контакте друг с другом и облегчается их склеивание.
Далее описано, как средства подачи обеспечивают образование прямоугольных частей 3 заготовки 2, когда работа начинается с непрерывного листа 5.
В частности, предусматривается предварительное размещение непрерывного листа 5, который разворачивается вдоль основного направления протяженности 6 и имеет поперечный размер «Lt», перпендикулярный к этому направлению. Непрерывный лист 5 предпочтительно разворачивают заранее из автоматизированного накопителя 4, связанного с машиной 1. Поперечный размер «Lt» может быть равен длине «Lu» прямоугольной части 3, которая будет получена из непрерывного листа 5, или больше этой длины «Lu».
В частности, предусматривается подача непрерывного листа 5 вдоль основного направления протяженности 6, то есть в первом направлении 8 подачи, вдоль линии 7 подачи. Согласно возможному варианту выполнения, представленному в качестве примера на прилагаемых чертежах, непрерывный лист 5 всегда подают в одном и том же первом направлении 8а подачи.
Вдоль линии 7 подачи непрерывный лист 5 режут при помощи средства 13 предварительной резки перпендикулярно к основному направлению его протяженности 6, то есть перпендикулярно к первому направлению 8 подачи, с интервалами, равными заданной ширине «La» заготовки 2.
Согласно возможному варианту выполнения, на линии 7 подачи кромки непрерывного листа 5 могут быть подрезаны вдоль главного направления протяженности 6, то есть вдоль первого направления 8 подачи. В этом случае поперечный размер «Lt» непрерывного листа 5 больше длины «Lu» прямоугольной части 3. После подрезки кромка имеет наклон относительно плоскости, в которой лежит непрерывный лист. Другими словами, можно подрезать непрерывный лист так, чтобы получить прямоугольную часть 3 с одной наклонной первой кромкой или обеими наклонными первыми кромками 3а.
В конце линии 7 подачи затем получают прямоугольную часть, ширина «La» которой, измеренная вдоль первой кромки 3а, равна заданной ширине «La» заготовки 2, и длина «Lu» которой, измеренная вдоль второй кромки 3b, предпочтительно меньше заданной длины «Lu» заготовки 2.
Далее описано, как средство подачи обеспечивает образование прямоугольных частей 3 заготовки 2, когда работа начинается с отдельных листов 10.
В частности, предусматривают предварительное расположение по меньшей мере одного отдельного листа 10, имеющего исходную ширину «La», измеренную вдоль его первой кромки 10а, и исходную длину «I», измеренную вдоль его второй кромки 10b. Этот отдельный лист 10 предпочтительно подают из автоматизированного накопителя 9, связанного с машиной 1. Исходная ширина «La» может быть равна заданной ширине «La» заготовки 2 или может отличаться от нее, предпочтительно превышать заданную ширину «La» заготовки 2 и, следовательно, прямоугольной части 3. Исходная длина «L» предпочтительно меньше заданной длины «Lu» заготовки 2 и может быть больше длины «Lu» прямоугольной части 3.
Для получения заданной ширины «La» заготовки 2 образуют прямоугольные части 3 путем резки отдельного листа перпендикулярно к исходной ширине «La» и/или путем соединения отдельного листа по соответствующим вторым кромкам 10b с другим отдельным листом или с прямоугольными частями отдельных листов. Резку и/или соединение выполняют, в частности, если исходная ширина «La» отличается от заданной ширины «La» заготовки 2.
В частности, предусмотрена подача отдельного листа 10 в первом направлении 8 подачи вдоль линии 7 подачи. Согласно возможному варианту выполнения, представленному в качестве примера на прилагаемых чертежах, отдельный лист 10 также можно подавать в противоположных направлениях подачи.
Например, отдельный лист 10 можно забирать из автоматизированного накопителя 9 и сперва перемещать в направлении 8b, противоположном направлению 8а подачи, а затем в направлении 8а подачи. Во время этой операции выполняют рез перпендикулярно к исходной ширине «La» и/или выполняют соединение перпендикулярно к исходной ширине «La» (относительно вторых кромок 10b), и/или выполняют подрезку вдоль одной или обеих первых кромок 10а, получая наклонные кромки. Три указанные выше операции могут быть выполнены согласно разным временным графикам.
Вдоль линии 7 подачи отдельный лист 10 можно резать при помощи средства 13 предварительной резки перпендикулярно к исходной ширине «La» отдельного листа, получая длину, которая равна заданной ширине «La» заготовки 2. Рез при помощи средства 13 предварительной резки выполняют, в частности, если исходная ширина «La» превышает заданную ширину «La».
Согласно возможному варианту выполнения, отдельный лист 10 можно подрезать на линии 7 подачи вдоль первого направления 8 подачи. В этом случае исходная длина «I» отдельного листа 10 больше длины «Lu» прямоугольной части 3. После подрезки получают кромку, наклонную относительно плоскости, в которой лежит отдельный лист. При этом можно подрезать отдельный лист так, что наклонными будут одна первая кромка 3а или обе первые кромки 3а прямоугольной части 3.
Вдоль линии 7 подачи при помощи средства 25 предварительного соединения отдельный лист 10 можно соединить, по вторым кромкам 10b, с другим отдельным листом или с частями отдельных листов, например, полученных в результате ранее выполненных резов при помощи средства 13 предварительной резки. Резы могут быть сделаны средством 13 предварительной резки до или после соединения с другим отдельным листом или частями отдельных листов при помощи средства 25 предварительного соединения.
В конце линии 7 подачи получают прямоугольную часть, ширина «La» которой, измеренная вдоль первой кромки 3а, равна заданной ширине «La» заготовки 2 и длина «Lu» которой, измеренная вдоль второй кромки 3b, предпочтительно меньше заданной длины «Lu» заготовки 2.
Таким образом, предусмотрено получение прямоугольных частей 3 при перемещении непрерывного листа 5 или отдельных листов 10 в первом направлении 8 подачи и в частности вдоль линии 7 подачи.
Машина 1 содержит линию 11 формирования, расположенную за линией 7 подачи.
Линия 11 формирования предназначена для получения из прямоугольных частей 3 по меньшей мере одной промежуточной заготовки, которая имеет ширину «La», равную заданной ширине «La» заготовки 2, и длину, превышающую длину «Lu» прямоугольных частей 3 и заданную длину «Lu» заготовки 2.
Для получения промежуточной заготовки прямоугольную часть 3 соединяют, по соответствующим передним кромкам 3а, с другой прямоугольной частью 3 или с частью ранее полученной промежуточной заготовки.
Линия формирования определяет второе направление 12 подачи, в котором перемещаются прямоугольные части и промежуточная заготовка.
С этой целью предусмотрено соединительное средство 32 для соединения по меньшей мере двух прямоугольных частей 3 или одной прямоугольной части и части ранее полученной промежуточной заготовки по соответствующим первым кромкам 3а. Соединительное средство 32 расположено вдоль линии 11 формирования.
Согласно возможному варианту выполнения, соединительное средство 32 содержит пистолет 33 для нанесения слоя адгезивного материала или клея на первые кромки 3а. Пистолет 33 предпочтительно установлен с возможностью скольжения в направлении, перпендикулярном ко второму направлению 12 подачи. В частности, пистолет 33 имеет колеса 34, перемещающиеся по направляющей 35, расположенной перпендикулярно ко второму направлению 12 подачи. Приводное средство, например, двигатель 36, функционально связан с ремнем 37, жестко прикрепленным к пистолету 33.
С соединительным средством 32 связаны контрастирующие средства, например в виде колес 38, расположенные с противоположной стороны соединительного средства относительно промежуточной заготовки. Контрастирующие средства предпочтительно перемещаются тем же приводом, что и соединительное средство 32, например, посредством дополнительного ремня 39, приводимого в действие тем же двигателем 36. На фиг. 3 и 5 пистолет 33 изображен в двух крайних положениях.
Вдоль линии 11 формирования выполняют резку промежуточной заготовки параллельно первым кромкам и получают заготовку 2, имеющую заданную ширину «La» и заданную длину «Lu».
С этой целью предусмотрено режущее средство 40, расположенное вдоль линии 11 формирования. Режущее средство 40 выполняет резку промежуточной заготовки параллельно первым кромкам, в результате получается заготовка 2, имеющая заданную ширину «La» и заданную длину «Lu». В возможном варианте выполнения режущее средство 40 содержит по меньшей мере один нож 41, установленный с возможностью перемещения перпендикулярно ко второму направлению 12 подачи. Нож 41 предпочтительно взаимодействует с матрицей 42. В примере, проиллюстрированном чертежами и не ограничивающем изобретение, нож 41 связан с колесами 43, движущимися по направляющей 44, расположенной перпендикулярно ко второму направлению 12 подачи.
Согласно возможному варианту выполнения, приводы 45, например линейные приводы, могут быть связаны с матрицей 42 для ее подъема и опускания относительно ножа 41. Приводное средство, например двигатель 46, функционально связано с ремнем 47, который прикреплен к ножу 41.
Режущее средство 40 может выполнять рез до или после операции соединения, выполняемой соединительным средством 32.
Реферат
Изобретение относится к устройствам для производства коробок. Машина (1) для изготовления заготовок (2) для коробок в соответствии с размером содержит средство подачи для образования прямоугольных частей (3) заготовки (2). Ширина «La» каждой прямоугольной части (3), измеренная вдоль ее первой кромки (3а), равна заданной ширине «La» заготовки (2), а длина «Lu» каждой прямоугольной части (3), измеренная вдоль ее второй кромки (3b), предпочтительно меньше заданной ширины «Lu» заготовки (2). Машина содержит также соединительное средство для соединения по меньшей мере двух прямоугольных частей (3) или для соединения одной прямоугольной части (3) и части ранее полученной промежуточной заготовки по соответствующим первым кромкам (3а) с получением заготовки, имеющей промежуточную ширину «La», равную заданной ширине «La» заготовки (2), и длину, превышающую заданную ширину «Lu» заготовки (2). Имеется режущее средство для резки промежуточной заготовки параллельно первым кромкам с получением заготовки (2). Технический результат – исключение отходов. 2 н. и 12 з.п. ф-лы, 9 ил.
Комментарии