Скрашиватель табака с имеющим две опоры валом винтового транспортера - RU2410992C1
Код документа: RU2410992C1
Чертежи

Описание
Изобретение относится к скрашиванию табака. В частности, изобретение относится к получению измельченного табака путем его скрашивания, более точно, к скрашиванию жилок табачных листьев согласно изобретению таким образом, что получают продукт с особо выгодными свойствами, который может быть в конечном итоге использован для производства курительных изделий.
Скрашивание табачного сырья является выгодным, поскольку из исходного сырья, например из жилок, может быть получен высококачественный продукт, структура которого существенно не уступает по качеству структуре измельченного табака. Скрашивание под давлением является очень эффективным, обеспечивает высокий выход и получение уникальных продуктов.
В патентной заявке DE 102004059388 описано устройство для скрашивания табака общего типа, которое имеет нагреваемую камеру высокого давления, в свою очередь, имеющую впускное отверстие для табачного сырья со стороны низкого давления, выпускное отверстие с зазором для теплового расширения со стороны высокого давления и установленный на валу винтовой транспортер для перемещения табачного сырья от впускного отверстия к выпускному отверстию. Вал винтового транспортера закреплен у впускного отверстия и почти доходит до выпускного отверстия, где он установлен на шарнирной опоре в камере. При нормальной работе винтовой транспортер относительно хорошо центрирует материал, проходящий через камеру высокого давления. Вместе с тем, при режимах работы, в которых в камере высокого давления находится мало материала или отсутствует материал, свободно опертый конец вала винтового транспортера садится внутрь корпуса камеры высокого давления, что приводит, например, к образованию входных задиров на корпусе при запуске системы и увеличению износа вала.
В основу изобретения положена задача преодоления упомянутых недостатков известного уровня техники. В частности, предложены устройство для скрашивания табака и способ скрашивания табака, оптимально действующие во всех режимах работы.
Эта задача решена с помощью устройства для скрашивания табака по п.1 и способа по п.12. В зависимых пунктах охарактеризованы предпочтительные варианты осуществления изобретения.
Согласно изобретению вал винтового транспортера устройства проходит за выпускное отверстие, где он снабжен еще одной опорой в виде контрподшипника. Иными словами, в области выпускного отверстия вал винтового транспортера центрирован и зафиксирован за счет использования подшипника с обоих концов камеры высокого давления. Преимущество использования нескольких подшипников таким способом состоит в том, что при этом обеспечивается стабильность положения вала, в том числе в области выпускного отверстия, во всех режимах работы; тем самым уменьшается износ, увеличивается срок службы и повышается надежность. Вместе с тем, как ни удивительно, также обеспечиваются другие преимущества, которые оказывают прямое влияние на производство. Например, опытным путем доказано, что предложенные в изобретении устройства позволяют достигать значительно более высоких скоростей пропускания материала, чем при использовании известных из уровня техники идентичных выпускных отверстий с зазором для теплового расширения. Это будет более подробно пояснено далее.
Согласно изобретению упомянутый контрподшипник может быть зафиксирован относительно камеры высокого давления, в результате чего контрподшипник также может центрировать вал относительно камеры высокого давления и, в частности, относительно выпускного отверстия камеры высокого давления в стационарном положении, т.е. точно в критической точке. В одном из предпочтительных вариантов осуществления контрподшипник установлен на выпускном коллекторе, примыкающем к камере высокого давления, и прикреплен к ее выпускному отверстию.
В одном из вариантов осуществления изобретения выпускное отверстие с зазором имеет первую часть выпускного отверстия, прикрепленную к камере высокого давления или к выпускному коллектору, и вторую частью выпускного отверстия, установленную на валу с возможностью синхронного вращения с ним. Эта конструкция также обеспечивает большие преимущества и также может рассматриваться в качестве отдельного изобретения или отдельного назначения изобретения. Известные из уровня техники устройства по существу имеют два отдельных вала, один из которых является валом винтового транспортера, а другой - валом одной из частей выпускного отверстия с зазором, поскольку эти два элемента не расположены на общей оси. С учетом того, что всегда существуют производственные допуски, эти два вала фактически не ориентированы относительно друг друга, что приводит к увеличению износа матрицы, иными словами, частей выпускного отверстия, если зазоры малы. Тем не менее, если в соответствии с описанной выше особенностью изобретения вторая часть выпускного отверстия расположена на валу винтового транспортера с возможностью синхронного вращения с ним, ориентация по центру второй части выпускного отверстия (матричной части) достигается по определению (даже в случае очень малых зазоров), что позволяет использовать меньшие зазоры.
С целью регулирования размера зазора вторая часть выпускного отверстия может быть закреплена в различных положениях по оси вала, или возможен другой альтернативный вариант осуществления, в котором с целью регулирования размера зазора вторая часть выпускного отверстия способна плавно перемещаться в осевом направлении, при этом она жестко установлена на валу с помощью механизмов перемещения. Первая часть выпускного отверстия может являться наружной частью выпускного отверстия с зазором, а вторая часть выпускного отверстия образует внутреннюю часть выпускного отверстия с зазором, при этом в одной из частных конструкций выпускное отверстие с зазором имеет кольцевой зазор, более точно, конический зазор, и в этом случае наружная часть имеет внутренний конус, а внутренняя часть имеет взаимодействующий наружный конус. Наружная часть и внутренняя часть преимущественно перемещаются относительно друг друга, более точно, в случае рассмотренного выше варианта осуществления, разумеется, что перемещается вторая часть выпускного отверстия, поскольку она вращается синхронно с валом.
В одном из вариантов осуществления изобретения размеры зазора составляют от 0,01 мм до 2 мм, в частности, от 0,1 мм до 0,5 мм. За счет этого стенки зазора могут быть выполнены шероховатыми или профилированными, в частности, они могут иметь гофрированные или поперечно гофрированные профилированные участки, предпочтительно проходящие поперечно направлению, в котором перемещаются стенки зазора, и, в частности, имеющие глубину до 3 мм.
Согласно изобретению при условии соответствующей конструкции привода, подшипника и контрподшипника устройства (вала винтового транспортера) может быть достигнута скорость от 0 до 600 мин-1.
При осуществлении предложенного в изобретении способа скрашивания табака через впускное отверстие со стороны низкого давления камеры высокого давления подают табачное сырье, которое расширяется и выходит через выпускное отверстие с зазором со стороны высокого давления камеры, при этом табачное сырье перемещают от впускного отверстия к выпускному отверстию с помощью винтового транспортера, обе оконечные части которого установлены на валу, и который работает со скоростью до 600 мин-1.
Диапазон рабочих скоростей может преимущественно начинаться с одной из следующих величин: 50 мин-1, 100 мин-1, 150 мин-1, 200 мин-1, 250 мин-1. Он также может преимущественно заканчиваться одной из следующих величин: 300 мин-1, 350 мин-1, 450 мин-1, 500 мин-1, 550 мин-1. Также возможны промежуточные величины, а их выбор зависит от того используемого устройства и желаемых входных и выходных параметров.
В соответствующих вариантах осуществления предложенного в изобретении способа преимущественно используют, по меньшей мере, один из следующих параметров:
начальная влажность табачного сырья: 6%-30%, более точно 9-12%;
давление в камере: 5-120 бар; более точно 40-80 бар;
температура в камере: 90-180°C; более точно 130°C-150°C;
конечная влажность табачного сырья: 8%-25%; более точно 13%-16%.
Далее изобретение будет более подробно описано со ссылкой на варианты его осуществления. Все описанные признаки могут использоваться как по отдельности, так в любом практически осуществимом сочетании. На приложенных чертежах:
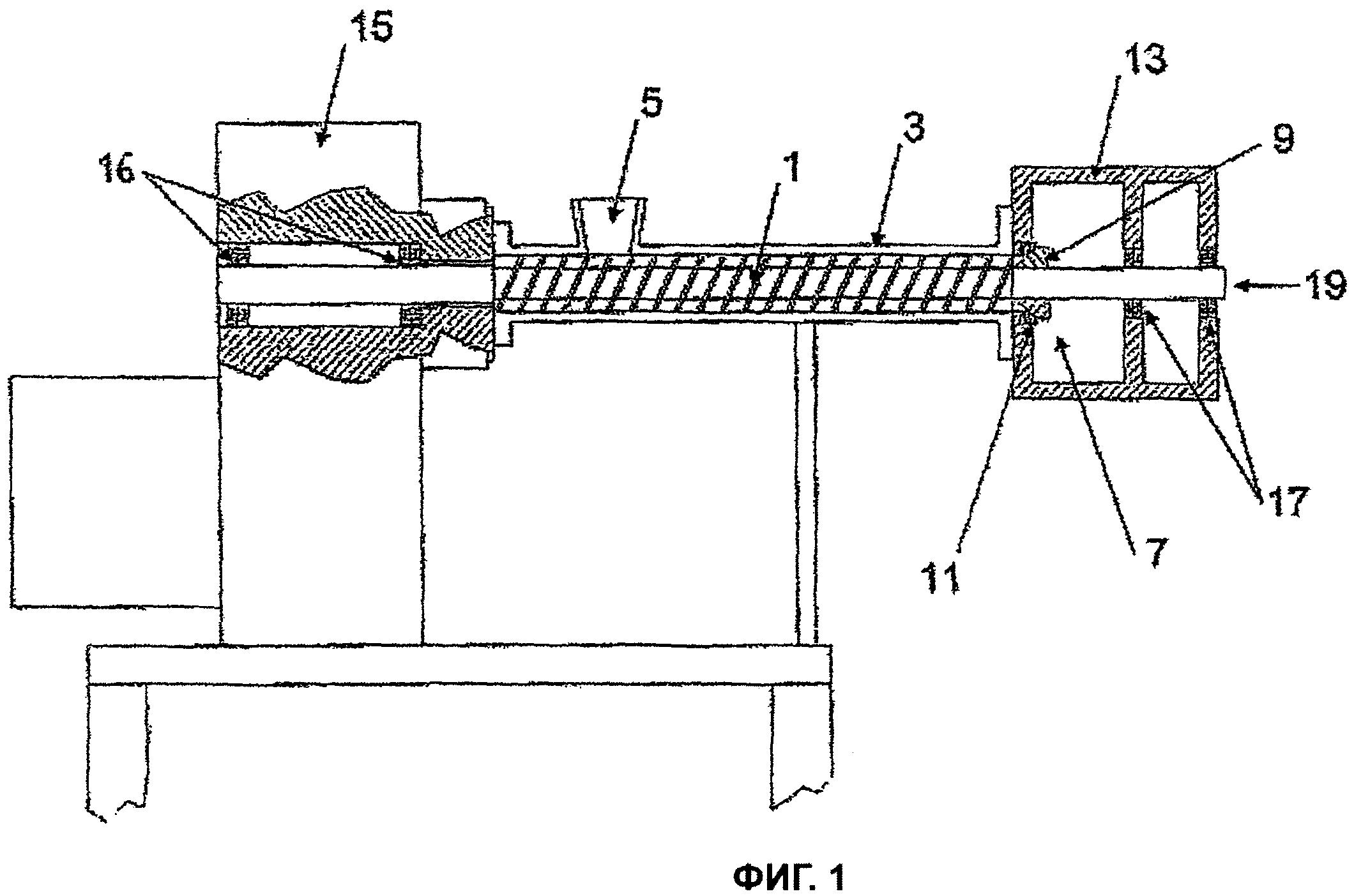
на фиг.1 показан продольный разрез предложенного в изобретении устройства для скрашивания табака и
на фиг.2 показана диаграмма зависимости давления и скорости пропускания для предложенного в изобретении устройства и известного из уровня техники устройства.
В варианте осуществления, проиллюстрированном на фиг.1, на валу 19 установлен винтовой транспортер 1, который помещается в трубе 3, служащей камерой высокого давления. Винтовой транспортер 1 и вал 19 могут являться частями единого элемента, различающимися лишь своими функциями; в качестве альтернативы, они могут быть изготовлены или собраны из нескольких элементов или частей. Табачное сырье может подаваться в трубу 3 через впускное отверстие 5 и перемещаться в направлении матрицы 7, установленной на выпускном отверстии трубы за счет вращения винтового транспортера 1. Матрица 7 имеет внутренний конус 11 (наружную или первую часть выпускного отверстия), т.е. полый конус. Вторая часть выпускного отверстия или внутренняя часть образована конусом 9, который установлен на валу 19 с возможностью синхронного вращения с ним. Между конусной стенкой конуса 9 и внутренней стенкой внутреннего конус 11 образуется выпускное отверстие с зазором.
Внутренний конус 11 матрицы 7 закреплен на выпускном коллекторе 13, который, как и картер 15 коробки передач, расположенный на впускном конце, имеет подшипники 17, служащие контрподшипником, как это предложено в изобретении. Подшипники картера 15 коробки передач обозначены позицией 16. Контрподшипник 17 служит опорой для общего вала 19, на который опирается винтовой транспортер 1, а также конус 9.
В проиллюстрированном варианте осуществления устройства матрица 7 имеет регулируемый зазор, который устанавливают в начале работы, например, путем фиксации конуса 9 в конкретной точке на оси вала 19 с помощью обычных средств. Конструкция этого типа является выгодной, если рабочие параметры точно известны и были испытаны и проверены, и во время работы не требуется менять ширину зазора.
Тем не менее в изобретении также предусмотрена возможность устанавливать конус 9 на валу 19 с возможностью плавного перемещения и фиксации, за счет чего можно избирательно менять ширину зазора во время работы. С этой целью может использоваться скользящая посадка, а также силовая передача с гидравлическим цилиндром, который, например, противодействует второму гидравлическому цилиндру или пружинному устройству.
Тем не менее в обоих случаях вал 19 и, следовательно, винтовой транспортер 1 и конус 9 с высокой эффективностью центрируются контрподшипником 17, за счет чего преимущественно уменьшается или предотвращается износ, как это предложено в изобретении.
В ходе экспериментальных испытаний предложенных в изобретении устройств к удивлению оказалось, что при использовании конусов с идентичной геометрией могут быть достигнуты более высокие скорости пропускания материала.
Это объясняется следующим: чем выше скорость вращения конуса 9, тем меньше падение давления. При более высокой скорости вращения растет динамическое давление на конус 9, за счет чего уменьшается забивание табачного сырья в гофры. При этом эффективное поперечное сечение является большим, чем, если бы конус 9 вращался с меньшей скоростью.
Другим возможным объяснением является улучшенное скрашивание. Соответственно, вязкость перемещаемого и скрашиваемого табачного сырья увеличивается в ключевой точке, а именно, в кольцевом зазоре, за счет чего повышается скорость пропускания.
Кроме того, за счет уменьшения крутящего момента во время скрашивания снижается потребление энергии и смягчается воздействие на матрицы. Скорость вращения известных из уровня техники устройств ограничена малыми величинами в пределах приблизительно 50 мин-1. Предложенное в изобретении устройство с валом, закрепленным в нескольких точках, позволяет достигать скорости вращения до 300 мин-1, в частности, даже до 600 мин-1 без какого-либо ощутимого увеличения износа.
В случае применения предложенного в изобретении оптимизированного устройства можно ожидать существенное увеличение скорости пропускания материала, как это проиллюстрировано на фиг.2. Показана диаграмма зависимости скорости пропускания и давления, необходимого в системах с валом, закрепленным в нескольких точках (пунктирная линия), и известных из уровня техники системах с валом, закрепленным в одной точке (сплошная линия). При прочих идентичных параметрах за исключением увеличенной скорости предложенное в изобретении устройство обеспечивает максимальную производительность приблизительно 225 кг/час по сравнению с приблизительно 150 кг/час у известного из уровня техники устройства. Другим преимуществом является значительное снижение необходимого механического давления.
Реферат
Устройство для скрашивания табака имеет камеру высокого давления, в свою очередь, имеющую впускное отверстие для табачного сырья со стороны низкого давления, выпускное отверстие с зазором для теплового расширения со стороны высокого давления и установленный на валу винтовой транспортер для перемещения табачного сырья от впускного отверстия к выпускному отверстию. Вал винтового транспортера закреплен со стороны впускного отверстия и проходит за выпускное отверстие, где он снабжен еще одной опорой в виде контрподшипника. Выпускное отверстие с зазором имеет первую часть выпускного отверстия, прикрепленную к камере высокого давления или к выпускному коллектору, и вторую часть выпускного отверстия, установленную на валу с возможностью синхронного вращения с ним. Для регулирования размера зазора вторая часть выпускного отверстия может быть зафиксирована в различных положениях по оси на валу винтового транспортера. Изобретение касается также способа скрашивания табака, согласно которому табачное сырье перемещают от впускного отверстия к выпускному отверстию с помощью винтового транспортера, обе оконечные части которого установлены на валу и который работает со скоростью до 600 мин-1. Изобретение обеспечивает надежную работу устройства при любых режимах работы, уменьшает износ вала и увеличивает скорость пропускания табачного сырья. 2 н. и 11 з.п. ф-лы, 2 ил.
Формула
начальная влажность табачного сырья 6-30%, более точно 9-12%;
давление в камере 5-120 бар, более точно 40-80 бар;
температура в камере 90-180°С, более точно 130-150°С;
конечная влажность табачного сырья 8-25%, более точно 13-16%.
Комментарии