Пресс гидравлический канальный автоматический - RU196652U1
Код документа: RU196652U1
Чертежи
Описание
Полезная модель относится к области машиностроения, а именно мусороперерабатывающей промышленности, и может быть использована для пакетирования вторсырья и твердых коммунальных отходов (ТКО).
Проблема утилизации, транспортирования, хранении, переработки и захоронения коммунальных отходов и вторсырья является весьма актуальной с точки зрения экологии. Использование прессов для пакетирования вторсырья и ТКО позволяет подготовить и уменьшить объём ТКО и вторсырья для утилизации, транспортирования, хранения, захоронения и повторной переработки. Современные гидравлические пакетировочные прессы способны превращать бумажные и текстильные отходы, пластик и полиэтилен, банки из жести и алюминия в удобный тюк спрессованного мусора.
Известен пресс гидравлический пакетировочный горизонтальный, патент RU173231, опубл. 17.08.2017, выбранный в качестве ближайшего аналога. Известное устройство содержит гидростанцию, ящик электрический с интегрированным пультом управления, загрузочный бункер, крышку подпрессовки в форме цилиндрического сектора, окно загрузки, горизонтально расположенную камеру прессования в форме прямоугольного параллелепипеда, автоматический или полуавтоматический механизм обвязки тюков, прессующий поршень, размещенный в камере прессования. Прессующий поршень приводится в движение гидроцилиндром, и движется на роликах. Камера прессования выполнена из жестко скрепленных между собой боковых стенок и содержит на выходе упор прессования, выполненный в виде подъемной шторки и снабженный подъемным механизмом. Подъемный механизм выполнен в виде двух гидроцилиндров, которые расположены по бокам подъемной шторки. Крышка подпрессовки связана с гидроприводом посредством двух гидроцилиндров, расположенных по бокам крышки подпрессовки. Пресс в зависимости от его функционального назначения может быть снабжен прокалывателем ПЭТ бутылок или ворошителем или шредером (измельчителем), который устанавливается над крышкой подпрессовки в верхней части загрузочного бункера. При этом в стенке загрузочного бункера выполнен дополнительный проем для вывода прокалывателя ПЭТ бутылок, ворошителя или шредера за пределы загрузочного бункера. Недостатком является недостаточная производительность известного устройства.
Задачей предлагаемой полезной модели является совершенствование конструкции пресса гидравлического.
Техническим результатом является повышение производительности пресса.
Технический результат достигается за счет того, что предложен пресс гидравлический канальный автоматический, содержащий загрузочный бункер, по крайней мере одну крышку подпрессовки в форме цилиндрического сектора, связанную с гидроприводом, автоматический механизм обвязки тюков, канал формирования готовых кип, связанный с горизонтально расположенной камерой прессования, в которой расположен прессующий поршень, приводимый в движение гидроцилиндром, который содержит гильзу, разделенную поршнем на штоковую и поршневую полости, при этом каждая полость связана магистралью, содержащей гидравлический клапан, с распределителем рабочей жидкости, и полости соединены между собой через клапан, расположенный вне гидроцилиндра и обеспечивающий контролируемое двухстороннее перетекание рабочей жидкости из одной полости в другую.
Полезная модель поясняется следующим графическим материалом.
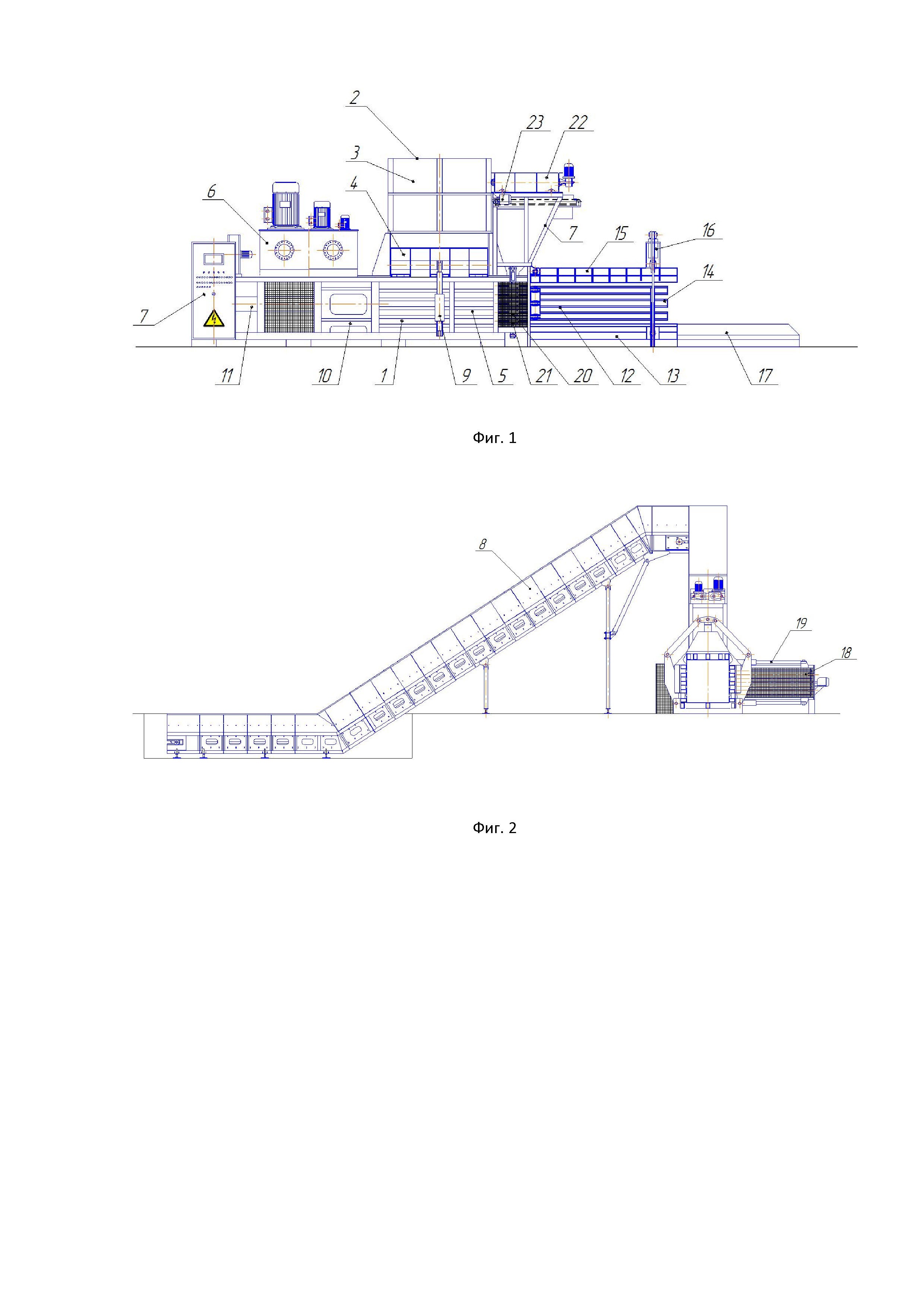
На Фиг. 1 изображена конструкция пресса, вид сбоку.
На Фиг. 2 – конструкция пресса, вид спереди.
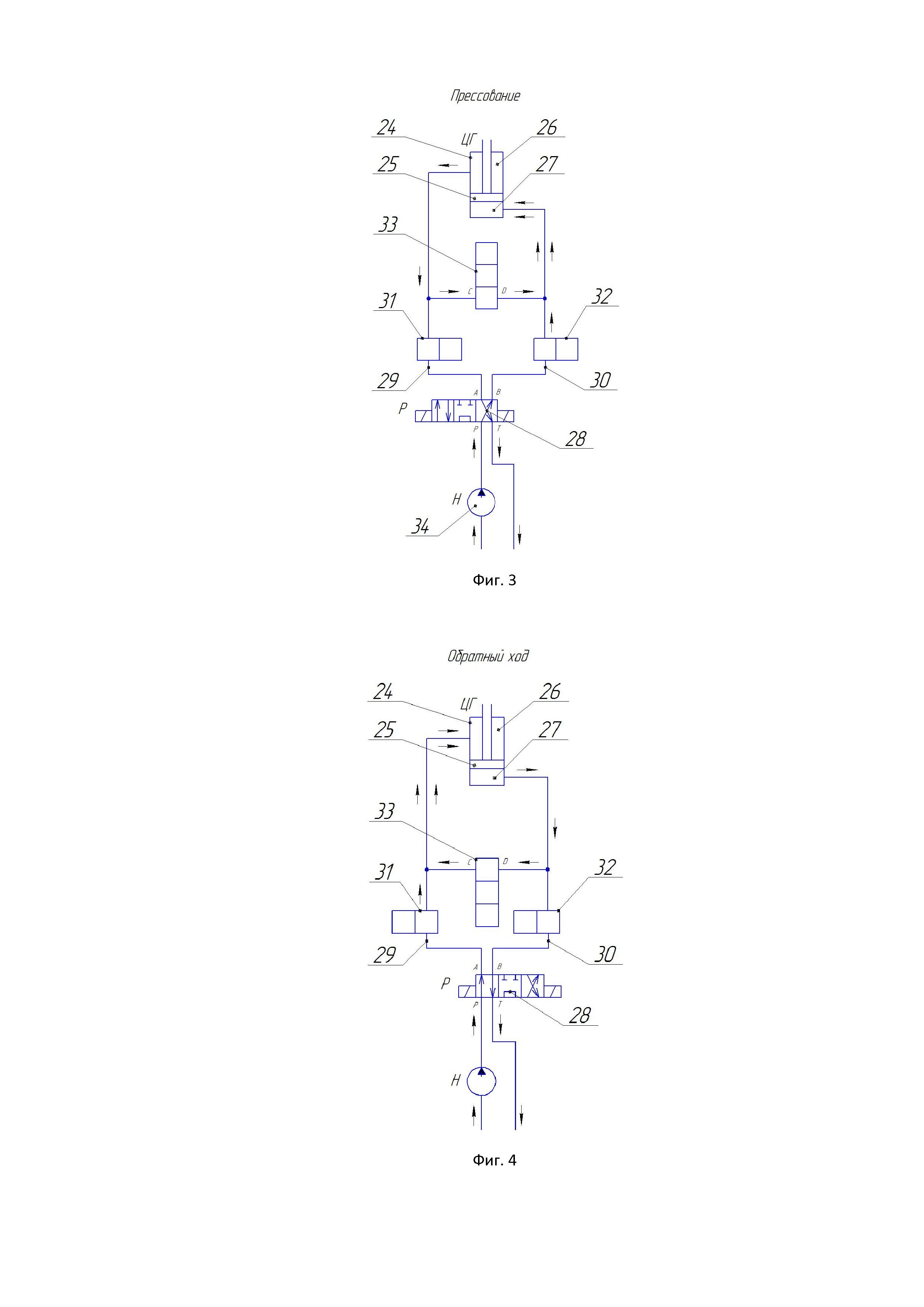
На Фиг. 3 – изображена схематично гидравлическая система прессующего поршня (поступательный ход).
На Фиг. 4 – изображена схематично гидравлическая система прессующего поршня (возвратный ход).
Пресс гидравлический содержит металлический сварной каркас 1, окно загрузки 2, загрузочный бункер 3, две крышки подпрессовки 4 с формой цилиндрического сектора, горизонтально расположенную камеру прессования 5 прямоугольной формы, гидростанцию 6, шкаф управления прессом 7, конвейер 8 для подачи материала в загрузочный бункер 3. Крышки подпрессовки 4 приводятся в движение гидроцилиндрами 9. В камере прессования 5 расположен прессующий поршень 10, который приводится в движение гидроцилиндром 11. Спереди камеры прессования 5 расположен подвижный канал 12, состоящий из нижнего неподвижного основания 13, боковых подвижных плит 14 и верхней подвижной плиты 15. Плиты 14 и 15 приводятся в движение гидроцилиндром 16. Плиты 14, 15 канала при движении ссужают и расширяют проходное сечение канала, что обеспечивает формирование готовых кип. Спереди подвижного канала 12 расположен лоток 17 для выхода готовых кип. Предложенный пресс гидравлический содержит механизм автоматической обвязки спрессованных кип, который включает узел автоматической подачи обвязочного материала 18 с приводом от двух гидроцилиндров 19 и узел автоматической обвязки 20 с приводом от мотор-редуктора 21. Предложенный пресс гидравлический содержит перфоратор (ворошитель, шредер или измельчитель) 22, расположенный в верхней части загрузочного бункера 3, выполненный с возможностью перемещения по станине 23 внутрь загрузочного бункера или за его пределы.
Гидроцилиндр 11 (фиг. 3 и 4), приводящий в движение прессующий поршень 10, содержит гильзу 24, разделенный поршнем 25 на штоковую 26 и поршневую 27 полости. Распределитель рабочей жидкости 28 соединен магистралью 29 с штоковой полостью 26 и магистралью 30 с поршневой полостью 27. Распределитель 28 направляет поток рабочей жидкости либо в магистраль 29, либо магистраль 30, в зависимости от подающего на него сигнала от пульта управления прессом (на фиг. не показано). Магистраль 29 содержит гидравлический клапан 31, а магистраль 30 содержит гидравлический клапан 32. Штоковая 26 и поршневая 27 полости соединены между собой дополнительным контуром через клапан 33, который расположен вне гидроцилиндра 11 и обеспечивает двухстороннее перетекание рабочей жидкости из одной полости другую. Распределитель 28 соединен с насосом 34, откуда поступает рабочая жидкость. На фиг. 3, 4 движение рабочей жидкости показано стрелками.
Предложенное устройство работает следующим образом.
Конвейер 8 подает материал в загрузочный бункер 3 при открытых крышках подпрессовки 4. Крышки 4 обеспечивают цикличную подпрессовку сырья в камере прессования 5. После заполнения загрузочного бункера 3 необходимым количеством материала происходит закрытие крышек подпрессовки 4 при помощи гидроцилиндров 9. Подпрессованный материал попадает в камеру прессования 5 и прессуюший поршень 10, соединенный с гидроцилиндром 11, совершает рабочий ход вперед и возвратный ход обратно. При помощи гидроцилиндра 16 происходит сужение или расширение сечения подвижного канала 12 при помощи боковых плит 14 и верхней плиты 15, тем самым создавая упор для продвижения кипы. Материал в это время продолжает заполнять загрузочный бункер 3 поверх крышек подпрессовки 4. Далее крышки подпрессовки открываются и закрываются, обеспечивая цикличную подачу подпрессованного материала в камеру прессования 5. При этом материал, скользя по цилиндрической поверхности крышек 4, сразу попадает в камеру прессования 5. После того, как в камере прессования сформировался тюк необходимого размера, происходит его обвязка. Узел автоматической подачи обвязочного материала 18 подаёт зону обвязки проволоку, далее делает обрезку проволоки и обвязку кипы. После обвязки спрессованного тюка происходит его выгрузка в лоток 17. Наличие у перфоратора 22 выдвижного механизма позволяет выводить его за пределы загрузочного бункера 3 или вводить обратно, когда возникает потребность в его использовании. Наличие перфоратора 22 позволяет получать кипы большей плотности и исключить разрушение кипы при складировании и транспортировке.
Прессующий поршень 10, соединенный с гидроцилиндром 11, совершает рабочий ход вперед следующим образом. Насос гидравлический 34 подает рабочую жидкость по направлению стрелки (фиг. 3 и 4) в распределитель 28.
При движении рабочей жидкости по магистрали 30 она попадает в поршневую полость 27 и поршень прессования совершает рабочий ход (прессование). Когда распределитель 28 направляет поток рабочей жидкости в магистраль 30, гидравлический клапан 31 находится в положении «закрыто», гидравлический клапан 32 в положении «открыто», клапан 33 в положении «открыто» в направлении С→D и «закрыто» в направлении D→C. Управление работой клапанов происходит через контроллер в соответствии с заданным алгоритмом. Рабочая жидкость поступает в поршневую полость 27 и гидроцилиндр совершает рабочий ход. При этом поршень 25 выдавливает рабочую жидкость из штоковой полости 26, которая перетекает через клапан 33, который находится в положении «открыто» в направлении С→D и «закрыто» в направлении D→C, в поршневую полость 27, тем самым увеличивая скорость перемещения гидроцилиндра при прессовании.
Когда распределитель 28 направляет поток рабочей жидкости в магистраль 29, клапан 31 находится в положении «открыто», клапан 32 в положении «закрыто», клапан 33 в положении «открыто» в направлении D→C и «закрыто» в направлении С→D. Рабочая жидкость поступает в штоковую полость 26 гидроцилиндра и гидроцилиндр совершает обратный ход. При этом, выдавливая рабочую жидкость из поршневой полости 27, которая перетекает через открытый клапан 33 в положении «открыто» в направлении D→C и «закрыто» в направлении С→D в штоковую полость 26, тем самым увеличивая скорость перемещения гидроцилиндра при обратном ходе. Расположение клапана 33 вне гидроцилиндра позволяет проще организовать гидравлическую схему, это проще в изготовлении.
Таким образом предложенное техническое решение позволяет использовать часть объема рабочей жидкости гидроцилиндра для увеличения скорости его перемещения, что позволяет повысить производительность пресса и получать пакеты вторсырья быстрее и без снижения качества.
Реферат
Полезная модель относится к области машиностроения и может быть использована для пакетирования вторсырья и твердых коммунальных отходов. Гидравлический канальный автоматический пресс содержит загрузочный бункер, две крышки подпрессовки в форме цилиндрического сектора, связанные с гидроприводом, механизм обвязки тюков, канал формирования готовых кип, связанный с горизонтально расположенной камерой прессования, в которой расположен прессующий поршень. Поршень приводится в движение гидроцилиндром, который содержит гильзу, разделенную поршнем на штоковую и поршневую полости. При этом каждая полость связана магистралью, содержащей гидравлический клапан, с распределителем рабочей жидкости. Полости соединены между собой посредством клапана, расположенного вне гидроцилиндра и обеспечивающего контролируемое двухстороннее перетекание рабочей жидкости из одной полости в другую. В результате обеспечивается повышение производительности пресса. 4 ил.
Комментарии