Устройство и способ для выполнения первой операции и второй операции на полотне - RU2636006C2
Код документа: RU2636006C2
Чертежи



Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для выполнения первой операции и второй операции соответственно на первой области и второй области упаковочного материала.
Настоящее изобретение также относится к способу для выполнения первой операции и второй операции соответственно на первой области и второй области упаковочного материала.
Уровень техники
Как известно, множество жидких продуктов питания, таких как плодовый сок, UHT (обработанное ультравысокой температурой) молоко, вино, томатный соус и т.д., продается в упаковках, сделанных из стерилизованного упаковочного материала.
Типичным примером этого типа упаковки является упаковка в форме параллелепипеда для жидких или наливных продуктов питания, известная как Tetra Brik Aseptic (зарегистрированная торговая марка), которая изготавливается путем складывания и герметизации ламинированного ленточного упаковочного материала.
Этот упаковочный материал имеет многослойную структуру, по существу включающую в себя основной слой для жесткости и прочности, который может включать в себя слой волокнистого материала, например, бумаги, или наполненный минералами полипропиленовый материал, а также ряд ламинированных слоев термосвариваемого пластикового материала, например, полиэтиленовой пленки, покрывающих обе стороны основного слоя.
В случае асептических упаковок для продуктов длительного хранения, таких как UHT молоко, упаковочный материал также включает в себя слой газонепроницаемого материала, например, пленку из алюминиевой фольги или этилвинилового спирта (EVOH), которая наносится на слой термосвариваемого пластикового материала, и в свою очередь покрывается другим слоем термосвариваемого пластикового материала, формирующим внутреннюю поверхность упаковки, в конечном счете входящей в контакт с пищевым продуктом.
Упаковки этого вида обычно производятся на полностью автоматических упаковочных машинах, на которых непрерывный рукав формируется из подаваемого с рулона полотна упаковочного материала; полотно упаковочного материала стерилизуется на упаковочной машине, например, путем применения химического стерилизующего средства, такого как раствор перекиси водорода, которое, как только стерилизация заканчивается, удаляется с поверхностей упаковочного материала, например, испаряется путем нагрева; и полотно стерилизованного таким образом упаковочного материала содержится в закрытой стерильной среде и складывается и герметизируется продольно для того, чтобы сформировать вертикальный рукав.
Этот рукав заполняется стерилизованным или стерильно обработанным продуктом питания, и запечатывается и впоследствии отрезается вдоль расположенных на равных расстояниях поперечных сечений для того, чтобы сформировать пакеты в форме подушки, которые затем механически сгибаются для того, чтобы сформировать соответствующую конечную упаковку, например, имеющую по существу форму параллелепипеда.
Альтернативно, упаковочный материал может быть разрезан на заготовки, которые формуются в упаковки на формирующих шпинделях, и эти упаковки заполняются пищевым продуктом и запечатываются. Одним примером этого типа упаковки является так называемая упаковка «с крышеобразным верхом», известная под торговой маркой Tetra Rex (зарегистрированная торговая марка).
Для открывания описанных выше упаковок были предложены различные решения устройств для открывания.
Первое решение устройства для открывания включает в себя вставку, определяемую небольшим листом термосвариваемого пластикового материала, который прикрепляется термосваркой поверх соответствующего отверстия на той стороне полотна, которая в конечном счете формирует внутреннюю часть упаковки; а также отрывной язычок, наносимый на противоположную сторону упаковочного материала и герметично прикрепляемый термосваркой к этой вставке. Язычок и вставка прилипают друг к другу, так что, когда язычок вытягивается, часть вставки, прикрепленная к нему термосваркои, также удаляется и открывает отверстие.
Альтернативно, второе решение устройств для открывания включает в себя закрываемые устройства для открывания, которые наносятся путем отливки пластикового материала непосредственно на отверстия полотна. В этом случае установка нанесения является установкой литья под давлением.
Наконец, третье решение устройства для открывания включает в себя рамку, определяющую отверстие и устанавливаемую вокруг прокалываемой или удаляемой части упаковочного материала.
Прокалываемая часть упаковки может определяться так называемым «предварительно ламинированным» отверстием, то есть отверстием, сформированным только в основном слое и закрытым другими слоями ламината, включая слой газонепроницаемого материала. В этом случае установка нанесения также является установкой литья под давлением.
Более точно, полотно снабжается множеством отверстий, предварительно ламинированных на фабрике упаковочного материала, а затем подается к упаковочной машине.
Затем полотно разматывается с катушки в упаковочной машине. После этого полотно пошагово подается к установке нанесения прежде, чем упаковочный материал будет согнут для формирования рукава. В частности, полотно подается к установке литья под давлением вдоль направления продвижения.
Литье под давлением устройств для открывания установке литья под давлением требует, чтобы предварительно ламинированные отверстия останавливались в соответствующих желаемых положениях относительно установки литья под давлением.
В частности, желаемое положение требуется для правильного литья под давлением устройства для открывания в установке литья под давлением.
Патентный документ ЕР-А-2357138, на имя настоящего заявителя, раскрывает блок для нанесения устройства для открывания на соответствующие предварительно ламинированные отверстия, по существу включающий в себя:
- натяжное устройство для установки правильного уровня натяжения в полотне упаковочного материала с предварительно ламинированными отверстиями, который продвигается вдоль направления продвижения;
- установку литья под давлением, в которую подающим устройством пошагово подается полотно, и которая выполнена с возможностью отливки под давлением на полотно множества устройств для открывания в соответствии с предварительно ламинированными отверстиями полотна; и
- продвигающее устройство, которое располагается после установки литья под давлением в соответствии с направлением продвижения полотна вдоль направления продвижения и выполнено с возможностью продвигать полотно вдоль направления продвижения.
В частности, продвигающее устройство пошагово подает одну за другой и вдоль направления продвижения множество частей полотна, каждая из которых включает в себя три предварительно ламинированных отверстия, к установке литья под давлением.
Установка литья под давлением включает в себя множество, три в известном решении, форм, в которые под давлением вводится пластиковый материал, формируя устройства для открывания на полотне в соответствии с предварительно ламинированными отверстиями.
Кроме того, предварительно ламинированные отверстия связаны с соответствующими магнитными маркерами.
Для того, чтобы регулировать положение предварительно ламинированных отверстий относительно соответствующих форм, этот блок включает в себя магнитный датчик для обнаружения присутствия маркеров, в то время как полотно продвигается и производит соответствующие сигналы, связанные с реальными положениями предварительно ламинированных отверстий.
Еще точнее, дополнительное смещение вдоль направления продвижения связано с разностью между обнаруженным положением и желаемым положением только одного, а именно среднего, предварительно ламинированного отверстия.
Даже если ранее описанное известное решение эффективно регулирует положение предварительно ламинированных отверстий относительно форм, увеличение количества форм остается весьма желательным для того, чтобы соответственно увеличить скорость нанесения устройств для открывания.
Однако известное решение позволяет правильно располагать в желаемом положении вдоль направления продвижения только одно референсное предварительно ламинированное отверстие относительно соответствующей формы, в частности, среднее предварительно ламинированное отверстие.
Остальные предварительно ламинированные отверстия не будут располагаться в соответствующих желаемых положениях относительно соответствующих форм. Это будет происходить потому, что существуют неизбежные погрешности допуска в расстоянии между соответственными точками, например, осями, остальных предварительно ламинированных отверстий и референсного предварительно ламинированного отверстия.
К сожалению, чем больше количество форм, тем длиннее цепь допуска, формируемая неизбежными погрешностями в расстояниях между соответственными точками, например, между осями, референсного предварительно ламинированного отверстия и остальных предварительно ламинированных отверстий.
Соответственно, в известном решении увеличение числа форм неизбежно влияет на точность в расположении остальных предварительно ламинированных отверстий относительно соответствующего желаемого положения и, следовательно, соответствующих форм.
Следовательно, в данной отрасли промышленности ощущается потребность в увеличении количества форм без удлинения цепи допуска, образуемой неизбежными погрешностями в расстояниях между соответственными точками предварительно ламинированных отверстий и, следовательно, без воздействия на точность в конечном расположении предварительно ламинированных отверстий относительно соответствующих желаемых положений и, следовательно, соответствующих форм.
В более широком смысле, в данной отрасли промышленности ощущается потребность в увеличении количества инструментов, которые выполняют операции, когда множество операций должно быть выполнено в желаемых положениях на соответствующих областях полотна упаковочного материала, без удлинения цепи допуска, образуемой неизбежными погрешностями в расстояниях между соответственными точками двух областей и, следовательно, без влияния на точность конечного позиционирования относительно соответствующего желаемого положения и, следовательно, относительно инструментов.
Сущность изобретения
Задачей настоящего изобретения является предложить устройство для выполнения первой операции и второй операции соответственно на первой области и на второй области упаковочного материала, выполненное так, чтобы удовлетворить по меньшей мере одно из вышеидентифицированных требований.
В соответствии с настоящим изобретением предлагается устройство для выполнения первой операции и второй операции соответственно на первой области и на второй области упаковочного материала в соответствии с пунктом 1 формулы изобретения.
Настоящее изобретение также относится к способу для выполнения первой операции и второй операции соответственно на первой области и второй области упаковочного материала в соответствии с пунктом 9 формулы изобретения.
Краткое описание чертежей
Один предпочтительный, неограничивающий вариант осуществления настоящего изобретения будет описан посредством примера со ссылками на сопроводительные чертежи, в которых:
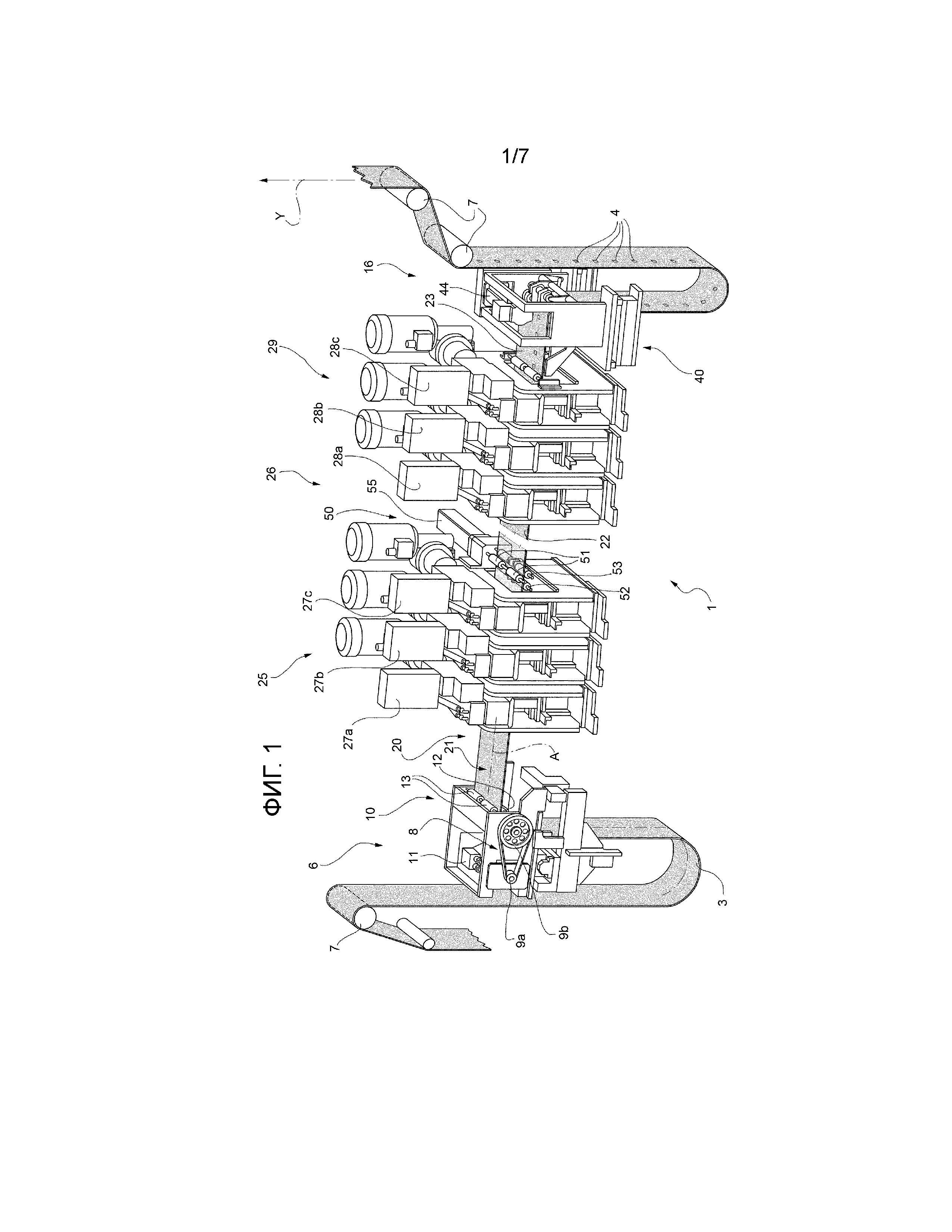
Фиг. 1 показывает вид в перспективе устройства для литья под давлением множества устройств для открывания на соответствующих предварительно ламинированных отверстиях полотна упаковочного материала в соответствии с настоящим изобретением;
Фиг. 2 показывает вид спереди устройства, изображенного на Фиг. 1, с подающей группой в первом положении;
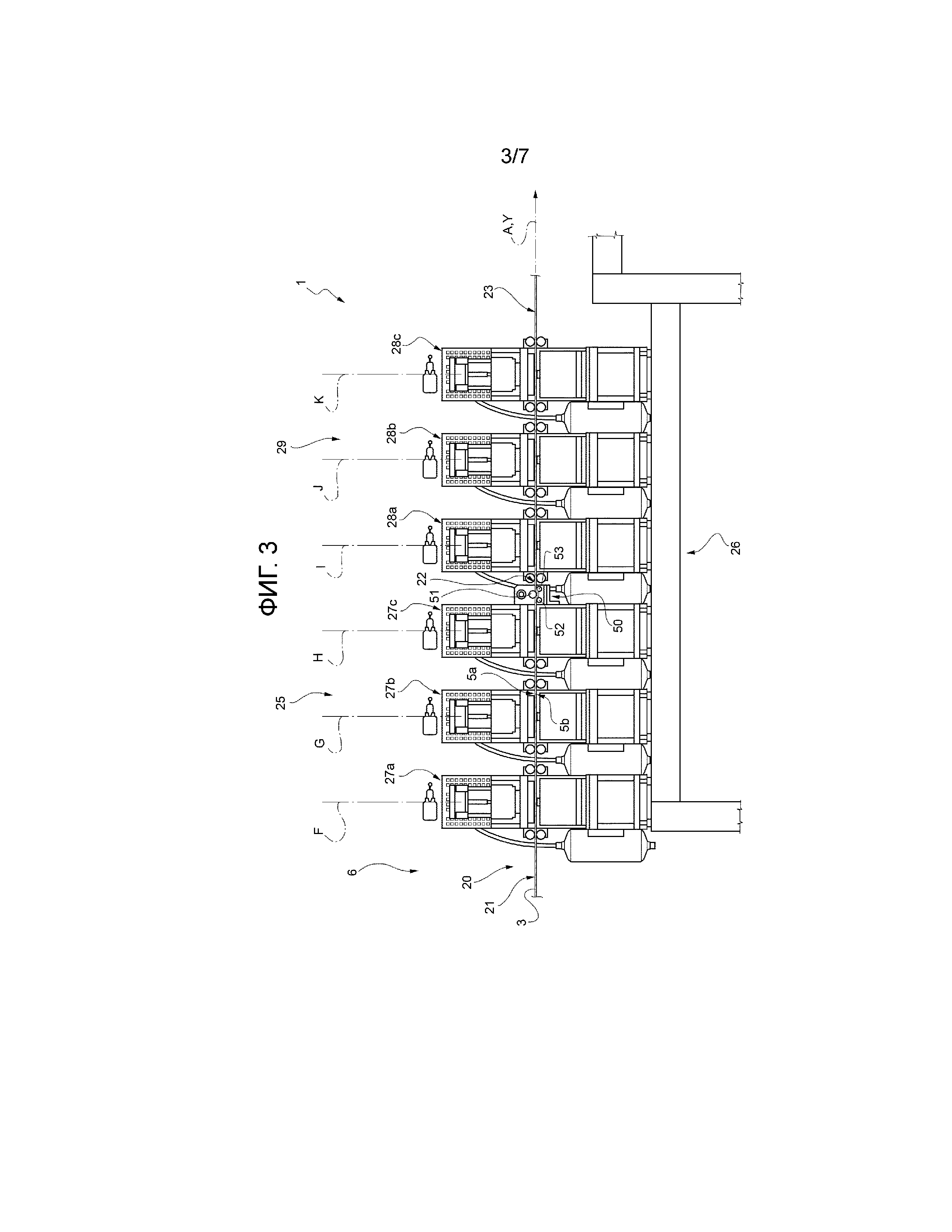
Фиг. 3 показывает вид спереди устройства, изображенного на Фиг. 1, с подающей группой во втором положении;
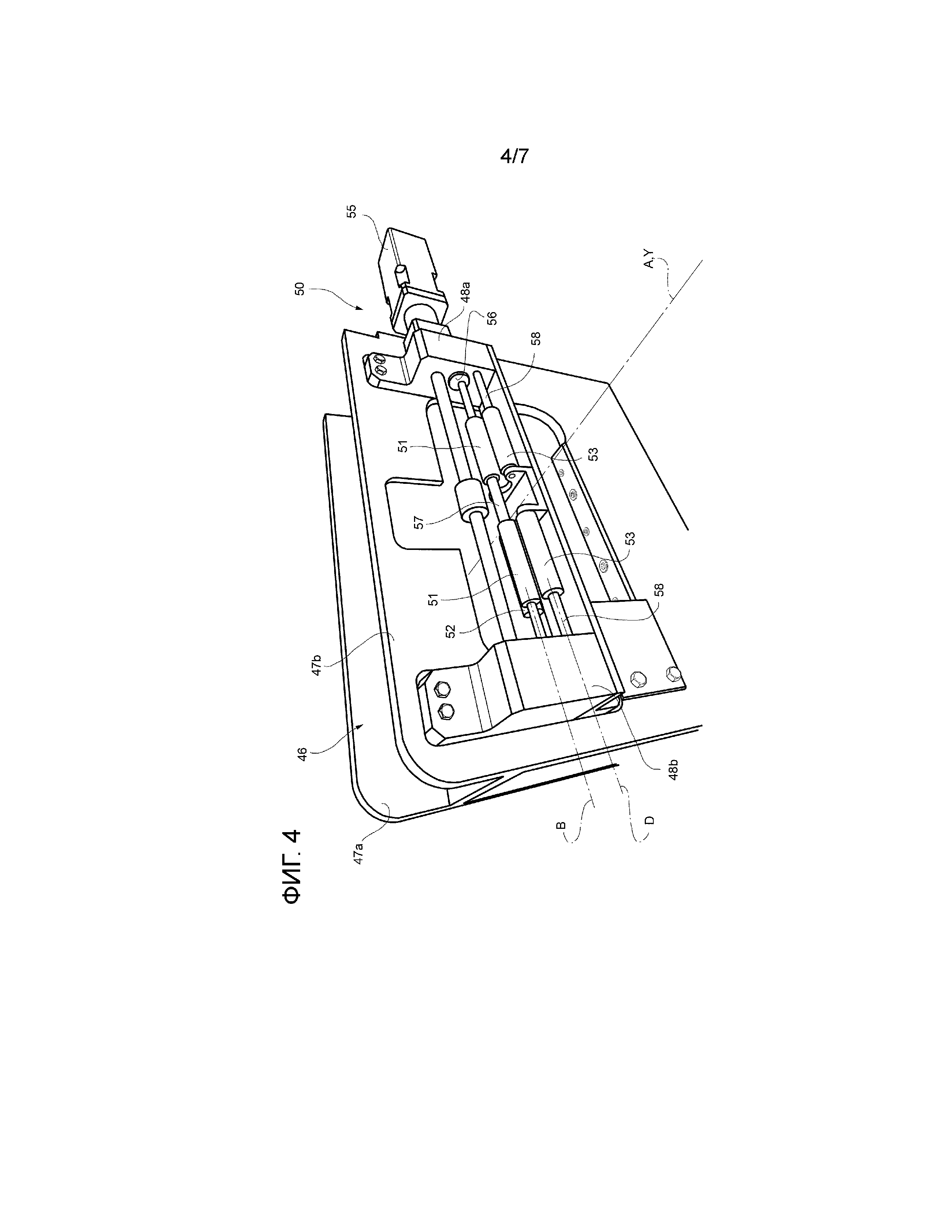
Фиг. 4 представляет собой увеличенный вид в перспективе некоторых компонентов подающей группы, изображенной на Фиг. 1-3;
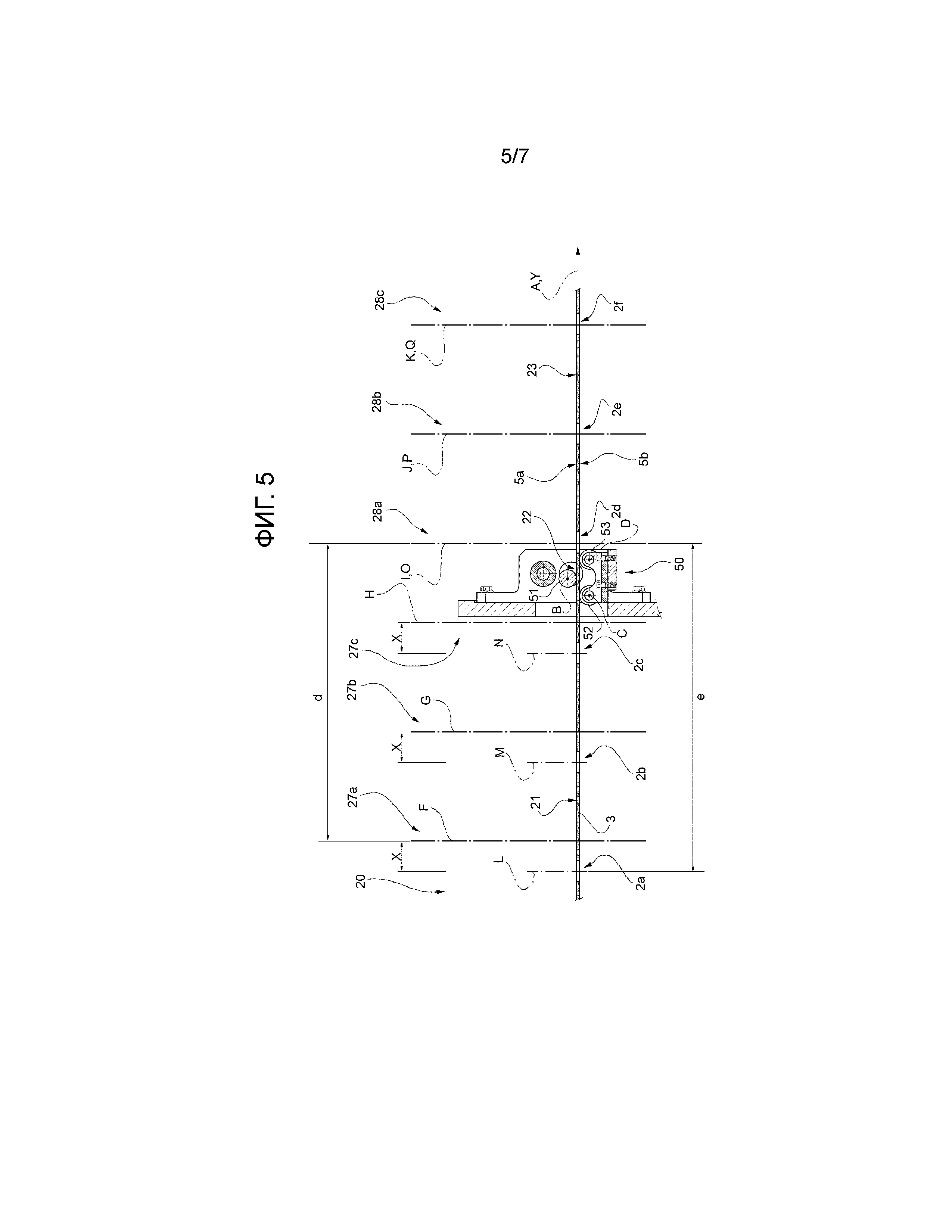
Фиг. 5 представляет собой вид спереди подающей группы, изображенной на Фиг. 1-4, в первом положении;
Фиг. 6 представляет собой вид спереди подающей группы, изображенной на Фиг. 1-5, во втором положении;
Фиг. 7 схематично показывает дополнительные компоненты подающей группы, изображенной на Фиг. 1-6.
Подробное описание предпочтительных вариантов осуществления
Ссылочная позиция 1 на Фиг. 1 указывает в целом устройство для литья под давлением множества устройств 4 для открывания на соответствующих предварительно ламинированных отверстиях полотна 3 упаковочного материала.
Упаковочный материал предназначен для формирования множества упаковок, которые предпочтительно содержат жидкий продукт питания, такой как пастеризованное или UHT молоко, фруктовый сок, вино и т.д.
Упаковки могут также содержать пищевой продукт, который наливается внутрь рукава упаковочного материала при производстве упаковок, и затвердевает после того, как упаковки запечатываются. Одним примером такого пищевого продукта является порция сыра, который плавится при производстве упаковок и затвердевает после того, как упаковки запечатываются.
Рукав формируется известным образом после устройства 1 путем продольного сгибания и запечатывания известного полотна 3 термосвариваемого листового материала, который включает в себя слой бумажного материала, покрытого с обеих сторон слоями термосвариваемого пластикового материала, например, полиэтилена. В случае асептической упаковки для продуктов длительного хранения, таких как UHT молоко, упаковочный материал включает в себя слой непроницаемого для кислорода материала, например, алюминиевой фольги, который наносится на один или более слоев термосвариваемого пластикового материала, в конечном счете, формирующего внутреннюю поверхность упаковки, входящую в контакт с пищевым продуктом.
Рукав упаковочного материала затем заполняется пищевым продуктом для упаковки и запечатывается и резрезается вдоль расположенных на равных интервалах поперечных сечений с тем, чтобы сформировать множество пакетов в форме подушки (не показаны), которые затем передаются к сгибающему блоку, где они механически сгибаются для того, чтобы сформировать соответствующие упаковки.
Первое решение устройства 4 для открывания включает в себя вставку, определяемую небольшим листом термосвариваемого пластикового материала, который прикрепляется термосваркой поверх соответствующего отверстия на той стороне полотна, которая в конечном счете формирует внутреннюю часть упаковки; а также отрывной язычок, наносимый на противоположную сторону упаковочного материала и герметично прикрепляемый термосваркой к этой вставке. Язычок и вставка прилипают друг к другу, так что, когда язычок вытягивается, часть вставки, прикрепленная к нему термосваркой, также удаляется и открывает отверстие.
Альтернативно, второе решение включает в себя закрываемые устройства 4 для открывания, которые наносятся путем отливки пластикового материала непосредственно на отверстия полотна 3.
В третьем решении полотно 3 включает в себя ряд удаляемых частей (только схематично показанных на Фиг. 5 и Фиг. 6), которые расположены на равных расстояниях, за исключением неизбежных погрешностей допуска, в продольном направлении А, параллельном пути Y продвижения упаковочного материала, и к которым устройства 4 для открывания наносятся путем литья под давлением.
В показанном варианте осуществления удаляемая часть определяется так называемым предварительно ламинированным отверстием 2а, 2b, 2с, 2d, 2е, 2f, то есть отверстием (или дыркой), формируемым в основном слое упаковочного материала и покрытым ламинированными слоями так, чтобы отверстие было запечатано соответствующей частью пленочного покрытия.
Полотно 3 также включает в себя множество магнитных маркеров C1, С2, С3, С4, С5, С6 (показанных на Фиг. 7 для наглядности, но не видимых в действительности).
Более точно, положения предварительно ламинированных отверстий 2а, 2b, 2с, 2d, 2е, 2f связаны соответственно с положениями магнитных маркеров C1, С2, С3, С4, С5, С6.
В показанном варианте осуществления магнитные маркеры С1, С2, С3, С4, С5, С6 печатаются поддающимися намагничиванию чернилами, которые впоследствии намагничиваются. Более точно, каждый магнитный маркер C1, С2, С3, С4, С5, С6 имеет соответствующие северный и южный полюса, выровненные вдоль пути Y.
Магнитные маркеры C1, С2, С3, С4, С5, С6 наносятся на полотно 3 выровненными с предварительно ламинированными отверстиями 2а, 2b, 2с, 2d, 2е, 2f.
Устройство 1 по существу включает в себя (Фиг. 1):
подающую группу 6, расположенную после катушки и выполненную с возможностью пошаговой подачи полотна 3 вдоль направления А; и
- установку 26 литья под давлением, пошагово питаемую полотном 3 с помощью группы 6 и выполненную с возможностью отливки под давлением устройства 4 для открывания на полотно 3 на соответствующие предварительно ламинированные отверстия 2а, 2b, 2с, 2d, 2е, 2f полотна 3.
Более точно, группа 6 пошагово подает одну за другой множество частей 20 полотна 3, каждая из которых включает в себя некоторое количество предварительно ламинированных отверстий 2а, 2b, 2с, 2d, 2е, 2f, а именно шесть в показанном варианте осуществления, к установке 26 литья под давлением.
В частности, часть 20 проходит вдоль направления А, когда она останавливается под установкой 26 литья под давлением.
Более подробно, каждая часть 20 включает в себя, по очереди вдоль направления А и в соответствии с направлением продвижения полотна 3, обозначенным стрелкой на Фиг. 1-7:
- участок 21, включающий в себя первую группу, а именно -три в показанном варианте осуществления, предварительно ламинированных отверстий 2а, 2b, 2с;
- участок 22; и
- участок 23, включающий в себя вторую группу, а именно - три в показанном варианте осуществления, предварительно ламинированных отверстий 2d, 2е, 2f.
Установка 26 литья под давлением включает в себя, в свою очередь, вдоль направления А и в соответствии с направлением продвижения полотна 3:
- группу 25 форм 27а, 27b, 27с, три в показанном варианте осуществления, которые отливают под давлением пластиковый материал, формируя соответствующие устройства 4 для открывания на полотне 3 на соответствующих предварительно ламинированных отверстиях 2а, 2b, 2с, пока часть 20 остановлена подающей группой 6; и
- группу 29 форм 28а, 28b, 28с, три в показанном варианте осуществления, которые отливают под давлением пластиковый материал, формируя соответствующие устройства 4 для открывания на полотне 3 на соответствующих предварительно ламинированных отверстиях 2d, 2е, 2f, пока часть 20 остановлена подающей группой 6.
Каждая форма 27а, 27b, 27с, 28а, 28b, 28с выполнена с возможностью отливать под давлением соответствующее устройство 4 для открывания на соответствующее предварительно ламинированное отверстие 2а, 2b, 2с, 2d, 2е, 2f вокруг относительных осей F, Н, I, J, K, когда часть 20 полотна 3 останавливается (см. Фиг. 5 и Фиг. 6).
Другими словами, каждая ось F, G, Н, I, J, K является референсной осью соответствующих отливаемых устройств 4 для открывания.
Оси F, G, Н, I, J, K являются ортогональными к направлению А и к полотну 3, и в показанном варианте осуществления являются вертикальными.
В показанном варианте осуществления расстояние между осями F, I; G, J; Н, K, измеренное параллельно направлению А, равно длине d (см. Фиг. 5).
Кроме того, каждое предварительно ламинированное отверстие 2а, 2b, 2с, 2d, 2е, 2f связано с осями L, М, N, О, Р, Q (см. Фиг. 5 и Фиг. 6), вокруг которых должны быть идеально отлиты соответствующие устройства 4 для открывания.
Следовательно, для каждого предварительно ламинированного отверстия 2а, 2b, 2с, 2d, 2е, 2f возможно определить соответствующее желаемое место отливки, в котором соответствующие оси L, М, N, О, Р, Q совпадают с соответствующими осями F, G, Н, I, J, K.
Важно отметить, что благодаря неизбежным погрешностям допуска, существующим в расстоянии, измеряемом параллельно к направлению между осями L, М, N, О, Р, Q, невозможно одновременно расположить все предварительно ламинированные отверстия 2а, 2b, 2с, 2d, 2е, 2f в соответствующих желаемых положениях отливки, как будет очевидно из последующего описания.
В показанном варианте осуществления предварительно ламинированные отверстия 2а, 2b, 2с, 2d, 2е, 2f располагаются друг от друга на равных расстояниях вдоль направления А.
Другими словами, расстояния между последовательными осями L, М; М, N; N, О; О, Р; Р, Q, измеренные параллельно направлению А, равны.
Подающая группа 6 в свою очередь включает в себя, в порядке направления продвижения полотна 3 параллельно направлению А (см. Фиг. 1):
- устройство 10, располагающееся после катушки и выполненное с возможностью создания натяжения в полотне 3 вдоль направления А; и
- устройство 16, располагающееся после установки 26 литья под давлением вдоль пути Y и выполненное с возможностью продвижения полотна 3 вдоль направления А, указанного стрелкой на Фиг. 1.
Устройство 1 также включает в себя множество направляющих роликов 7, которые располагаются перед устройством 10 и после устройства 16, и выполнены с возможностью поддерживать полотно 3 в то время, как он продвигается вдоль пути Y.
Более подробно, устройство 10 включает в себя (см. Фиг. 1):
- электродвигатель 11 для обеспечения правильного уровня натяжения полотна 3;
- множество роликов 12 и противороликов (не показаны) для того, чтобы проводить полотно 3 вдоль направления А;
- пару роликов 13 для гашения колебаний полотна 3 в вертикальной плоскости.
Устройство 10 дополнительно включает в себя:
- магнитный датчик 15 (схематично показанный на Фиг. 7), расположенный перед установкой 26 литья под давлением в направлении продвижения полотна 3, и выполненный с возможностью обнаружения реальных положений магнитных маркеров C1, С2, С3, С4, С5, С6 перед установкой 26 литья под давлением и генерирования соответствующих сигналов измерения M1, М2, М3, М4, М5, М6, с реальным положением предварительно ламинированных отверстий 2а, 2b, 2с, 2d, 2е, 2f, обнаруживаемым через соответствующие магнитные маркеры C1, С2, С3, С4, С5, С6 перед установкой 26 литья под давлением; и
- магнитный датчик 100 (схематично показанный на Фиг. 7), расположенный между формами 28а, 28b и выполненный с возможностью обнаружения положения магнитных маркеров C1, С2, С3, С4, С5, С6 между формами 28а, 28b и генерирования соответствующих сигналов измерения M1', М2', М3', М4', М5', М6', связанных с реальным положением предварительно ламинированных отверстий 2а, 2b, 2с, 2d, 2е, 2f, обнаруживаемым через соответствующие магнитные маркеры C1, С2, С3, С4, С5, С6 между формами 28а, 28b.
Электродвигатель 11 прикладывает к полотну 3 усилие, направленное против усилия, прикладываемого к устройству 16, так, чтобы обеспечить правильный уровень натяжения полотна 3 вдоль направления А.
Ролик 12 приводится во вращение электродвигателем 11 посредством ремня 8. Более точно, ремень 8 охватывает шкив 9а, приводимый во вращение электродвигателем 11, и шкив 9b, который приводит во вращение ролик 12.
Ролик 12 и соответствующий противоролик взаимодействуют с противоположными сторонами полотна 3, который продвигается к установке 26 литья под давлением.
Датчик 15 в показанном варианте осуществления обнаруживает переход между соответствующими северным и южным полюсами магнитных маркеров C1, С2, С3, С4, С5, С6, обнаруживая таким образом положения магнитных маркеров C1, С2, С3, С4, С5, С6 и, следовательно, положения соответствующих предварительно ламинированных отверстий 2а, 2b, 2с, 2d, 2е, 2f вдоль направления А.
Датчики 15, 100 генерируют сигналы измерения M1, М2, М3, М4, М5, М6; M1', М2', М3', М4', М5', М6', которые связаны с реальными положениями предварительно ламинированных отверстий 2а, 2b, 2с, 2d, 2е, 2f, соответствующими положениям соответствующих магнитных маркеров C1, С2, С3, С4, С5, С6 вдоль направления А и расположенными перед установкой 26 литья под давлением и между формами 28а, 28b соответственно.
Устройство 16 включает в себя:
- фиксированную раму 40; и
- электродвигатель 44 (показан на Фиг. 1), вставленный в раму 40 и выполненный с возможностью пошагового продвижения полотна 3 вдоль направления А с противоположной стороны от установки 26 литья под давлением.
Предпочтительно, электродвигатель 44 устройства 16 управляется так, чтобы останавливать полотно 3 в положении, в котором расстояние между осями L, О; М, Р; N, Q, измеренное параллельно направлению А, равно длине е (см. Фиг. 5), при котором предварительно ламинированные отверстия 2а, 2b, 2с отстоят на желаемое смещение X (см. Фиг. 5) относительно соответствующих желаемых положений отливки; и группа 6 дополнительно включает в себя исполнительный механизм 50, управляемый так, чтобы перемещать предварительно ламинированные отверстия 2а, 2b, 2с к соответствующим желаемым положениям отливки для покрытия смещения X; абсолютная величина разности между длиной е и длиной d равна смещению X.
Другими словами, электродвигатель 44 управляется так, чтобы останавливать часть 20 полотна 3 в таком положении, в котором расстояние между осью F, G, Н предварительно ламинированных отверстий 2а, 2b, 2с и соответствующей осью L, М, N соответствующих форм 27а, 27b, 27с равно желаемому смещению X, измеренному параллельно направлению А (см. Фиг. 5), за исключением неизбежных погрешностей допуска, существующих в расстояниях между осями L, М; М, N.
Важно отметить, что выражение «желаемое смещение» используется для обозначения расстояния, преднамеренно оставляемого при подаче группой 6 между осью L, М, N и соответствующей осью F, G, Н.
В этой связи желаемое смещение X отличается от неизбежных погрешностей допуска (не показаны на Фиг. 5 и Фиг. 6), существующих в расстояниях между осями L, М; М, N; N, О.
В частности, величина смещения X намного больше, чем неизбежные погрешности допуска, существующие в расстояниях между осями L, М; М, N; N, О предварительно ламинированных отверстий 2а, 2b, 2с.
Кроме того, длина е измеряется, когда часть 20 является плоской и полностью находится на плоскости, параллельной направлению А.
В показанном варианте осуществления длина е больше, чем длина d.
В частности, длина е не является целым кратным длины d.
В показанном варианте осуществления длина е является целым кратным расстояния между осями L, М; М, N; N, О; О, Р; Р, Q двух последовательных предварительно ламинированных отверстий 2а, 2b; 2b, 2с; 2 с, 2d; 2d, 2е; 2е, 2f; в то время как длина d не является целым кратным расстояния между осями L, М; М, N; N, О; О, Р; Р, Q двух последовательных предварительно ламинированных отверстий 2а, 2b; 2b, 2с; 2с, 2d; 2d, 2е; 2е, 2f.
Важно отметить, что длины е, d являются в данном описании номинальными длинами, которые измеряются, не принимая во внимание неизбежные допуски.
Еще точнее, когда часть 20 останавливается, предварительно ламинированные отверстия 2а, 2b, 2с располагаются перед соответствующим желаемым положением отливки в соответствии с направлением продвижения полотна 3 вдоль направления А.
Другими словами, когда часть 20 останавливается, оси L, М, N соответствующих предварительно ламинированных отверстий 2а, 2b, 2с находятся перед осями F, G, Н соответствующих форм 27а, 27b, 27с в соответствии с направлением продвижения полотна 3 вдоль направления А.
Кроме того, электродвигатель 44 управляется так, чтобы останавливать полотно 3 с предварительно ламинированными отверстиями 2d, 2е, 2f по существу без намеренного смещения относительно желаемых положений отливки соответствующих устройств 4 для открывания.
Еще точнее, как будет очевидно из последующего описания, двигатель 44 управляется так, чтобы останавливать часть 20 в таком положении, что ось J предварительно ламинированных отверстий 2е совпадает с осью Р соответствующей формы 28b, и, следовательно, находится в желаемом положении отливки.
Соответственно, положения осей О, Q предварительно ламинированных отверстий 2d, 2f относительно соответствующих осей I, K соответствующих форм 28а, 28с определяются расположением предварительно ламинированного отверстия 2е в желаемом положении отливки.
В свете вышесказанного, предварительно ламинированные отверстия 2d, 2f могут слегка отстоять вдоль направления А от соответствующих желаемых положений отливки, как следствие неизбежных погрешностей допуска, существующих в расстоянии между осями О, Р и Р, Q.
В частности, когда часть 20 остановлена, расстояние между осью О предварительно ламинированного отверстия 2d и осью I формы 28а равно неизбежной погрешности допуска, существующей в расстоянии между осями О, Р.
Таким же образом, когда часть 20 остановлена, расстояние между осью Q предварительно ламинированного отверстия 2f и осью К формы 28 с равно неизбежной погрешности допуска, существующей в расстоянии между осями Q, Р.
Благодаря тому факту, что этими неизбежными погрешностями допуска можно пренебречь, они не видны на Фиг. 5 и Фиг. 6.
На Фиг. 6 исполнительный механизм 50 управляется так, чтобы перемещать предварительно ламинированное отверстие 2b точно в соответствующее желаемое положение отливки вдоль направления А и в том же самом направлении продвижения полотна 3 перед отливкой соответствующих устройств 4 для открывания.
Другими словами, исполнительный механизм 50 управляется так, чтобы перемещать полотно 3 так, чтобы сделать ось М предварительно ламинированного отверстия 2b и ось G формы 27b совпадающими друг с другом, а также компенсировать смещение X предварительно ламинированных отверстий 2а, 2с. Соответственно, положения осей L, N предварительно ламинированных отверстий 2а, 2с относительно соответствующих осей F, Н форм 27а, 27с определяются расположением предварительно ламинированного отверстия 2b в желаемом положении отливки.
В частности, исполнительный механизм 50 управляется так, чтобы останавливать полотно 3 в таком положении, в котором расстояние между осью L предварительно ламинированного отверстия 2а и осью F формы 27а равно неизбежной погрешности допуска, существующей в расстоянии между осями L, М.
Таким же образом, исполнительный механизм 50 управляется так, чтобы останавливать полотно 3 в таком положении, в котором расстояние между осью N предварительно ламинированного отверстия 2с и осью Н формы 27с равно неизбежной погрешности допуска, существующей в расстоянии между осями N, L.
Кроме того, исполнительный механизм 50 управляется так, чтобы по существу оставить предварительно ламинированные отверстия 2d, 2е, 2f в соответствующем положении, когда полотно 3 остановлен и перед отливкой соответствующих устройств 4 для открывания.
Таким образом, предварительно ламинированное отверстие 2е остается в соответствующем желаемом положении отливки относительно формы 28b, тогда как предварительно ламинированные отверстия 2d, 2f остаются отделенными от соответствующих желаемых положений отливки только неизбежными погрешностями допуска, существующими в расстоянии между осями О, Р и Р, Q соответственно.
Более подробно, исполнительный механизм 50 располагается вдоль направления А между формами 27а, 27b, 27с и формами 28а, 28b, 28с.
Исполнительный механизм 50 по существу включает в себя (см. Фиг. 4-6):
- раму 46;
- пару роликов 51, которые располагаются на стороне 5а полотна 3, взаимодействуют с участком 22 части 20, и эксцентрично вращаются вокруг общей оси В, ортогональной направлению А и горизонтальной в показанном варианте осуществления;
- пару роликов 52, которые располагаются на стороне 5b полотна 3, взаимодействуют с участком 22 части 20, и вращаются вокруг общей оси С; и
- пару роликов 53, которые располагаются на стороне 5b полотна 3, взаимодействуют с участком 22 части 20, и вращаются вокруг общей оси D.
Подробно, рама 4 6 включает в себя:
- две стенки 47а, 47b, лежащие на соответствующих плоскостях, ортогональных направлению А; и
- пару поддерживающих элементов 48а, 48b, которые выступают из стенки 47b к двигателю 44, и которые вращательно поддерживают ролики 51 эксцентрично вокруг оси В.
Стенки 47а, 47b соединены друг с другом.
Поддерживающие элементы 48а, 48b качаются параллельно оси В.
В частности, стенка 47b располагается после стенки 47а, продолжаясь вдоль направления А в соответствии с направлением продвижения полотна 3.
Сторона 5а является верхней стороной полотна 3, а сторона 5b является нижней стороной полотна 3 в показанном варианте осуществления.
Ролики 51 выборочно вращаются эксцентрично вокруг оси В между:
- первым положением (показанным на Фиг. 2 и Фиг. 5), в котором они касаются плоскости полотна 3, и поэтому оставляют участок 22 компланарным с остальной частью полотна 3 и по существу не оказывают воздействия на участок 22 полотна 3; и
- вторым положением (показанным на Фиг. 3 и Фиг. 6), в котором они проходят частично вне плоскости участков 21, 23 полотна 3, и поэтому служат препятствием для участка 22 и прижимают участок 22 к роликам 52, 53.
Как показано на Фиг. 3 и Фиг. 6, когда ролики 51 находятся во втором положении, участок 22 образует петлю 80, расположенную внутри пространства 81. Пространство 81 располагается между роликами 52, 53 вдоль направления А со стороны 5b полотна 3.
В результате, когда ролики 51 находятся во втором положении, участок 21 части 20 полотна 3 с предварительно ламинированными отверстиями 2а, 2b, 2с протягивается к электродвигателю 44, компенсируя таким образом смещение X для того, чтобы достичь положения, показанного на Фиг. 6.
Напротив, когда ролики 51 находятся в первом положении, участок 22 является по существу недеформированным и не занимает пространство 81. Соответственно, участок 21 остается постоянно параллельным направлению А.
Важно отметить, что ролики 51 могут выборочно принимать множество вторых положений. Для каждого второго положения протяженность петли 80 изменяется и поэтому эффективные расстояния между осями G, М, измеренные параллельно направлению А и имеющие различные длины, компенсируются.
В показанном варианте осуществления ролики 51 располагаются выше роликов 52, 53.
Кроме того, ролики 52, 53 являются направляющими относительно соответствующих осей С, D, которые являются фиксированными относительно рамы 46, и выполнены с возможностью противоподдержки стороны 5b полотна 3.
Оси С, D являются параллельными друг другу, параллельными оси В и смещенными относительно направления А.
В частности, ось С располагается перед осью D вдоль направления А в соответствии с направлением продвижения полотна 3.
Ось В располагается между осями С, D вдоль направления А в соответствии с направлением продвижения полотна 3.
Оси С, D определяет плоскость, горизонтальную в показанном варианте осуществления, и параллельную направлению А.
Ось В и оси С, D располагаются на противоположных сторонах 5а, 5b полотна 3.
Ролики 51, 52, 53 находятся на расстоянии друг от друга вдоль соответствующих осей В, С, D.
Исполнительный механизм 50 по существу включает в себя (см. Фиг. 4):
- электродвигатель 55, управляемый на основе смещения X, подлежащего компенсации;
- штифт 56 оси В, вращательно поддерживаемый в поддерживающем элементе 48а и приводимый во вращение вокруг оси В электродвигателем 55; и
- вал 57, параллельный оси В, на который свободно посажены ролики 51, эксцентрично поддерживаемый штифтом 56 относительно оси В.
В частности, ролики 51 вращательно устанавливаются свободным образом на валу 57 вокруг их собственных осей, параллельных оси В и отличающихся от нее, с помощью непоказанных подшипников.
Точно таким же образом каждый ролик 52, 53 вращательно устанавливается свободным образом на соответствующем валу 58 вокруг соответствующей оси С, D с помощью непоказанных подшипников.
Устройство 1 также включает в себя управляющий блок 30 (лишь схематично показанный на Фиг. 7), который получает сигналы М2 измерения от датчика 15 и генерирует управляющий сигнал S1 для двигателя 55.
Кроме того, управляющий блок 30 получает сигнал М5' измерения от датчика 100 и генерирует управляющий сигнал S2 для двигателя 44.
В частности, управляющий блок 30 хранит в памяти желаемые положения отливки предварительно ламинированных отверстий 2а, 2b, 2 с относительно форм 27а, 27b, 27с, и оценивает смещение X, то есть расстояние вдоль направления А между реальными обнаруженными положениями предварительно ламинированных отверстий 2а, 2b, 2с и положением, в которое они должны прибыть в соответствующие желаемые положения отливки, когда полотно 3 останавливается.
Управляющий блок 30 выполнен с возможностью генерировать управляющий сигнал S1 для электродвигателя 55 на основе измеренного сигнала М2, когда полотно 3 остановлен устройством 16.
Управляющий сигнал S1 для двигателя 55 приводит к вращению роликов 51 эксцентрично вокруг оси В во втором положении так, чтобы прижать участок 22 к роликам 52, 53 и образовать петлю 80, которая помещается в пространстве 81.
Соответственно, только участок 21 каждой части 20 перемещается, протягиваясь в показанном варианте осуществления вдоль направления А к электродвигателю 44 на расстояние, которое необходимо для того, чтобы сделать оси М, G совпадающими и, следовательно, расположить предварительно ламинированное отверстие 2b точно в желаемом положении отливки.
Таким образом, работа исполнительного механизма 50 компенсирует смещение X предварительно ламинированных отверстий 2а, 2b, 2с и делает оси М, G совпадающими друг с другом.
Кроме того, управляющий блок 30 выполнен с возможностью генерировать управляющий сигнал S2 для электродвигателя 44 на основе измеренного сигнала М5', обнаруженного датчиком 100.
В частности, управляющий сигнал S2 для электродвигателя 44 заставляет полотно 3 останавливаться в положении, в котором ось Р предварительно ламинированного отверстия 2е совпадает с осью J формы 28b.
Таким образом, предварительно ламинированное отверстие 2е располагается в соответствующем желаемом положении отливки с совпадающими осями J, Р.
Кроме того, расстояния между осями I, K предварительно ламинированных отверстий 2d, 2f и соответствующими осями О, Q форм 28d, 28f равны неизбежным погрешностям допуска, существующим между осями I, J и k, J соответственно.
Работа подающей группы 6 и устройства 1 будет в дальнейшем описана со ссылкой только на одну часть 20 и предварительно ламинированные отверстия 2а, 2b, 2с, 2d, 2е, 2f и соответствующие магнитные маркеры C1, С2, С3, С4, С5, С6.
Работа подающей группы 6 будет дополнительно описана, начиная с ситуации, в которой ролики 51 находятся в первых положениях и поэтому не прижимают участок 22 внутри пространства 81 (см. Фиг. 2 и Фиг. 5).
Полотно 3, снабженный предварительно ламинированными отверстиями 2а, 2b, 2с, 2d, 2е, 2f и магнитными маркерами С1, С2, С3, С4, С5, С6, сматывается с катушки вдоль пути Y.
В частности, предварительно ламинированные отверстия 2а, 2b, 2с, 2d, 2е, 2f располагаются друг от друга на равных расстояниях вдоль направления А.
Электродвигатель 44 устройства 16 пошагово и горизонтально продвигает полотно 3 вдоль направления А так, чтобы расположить часть 20 под установкой 26 литья под давлением, в то время как натяжное устройство 10 обеспечивает правильный уровень натяжения полотна 3.
По мере того, как полотно 3 продвигается вдоль направления А, сторона 5а полотна 3 вызывает холостое вращение роликов 51 вокруг их собственной оси, которая параллельна оси В и отличается от нее. Кроме того, ролики 52, 53 поддерживают сторону 5b полотна 3 и вращаются полотном 3 вокруг соответствующих осей С, D.
Датчик 15 обнаруживает присутствие магнитных маркеров С1, С2, С3, С4, С5, С6 и генерирует сигналы M1, М2, М3, М4, М5, М6 измерения, которые связаны с реальным положением предварительно ламинированных отверстий 2а, 2b, 2с, 2d, 2е, 2f перед установкой 26 литья под давлением.
Точно таким же образом датчик 100 обнаруживает присутствие магнитных маркеров C1, С2, С3, С4, С5, C6 и генерирует сигналы M1, М2, М3, М4, М5, М6 измерения, которые связаны с реальным положением предварительно ламинированных отверстий 2а, 2b, 2с, 2d, 2е, 2f между формами 28а, 28b.
Управляющий блок 30 получает измеренный сигнал М5', связанный с реальным положением оси Р предварительно ламинированного отверстия 2е, оценивает разность между реальным положением оси Р и желаемым положением отливки, совпадающим с осью J, и генерирует управляющий сигнал S2 для двигателя 44.
В частности, электродвигатель 44 останавливает полотно 3 в таком положении (см. Фиг. 5), в котором ось Р предварительно ламинированного отверстия 2е по существу совпадает с осью J формы 28е, то есть по существу в желаемом положении отливки предварительно ламинированного отверстия 2е.
Положения предварительно ламинированных отверстий 2d, 2f участка 23, когда полотно 3 останавливается, определяются желаемым положением отливки предварительно ламинированного отверстия 2е.
В частности, расстояние между осью О предварительно ламинированного отверстия 2d и осью I формы 28а равно неизбежной погрешности допуска, существующей между осями О, Р соответствующих предварительно ламинированных отверстий 2d, 2е.
Точно таким же образом расстояние между осью Q предварительно ламинированного отверстия 2f и осью K формы 28 с равно неизбежной погрешности допуска, существующей между осями Q, Р соответствующих предварительно ламинированных отверстий 2f, 2е.
Кроме того, когда электродвигатель 44 останавливает полотно 3 (см. Фиг. 5), предварительно ламинированные отверстия 2а, 2b, 2с участка 21 располагаются с заданным смещением X относительно желаемых положений отливки. Это происходит вследствие того факта, что разность между длинами e и d равна смещению X.
В противоположность этому предварительно ламинированные отверстия 2d, 2е, 2f участка 23 располагаются без преднамеренного смещения относительно желаемого положения отливки.
Еще точнее, в направлении, параллельном направлению А, ось L (М, N) предварительно ламинированного отверстия 2а (2b, 2с) располагается перед осью F (G, Н) формы 27а (27b, 27с), как показано на Фиг. 5.
На этой стадии управляющий блок 30 получает измеренный сигнал М2, связанный с реальным положением предварительно ламинированных отверстий 2b, оценивает разность между реальным положением и желаемым положением отливки предварительно ламинированного отверстия 2b, и генерирует управляющий сигнал S1 для двигателя 55.
В частности, электродвигатель 55 поворачивает ролики 51 эксцентрично вокруг оси В на заданный угол, связанный с управляющим сигналом S1.
Более точно, электродвигатель 55 приводит ролики 51 во второе положение, показанное на Фиг. 2 и Фиг. 5.
Благодаря тому факту, что они вращаются эксцентрично вокруг оси В, ролики 51, находясь во втором положении, прижимают участок 22 к роликам 52, 53.
Еще точнее, благодаря вращению роликов 51 участок 22 образует петлю 80, которая занимает пространство 81 (см. Фиг. 5).
В результате участок 21 протягивается к электродвигателю 44, тогда как участок 23 остается неподвижным.
Таким образом, смещение X предварительно ламинированных отверстий 2а, 2b, 2с компенсируется.
Кроме того, предварительно ламинированное отверстие 2b располагается в желаемом положении отливки с осями М, G, по существу совпадающими друг с другом.
Протягивание участка 21 также определяет положение осей L, N предварительно ламинированных отверстий 2а, 2 с относительно соответствующих осей F, Н соответствующих форм 27а, 27с.
Еще точнее, положения предварительно ламинированных отверстий 2а, 2с участка 21, когда ролики 51 достигают второго положения, определяются положением предварительно ламинированного отверстия 2е.
В частности, расстояние между осью L предварительно ламинированного отверстия 2а и осью F формы 27а равно неизбежной погрешности допуска, существующей между осями L, М соответствующих предварительно ламинированных отверстий 2а, 2b.
Точно таким же образом расстояние между осью N предварительно ламинированного отверстия 2с и осью Н формы 27с равно неизбежной погрешности допуска, существующей между осями N, М соответствующих предварительно ламинированных отверстий 2с, 2b.
На этой стадии формы 27а, 27b, 27с, 27d, 27е, 27f отливают под давлением устройства 4 для открывания на соответствующих предварительно ламинированных отверстиях 2а, 2b, 2с, 2d, 2е, 2f вокруг соответствующих осей F, G, Н, I, J, K.
После этого электродвигатель 55 поворачивает ролики 51 обратно в первое положение (см. Фиг. 2 и Фиг. 5), и полотно 3 продвигается так, чтобы расположить новую часть 20 под установкой 26 литья под давлением.
Преимущества подающей группы 6 и способа в соответствии с настоящим изобретением будут ясны из вышеприведенного описания.
В частности, устройства 10, 16 управляются так, чтобы останавливать полотно 3 в таком положении, в котором предварительно ламинированные отверстия 2а, 2b, 2с смещены соответствующими желаемыми положениями отливки; и исполнительный механизм 50 перемещает полотно 3 так, чтобы компенсировать смещение X и расположить предварительно ламинированное отверстие 2b в желаемом положении отливки.
В частности, в вышеопределенном положении остановки разность между длиной е и длиной d равна смещению X.
Таким образом, можно гарантировать, что при выполнении литья под давлением предварительно ламинированное отверстие 2b находится в желаемом положении отливки, и что предварительно ламинированные отверстия 2а, 2с отстоят от соответствующего положения отливки только на неизбежные погрешности допуска в расстояниях между осями L, М и М, N соответственно.
Кроме того, исполнительный механизм 50 перемещает предварительно ламинированные отверстия 2а, 2b, 2с, не перемещая предварительно ламинированные отверстия 2d, 2е, 2f.
Соответственно, цепь допуска, образуемая погрешностями допуска в расстояниях между осями L, М и М, N предварительно ламинированных отверстий 2а, 2b и 2b, 2с, становится абсолютно независимой от цепи допуска, образуемой погрешностями допуска в расстояниях между осями О, Р и Р, Q предварительно ламинированных отверстий 2d, 2е и 2е, 2f.
Следовательно, подающая группа 6 может подавать к установке 26 литья под давлением как предварительно ламинированные отверстия 2а, 2b, 2с, так и предварительно ламинированные отверстия 2d, 2е, 2f без удлинения цепи погрешностей допуска и, следовательно, без ухудшения точности позиционирования предварительно ламинированных отверстий 2а, 2b, 2с, 2d, 2е, 2f относительно соответствующих форм 27а, 27b, 27с, 28а, 28b, 28с.
Следовательно, скорость подачи подающей группы 6 увеличивается без ухудшения точности расположения предварительно ламинированных отверстий 2а, 2b, 2с, 2d, 2е, 2f.
Кроме того, исполнительный механизм 50 включает в себя ролики 51, которые эксцентрично поворачиваются вокруг оси В из первого положения, в котором они касаются продвигающегося полотна 3, во второе положение, в котором они прижимают участок 22 остановленного полотна 3 в пространстве 81 для того, чтобы компенсировать смещение X.
Соответственно, ролики 51 эффективно компенсируют смещение X, когда они находятся во втором положении, не повреждая полотно 3, когда они приведены в первое положение.
Очевидно, что изменения могут быть сделаны в подающей группе 6 и в способе без отступления, однако, от защищаемой области охвата, определенной в прилагаемой формуле изобретения.
В частности, устройство 1 может включать в себя по меньшей мере два инструмента, отличающихся от форм 27а, 27b, 27с; 28а, 28b, 28с, которые выполняют операцию, отличающуюся от литья под давлением устройств 4 для открывания на соответствующих областях полотна 3, отличающихся от предварительно ламинированных отверстий 2а, 2b, 2с; причем исполнительный механизм 50 располагается вдоль направления А между этими двумя инструментами.
Кроме того, исполнительный механизм 50 может быть линейным толкательным элементом, который может выборочно перемещаться в положение, в котором он проталкивает участок 22 полотна 3 внутрь пространства 81.
Маркеры C1, С2, С3, С4, С5, С6 могут быть немагнитными. Например, они могут быть сформированы соответствующими оптически считываемыми напечатанными отметками.
Наконец, длина е может быть меньше, чем длина d, и смещение X может быть равным d-e.
Реферат
Устройство (1) для выполнения первой операции и второй операции на первой области (2d, 2e, 2f) и второй области (2a, 2b, 2c) упаковочного материала, причем первая область (2d, 2e, 2f) и вторая область (2a, 2b, 2c) отстоят друг от друга на первое расстояние (e) вдоль упомянутого направления (A), когда часть (20) упаковочного материала, включающая в себя первую область (2d, 2e, 2f) и вторую область (2a, 2b, 2c), является плоской, при этом упомянутое устройство (1) включает в себя: подающую группу (6) для подачи рулона (3) упаковочного материала вдоль направления (A) в первом направлении; первый инструмент (28a, 28b, 28c), выполненный с возможностью выполнения первой операции на первой области (2d, 2e, 2f), расположенной в первом желаемом положении; второй инструмент (27a, 27b, 27c), выполненный с возможностью выполнения второй операции на второй области (2a, 2b, 2c), расположенной во втором желаемом положении; где первый (28a, 28b, 28c) и второй инструмент (27a, 27b, 27c) отстоят друг от друга на второе расстояние (d) вдоль направления (A); причем подающая группа (6) включает в себя: продвигающее средство (10, 16), управляемое так, чтобы останавливать рулон (3) в таком положении, в котором вторая область (2a, 2b, 2c) отстоит на преднамеренное смещение (X) от второго желаемого положения; а также исполнительное средство (50), управляемое так, чтобы перемещать вторую область (2a, 2b, 2c) ко второму желаемому положению так, чтобы компенсировать смещение (X), где абсолютная величина разности между первым расстоянием (e) и вторым расстоянием (d) равна смещению (X). 2 н. и 11 з.п. ф-лы, 7 ил.
Комментарии