Адаптивная система управления гидравлическим прессом для разделения толстолистового и профильного проката - RU207167U1
Код документа: RU207167U1
Чертежи
Описание
Полезная модель относится к кузнечно-прессовому оборудованию машиностроительных производств и может быть использована для адаптивного управления гидравлическим прессом для разделения (резки, вырубки, пробивки и т.п.) толстолистового и профильного проката в холодном состоянии.
Известна система управления гидравлическим прессом с компенсатором гидравлического удара, в которой номинальное усилие на ползуне определяется предварительной настройкой предохранительного клапана на заданное давление, а скорость перемещения ползуна определяется настройкой дросселя или регулируемого насоса на заданный расход жидкости, подводимой к цилиндру пресса или отводимой от него в бак. В процессе работы настройки регулирующих устройств не изменяются [1].
При работе данного пресса усилие в процессе деформирования разделяемого материала плавно увеличивается до максимального значения, после достижения которого при работе с хрупкими материалами происходит резкое снижение усилия, а при разделении пластичных материалов сначала плавное снижение, а затем резкое падение усилия. Изменение усилия обусловлено сопротивлением деформированию разделяемого материала, а резкое снижение усилия соответствует моменту отделения детали от заготовки.
Снижение усилия деформирования происходит за очень короткий отрезок времени, а потенциальная энергия, запасенная в конструктивных элементах пресса в виде упругой деформации в период нарастания усилия, практически мгновенно расходуется на ускоренное перемещение ползуна пресса и встречное движение станины со столом. При этом возникают знакопеременные динамические нагрузки, воздействующие на все элементы конструкции пресса и его привода, и вызывающие вибрацию машины и шум. Вибрации отрицательно сказываются на работе элементов конструкции пресса и его привода, а также режущих кромок разделительных штампов и даже могут привести к их поломкам.
Имеющийся в системе управления компенсатор гидравлического удара не устраняет знакопеременные динамические нагрузки на узлы и детали пресса, а только несколько снижает их уровень.
Известна система управления гидравлическим прессом, в которой для снижения уровня динамических нагрузок в процессе разделения материала используется специальный гидравлический аккумулятор, не входящий в состав насосной станции [2]
Применение пневмогидравлического аккумулятора не устраняет знакопеременные динамические нагрузки на узлы и детали пресса, а только несколько снижает их уровень и продлевает колебательный процесс во времени с постепенным его затуханием. Кроме того, работа подобной системы не регулируется.
Известна также система управления гидравлическим прессом, содержащая средства измерения параметров движения ползуна и двухкаскадный гидравлический усилитель, первый каскад которого образован постоянными дросселями и разнонаправленными соплами с расположенной между ними заслонкой, которые соединены по мостовой схеме, а второй каскад выполнен в виде четырехлинейного дросселирующего распределителя золотникового типа, включенного в диагональ моста и регулирующего скорость ползуна, а также насосно-аккумуляторную станцию, обеспечивающую питание цилиндров пресса и гидравлического усилителя [3].
Данная система управления прессом не может обеспечить заметного снижения уровня динамических нагрузок в процессе разделения материала и имеет сложную конструкцию. Использование большого количества разнотипных элементов системы управления вызывает необходимость передачи, усиления и неоднократного преобразования сигналов из одного вида энергии в другой, что приводит к неизбежным погрешностям и снижает достигаемый эффект управления.
Наиболее близким техническим решением, принятым за прототип, является адаптивная система управления гидравлическим прессом для разделения толстолистового и профильного проката, содержащая средства измерения параметров движения ползуна и двухкаскадный гидравлический усилитель, первый каскад которого образован постоянными дросселями и разнонаправленными соплами с расположенной между ними заслонкой, которые соединены по мостовой схеме, а второй каскад выполнен в виде четырехлинейного дросселирующего распределителя золотникового типа, включенного в диагональ моста и регулирующего скорость ползуна, а также насосно-аккумуляторную станцию, обеспечивающую питание цилиндров пресса и гидравлического усилителя, первый каскад гидравлического усилителя, заслонка которого выполнена подпружиненной инерционной, закреплен на ползуне пресса с вертикальным расположением его оси чувствительности и с обеспечением выполнения им функции измерительного преобразователя линейного ускорения движения ползуна пресса.
Недостатками данной системы управления является сложность конструкции и не достаточное снижение уровня динамических нагрузок в процессе разделения материала на прессе. Это объясняется использованием двухкаскадного гидравлического усилителя с большим количеством разнотипных элементов и множеством соединительных линий, что приводит к неизбежным погрешностям и снижает достигаемый эффект управления.
Задачей, на решение которой направлена заявленная полезная модель, является снижение уровня динамических нагрузок на узлы и детали пресса в процессе разделения материала и упрощение конструкции адаптивной системы управления.
Решение указанной задачи достигается тем, что четырехлинейный дросселирующий распределитель золотникового типа содержит корпус с осевой расточкой, выполненный с возможностью вертикального закрепления на ползуне пресса, и размещенные в осевой расточке корпуса инерционный золотник и центрирующие пружины, выполненные с возможностью регулирования их усилия.
Такое решение позволяет существенно сократить число элементов, образующих систему управления, заметно улучшить динамические характеристики гидравлического привода и снизить уровень динамических нагрузок на узлы и детали пресса.
Сравнение заявленного устройства с прототипом показывает, что имеет место наличие новых деталей и функциональных связей между ними.
Новые детали: корпус дросселирующего распределителя с осевой расточкой, вертикально закрепленный на ползуне пресса; инерционный золотник, размещенный в осевой расточке корпуса дросселирующего распределителя; регулируемые пружины центрирования инерционного золотника.
Новые функциональные связи: вертикальное закрепление корпуса дросселирующего распределителя с осевой расточкой на ползуне пресса обеспечивает максимальную чувствительность при контроле линейного ускорения движения ползуна; подпружиненный инерционный золотник, размещенный в осевой расточке корпуса дросселирующего распределителя, является чувствительным элементом адаптивной системы управления и при возникновении линейного ускорения движения ползуна пресса регулирует его скорость, снижая уровень динамических нагрузок на узлы и детали пресса; центрирующие пружины обеспечивают предварительную регулировку положения инерционного золотника и плавность его перемещений.
Положение подпружиненного золотника в осевой расточке корпуса дросселирующего распределителя определяется действием силы инерции, пропорциональной ускорению движения ползуна пресса, что обеспечивает адаптацию системы управления и привода пресса к изменяющимся условиям работы в момент разделения материала.
Наличие новых элементов и функциональных связей позволяет снизить уровень динамических нагрузок в процессе разделения материала на прессе, существенно сократить число элементов, образующих систему управления, и тем самым упростить ее конструкцию.
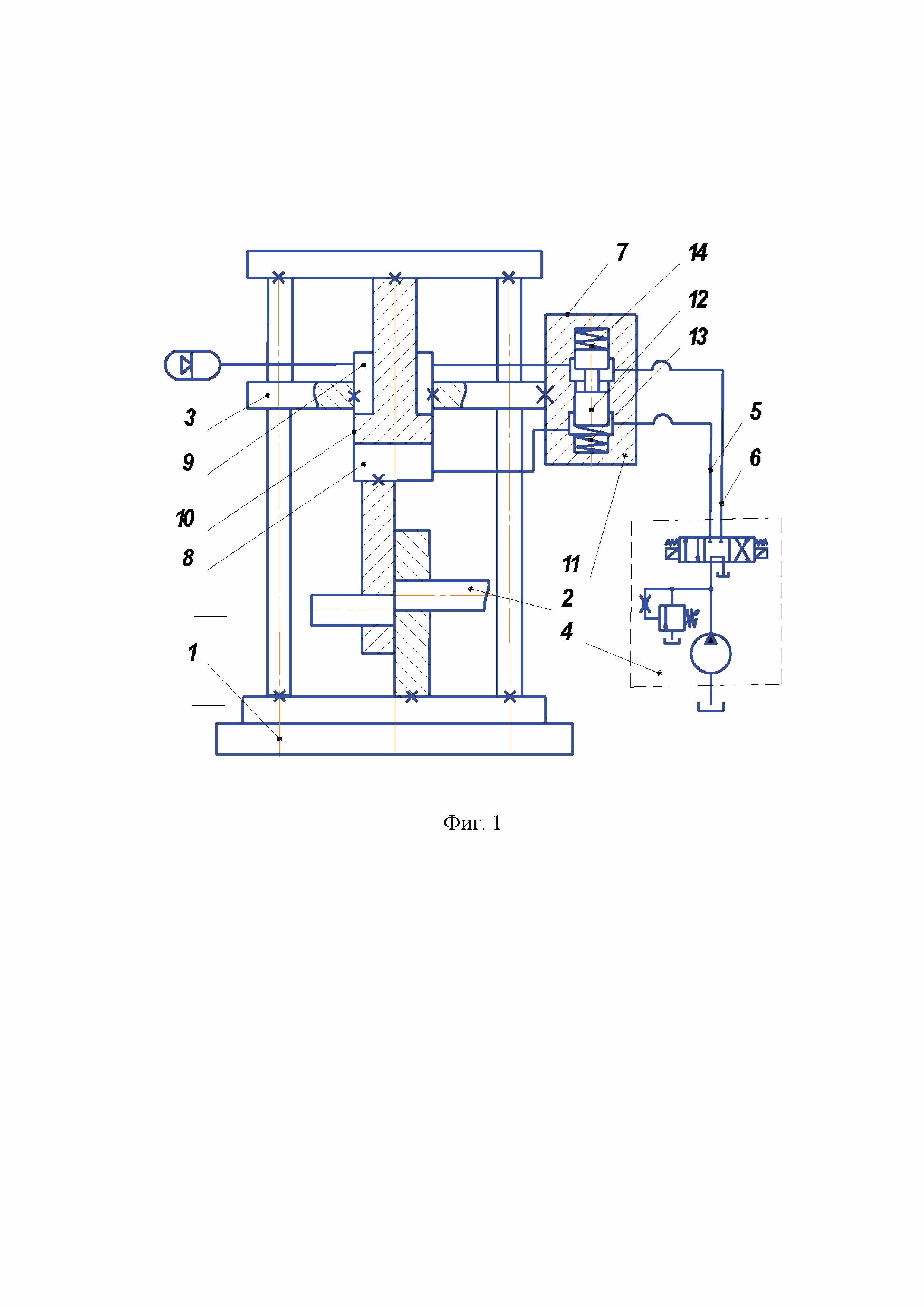
На фиг. 1 показана принципиальная схема гидравлического пресса для разделения толстолистового и профильного проката с адаптивной системой управления.
Гидравлический пресс 1 для разделения толстолистового и профильного проката 2 имеет ползун 3 и насосную станцию 4 с напорной и сливной линиями (5, 6). Адаптивная система управления прессом содержит четырехлинейный дросселирующий распределитель 7 золотникового типа. Через распределитель 7 насосная станция с напорной и сливной линиями соединена с полостями 8 и 9 цилиндра 10 пресса.
Распределитель содержит корпус 11 с осевой расточкой, вертикально закрепленный на ползуне пресса. В осевой расточке корпуса размещены инерционный золотник 12 и центрирующие пружины 13 и 14, выполненные с возможностью регулирования их усилия.
Адаптивная система управления гидравлическим прессом работает следующим образом.
В процессе отделения детали от проката 2 скорость движения ползуна 3 пресса определяется настройкой деформации центрирующих пружин 13 и 14, определяющих положение золотника 12 в корпусе 11четырехлинейного дросселирующего распределителя, а, следовательно, и проходные сечения распределителя.
В момент разделения материала ползун пресса резко, с большим ускорением, опускается вниз вместе с цилиндром 10 и корпусом 11 дросселирующего распределителя. Давление жидкости в верхней полости 9 цилиндра скачкообразно возрастает, а в нижней полости 8 падает.
Инерционный золотник 12 отстает от движения корпуса дросселирующего распределителя, что приводит к увеличению проходных сечений распределителя и расхода жидкости, подводимого к цилиндру и отводимого от него. При этом одновременно увеличиваются слив жидкости из верхней полости и ее подвод в нижнюю полость цилиндра, что способствует быстрой стабилизации давления в полостях цилиндра и снижению уровня динамических нагрузок на узлы и детали пресса.
Снижение уровня динамических нагрузок в процессе разделения материала в холодном состоянии приводит к снижению нагрузок на элементы пресса и его фундамент, повышению стойкости инструмента, упрощению конструкции и удешевлению фундамента, увеличению срока службы пресса и повышению надежности его работы, улучшению условий труда обслуживающего персонала.
Источники информации, принятые во внимание
1. Живов Л.И. Кузнечно-прессовое оборудование: учебник для вузов / Живов Л.И., Овчинников А.Г., Складчиков Е.Н. / Под ред. Л.И. Живова. – М.: Изд-во МГТУ им. Н.Э. Баумана, 2006. – С. 216.
2. Авторское свидетельство № 778953, Кл. B23D 23/00, 19.06.1978.
3. Павлов А.А. Использование сервогидравлического привода в прессе для резки толстолистового проката / А. А. Павлов, Ю. М. Титяков, И. И. Силантьев // Гидропривод новых кузнечно-прессовых машин. – Воронеж: ЭНИКМАШ, 1983. – С. 25 – 38.
4. Патент РФ на полезную модель №145394, Кл. B30B 15/16, 21.10.2013 (прототип).
Реферат
Полезная модель относится к кузнечно-прессовому оборудованию машиностроительных производств и может быть использована для адаптивного управления гидравлическим прессом для разделения толстолистового и профильного проката в холодном состоянии. Система содержит четырехлинейный дросселирующий распределитель золотникового типа, выполненный с возможностью соединения насосной станции с полостями цилиндра пресса. Четырехлинейный распределитель содержит корпус с осевой расточкой, выполненный с возможностью вертикального закрепления на ползуне пресса. В осевой расточке корпуса размещены инерционный золотник и центрирующие пружины. Предусмотрена возможность регулирования усилия пружин. В результате обеспечивается возможность снижения уровня динамических нагрузок на узлы и детали гидравлического пресса в процессе разделения материала и упрощение конструкции системы управления. 1 ил.
Комментарии