Нажимная плита двухленточного или одно- или многоэтажного пресса и способ ее изготовления - RU2008225C1
Код документа: RU2008225C1
Чертежи







Описание
Изобретение касается двухленточного пресса или одноэтажного ли многоэтажного пресса с нагреваемыми или охлаждаемыми деталями, а именно нажимной плиты.
Известны двухленточные прессы, которые с помощью двух расположенных друг над другом, направляемых по концевым натяжным барабанам бесконечных прижимных лент оказывают равномерное поверхностное давление на прессуемый материал, в то время как одновременно прессуемый материал непрерывно подается через двухленточный пресс [1] . Такие полотна материала могут состоять, например, из нескольких наложенных друг на друга слоев, пропитанных термопластическими или термореактивными слоями бумажных полотен, стекловолокнистых полотен, полотен из слоистого пластика с наложенной сверху металлической фольгой, смесей связующих волокна веществ и т. д. Во время прессования этих полотен материала требуется воздействие определенной температуры, чтобы отвердить содержащееся в полотне материала связующее вещество и соединить друг с другом отдельные слои в компактный прессуемый материал. В частности, при использовании термопластических связующих веществ может быть также необходимым последующее охлаждение прессуемого материала в двухленточном прессе при воздействии поверхностного давления.
Для нагревания нажимных плит в двухленточном прессе известно введение в нажимную плиту выполненных в виде сверленых отверстий каналов, по которым протекает нагретая жидкая среда. Если нажимная плита должна охлаждаться, то по этим отверстиям направляется охлажденная жидкая среда. В качестве жидкой среды пригодна, например, такая жидкость, как термомасло.
В качестве прототипа взят известный способ [2] .
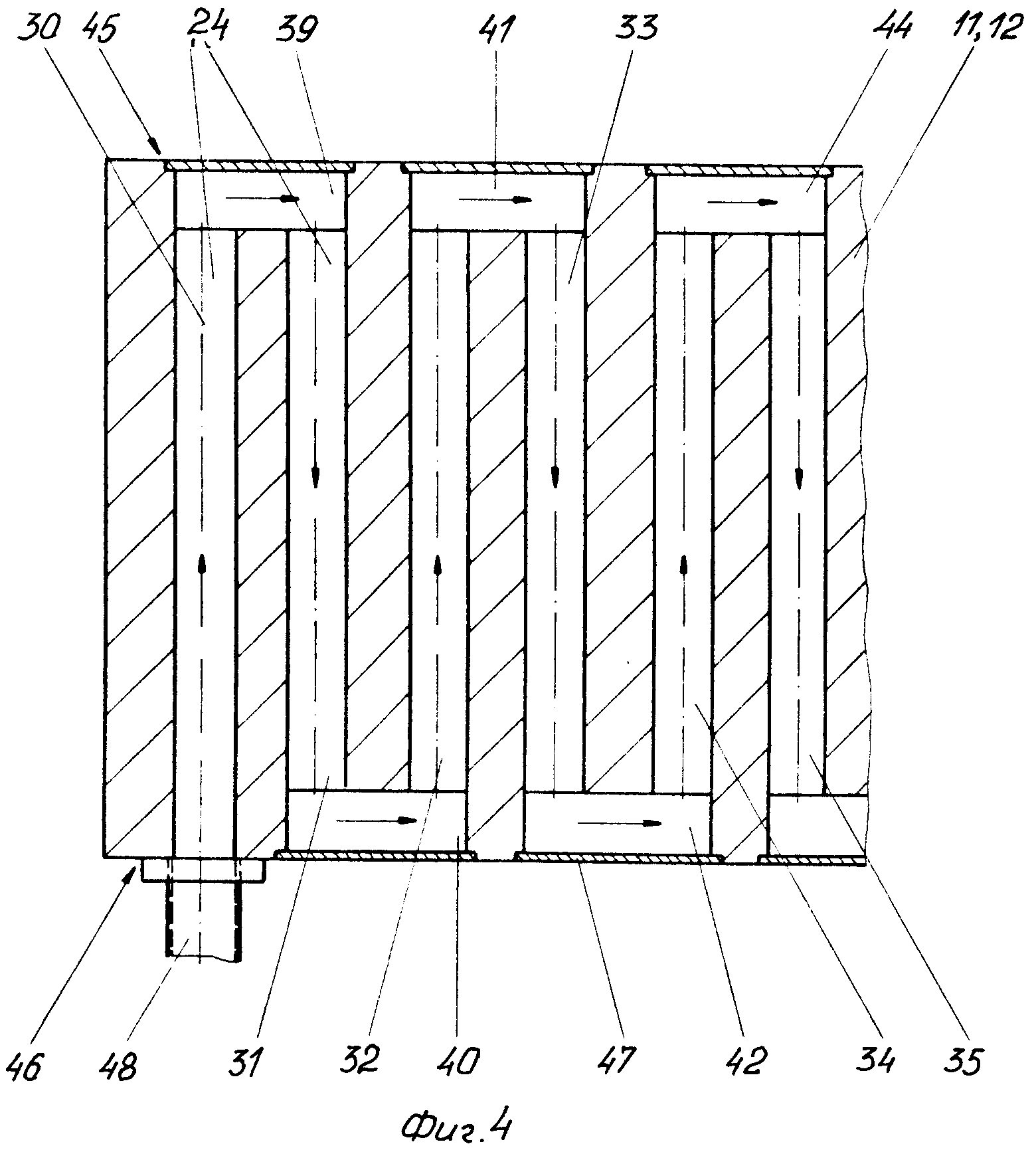
На фиг. 1 - схематический вид сбоку двухленточного пресса; на фиг. 2 - двухленточный пресс, продольный разрез; на фиг. 3 - входная зона в двухленточный пресс; на фиг. 4 - разрез А-А на фиг. 2; на фиг. 5 - канал для теплоносителя в нажимной плите, поперечный разрез; на фиг. 6 - профилированная трубка для получения увеличивающей поверхность вставки в канале для теплоносителя; на фиг. 7 - канал для теплоносителя при его изготовлении, поперечное сечение; на фиг. 8 - то же, вариант; на фиг. 9 - профилированные элементы для получения увеличивающей поверхность вставки в канале для теплоносителя в другом варианте исполнения; на фиг. 10 - нажимная плита многоэтажного пресса, разрез.
Непрерывно работающий двухленточный пресс имеет четыре концевых натяжных барабана 1-4, установленных с возможностью вращения в опорных перемычках 5,6, соответственно вокруг двух концевых натяжных барабанов 1 и 2 или 3 и 4. Состоящие обычно из высокопрочной стальной ленты прижимные ленты 7, 8 натягиваются с помощью известных средств, например с помощью закрепленных в опорных перемычках 5, 6 гидравлических цилиндров (см. фиг. 2). Между нижней ветвью верхней прижимной ленты 7 и верхней ветвью нижней прижимной ленты 8 прессуется полотно материала 9 под воздействием поверхностного давления и тепла. Полотно материала состоит из импрегнированных синтетической смолой тканей, слоистых пластиков, смесей связующих волокна веществ и им подобных материалов. Полотно материала 9 может составляться, например, из отдельных, наложенных слоями друг на друга полотен стеклоткани, которые импрегнированы эпоксидной смолой, и налагаемых полотен из медной фольги. Такой кашированный медью ламинат служит в качестве исходного материала для изготовления печатных плат.
Поверхностное давление, оказываемое на полотно материала 9 в зоне 10 отверждения, прокладывается через нажимные платы 11, 12 гидравлически или механически к внутренним сторонам прижимных лент 7, 8 и затем от них передается на полотно материала. Вызванные прессуемым материалом реактивные силы передаются через нажимные плиты 11, 12 в станину пресса. Опорные перемычки 5, 6 также закреплены на станине пресса 13, 14.
Для механического создания воздействующего на полотно материала 9 поверхностного давления между нажимной плитой 12 и внутренней стороной прижимной ленты 8 в прессе 15 на осях 16 расположены неподвижные ролики 17. С помощью гидравлических цилиндров 18 нажимная плита 12 и ролики 17 прижимаются к внутренней стороне прижимной ленты 8. При гидравлической передаче давления находящаяся под давлением жидкая рабочая среда подается в пространство между прижимной плитой 11 и внутренней стороной прижимной ленты 7 с помощью верхнего узла прижимных лент. По сторонам это пространство (нагревательная камера 19) ограничено кольцевым замкнутым уплотнением 20 поверхности скольжения, расположенным в нажимной плите 11 и скользящим по внутренней стороне прижимной ленты 7. В качестве рабочей среды предпочтительно используется синтетическое масло, однако может использоваться также газ, например сжатый воздух. Нажимная плита 11 может быть оснащена механической системой передачи давления или нажимная плита 12 может быть оснащена гидравлической системой передачи давления.
На фиг. 3 представлен продольный разрез входной зоны 21 двухленточного пресса. Концевые натяжные барабаны 1 и 4 нагреты. Для этого в оболочке 22 цилиндрических концевых натяжных барабанов 1 и 4 находятся каналы 23, по которым циркулирует теплоноситель, например термомасло, и благодаря конвекции отдает тепло концевым натяжным барабанам 1, 4. Тепло концевых натяжных барабанов передается на прижимные ленты 7, 8, которые переносят тепло в зону 10 отверждения.
Нажимные плиты 11, 12 нагреты и имеют каналы 24, по которым также протекает теплоноситель.
В нажимных плитах 11,12 теплопроводящие элементы 25 расположены в пазах 26, отверстия которых обращены к внутренней стороне прижимной ленты. Теплопроводящие элементы 25 частью своей поверхности, обращенной от прижимной ленты 7, 8, прилегают к стенкам паза 26, так что они имеют хороший теплопроводящий контакт с нажимной плитой 11, 12. Обращенная к прижимной ленте 7, 8 поверхность теплопроводящих элементов 25 скользяще соприкасается с внутренней стороной прижимной ленты 7, 8. Так как нажимная плита 11, 12 нагревается до более высокой температуры, чем заданная температура в зоне отверждения 10, образуется теплоперепад между нажимной плитой 11, 12 и прижимной лентой 7, 8, благодаря чему тепло передается от нажимной плиты через теплопроводящие элементы 25 и прижимные ленты 7, 8 в зону отверждения. Это тепло направляется от прижимных лент 7, 8 на прилегающее в зоне отверждения 10 к прижимным лентам 7, 8 плотно материала 9.
Такая компоновка пригодна также для охлаждения прессуемого материала в зоне отверждения 10 двухленточного пресса. Для этого нажимная плита 11, 12 охлаждается благодаря тому, что холодный теплоноситель циркулирует по каналам 24. Затем возникает теплоперепад между полотном материала 9 и нажимными плитами 11, 12 в зоне отверждения 10. Таким образом, тепло протекает от полотна материала 9 через прижимные ленты 7, 8 и теплопроводящие элементы 25 к нажимным плитам 11, 12, а затем воспринимается благодаря конвективной теплопередаче теплоносителем в каналах 24 и отводится. Если этого требует прессуемый материал, то в двухленточном прессе могут быть расположены друг за другом также нагреваемые и охлаждаемые нажимные плиты, чтобы таким образом обеспечить нагревание и охлаждение полотна материала под давлением в зоне отверждения.
Если необходимо, и другие детали двухленточного пресса могут быть оснащены каналами, в которых циркулирует теплоноситель для нагревания или охлаждения этих деталей.
Каналы 24, в которых циркулирует теплоноситель, состоят из сверленых отверстий круглого поперечного сечения. Воспринимаемое от циркулирующего в каналах 24 теплоносителя или отдаваемое им количество тепла может быть значительно увеличено благодаря тому, что канал 24 оснащается вставкой с увеличенной поверхностью 27 из материала с хорошей теплопроводностью, поверхность которой закреплена на стенке канала 24 с хорошим теплопроводящим контактом. Эта поверхность имеет несколько элементов, которые выступают в поток теплоносителя.
Вставка 27 (фиг. 5) с увеличенной поверхностью изготовлена из листовой меди и имеет внутренний полый цилиндр 28, расположенный в наружном полом цилиндре 29. Последний имеет диаметр, который лишь незначительно меньше, чем диаметр отверстия каналов 30-35 для канала 24. Внутренний полый цилиндр 28 имеет меньший диаметр, чем наружный полый цилиндр 29. Оба полых цилиндра 28, 29 установлены таким образом, что их поперечные сечения расположены по концентрическим окружностям. Внутренний полый цилиндр 28 соединяется с наружным 29 с помощью перегородок 36. Увеличивающая поверхность вставка 27 делит отверстие на круглый сегмент канала 37 и несколько сгруппированных вокруг него трапециевидных в поперечном сечении сегментов 38 канала. Так как вставка 27 выполнена по всему отверстию 30-35 между двумя углублениями 39 и 40 или 41 и 42 протекающий в канале 24 теплоноситель разделяется вставкой на несколько отдельных потоков, которые протекают в круглом сегменте 37 канала и в сегментах 38 канала.
Каждый из этих потоков отдает тепло с помощью конвекции на окружающие его стенки сегментов 37, 38 канала или воспринимает от этих стенок тепло. При круглом сегменте 37 канала эта стенка образуется внутренней поверхностью внутреннего полого цилиндра 28. При трапециевидных в поперечном сечении сегментах 38 канала стенки образуются поверхностями двух перегородок 36, частью наружной поверхности оболочки внутреннего цилиндра 28 и частью внутренней поверхности оболочки наружного цилиндра 29. Тепло, отдаваемое потоками стенкам сегментов 37, 38 канала, протекает с помощью теплопередачи в материале с хорошей теплопроводностью увеличивающей поверхность вставки 27 в направлении наружного полого цилиндра 29. Внешняя поверхность оболочки наружного цилиндра 29 спаяна со стенкой 43 отверстия 30. . . 35, так что тепло продолжает протекать от наружного полого цилиндра 29 через металлический припой 3 с хорошей теплопроводностью в нажимную плиту 11 и затем нагревает ее.
Вместо впаивания наружного полого цилиндра 29 в стенку 43 отверстия 30. . . 35 вставка 27 может быть также заклинена в отверстии 30. . . 35 таким образом, что наружная поверхность наружного полого цилиндра 29 касается стенки 43 под давлением прижима. Путем подходящего выбора радиуса наружного полого цилиндра 29 обеспечивается то, что давление прижима достаточно велико, чтобы обеспечить хорошую теплопередачу между стенкой 43 и наружной поверхностью наружного полого цилиндра 29. Аналогичное справедливо и для охлаждения нажимной плиты 11, 12 потоком тепла в обратном направлении. Передача тепла между теплоносителем и стенкой 43 канала 24 может быть улучшена с помощью вставки 27, закрепленной на стенке 43 канала 24, поверхность которой образуется внешней поверхностью наружного полого цилиндра 29 и выступающими в поток теплоносителя элементов с помощью перегородок 36 и внутренним полым цилиндром 28.
Для изготовления каналов 24 в нажимных плитах 11, 12 выполняют отверстия 30. . . 35 круглого поперечного сечения и соединяющие эти отверстия на продольных сторонах нажимных плит 11, 12 дополнительные каналы 39, 40, 41, 42, 44. На продольных сторонах прижимной плиты 11, 12 выполняют продольные дополнительные каналы 39, 40, 41, 42, 44, которые соответственно соединяют два расположенных рядом друг с другом отверстия 30. . . 35 в поступательной последовательности и попеременно на обеих продольных сторонах 45, 46.
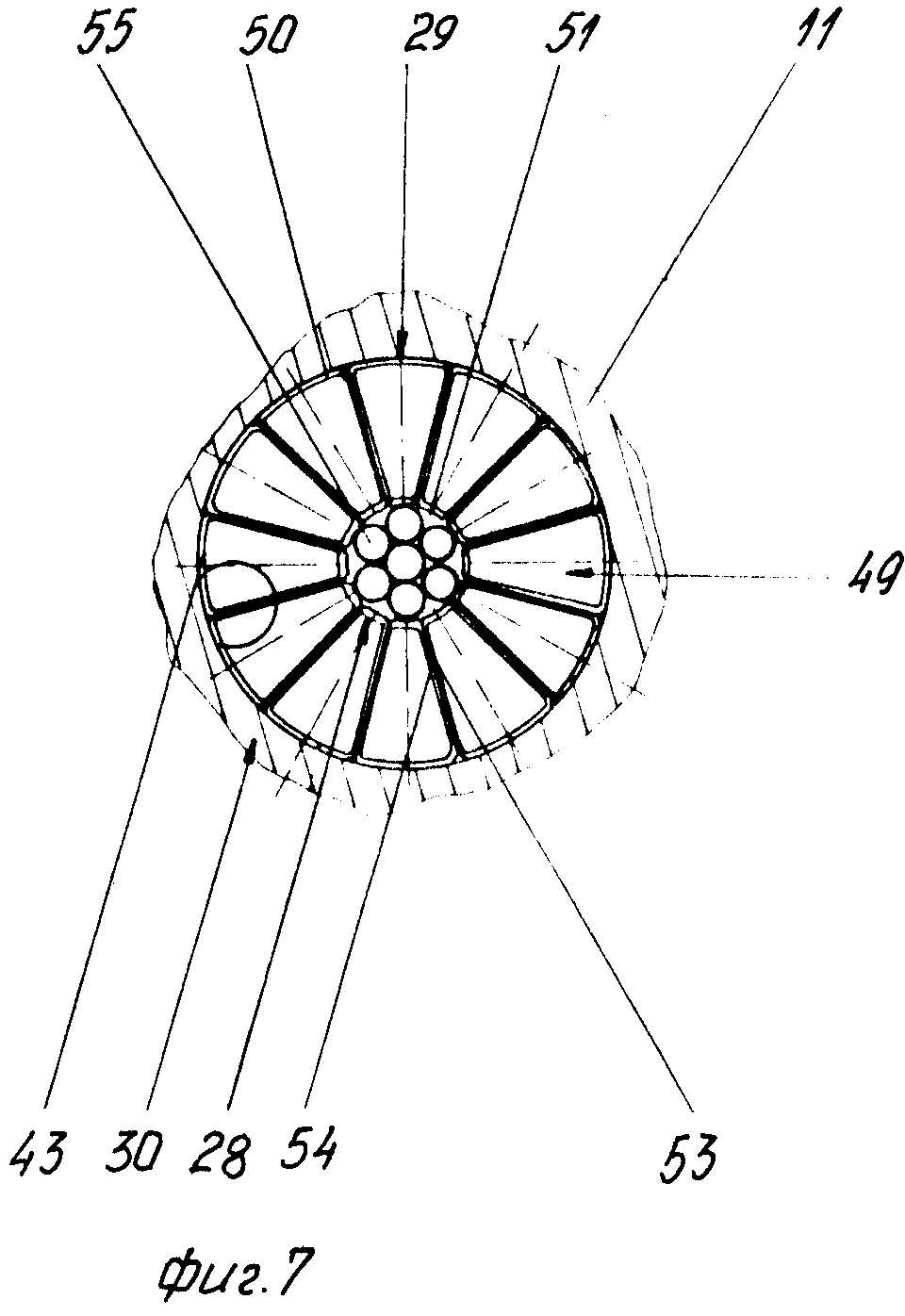
Отверстия 30 и 31 соединяют с помощью углублений 39 на продольной стороне 45 нажимной плиты, отверстия 31 и 32 - с помощью дополнительного канала 40 на продольной стороне 46, затем отверстия 32 и 33 вновь соединены на продольной стороне 45 с помощью углубления 41 и т. д. Дополнительные каналы 39, 40, 41, 42, 44 герметично закрыты по наружной стороне нажимной плиты 11, 12 с помощью впаянной или ввареной крышки 47 (см. фиг. 4), так что из каналов 24 образуется система, которая в форме меандра проходит сквозь нажимную плиту 11, 12. Теплоноситель по питающему трубопроводу 48 подается в отверстие 30 и затем по каналам 24 - в нажимную плиту 11, 12. Теплоноситель отдает во время протекания по каналам 24 тепло посредством конвективной теплопередачи стенкам каналов 24 и нагревает благодаря этому нажимную плиту. Целесообразным является составление увеличивающей поверхность вставки 27 из отдельных медных элементов 49 (фиг. 6), каждый из которых является полым сегментом, трапециевидным в поперечном сечении. Медный элемент имеет наружную искривленную стенку 50, радиус искривления которой равен радиусу наружного полого цилиндра 29, а также внутреннюю искривленную стенку 51, радиус искривления которой соответствует радиусу внутреннего полого цилиндра 28.
Обе стенки 50, 51 соединяются с помощью двух радиальных стенок 52, проходящих под определенным углом друг к другу таким образом, что образуется в основном треугольная форма с притупленной вершиной. Медный элемент изготавливают путем пластической деформации из медной трубки с помощью инструмента, который имеет такую же форму поперечного сечения. Затем медные элементы вставляют друг около друга в отверстие 30. . . 35 таким образом, что наружная изогнутая стенка 50 прилегает к стенке 43 отверстия 30. . . 35 и радиальные стенки 53, 54 двух соседних медных элементов 49 соприкасаются друг с другом по их общей поверхности.
В данном примере исполнения углы между стенками медного элемента выбраны таким образом, что требуется двенадцать таких медных профилей, чтобы полностью заполнить отверстие 30. . . 35. Затем в образованное внутренними изогнутыми стенками 51 пространство, которое после спайки медных элементов 49 в увеличивающую поверхность вставку 27 образует круглый сегмент 37 канала, вкладывают несколько цилиндрических прутков 55 твердого припоя. После того как все отверстия 30. . . 35 нажимной плиты 11, 12, которые должны быть оснащены увеличивающими поверхность вставками 27, оснащены медными элементами и прутками 55 твердого припоя, нажимные плиты 11, 12 укладываются в вакуумную печь для пайки. В этой вакуумной печи для пайки прижимные плиты нагревают до температуры пайки, при этом припой расплавляется и проникает между обеими радиальными стенками 53, 54 двух соседних медных элементов 49. С помощью капиллярных сил расплавленный припой перемещается в направлении к стенке 43 отверстия 30. . . 35, где он проникает в зазор между наружной изогнутой стенкой 50 и стенкой 43 отверстия 30. . . 35.
При пайке твердым припоем отдельных медных элементов 49 из наружных изогнутых стенок 50 образуется наружный полый цилиндр 29, а из внутренних изогнутых стенок 51 - внутренний полый цилиндр 28. Перегородки 36, которые соединяют наружный полый цилиндр 29 с внутренним полым цилиндром 28, образуются путем спаивания твердым припоем соответственно двух прилегающих друг к другу радиальных стенок 53, 54. При заполнении припоем зазора между наружным полым цилиндром 29 и стенкой 43 отверстия 30. . . 35 благодаря процессам плавления и оплавления образуется соединение между припоем и основным материалом и соединение между наружным полым цилиндром 29 и стенкой 43. Количество прутков твердого припоя 55, а также время, в течение которого длится процесс пайки, выбирают таким образом, что образуется надежное заполнение припоем всех зазоров. Тем самым обеспечивается то, что между наружным полым цилиндром 29 и стенкой 43 канала 24 не образуется никаких теплоизолирующих мест соединения. Так как металлический припой обладает также хорошими коэффициентами теплопроводности, то обеспечена хорошая теплопередача. При пайке в вакуумной печи не требуется использование флюса, так как благодаря отсутствию кислорода предотвращается окисление. Благодаря этому предотвращается также образование пустот, в которых ухудшилась бы теплопередача. Вместо пайки в вакуумной печи может быть предусмотрена также пайка в атмосфере защитного газа, которая состоит, например, из водорода или аргона.
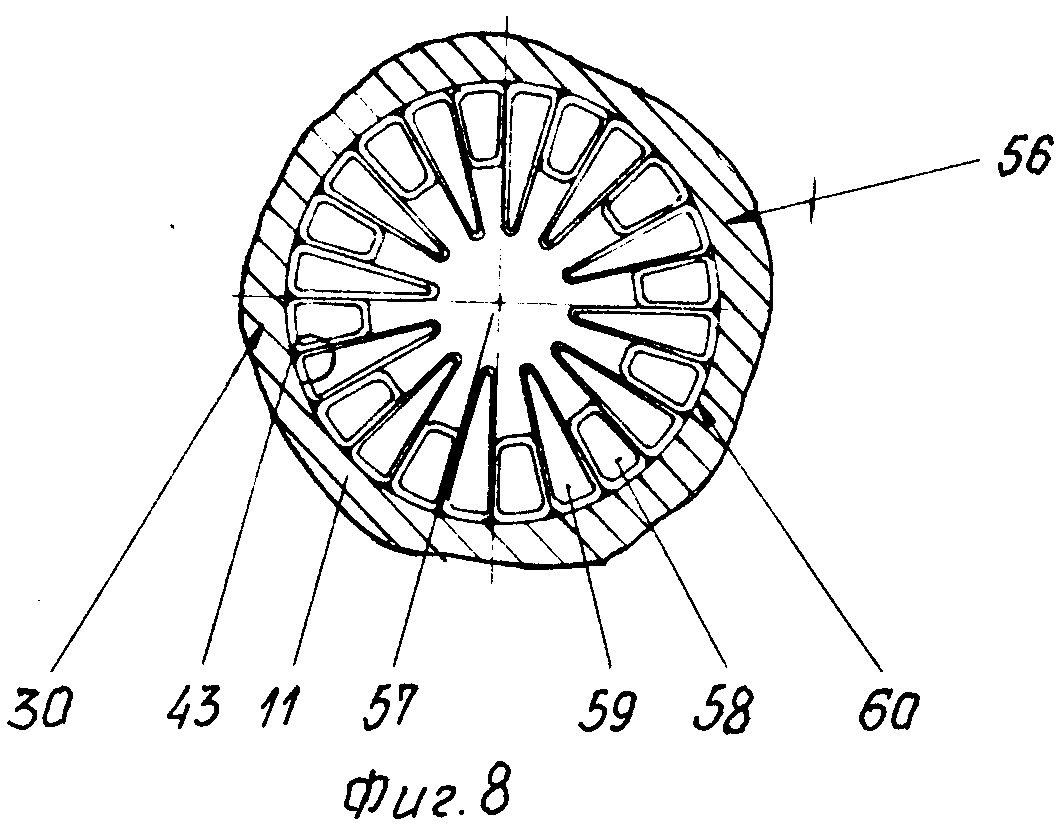
Увеличивающая поверхность вставка 56 делит отверстие 30. . . 35 на круглый сегмент 57 канала, который расположен в центре отверстия 30. . . 35, а также на трапециевидные в поперечном сечении сегменты 58 канала и треугольные сегменты 59 канала. Трапециевидные сегменты 58 канала и треугольные сегменты 59 канала расположены попеременно вдоль стенки 43 отверстия 30. . . 35 таким образом, что они образуют взаимосвязанную цилиндрическую поверхность оболочки 60, которая спаяна со стенкой 43 отверстия 30. . . 35. Треугольный сегмент 59 канала имеет сторону основания 61, радиус искривления которой соответствует радиусу отверстия 30. . . 35. Обе стороны 62 треугольника примерно одинаковой длины. Вершины треугольного сегмента 59 канала скруглены.
Трапециевидный сегмент 58 канала имеет наружную сторону 63, радиус искривления которой соответствует радиусу отверстия 30. . . 35 и также искривленную внутреннюю сторону 64, которая расположена концентрично относительно наружной стороны 63. Обе стороны 63 и 64 соединяются друг с другом с помощью двух проходящих под углом друг к другу боковых стенок 65. Как трапециевидный сегмент 58 канала, так и треугольных сегмент 59 канала изготавливают из медных трубок благодаря тому, что они с помощью соответствующего инструмента путем пластической деформации превращаются в трапециевидный медный элемент 66 или треугольный медный элемент 67.
Изготовление увеличивающей поверхность вставки 56 протекает аналогично изготовлению увеличивающей поверхность вставки 27. После того как отверстия 30. . . 35 расположены в нажимной плите 11, 12, треугольные медные элементы 67 и трапециевидные медные элементы 66 попеременно вкладывают в отверстие 30. . . 35 таким образом, что сторона основания 67 медного профиля 67 и наружная сторона 63 медного элемента 66 прилегает к стенке 43 отверстия 30. . . 35. Затем в круглый сегмент 57 канала вкладывают необходимое количество цилиндрических стержней припоя и медные элементы 66, 67 спаивают вдоль боковых стенок 65 со сторонами 62. Одновременно спаивают стороны оснований 61 и наружные стороны 63 со стенкой 43 отверстия 30. . . 35. Спайку вновь могут осуществлять в вакуумной печи или в атмосфере защитного газа.
Увеличивающая поверхность вставка 27, 56 состоит из металла с хорошей теплопроводностью, например медь, бронза, латунь, алюминий, берилий, медный сплав и тому подобное, нажимная плита 11, 12 из стали. Для спайки увеличивающей поверхность вставки 27, 56 с нажимной плитной 11, 12 выбирают припой из сплава с хорошей теплопроводностью, точка плавления которого выше рабочей температуры теплоносителя, чтобы избежать повреждения паяного соединения во время эксплуатации двухленточного пресса. Если увеличивающая поверхность вставка 27, 56 состоит из меди, то при вакуумной спайке увеличивающей поверхность вставки 27, 56 со стенками 43 каналов 24 особенно пригодными оказались припои, которые состоят из соединения серебра, соединения никеля или из бронзы и имеют температуру плавления примерно от 800 до 1000оС. Таким образом, температуры плавления этих припоев значительно выше рабочей температуры нажимных плит 11, 12, которая не превышает 250оС, и ниже температуры плавления увеличивающей поверхность вставки из меди.
Особенно целесообразным является оснащение отдельных медных элементов 49 или 66, 67 поверхностным покрытием из припоя. Это покрытие может наноситься гальваническим способом. Особенно пригодной для этого оказалась гальваническая ванна, в которой на наружную поверхность медных элементов 49, 66, 67 осаждается сплав, который состоит примерно из 80% меди и 20% олова. Толщина покрытия припоем составляет примерно 60-100 мкм. Затем соответствующее количество медных элементов 49, 66, 67 вкладывают в отверстия 30. . . 35. От других цилиндрических стержней твердого припоя в этом случае можно отказаться, так как на поверхности медных элементов 49, 66, 67 имеется уже достаточное количество припоя. При нагревании до температуры плавления припоя медные элементы 49 или 66, 67 соединяются друг с другом в увеличивающую поверхность вставку 27, 56, а также со стенкой 43 отверстия 30. . . 35. При этом между стенкой 43 и общей поверхностью увеличивающей поверхность вставки 27, 56, которая прилегает к стенке 43, имеется припой и не образуется пустот в паяном соединении, что обеспечивает хороший теплообмен между стенкой 43 и увеличивающей поверхность вставкой.
Увеличивающая поверхность вставка в соответствии с изобретением в каналах для теплоносителя может найти применение также в традиционном одноэтажном или многоэтажном прессе прерывистого действия.
На фиг. 10 показаны нажимные плиты 68 одноэтажного пресса, между которыми прессуется под воздействием тепла прессуемый материал 69. Для нагревания нажимных плит 68 в них расположены каналы 70, которые образуются продольными отверстиями в нажимных плитах 68. В каналах 70 вновь используются увеличивающие поверхность вставки 71, поверхность 72 которых прилегает к стенке 73 канала 70. От поверхности 72 увеличивающей поверхность вставки 71 отходят элементы 74, которые выступают в поток теплоносителя. Увеличивающая поверхность вставка 71 выполнена в соответствии с увеличивающими поверхность вставками 27 или 56 и впаяна в каналы 70 нажимных плит 63. Благодаря этому и в одноэтажных или многоэтажных прессах прерывистого действия достигают улучшенного теплообмена между теплоносителем и нажимными плитами.
Конструкции увеличивающей поверхность вставки 27, 56, а также ее изготовление пояснено на примере нажимной плиты 11, 12 в двухленточном прессе или нажимных плит 68 одноэтажного пресса. Если необходимо, могут быть оснащены такими увеличивающими поверхность вставками и другие нагреваемые или охлаждаемые детали двухленточного пресса, которые нагреваются или охлаждаются протекающими в каналах 24 этих деталей теплоносителем посредством конвекции. Это могут быть, например, каналы 23 в оболочке 22 концевых натяжных барабанов 1 и 4, а также детали станины пресса.
(56) Заявка ФРГ N 2421296, кл. В 30 В 13/00, 1975.
Авторское свидетельство СССР N 246035, кл. В 27 N 3/20, 1968.
Реферат
Использование: обработка металлов давлением. Сущность изобретения: нажимная плита выполнена с расположенными вдоль ее ширины круглыми в поперечном сечении каналами для протекания по ним теплоносителя. В нажимной плите по ее периферии выполнены дополнительные каналы. В каждом канале, выполненном вдоль ширины нажимной плиты, установлена увеличивающая поверхность канала вставка из теплопроводящего материала. На поверхности вставки выполнен ряд элементов, выступающих в поток теплоносителя изобретение относится образующих взаимосвязанную поверхность, разделяющих канал на несколько замкнутых в поперечном сечении секторов. Вставку прикрепляют к стенке канала припоем, в качестве которого используют соединения серебра, меди или олова. Способ изготовления нажимной плиты включает изготовление в ней взаимосвязанных каналов для протекания по ним теплоносителя. В канал устанавливают увеличивающую поверхность канала вставку, составленную из нескольких идентичных или различных по форме предварительно изготовленных формовкой из металлических труб элементов. Отдельные элементы вставки оснащают припоем. После установки элементов вставки в каналы нажимной плиты осуществляют нагрев нажимной плиты вместе со вставками до температуры выше температуры плавления припоя и ниже температуры плавления металла элементов вставки. 2 с. и 30 з. п. ф-лы, 10 ил.
Формула
8. Плита по п. 7, отличающаяся тем, что температура плавления припоя твердого паяного соединения 600 - 1000oС.
Комментарии