Тюк и способ упаковки волокон - RU2333142C2
Код документа: RU2333142C2
Чертежи









Описание
Область техники, к которой относится изобретение
Настоящее изобретение обеспечивает получение новых тюков, упаковок, упаковочных систем, способов упаковки и устройства для упаковки. Варианты осуществления настоящего изобретения особенно хорошо пригодны для использования с массивными материалами из волокна, волокнами или волокнистыми материалами, включая полимерные волокна, такие как ацетатные волокна. Упаковки согласно настоящему изобретению могут иметь конфигурации и размеры, дающие преимущества для погрузочно-разгрузочных работ, транспортировки, хранения и/или использования волокна.
Описание предшествующего уровня техники
Основные предметы торговли, включая сельскохозяйственную продукцию, волокна, зернистые продукты и т.п., часто упаковывают, транспортируют и хранят в объемной форме. Часто эти товары упаковывают, транспортируют и хранят в форме тюков. Обычно тюк включает массу материала, охваченного стягивающими лентами, веревками, проволокой и т.п.
Например, волокна, включая синтетические и натуральные волокна, широко используются в различных вариантах применения и распространены в торговле. Многие волокна упаковывают и транспортируют навалом в форме тюков. Обычно тюк включает массу волокна, охваченного стягивающими лентами, веревками, проволокой и т.п.
Многие волокна и другие материалы, которые обычно упаковывают тюками, являются упругими и будут стремиться восстановить форму или упруго противодействовать при сжатии. В ходе типичной операции упаковки в тюки упаковываемые в тюки материалы сжимают под давлением. При освобождении от приложенного давления упругий материал действует подобно пружине и расширяется или упруго восстанавливает форму, создавая давление на все поверхности тюка. Для сдерживания расширения тюка в настоящее время используют фиксирующие и крепежные средства, включая ленты, стяжки, веревки, проволоку, застежки "липучки" и т.п. Обычно для охвата тюка используют множество крепежных средств.
Недостатком крепежных средств, таких как ленты, для тюков упругого материала является то, что крепежные средства обеспечивают только локализованное сдерживание в точке контакта с тюком. Материалы по обе стороны от крепежного средства сдерживаются лишь частично и стремятся упруго противодействовать, создавая вздутия тюка между соседними крепежными средствами. Тюк, в целом, принимает неправильную закругленную форму. Кроме того, размеры упаковки в целом могут изменяться со временем. Таким образом, по этим причинам может быть трудно составлять тюки штабелем или укладывать плашмя, что может быть невыгодно для хранения, транспортировки или использования.
Другой недостаток крепежных средств для тюков упругого материала состоит в том, что крепежные средства могут вызывать локальное повреждение, включая избыточное сжатие материала в тюке в точке контакта с крепежным средством. Повреждение или сжатие материалов может приводить к трудностям при использовании материала, извлекаемого из тюка. Например, поврежденные или сжатые волокна могут вызывать трудности при вытягивании волокон из тюка в обрабатывающее оборудование.
Другой недостаток крепежных средств для тюков упругого материала состоит в том, что сами крепежные средства могут быть в состоянии натяжения. Таким образом, при разрезании крепежные средства могут отскакивать и представлять потенциальную опасность для пользователей. Кроме того, части тюка могут резко расширяться при освобождении от сжатия. Для минимизации некоторых из этих проблем количество сжатого материала может быть уменьшено, что неблагоприятно уменьшает количество материала на единицу объема в тюке.
В дополнение к недостаткам, связанным с использованием крепежных средств, некоторые существующие упаковочные средства допускают воздействие на материалы окружающей среды. В результате упакованные материалы могут быть повреждены воздействием окружающей среды, включая влагу, запахи, солнечный свет, пыль и т.д.
Что касается волокон, многие волокна являются упругими и будут стремиться восстановить форму или упруго противодействовать при сжатии. При обычной операции упаковки в тюки упаковываемые в тюки материалы сжимают под давлением. При освобождении от приложенного давления упругие волокна действуют подобно пружине и расширяются или упруго восстанавливают форму, создавая давление на все поверхности тюка. Для сдерживания расширения тюка в настоящее время используют фиксирующие и крепежные средства, включая ленты, стяжки, веревки, проволоку, застежки "липучки" и т.п. Обычно для охвата тюка используют множество крепежных средств.
Недостатком крепежных средств, таких как ленты, для тюков упругого материала является то, что крепежные средства обеспечивают только локализованное сдерживание в точке контакта с тюком. Волокна по обе стороны от крепежного средства сдерживаются лишь частично и стремятся упруго противодействовать, создавая вздутия тюка между соседними крепежными средствами. Тюк, в целом, принимает неравномерную закругленную форму. Кроме того, размеры упаковки в целом могут изменяться со временем. Таким образом, по этим причинам может быть трудно составлять тюки штабелем или укладывать плашмя, что может быть невыгодно для хранения, транспортировки или использования.
Другой недостаток крепежных средств для тюков упругого волокна состоит в том, что крепежные средства могут вызывать локальное повреждение, включая избыточное сжатие волокна в тюке в точке контакта с крепежным средством. Повреждение или сжатие волокон может приводить к трудностям при использовании волокна, извлекаемого из тюка. Например, поврежденные или сжатые волокна могут вызывать трудности при вытягивании волокон из тюка в обрабатывающее оборудование.
Другой недостаток крепежных средств для тюков упругого волокна состоит в том, что сами крепежные средства могут быть в состоянии натяжения. Таким образом, при разрезании крепежные средства могут отскакивать и представлять потенциальную опасность для пользователей. Кроме того, части тюка могут резко расширяться при освобождении от сжатия. Для минимизации некоторых из этих проблем количество сжатого волокна может быть уменьшено, что неблагоприятно уменьшает количество материала на единицу объема в тюке.
В дополнение к недостаткам, связанным с использованием крепежных средств, некоторые существующие упаковочные средства допускают воздействие на волокно окружающей среды. В результате волокно может быть повреждено воздействием окружающей среды, включая влагу, запахи, солнечный свет, пыль и т.п.
С учетом указанных выше недостатков, связанных с существующими в настоящее время технологиями, было бы полезно иметь новые упаковки и способы упаковки, которые обеспечивают разрешение многих или всех указанных выше проблем.
Сущность изобретения
В основном настоящее изобретение относится к использованию вакуумной упаковки и к способу вакуумной упаковки объемных материалов, включая навалочные продукты. Навалочные продукты включают (но не ограничиваются ими) продукты сельскохозяйственного производства, волокнистые материалы, текстильные материалы и т.д. Настоящее изобретение обеспечивает получение тюков, упаковок, упаковочных систем, способов упаковки и устройства для упаковки.
Варианты осуществления настоящего изобретения преодолевают многие из указанных выше недостатков и обеспечивают преимущества для упаковки, хранения, транспортировки и/или использования навалочных материалов, в частности волокна и волоконных продуктов.
Объектом настоящего изобретения является тюк объемного материала.
Согласно этому объекту настоящее изобретение обеспечивает получение упаковок, имеющих внутренний объем, содержащий объемный материал, причем внутренний объем поддерживается при давлении, которое меньше окружающего атмосферного давления.
Согласно другому объекту настоящее изобретение обеспечивает получение упаковочных систем, содержащих материалы для образования камеры, которую можно вакуумировать до давления, которое меньше окружающего атмосферного давления.
Согласно другому объекту настоящее изобретение обеспечивает получение способов упаковки объемных материалов, включающих помещение объемного материала при давлении, которое меньше окружающего атмосферного давления.
Согласно другому объекту настоящее изобретение обеспечивает получение устройства для упаковки объемных материалов, содержащего материалы для охвата объемных материалов для образования камеры и систему вакуумирования. Устройство, соответствующее настоящему изобретению, может дополнительно содержать средство для сжатия объемных материалов.
Настоящее изобретение особенно предпочтительно для упаковки объемных материалов из волокна, волокон и/или волокнистых материалов. Примеры волокон, предпочтительных для использования согласно настоящему изобретению, указаны ниже в подробном описании изобретения. Объемные материалы из волокна или волокна включают необработанные волокна, обработанные волокна и т.п. Волокнистые материалы включают в себя тканые волокна, вязаные волокна, материалы, изготовленные из волокон, включая текстильные и т.п. Настоящее изобретение может также предпочтительно использоваться для упаковки текстильных изделий, обычно транспортируемых в тюках или контейнерах. Вариант осуществления настоящего изобретения, в котором волокнистые материалы содержат текстиль, можно отличать от вакуумных пакетов для трикотажа и пакетов чемоданного типа предшествующего уровня техники вследствие наличия у упаковки для текстиля, соответствующей настоящему изобретению, признаков тюка и/или барьерных материалов, которые могут использоваться в вариантах осуществления настоящего изобретения.
Согласно одному объекту настоящее изобретение обеспечивает получение упаковок, имеющих внутренний объем, содержащий волокна, причем во внутреннем объеме создают давление, которое меньше окружающего атмосферного давления. Настоящее изобретение также обеспечивает получение упаковок, имеющих внутренний объем, содержащий объемные материалы из волокна, причем во внутреннем объеме создают давление, которое меньше окружающего атмосферного давления. Кроме того, настоящее изобретение также обеспечивает получение упаковок, имеющих внутренний объем, содержащий волокнистые материалы, причем во внутреннем объеме создают давление, которое меньше окружающего атмосферного давления.
Согласно другому объекту настоящее изобретение обеспечивает получение упаковочных материалов, пригодных для упаковки объемных материалов под вакуумом. Упаковочные материалы включают пленки, ламинаты и т.п., которые после закупоривания способны поддерживать, по меньшей мере, частичный вакуум (внутреннее давление внутри упаковочного материала, которое меньше окружающего атмосферного давления) в течение, по меньшей мере, более 24 часов, в типичном случае, более 48 часов и, предпочтительно, более 72 часов. В вариантах, в которых упаковочные материалы, соответствующие настоящему изобретению, используются для охвата объемных материалов, упаковочные материалы, в идеальном варианте, поддерживают, по меньшей мере, частичный вакуум, пока силы расширения в объемном материале не будут нейтрализованы.
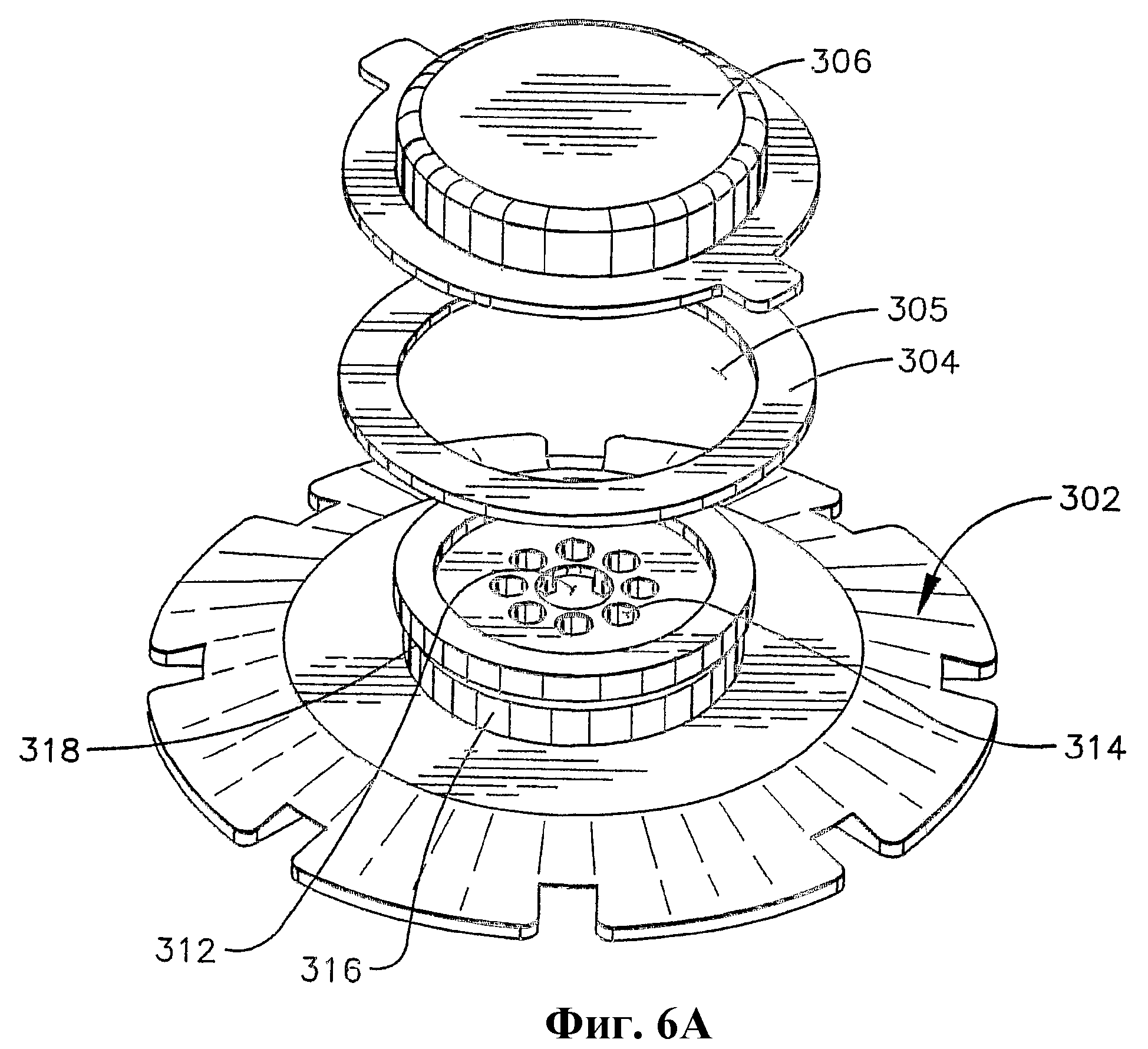
Согласно дополнительному объекту настоящее изобретение обеспечивает получение вакуумирующего выпускного узла, используемого для упаковки объемных материалов под воздействием вакуума. Вакуумирующий выпускной узел содержит фланцевую часть, которая включает выпускное окно, приспособленное для прохождения через упаковочный материал для получения доступа к внутреннему пространству упаковки. Фланцевая часть обычно будет иметь бóльшую площадь поверхности, чем выпускное окно, для обеспечения структурной поддержки выпускного окна. В одном варианте осуществления изобретения фланцевая часть и выпускное окно могут быть по существу круглыми, при этом фланцевая часть имеет бóльший диаметр, чем выпускное окно, обычно, по меньшей мере, в полтора раза больше диаметра выпускного окна. При использовании фланцевая часть находится внутри упаковки, при этом выпускное окно проходит сквозь стенку упаковки наружу от упаковки. Выпускное окно может быть выполнено с возможностью прикрепления к вакуумирующему устройству. В других вариантах осуществления изобретения выпускное окно может содержать обратный клапан, который допускает выход воздуха из внутреннего пространства упаковки, но не допускает притока воздуха в упаковку. Вакуумирующий выпускной узел может также содержать уплотнители для уплотнения фланца и выпускного окна относительно стенки упаковки для минимизации протечки; крышку или колпачок для закупоривания выпускного окна после создания вакуума.
Согласно другому объекту настоящее изобретение обеспечивает получение способов упаковки волокон, включающих помещение волокон в упаковку при давлении, которое меньше окружающего атмосферного давления. Согласно другому объекту настоящее изобретение обеспечивает получение способов упаковки объемных материалов из волокна, включающих помещение волокна в упаковку при давлении, которое меньше окружающего атмосферного давления. Согласно другому объекту настоящее изобретение обеспечивает получение способов упаковки волокнистых материалов, включающих помещение волокна в упаковку при давлении, которое меньше окружающего атмосферного давления.
Согласно другому объекту настоящее изобретение обеспечивает получение устройства для упаковки волокна, содержащего материалы для охвата волокна для образования камеры и систему вакуумирования. Устройство, соответствующее настоящему изобретению, может также содержать средство для сжатия объемных материалов. Согласно другому объекту настоящее изобретение обеспечивает получение устройства для упаковки навалочных волокон, содержащего материалы для охвата навалочных волокон для образования камеры и систему вакуумирования. Устройство, соответствующее настоящему изобретению, может также содержать средство для сжатия навалочного волокна. Согласно другому объекту настоящее изобретение обеспечивает получение устройства для упаковки волокнистых материалов, содержащего материалы для охвата волокнистых материалов для образования камеры и систему вакуумирования. Устройство, соответствующее настоящему изобретению, может также содержать средство для сжатия волокнистых материалов.
Варианты осуществления настоящего изобретения устраняют многие недостатки упаковок известного уровня техники и способов упаковки, описанных выше.
Кроме того, варианты осуществления настоящего изобретения могут иметь одно или более из следующих преимуществ.
В некоторых вариантах выполнения упаковок, соответствующих настоящему изобретению, не требуются внешние упаковочные или стягивающие ленты.
В некоторых вариантах выполнения упаковок, соответствующих настоящему изобретению, стенки создают гидроизолирующий барьер, который изолирует находящийся внутри них продукт от влаги внешней среды.
В некоторых вариантах выполнения упаковок, соответствующих настоящему изобретению, стенки создают барьер для запахов, который минимизирует приобретение запахов продуктом внутри упаковки.
В некоторых вариантах выполнения упаковки, соответствующей настоящему изобретению, размеры упаковки со временем остаются по существу постоянными.
В некоторых вариантах выполнения упаковки, соответствующей настоящему изобретению, упаковка остается в форме короба с поверхностями, допускающими укладку штабелем и хранение с многими ориентациями.
В некоторых вариантах выполнения упаковки, соответствующей настоящему изобретению, плотность (количество) волокон может быть увеличена более чем на 10% по сравнению с обычными тюками.
В некоторых вариантах выполнения упаковки, соответствующей настоящему изобретению, на внешние стороны стенок упаковки могут быть нанесены символы или графические изображения.
В некоторых вариантах выполнения упаковки, соответствующей настоящему изобретению, повреждение упаковки или потеря перепада давлений не будут вызывать резкого расширения упаковки.
В некоторых вариантах выполнения упаковки, соответствующей настоящему изобретению, упаковка может быть легко вскрыта.
В некоторых вариантах выполнения упаковки, соответствующей настоящему изобретению, объемные материалы, волокна, объемные материалы из волокна или волокнистые материалы могут использоваться постепенно после вскрытия упаковки.
В некоторых вариантах выполнения упаковки, соответствующей настоящему изобретению, размеры упаковки можно подгонять для облегчения укладки штабелем для транспортировки и/или хранения.
Варианты выполнения упаковочных систем, осуществления способов и выполнения устройства, соответствующего настоящему изобретению, предпочтительны для изготовления упаковок, соответствующих настоящему изобретению, и других упаковок.
Другие детали, относящиеся к признакам и преимуществам настоящего изобретения, изложены в нижеследующем подробном описании настоящего изобретения.
Краткое описание чертежей
Фиг.1 - вид варианта выполнения упаковки, соответствующей настоящему изобретению.
Фиг.2 - вид с пространственным разнесением деталей возможного варианта выполнения камеры для использования в варианте осуществления настоящего изобретения.
Фиг.3 - вид с пространственным разнесением деталей другого возможного варианта выполнения камеры для использования в варианте осуществления настоящего изобретения.
Фиг.4А и 4В - виды с пространственным разнесением деталей и собранного варианта выполнения упаковочной системы, соответствующей настоящему изобретению.
Фиг.5 - иллюстрация изготовления другого возможного варианта выполнения упаковки, соответствующей настоящему изобретению, а также вид завершенной конфигурации упаковки.
Фиг.6А, 6В, 6С и 6D - виды варианта выполнения вакуумного выпускного узла, соответствующего настоящему изобретению.
Фиг.7 - вид варианта выполнения устройства, соответствующего настоящему изобретению.
Подробное описание изобретения
Настоящее изобретение обеспечивает получение тюков, упаковок, компонентов упаковок, упаковочных систем, способов упаковки и устройства для упаковки, предпочтительных для использования с объемными материалами, навалочными материалами из волокна, волокнами или волокнистыми материалами.
Варианты осуществления настоящего изобретения могут содержать и/или могут использоваться с множеством материалов, которые обычно упаковывают, транспортируют и/или хранят навалом, включая материалы, которые обычно упаковывают, транспортируют и/или хранят в тюках. Примеры таких материалов включают (но не ограничиваются ими) продукты сельскохозяйственного производства, включая табак, объемные материалы из волокна, волокна, волокнистые материалы, хлопок, картон, сено и солому. В этом отношении некоторые варианты выполнения тюков и упаковок, соответствующих настоящему изобретению, можно отличать от известных до сих пор упаковок для потребительских продуктов, таких как кофе, по меньшей мере, на основе их размеров и объема. Как будет понятно при ознакомлении с данным здесь описанием, тюк, соответствующий настоящему изобретению, предпочтителен для использования в качестве замены обычных тюков, с которыми используют стяжки в вариантах, когда используют тюки.
Варианты осуществления настоящего изобретения могут содержать и/или могут использоваться с широким множеством волокон, включая (но не ограничиваясь ими) штапельное волокно, паклю, текстильные нити, такие как:
ацетатные: ацетат целлюлозы, то есть произведенное волокно, в котором волокнообразующим веществом является ацетат целлюлозы. Где не менее 92% гидроксильных групп ацетилированы, и в качестве общего описания волокна можно использовать термин триацетат;
акриловые: произведенное волокно, в котором волокнообразующим веществом является любой длинноцепной синтетический полимер, состоящий, по меньшей мере, из 85 вес.% акрилонитриловых звеньев (-СН2-СН[CN]-)x;
анид: произведенное волокно, в котором волокнообразующим веществом является любой длинноцепной синтетический полимер, состоящий, по меньшей мере, из 50 вес.% одного или более сложных эфиров одноатомного спирта и акриловой кислоты (СН2=СНСООН]-)х;
арамид: произведенное волокно, в котором волокнообразующим веществом является любой длинноцепной синтетический полиамид, в котором, по меньшей мере, 85 вес.% амидных (-CO-NH-) связей, прикрепленных непосредственно между двумя ароматическими кольцами;
азлон: произведенное волокно, в котором волокнообразующее вещество представляет собой регенерированный природный протеин;
биокомпонент: биокомпонентное волокно, состоящее из двух полимеров с разными химическими и/или физическими свойствами, выдавленных из одной фильеры, причем оба полимера находятся в одной нити;
хлопок;
шерсть;
другие натуральные волокна, например, лен, конопля, шерсть ангорской козы, мех и т.п.;
сложный эластоэфир: сложный эластоэфир - это официальный общий тип волокна, определенный Федеральной комиссией по торговле США как, по меньшей мере, 50 вес.% простого алифатического полиэфира и, по меньшей мере, 35 вес.% сложного полиэфира;
стекло: включает е-стекловолокно, s-стекловолокно и другие минеральные волокна;
углеродные волокна;
лиоцелл: целлюлозное волокно, полученное посредством прядения из органического раствора, в котором:
1) "органический раствор" означает смесь органических химикатов и воды, и
2) "прядение из раствора" означает растворение и прядение без формирования производных;
меламин: произведенное волокно, в котором волокнообразующим веществом является синтетический полимер, содержащий, по меньшей мере, 50 вес.% поперечносшитого меламинового полимера;
металлические: произведенное волокно, состоящее из металла, металла с пластмассовым покрытием, пластмассы с металлическим покрытием или сердечника, полностью покрытого металлом;
модакриловые: произведенное волокно, в котором волокнообразующее вещество представляет собой любой длинноцепной синтетический полимер, содержащий менее 85%, но, по меньшей мере, 35 вес.% акрилонитриловых звеньев (-CH2CH[CN]-)x;
нейлон: произведенное волокно, в котором волокнообразующее вещество представляет собой длинноцепной синтетический полиамид, в котором менее 85% амидных связей прикреплены непосредственно (-CO-NH-) к двум алифатическим группам;
найтрил: произведенное волокно, содержащее, по меньшей мере, 85% длинноцепного полимера винилидендинитрила (CH2C[CN]2-)x, где содержание винилидендинитрила составляет не меньше любого другого звена в полимерной цепи;
олефин: произведенное волокно, в котором волокнообразующее вещество представляет собой любой длинноцепной синтетический полимер, содержащий, по меньшей мере, 85 вес.% этилена, пропилена или других олефиновых звеньев;
PBI: произведенное волокно, в котором волокнообразующее вещество представляет собой длинноцепной ароматический полимер, имеющий повторяющиеся имидазольные группы как составляющие полимерной цепи;
PEN: полиэтиленнафталат;
PLA: полилактидное волокно или волокно из полилактовой кислоты;
сложный полиэфир: произведенное волокно, в котором волокнообразующее вещество представляет собой любой длинноцепной синтетический полимер, содержащий, по меньшей мере, 85 вес.% сложного эфира замещенной ароматической карбоновой кислоты, включая (но не ограничиваясь ими) замещенные терефталевые звенья p(-R-O-CO-C6H4-CO-O-)x и паразамещенные гидроксибензоатные звенья p(-R-O-CO-C6H4-O-)x;
полипропилен: произведенное волокно, в котором волокнообразующее вещество представляет собой любой длинноцепной синтетический полимер, содержащий, по меньшей мере, 85 вес.% этилена, пропилена или других олефиновых звеньев;
гидратцеллюлозное волокно: произведенное волокно, содержащее искусственную целлюлозу, в которой заместители заменили не более 15% атомов водорода гидроксильных групп;
саран: произведенное волокно, в котором волокнообразующее вещество представляет собой любой длинноцепной синтетический полимер, содержащий, по меньшей мере, 80 вес.% винилиденхлоридных звеньев (-CH2-CCl2-)x;
спандекс: произведенное волокно, в котором волокнообразующее вещество представляет собой длинноцепной синтетический полисульфид, в котором, по меньшей мере, 85% сульфидных связей (-Sn-) прикреплены непосредственно к двум (2) ароматическим кольцам;
сульфар: произведенное волокно, в котором волокнообразующее вещество представляет собой длинноцепной синтетический полисульфид, в котором, по меньшей мере, 85% сульфидных связей (-Sn-) прикреплены непосредственно к двум (2) ароматическим кольцам;
триацетат: триацетат получен из целлюлозы посредством комбинирования целлюлозы с ацетатом из уксусной кислоты и ангидрида ацетата. Ацетат целлюлозы растворяют в смеси метиленхлорида и метанола для вытягивания волокна. Когда волокна выходят из фильеры, растворитель испаряется в теплом воздухе (сухое прядение), оставляя волокно, состоящее почти из чистого ацетата целлюлозы. Волокно из триацетата содержит более высокое отношение ацетата к целлюлозе, чем ацетатное волокно;
винал: произведенное волокно, в котором волокнообразующее вещество представляет собой любой длинноцепной синтетический полимер, содержащий, по меньшей мере, 50 вес.% звеньев винилового спирта (-СН2СН[OH]-)x, и в котором суммарное количество звеньев винилового спирта и любого одного или более из различных ацетальных звеньев составляет, по меньшей мере, 85 вес.% волокна; и
винион: произведенное волокно, в котором волокнообразующее вещество представляет собой длинноцепной синтетический полимер, содержащий, по меньшей мере, 85 вес.% винилхлоридных звеньев (-CH2CHCl-)x;
В данном описании, если это не указано по другому специально, все числа, показывающие количества ингредиентов, условия реакций и т.д., используемые в описании, следует понимать, как приведенные во всех случаях термином "приблизительно". Соответственно, если не указано в противоположном смысле, числовые параметры, указанные в нижеследующем описании, являются приблизительными значениями, которые могут изменяться в зависимости от необходимых свойств, которые стремится достигнуть настоящее изобретение. Наконец и без попытки ограничения теории эквивалентов до объема формулы изобретения, каждый числовой параметр следует, по меньшей мере, толковать в свете ряда указанных существенных цифр и с применением обычной техники округления.
Несмотря на то, что цифровые диапазоны и параметры, задающие объем изобретения, являются приближенными значениями, приведенные цифровые величины в конкретных примерах даны максимально возможно точными. Однако любое цифровое значение по существу содержит определенные ошибки, неизбежно возникающие в результате среднеквадратического отклонения при соответствующих испытательных измерениях. Кроме того, все указанные здесь диапазоны следует понимать как включающие любые и все относящиеся к ним поддиапазоны и любое число между конечными точками. Например, указанный диапазон "1-10" следует рассматривать как включающий любой и все поддиапазоны между (и включая их) минимальное значение 1 и максимальное значение 10; то есть все поддиапазоны, начинающиеся с минимального значения 1 или более, например, 1-6,1 и заканчивающиеся максимальным значением 10 или менее, например, от 5,5 до 10, а также все диапазоны, начинающиеся и заканчивающиеся в пределах конечных точек, например, от 2 до 9, от 3 до 8, от 3 до 9, от 4 до 7 и, наконец, каждое число 1, 2, 3, 4, 5, 6, 7, 8, 9 и 10, находящееся в диапазоне. Кроме того, любая ссылка на слова "включенные сюда" следует понимать как включенные во всей полноте.
Следует также отметить, что формы единственного числа включают множество объектов ссылки, если ясно и недвусмысленно не ограничено одним объектом ссылки.
Одним объектом настоящего изобретения является упаковка, содержащая герметично закупоренную камеру, содержащую объемные материалы, причем камера поддерживается при первоначальном внутреннем давлении, которое ниже окружающего атмосферного давления. Предпочтительно, камеру герметично уплотняют. Уплотненная камера может содержать множество боковых стенок, ограничивающих внутренний объем камеры. Уплотненная камера может также представлять собой пакет или подобную емкость, которую можно уплотнить, предпочтительно, герметично. Хотя изобретение описано со ссылками на по существу коробообразный (немного куполообразный параллелепипед) вариант, содержащий стенки, варианты осуществления изобретения не ограничены им и, таким образом, герметично закупоренная камера может иметь другие конфигурации. Конструкция и состав уплотняемого пакета или емкости могут быть подобными конструкции и составу, описанным ниже со ссылками на стенки камеры.
В вариантах осуществления изобретения стенки могут быть по существу гибкими и упругими до создания вакуума и по существу соответствовать геометрическому объему упаковываемых навалочных материалов. Подобно этому, объем навалочных материалов может обеспечивать конструкционную опору стенкам.
Стенки могут содержать полимерные пленки, например пленки, содержащие: полиэтилен (РЕ); полипропилен (РР); этиленвинилполимер (EVOH); нейлон; майлар; полиэтилентерефталат (РЕТ); полиэтилентерефталатгликоль (PETG); полиимиды; полиамиды; защитный материал Tyvek®, производимый и поставляемый E.I. du Pont de Nemours and Company, Wilmington, Delaware; Valéron® Strength Film (описана ниже), производимая и поставляемая подразделением Illinois Tool Works, Inc.; ВО (двуосно-ориентированный) Nylon; LLDPE (линейный полиэтилен низкой плотности); ULLDPE (сверхлинейный полиэтилен низкой плотности), SiOx (диоксид кремния)-Nylon, SiOx-PET или подобные и может иметь гибкость и эластичность разной степени до закупоривания и вакуумирования. Полимерные пленки могут обеспечивать прочность и/или прочность на прокол. Стенки могут содержать один слой или множество слоев, которые могут иметь форму слоистой конструкции. Как было отмечено, полимерные пленки могут быть покрыты керамическими материалами, оксидами и т.п., например диоксидом кремния. Пригодная многослойная пленка может содержать, например, SiOx Nylon/Valéron®/LLDPE.
Стенки могут дополнительно или в качестве альтернативы содержать металлические пленки, включая алюминиевые, оловянные, никелевые и/или из сплавов.
В некоторых вариантах осуществления настоящего изобретения, когда объемные материалы могут подвергаться порче влагой и/или другими элементами окружающей среды, стенки могут иметь непроницаемый для газа, влаги и/или запахов барьер, который герметично закрывает содержимое от внешней среды.
Стенки могут также содержать барьерный элемент, обеспечивающий структурную поддержку и/или защитный элемент, включая листы или решетки из алюминия или другого металла, картон, древесину, тканые материалы, содержащие синтетические или натуральные волокна, тканые ленты и т.п. Барьерный элемент может создавать барьер для веществ, которые могли бы вредно воздействовать на объемные материалы, например, химических паров, воды, ультрафиолетового излучения и т.п. Стенка может содержать слоистый материал, включающий пленки и эти дополнительный слои. Каждый слой в многослойном материале можно подбирать для выполнения одной или более функций, например, слой алюминия может создавать барьер для газа, а также обеспечивать увеличенную прочность на прокол.
Обычно толщина стенок будет достаточной для поддержания, по меньшей мере, частичного вакуума во внутреннем пространстве упаковки до 24 часов, обычно в течение периода времени, достаточного для по существу нейтрализации сил расширения в упакованном объемном материале. Типичные значения толщины указаны ниже.
По меньшей мере, одна стенка, сторона, верхняя или нижняя поверхность будут содержать средство для вакуумирования для вакуумирования камеры. Используемый здесь термин "средство для вакуумирования" относится к клапану, окну, трубке, шлангу или подобным средствам, которые обеспечивают удаление газа (например, воздуха) из внутреннего объема камеры. Пригодные средства для вакуумирования включают (но не ограничиваются ими) известные специалистам в данной области средства, такие как вакуумный обратный клапан, вакуумное укупорочное средство или уплотняемое окно, которые позволят вакуумировать камеру. Пример вакуумного обратного клапана, пригодного для использования в рамках настоящего изобретения, описан в патенте США № 6056439, описание которого, таким образом, включено сюда в качестве ссылочного материала. В зависимости от варианта применения, можно использовать множество средств для вакуумирования, например, вакуумные обратные клапаны в одной или более стенок.
В дополнение или в качестве альтернативы средствам для вакуумирования, указанным выше, вариант осуществления настоящего изобретения может содержать окно, которое впоследствии закупоривают ребром или внахлестку.
Согласно одному объекту настоящее изобретение обеспечивает получение выпускного окна, пригодного для использования в качестве вакуумирующего средства в вариантах осуществления настоящего изобретения. Выпускное окно описано более подробно ниже.
Термин "ниже окружающего атмосферного давления" используется в соответствии с обычным значением, согласно которому "окружающее давление" относится к высоте над/ниже уровня моря и к температуре в месте, где формируют упаковку. Термин "ниже окружающего атмосферного давления" также следует понимать как означающий давление, при котором начинается создание, по меньшей мере, частичного вакуума. Таким образом, давление внутреннего объема камеры упаковки, соответствующей настоящему изобретению, будет поддерживаться в состоянии, по меньшей мере, частичного вакуума.
Стандартное окружающее атмосферное давление следует понимать как давление, составляющее 101325 Паскалей (Па) или 101,325 кПа при температуре 25 градусов Цельсия (°С) на уровне моря. Как будет понятно специалистам в данной области техники, атмосферное давление изменяется как функция высоты и температуры, и, таким образом, давление меньше окружающего атмосферного давления в вариантах осуществления настоящего изобретения будет соответственно изменяться. Варианты выполнения упаковок, соответствующих настоящему изобретению, обычно будут содержать герметизированные камеры, имеющие внутреннее давление между нижним пределом, определенным способностью обрабатывающего оборудования вакуумировать камеру, и верхним пределом, который меньше окружающего атмосферного давления. В целом, варианты выполнения упаковок, соответствующих настоящему изобретению, будут иметь внутреннее давление, составляющее от 16000 до менее 101326 Па, более конкретно от 40000 до 92000 Па и в некоторых вариантах осуществления изобретения от 50000 до 70000 Па.
Для вариантов осуществления настоящего изобретения, в которых упаковка содержит упругие объемные материалы, которые оказывают упругое противодействие и создают направленное наружу давление при сжатии при образовании тюков, внутреннее давление в камере для предотвращения расширения тюка обычно будет равно силе действия волокна на единицу площади минус атмосферное давление для поддержания равновесия. Внутреннее давление в камере может быть бульшим или меньшим, в зависимости от конкретных вариантов применения. Плотность тюка в камере может изменяться давлением вакуума.
Используемый здесь термин "герметизированный" используется в соответствии с общепринятым понятием, относящимся к по существу полностью закрытому состоянию от проникновения газообразных веществ (например, воздуха) или других текучих сред. Степень, в которой камера или упаковка остается закупоренной, будет зависеть частично от проницаемости материалов, используемых для образования камеры, например, проницаемости полимерной пленки.
В предпочтительных вариантах осуществления настоящего изобретения упаковка должна быть достаточно герметизированной для поддержания первоначального частичного вакуума, по меньшей мере, в течение 2 дней. Предпочтительно, упаковка, соответствующая настоящему изобретению, будет достаточно закупорена для поддержания, по меньшей мере, частичного вакуума от момента первоначального вакуумирования до момента использования волокна. Для примера, среднее время между заполнением упаковки и использованием для определенных вариантов промышленного применения составляет 30 суток, в результате чего предпочтительно, чтобы упаковки, соответствующие настоящему изобретению, поддерживали, по меньшей мере, частичный вакуум в течение, по меньшей мере, 45 суток. В некоторых вариантах осуществления настоящего изобретения будет предпочтительно, чтобы упаковка поддерживала, по меньшей мере, частичный вакуум в течение, по меньшей мере, 300 суток или даже до 365 суток.
Как будет понятно из приведенного здесь описания, в некоторых вариантах признаки и преимущества настоящего изобретения могут быть достигнуты посредством создания во внутреннем объеме камеры, содержащей объемные материалы, давления, которое ниже окружающего атмосферного давления, даже если давление во внутреннем объеме может изменяться со временем и в конечном итоге может вернуться к окружающему атмосферному давлению. Используемый здесь термин "первоначальное давление" означает давление в момент первоначального закупоривания камеры.
Как описано ниже более подробно, закупоривание можно осуществлять обычными способами, такими как сварка, заклеивание лентой, склеивание, сплавление или соединение другим способом краев стенок и/или других открытых частей материалов, которые окружают волокно. Пригодные способы сварки включают термическую сварку и индукционную сварку. Уплотнения можно также создавать механически с использованием соединительных каналов или частей, подобных застежке-молнии, как у пакетов с застежкой Zip-loc.
Упаковка, соответствующая настоящему изобретению, может также содержать дополнительные стенки и/или упаковки, которые не закупорены. Например, упаковка, соответствующая настоящему изобретению, может быть помещена внутрь тканого материала, пакет или картонную коробку для транспортировки и/или хранения. Один вариант осуществления настоящего изобретения содержит закупоренную упаковку, содержащую герметичные стенки, достаточные для создания барьера для кислорода, и также содержащую внешний упаковочный материал, достаточный для создания дополнительного барьера для влаги. Внешний упаковочный материал может также обеспечивать дополнительную защиту при транспортировке, погрузке и хранении.
Кроме того, внешние стороны стенок или внешний упаковочный материал может иметь отпечатанные или графические изображения.
Варианты выполнения упаковок, соответствующие настоящему изобретению, предпочтительно, можно укладывать штабелями при хранении. Хотя часто будет предпочтительно, чтобы упаковки оставались достаточно герметичными для поддержания вакуума, если вакуум утрачен в упаковке, находящейся в штабеле, упаковка может сохранять по существу прежнюю конфигурацию благодаря уменьшению сил расширения волокна в результате создания вакуума. Таким образом, многие преимущества упаковок, соответствующих настоящему изобретению, будут сохранены, даже если первоначальный вакуум будет утрачен со временем и до использования.
Варианты осуществления настоящего изобретения могут иметь любые физические размеры и любую конфигурацию без отхода от объема настоящего изобретения.
Некоторые варианты осуществления настоящего изобретения будут иметь размеры, приблизительно равные размерам обычных тюков волокна, пригодным для использования с обычным технологическим оборудованием, обычно составляющим 80-120 сантиметров (см) в ширину, 100-150 см в длину и 105-155 см в высоту. Предпочтительные размеры для использования с обычным технологическим оборудованием составляют 95-105 см в ширину, 115-125 см в длину и 120-135 см в высоту.
Для использования с коммерческим технологическим оборудованием варианты упаковок, соответствующих настоящему изобретению, будут обычно содержать закупоренные камеры, имеющие внутренние объемы, составляющие от 0,9 до 2,3 кубических метров (м3), более конкретно, от 1,2 до 1,8 м3 и в некоторых вариантах от 1,4 до 1,6 м3. Для использования с некоторыми вариантами технологического оборудования, налаженными для размеров обычных тюков, варианты выполнения упаковок, соответствующих настоящему изобретению, будут содержать закупоренные камеры, имеющие внутренние объемы, приблизительно равные объемам обычных тюков, составляющим приблизительно от 1,7 до 2 м3.
Варианты выполнения упаковок, соответствующих настоящему изобретению, могут иметь любую конфигурацию, включая кубическую, кубовидную, цилиндрическую, коническую, пирамидальную, сферическую, по существу сферическую, по существу кубовидную и т.п. Термин "кубовидная" использован в смысле, согласующемся с понятием в геометрии, которое представляет прямоугольный параллелепипед, например, коробообразный объем, имеющий относительно квадратные углы и длину, ширину и высоту, которые не равны друг другу. Для транспортировки, погрузочно-разгрузочных работ, хранения и использования кубические, кубовидные, по существу кубические или по существу кубовидные формы могут быть предпочтительны. Варианты выполнения упаковок, соответствующих настоящему изобретению, предназначенных для использования способами, подобными способам использования до сих пор известных тюков волокна, предпочтительно, будут иметь геометрические объемы, приближающиеся к объемам тюков волокна, то есть по существу кубовидные.
Как будет понятно при ознакомлении с приведенным здесь описанием, варианты осуществления настоящего изобретения могут не иметь совершенно прямых углов, и поверхности могут не быть полностью плоскими. Например, как описано ниже, варианты выполнения упаковок, соответствующих настоящему изобретению, могут принимать немного венцеобразный или дугообразный вид на их верхних и/или нижних поверхностях. Таким образом, приведенное здесь любое описание конфигурации варианта осуществления настоящего изобретения следует понимать как используемое здесь для описания конфигурации в целом.
Другой объект некоторых вариантов осуществления настоящего изобретения касается того, что упакованные объемные материалы демонстрируют уменьшенную тенденцию к расширению. В результате, упаковка поддерживает по существу однообразную форму по прошествии длительного времени.
Объект некоторых вариантов осуществления настоящего изобретения состоит в том, что плоскостность объемных материалов увеличивается по сравнению с плоскостностью соответствующего объема навалочных материалов, удерживаемых в условиях отсутствия вакуума, например, стенки упаковок могут оставаться по существу плоскими. В вариантах осуществления настоящего изобретения разность по высоте между краем стенки и центральной точкой стенки может быть меньше 8 сантиметров (см), предпочтительно, меньше 5 см, более предпочтительно, меньше 3 см, и в некоторых вариантах меньше 1 см. Например, в отношении кубовидного варианта осуществления изобретения, верхняя и нижняя стенки могут быть по существу плоскими, при этом разность по высоте между краем верхней или нижней стенки и центральной точкой верхней или нижней стенки меньше 8 см, предпочтительно, меньше 5 см, более предпочтительно, меньше 3 см, еще более предпочтительно, меньше 1 см. Эта плоскостность обеспечивает преимущества при транспортировке, хранении и использовании упаковок, соответствующих настоящему изобретению.
Другой объект некоторых вариантов осуществления настоящего изобретения состоит в том, что стенки камеры могут быть тисненными для облегчения укладывания штабелем, включения графических изображений или маркировочной информации или для других целей. Это тиснение можно осуществлять посредством создания положительного рельефа на части тюковочного стола и/или дне тюковочной камеры и использования стола для сжатия волокон описанными здесь способами. Как будет понятно специалистам в данной области техники, "тюковочным столом" является плоская пластина узла пресс-штока, используемого для сжатия материалов. В одном варианте осуществления изобретения упаковка содержит "положительно" тисненную часть на верхней стороне и/или "отрицательно" тисненную часть на нижней стороне для облегчения сцепления друг с другом упаковок в составленном штабелем состоянии. В альтернативном варианте осуществления изобретения, нижняя сторона упаковки может иметь тиснение в форме каналов для облегчения вставки вилочной части вилочного погрузчика под упаковку. Как здесь описано, когда стенки камеры содержат полимерные пленки, стенки по существу соответствуют конфигурации массы навалочных материалов, содержащихся с внутренней стороны стенок.
Признак некоторых вариантов осуществления изобретения состоит в том, что упаковки содержат тисненные рельефы, например, на их верхней и/или нижней поверхности, которые облегчают погрузочно-разгрузочные работы и складирование с использованием обычных вилочных погрузчиков и подобного оборудования для перемещения поддонов.
Настоящее изобретение преимущественно для использования с навалочными материалами из волокна, волокном или волокнистыми материалами. Один вариант осуществления настоящего изобретения обеспечивает получение упаковки, содержащей закупоренную камеру, имеющую внутренний объем, содержащийся при первоначальном давлении, которое меньше окружающего атмосферного давления, при этом внутренний объем содержит навалочные волокнистые материалы. В другом варианте настоящее изобретение обеспечивает получение упаковки, содержащей закупоренную камеру, имеющую внутренний объем, содержащийся при первоначальном давлении, которое меньше окружающего атмосферного давления, при этом внутренний объем содержит волокно. В другом варианте настоящее изобретение обеспечивает получение упаковки, содержащей закупоренную камеру, имеющую внутренний объем, содержащийся при первоначальном давлении, которое меньше окружающего атмосферного давления, при этом внутренний объем содержит волокнистые материалы. Детали, относящиеся к упаковке, изложены ниже со ссылками на варианты осуществления настоящего изобретения, содержащие объемные материалы.
Преимущество некоторых вариантов осуществления настоящего изобретения состоит в том, что плотность материалов или волокна в упаковке, соответствующей настоящему изобретению, может быть повышена по сравнению с плотностью соответствующего объема материалов или волокна в условиях отсутствия вакуума, например, в обычных тюках, стянутых лентами. Варианты осуществления настоящего изобретения могут демонстрировать повышение плотности волокна или материалов, содержащихся в упаковке, в 1,1-2,0 раза, обычно в 1,1-1,5 раза относительно плотности подобного волокна или материалов, упакованных в тюки со стягивающими лентами.
Дополнительное преимущество некоторых вариантов осуществления настоящего изобретения состоит в том, что плотность волокна материалов внутри упаковки, соответствующей настоящему изобретению, может быть по существу однообразной.
Дополнительное преимущество некоторых вариантов осуществления настоящего изобретения состоит в том, что общий вес упаковки, соответствующей настоящему изобретению, может быть увеличен по сравнению с весом волокон соответствующих объемов или материалов в условиях отсутствия вакуума, например, в обычных тюках, стянутых лентами. Варианты осуществления настоящего изобретения могут демонстрировать увеличение веса в 1,1-2 раза, обычно в 1,1-1,5 раза по сравнению с обычным тюком со стягивающими лентами приблизительно такого же объема.
Вариант осуществления настоящего изобретения может демонстрировать одно или более этих преимуществ или других описанных здесь преимуществ.
Плотность материалов или волокна в упаковке, соответствующей настоящему изобретению, и общий вес упаковки будет зависеть от состава материалов или волокна в упаковке. Например, по существу кубовидный (коробчатый) вариант осуществления настоящего изобретения, содержащий паклю из ацетатного волокна, от 95 до 105 см в ширину, от 115 до 125 см в длину и от 120 до 135 см в высоту может иметь общую массу от 825 до 1175 кг, обычно от 880 до 1130 кг. Плотность волокна в упаковке может находиться в пределах от 0,2 до 0,9 грамма на кубический сантиметр (г/см3), обычно от 0,48 до 0,82 г/см3, часто от 0,50 до 0,78 г/см3.
Дополнительные детали, относящиеся к вариантам выполнения упаковок, соответствующих настоящему изобретению, указаны ниже со ссылками на прилагаемые чертежи.
Согласно другому объекту настоящее изобретение обеспечивает получение упаковочной системы или комплекта для упаковки объемных материалов, включая навалочные материалы из волокна, волокна и волокнистые материалы. Согласно этому объекту упаковочная система содержит герметично закупориваемую камеру, причем камера содержит средство для вакуумирования.
В одном варианте осуществления изобретения упаковочная система может содержать множество стенок, которые могут быть герметично прикреплены друг к другу для образования закупоренной камеры, предпочтительно, герметично закупоренной камеры. Каждая стенка может быть снабжена предварительно загнутыми кромками или клапанами для образования поверхности уплотнения. В альтернативном варианте стенки могут быть закупорены с наложением друг на друга внахлест. По меньшей мере, одна стенка будет также содержать, по меньшей мере, одно средство для вакуумирования, такое как вакуумное закупорочное средство, вакуумный закупорочный обратный клапан или окно для создания вакуума в камере после сборки. В альтернативном варианте, упаковочная система может содержать закупориваемый пакет или емкость. Признаки упаковочной системы по существу подобны признакам, указанным здесь относительно упаковки, соответствующей настоящему изобретению.
Согласно другому объекту настоящее изобретение обеспечивает получение способа упаковки объемных материалов, включающего формирование закупориваемой камеры вокруг объема навалочных материалов, вакуумирование камеры для создания внутреннего давления в камере, которое меньше окружающего атмосферного давления, и закупоривание камеры.
Способ может также содержать сжатие объема навалочных материалов. Операция сжатия может происходить до завершения образования камеры вокруг объема навалочных материалов или может происходить после образования камеры перед вакуумированием камеры или в обоих вариантах.
Согласно другому объекту настоящее изобретение относится к способу упаковки объемных материалов из волокна, волокон или волокнистых материалов, включающего формирование закупориваемой камеры вокруг объема материалов или волокон, вакуумирование камеры для создания внутреннего давления в камере, которое ниже окружающего атмосферного давления, и закупоривание камеры.
Способ может дополнительно включать сжатие объема навалочных материалов. Операция сжатия может происходить до завершения образования камеры вокруг объема навалочных материалов или может происходить после образования камеры перед вакуумированием камеры или в обоих вариантах.
Способ может также содержать сжатие объема материалов или волокна. Операция сжатия может происходить до завершения образования камеры вокруг объема материалов или волокна или может происходить после образования камеры перед вакуумированием камеры или в обоих вариантах.
Относительно указанных выше вариантов способов, соответствующих настоящему изобретению, для упаковки навалочных материалов, материалов из объемного волокна, волокон или волокнистых материалов, вакуумирование камеры будет создавать, по меньшей мере, частичный вакуум в камере, то есть фактически, внутреннее давление, которое меньше окружающего атмосферного давления. Для минимизации тенденции объема материалов или волокна создавать направленное наружу давление, например, в результате упругого взаимодействия, вакуумирование должно быть, по меньшей мере, достаточным для создания вакуума после закупоривания камеры, равного силе, создаваемой материалами или волокнами на единицу площади минус значение атмосферного давления. Вакуумирование можно осуществлять для получения внутреннего давления в камере, которое меньше силы, создаваемой материалами или волокном на единицу площади минус значение атмосферного давления, и в некоторых вариантах осуществления изобретения существенно меньше силы, создаваемой материалами или волокном на единицу площади минус значение атмосферного давления. Давление, отнятое вакуумом, будет, в целом, больше или равно силам, создаваемым волокном на единицу площади.
Операция образования закупориваемой камеры может содержать этапы сборки множества стенок, включая верхнюю стенку, нижнюю стенку и множество боковых стенок. Стенки можно собирать посредством соединения и герметичного прикрепления отдельных панелей стенок друг к другу. В некоторых вариантах осуществления изобретения одну или более стенок можно формировать из одного куска материала, который загибают или фальцуют. В альтернативном варианте, относительно закупориваемого пакета или емкости, операция образования закупориваемой камеры может содержать этапы помещения материалов или волокна в пакет или емкость и затем закупоривания проема.
Признак варианта осуществления способа, соответствующего настоящему изобретению, состоит в том, что может использоваться операция сжатия материалов или волокна для создания частичного вакуума в камере, фактически, давления, которое меньше окружающего атмосферного давления. Например, материалы или волокно могут быть помещены в закупориваемую камеру, содержащую вакуумный обратный клапан, камеру закупоривают и затем волокно сжимают, когда оно находится в закупоренной камере. При сжатии воздух и газы, находящиеся в камере, вытесняются из камеры через вакуумный обратный клапан. В результате в закупоренной камере создается, по меньшей мере, частичный вакуум и давление, которое меньше окружающего атмосферного давления, при прекращении сжимающего усилия при достижении равновесия.
Этапы способа, соответствующего настоящему изобретению, могут осуществляться в разных порядках. В одном варианте способ, соответствующий настоящему изобретению, включает: получение материалов или волокон; сжатие материалов или волокон; образование закупориваемой камеры вокруг материалов или волокна; закупоривание камеры; вакуумирование камеры и затем прекращение сжатия.
В альтернативном варианте способ, соответствующий настоящему изобретению, включает: получение материалов или волокон, образование закупориваемой камеры вокруг материалов или волокон; закупоривание камеры; сжатие материалов или волокон, допуская выход воздуха, содержащегося в камере, для, таким образом, по меньшей мере, частичного вакуумирования камеры; и затем прекращение сжатия.
В другом варианте способ, соответствующий настоящему изобретению, включает: получение материалов или волокон; сжатие материалов или волокон; связывание в сжатом состоянии материалов или волокон; прекращение сжатия; образование закупориваемой камеры вокруг материалов или волокон; закупоривание камеры; вакуумирование камеры и затем прекращение связывания.
В дополнение к указанным выше операциям варианты осуществления настоящего изобретения могут также содержать этап охвата закупоренной упаковки дополнительным упаковочным материалом. Признак некоторых вариантов осуществления настоящего изобретения состоит в том, что благодаря уменьшению расширяющих сил в материалах или волокнах упаковку, соответствующую настоящему изобретению, можно легче охватывать дополнительным материалом, например, после извлечения из тюковочного оборудования.
Дополнительные детали, относящиеся к вариантам осуществления способов, соответствующих настоящему изобретению, изложены ниже.
Согласно другому объекту настоящее изобретение обеспечивает получение устройства, преимущественного для упаковки навалочных материалов. Другой объект настоящего изобретения касается устройства для упаковки объемных материалов из волокна, волокон или волокнистых материалов.
Вариант выполнения устройства, соответствующего настоящему изобретению, может содержать упаковочную систему, соответствующую настоящему изобретению. Вариант осуществления изобретения может также содержать вакуумирующую систему. Кроме того, или в качестве альтернативы, вариант осуществления изобретения может также содержать устройство для сжатия массы навалочных материалов.
В альтернативном варианте устройство, соответствующее настоящему изобретению, содержит материалы для образования закупориваемой камеры и устройство для сжатия массы материалов или волокна. Материалы или волокно могут быть сжаты, находясь внутри камеры, или сжаты и затем охвачены камерой. Материалы для образования камеры в устройстве, соответствующем настоящему изобретению, содержат указанные здесь материалы, пригодные для образования стенок или камеры упаковки, соответствующей настоящему изобретению. Устройство для сжатия массы материалов или волокна может представлять собой доступное на рынке тюковочное оборудование. В целом, такое тюковочное оборудование включает емкость для помещения массы материалов или волокон, пресс-шток для сжатия массы материалов или волокон и двигатели и средства управления работой пресс-штока.
Система вакуумирования, пригодная для использования в устройстве, соответствующем настоящему изобретению, может включать в себя вакуумирующее оборудование и связанные с ним шланги. Система вакуумирования должна вакуумировать камеру, содержащую материалы или волокна, до получения давления, которое меньше окружающего атмосферного давления, предпочтительно, до давления, указанного здесь со ссылками на упаковку, соответствующую настоящему изобретению. Пример системы вакуумирования содержит устройство для создания вакуума и связанные с ним шланги для соединения устройства с камерой. Система вакуумирования может также включать двигатель и средства управления для обеспечения работы механизмов, используемых для создания вакуума.
Другие детали, относящиеся к устройству, соответствующему настоящему изобретению, изложены ниже со ссылками на прилагаемые чертежи.
Варианты выполнения упаковок, соответствующих настоящему изобретению, предпочтительно, могут быть изготовлены с использованием упаковочной системы, способа или устройства, соответствующих настоящему изобретению, или могут быть изготовлены другими средствами.
Настоящее изобретение описано более подробно со ссылками на конкретные варианты осуществления изобретения, показанные на чертежах и содержащие волокно. Хотя эти нижеследующие конкретные варианты описаны со ссылками на волокна, следует понимать, что аналогичные варианты осуществления изобретения, содержащие навалочные материалы, объемные материалы из волокна и волокнистые материалы, также входят в объем настоящего изобретения.
На фиг.1 показан вариант выполнения упаковки, соответствующей настоящему изобретению. Как показано на фиг.1, упаковка 2 может иметь по существу кубовидную форму и содержать верхнюю поверхность 12, нижнюю поверхность 14 и боковые поверхности 16, 18, 20 и 22. Поверхности, предпочтительно, будут по существу плоскими, при этом любая выпуклость или куполовидное поднятие любой поверхности будет меньше 8 см, предпочтительно, меньше 5 см, более предпочтительно, меньше 3 см, и в некоторых вариантах меньше 1 см. Это измерение показано на фиг.1 в отношении верхней поверхности 12 ссылочной позицией "А".
На фиг.2 показан вид с пространственным разнесением деталей возможного варианта выполнения камеры для варианта осуществления настоящего изобретения. Как показано на фиг.2, закупориваемая камера может содержать множество стенок, включая верхнюю стенку 12, нижнюю стенку 14, и боковые стенки 16, 18, 20 и 22. Боковые стенки могут быть выполнены из единого листа материала, который загибают и склеивают, например, по шву 24. Эту конфигурацию можно назвать охватывающим элементом. В некоторых вариантах осуществления изобретения верхняя стенка 12 будет немного больше нижней стенки 14 для облегчения использования в некоторых вариантах оборудования.
Каждая стенка может содержать полимерную пленку или подобный запечатываемый, предпочтительно, герметично запечатываемый материал, и пригодные полимерные пленки указаны выше. В варианте осуществления изобретения, показанном на фиг.2, использована многослойная конструкция, в которой каждая стенка содержит полимерную пленку и барьерный элемент из материала, обеспечивающего структурную поддержку или защиту. Этот элемент может содержать алюминий, олово, картон или подобный материал.
В вариантах осуществления настоящего изобретения можно использовать разные материалы для стенок и ламинаты для получения характеристик, необходимых для конкретного конечного использования. Материалы для стенок или каждого слоя в случае с ламинатом могут иметь разную проницаемость для влаги и газа. В варианте осуществления настоящего изобретения, в котором материалы стенок содержат полимерные пленки, пленки могут защищать от проникновения водяного пара и создавать барьер для кислорода и барьер для запахов. В многослойной конструкции одна пленка в ламинате может использоваться как барьер для влаги, и другая пленка - как барьер для кислорода.
Обычно для вариантов осуществления настоящего изобретения, в котором важно создание барьера для влаги, элемент стенки из полимерной пленки будет иметь проницаемость для водяного пара, составляющую от 0,001 до 4,3 граммов/миллилитр (г/мл) на 100 квадратных дюймов за 24 часа при 38°С, предпочтительно, от 0,003 до 0,3 г/мл при этих условиях. Подобным образом, когда необходимо создание барьера для кислорода, элемент стенки будет иметь проницаемость для кислорода, составляющую от 0,001 до 185, предпочтительно, от 0,001 до 0,06 кубических сантиметров на 100 квадратных дюймов за 24 часа при 25°С. Элементы стенки могут быть скомбинированы в форме ламината. Для внешнего слоя ламината может быть предпочтительно, чтобы он создавал барьер для влаги, который защищает барьер для кислорода. Например, может использоваться пленочный ламинат из полиэтилена/полиэтилентерефталата/ металла, в котором полиэтилен содействует созданию и поддержанию уплотнения, предпочтительно, герметичного уплотнения, полиэтилентерефталат обеспечивает прочность и барьер для влаги, и металл создает барьер для запаха и кислорода. Другие пленочные ламинаты из указанного выше перечня могут включать (но не ограничены ими): PE/Nylon/PET, PE/EVOH/PET/PE, SiOx-Nylon/Valéron®/LLDPE BONylon/Valéron®/LLDPE/EVOH/ULLDPE; Valéron®/BO Nylon/металл/ULLDPE; и т.п., при этом порядок расположения материалов показывает сечение ламината, и материал Valéron® - это Valéron® Strength Film.
Материал Valéron® Strength Film производит и поставляет на рынок подразделение Illinois Tool Works, Inc., 3600 West Lake, Glenview, Illinois 60025. Общее описание Valéron® Strength Film дано в нижеследующих абзацах по информации, полученной от производителя.
Valéron® Strength Film или Valéron® Film содержит семейство пленок, которые комбинируют в себе прочность на разрыв, прочность на прокол и сопротивление распространению разрыва в одной многослойной пленке. Пленки могут обычно содержать полиэтилен. Структура Valéron® Film с продольно-поперечным расположением слоев дает идеальный образец высокого сопротивления пробиванию. Благодаря их уникальной многослойной структуре, любой острый объект должен пробить множество слоев до того, как Valéron® Film будет повреждена. Пленки демонстрируют исключительное сопротивление распространению разрыва, одновременно допуская сшивание скобками, прибивку гвоздями, сшивание или перфорирование без вызова каких-либо повреждений.
Valéron® Strength Film может обладать пределом прочности на разрыв, в два раза превышающим предел прочности на разрыв, достигаемый стандартными полиэтиленовыми пленками равной толщины. Пленки Valéron® Strength Film являются многослойными, составленными наложением друг на друга множества отдельных слоев. Производственный процесс обеспечивает высокие качественные характеристики и признаки этих пленок Strength Film. Благодаря их многослойной конструкции, пленки Valéron® Film демонстрируют повышенную влагонепроницаемость по сравнению с другими вытянутыми из одного материала пленками. Пленки Valéron® Film стойки к большинству из общеупотребимых химических веществ. На непокрытой пленке Valéron® Film можно осуществлять флексографическую печать (печатной краской на основе растворителя и воды). Для достижения более универсальной пригодности для печати пленки Valéron® Film снабжают поверхностным покрытием. Это поверхностное покрытие позволяет печатать на пленке Valéron® Film с использованием множества разных технологий печати от матричной печати, печати с термопереносом, флексографической печати с использованием ультрафиолетового света, офсетной печати (стандартной и с использованием ультрафиолетового света), цифровой, струйной (как с пьезоэлектрическим приводом, так и пузырьково-струйной) печати до трафаретной печати.
Пленка Valéron® Film выдерживает температуры от -40°С до +90°С. В отличие от других синтетических материалов, пленка Valéron® Film не становится хрупкой при воздействии отрицательных температур и воспринимает высокие температуры, демонстрируя уникальную теплоустойчивость благодаря ее структуре с продольно-поперечным расположением слоев.
Пленки Valéron® Film, снабженные высококачественным покрытием, демонстрируют отличное прилипание изображения к пленке Valéron® Film, устойчивого к царапанию и к небрежному обращению, что обеспечивает для конечного пользователя то, что его/ее продукт сохранит его первоначальную форму даже при жестком воздействии внешней среды. Пленки Valéron® Film демонстрируют хорошую устойчивость к ультрафиолетовому свету. Эта устойчивость к ультрафиолетовому свету может быть повышена посредством внесения в пленку Valéron® Film стабилизаторов защиты от ультрафиолетового света.
Кроме создания водонепроницаемой мембраны, демонстрирующей хорошую устойчивость к химическому воздействию, пленка Valéron® Film также является по существу непроницаемым для воздуха барьером. Пленки Valéron® Film являются многослойными и изготовленными посредством наложения друг на друга множества отдельных слоев. Производственный процесс позволяет включение в пленку Valéron® Film также хорошо уплотняемого слоя, обеспечивающего хорошее закупоривание данного варианта как стержнем накаливания, так и импульсной сваркой.
Толщина материала стенки может изменяться в зависимости от конкретного варианта конечного использования упаковки. Обычно для исключения избыточного веса для транспортировки толщина стенок будет в пределах от 0,0025 до 0,080 см (1-32 мил), более конкретно, от 0,0127 до 0,038 см (5-15 мил). В некоторых вариантах осуществления изобретения толщина стенок, предпочтительно, достаточна для обеспечения определенной степени сопротивления проколу и разрыву. Вариант осуществления настоящего изобретения содержит стенки из ламината, содержащего 0,020 см (8 мил) РЕ/РЕТ/алюминия. Альтернативный вариант содержит 0,025-0,0275 см (10-11 мил) защитного материала Tyvek® (очень тонкого волокна полиэтилена высокой плотности) и пленку Valéron® Strength Film.
Каждая стенка может включать проходящие по периметру клапаны или предварительно загнутые кромки, показанные на фиг.2 ссылочными позициями 13, 15, 17, 19, 21 и 23. Предварительно загнутые кромки создают поверхность для закупоривания для создания уплотнения, которое может выдерживать, по меньшей мере, частичный вакуум в камере. Уплотнение может быть получено посредством термической сварки, склеивания, заклеивания лентой или ультразвукового сплавления с использованием технологий, известных в данной области техники.
Как будет понятно специалистам в данной области техники, камера может иметь многие разные размеры без отхода от настоящего изобретения, при этом размеры каждой стенки могут изменяться в зависимости от качеств упаковываемого материала. В некоторых вариантах осуществления изобретения размеры камеры после сборки будут приближаться к размерам обычного тюка волокна, рассчитанным для использования в технологическом оборудовании. Например, в варианте осуществления настоящего изобретения, содержащем ацетатную паклю, камера может приближаться по размеру к тюку ацетатной пакли. В этих вариантах осуществления изобретения камера после сборки будет иметь от около 70 до около 130 сантиметров (см) в длину, от около 55 до около 100 см в ширину или в глубину и от около 25 до около 150 см в высоту. Варианты осуществления настоящего изобретения предпочтительны для выполнения упаковок коммерческих размеров.
По меньшей мере, одна стенка камеры включает средство 26 для вакуумирования, которое будет допускать вакуумирование камеры, образованной посредством запечатывания стенок относительно друг друга. Средство для вакуумирования может содержать вакуумный обратный клапан, обычно используемый в области вакуумной упаковки, включая вакуумные обратные клапаны, доступные из следующих коммерческих источников: Richmond Aircraft Co., Norwalk, California; Menshen Packaging Co., Waldwick, New Jersey; Anver Vacuum Equipment Co., Hudson, Massachusetts; и Plat-o-Matic Valves, Co., Cedar Grove, New Jersey. Вакуумный обратный клапан может быть образован в стенке при изготовлении стенки или может быть прикреплен термической сваркой, приклеен или сплавлен со стенкой после формирования стенки. Средство для вакуумирования может также содержать вакуумирующее выпускное отверстие, соответствующее настоящему изобретению. В некоторых вариантах осуществления изобретения может быть использовано множество средств для вакуумирования, например, для уменьшения времени вакуумирования.
В вариантах осуществления настоящего изобретения вакуумный обратный клапан может иметь диаметр, который допускает соединение с прессовой посадкой между клапаном и шлангом. Например, обеспечивается прессовая посадка между "охватываемым" концом вакуумного шланга и "охватывающим" концом клапана. Диаметр можно подбирать так, чтобы обеспечивать расход потока и давление, которые будут допускать вакуумирование камеры за короткий период времени. Например, для камеры размера стандартного тюка, имеющего ширину 96 см, длину 121 см и высоту 127 см, диаметр вакуумного обратного клапана может составлять от 20 до 40 см, предпочтительно, от 25 до 38 см. Размер вакуумного обратного клапана, предпочтительно, можно подбирать на основе диаметра шланга, используемого для создания вакуума. Как указано выше, можно использовать множество вакуумных обратных клапанов разных диаметров. Количество и размеры вакуумных обратных клапанов могут зависеть от темпа, с которым необходимо удалять воздух из упаковки.
Хотя для использования в вариантах осуществления настоящего изобретения предпочтителен вакуумный клапан, могут использоваться другие устройства. Например, по меньшей мере, в одной стенке камеры может быть расположен стандартный шланговый ниппель. Камеру можно вакуумировать с использованием стандартного шлангового ниппеля и затем район за шланговым ниппелем или поверх него запечатывать, например, при помощи дополнительной пленки.
Предпочтительно, в вариантах осуществления настоящего изобретения можно использовать выпускное средство для вакуумирования, соответствующее настоящему изобретению.
Вариант осуществления изобретения, показанный на фиг.2, дополнительно включает в себя секцию 28, предназначенную для облегчения вскрытия камеры для использования волокна, находящегося в камере. Секцию 28 можно назвать средством для "легкого вскрытия". Конструкция средства для легкого вскрытия содержит отрывную ленту, предназначенную для оттягивания и отрывания для вскрытия камеры по заданной линии.
Как будет также понятно специалистам в данной области техники, камера, показанная на фиг.1, может быть собрана и заполнена множеством различных способов. Например, нижняя стенка может быть герметично прикреплена к боковым стенкам для образования открытой коробообразной конфигурации. В образованную таким образом камеру можно поместить волокно и поверх волокна расположить верхнюю стенку. Затем волокно сжимают до высоты, по существу равной высоте камеры. Затем верхнюю стенку можно герметично прикрепить к боковым стенкам. После запечатывания внутреннее пространство камеры можно вакуумировать с использованием вакуумного обратного клапана и обычного оборудования для создания вакуума для уменьшения сил расширения, воздействующих на внутренние стенки камеры при снятии сжимающей нагрузки и от упругого противодействия сжатого волокна.
В альтернативном варианте волокно можно сжать между верхней и нижней стенками камеры, обернуть боковые стенки вокруг сжатого волокна и герметично прикрепить их друг к другу и к верхней и нижней стенкам. После запечатывания и перед снятием сжимающей нагрузки камеру можно вакуумировать.
Другой способ предусматривает образование камеры вокруг сжатого объема волокна и снятие сжимающей нагрузки перед вакуумированием камеры. Сжатое волокно расширится и будет сдерживаться стенками камеры. Поскольку окружающий воздух не может проникнуть в герметично закупоренную камеру, волокно обычно будет расширяться, пока частичный вакуум или перепад давлений между внутренним пространством камеры и окружающей средой не достигнет равновесия с силами расширения волокна на единицу площади упаковки. Общая плотность волокна в упаковке при использовании этого способа будет меньше по сравнению с вакуумированием камеры с волокном, подвергающимся воздействию сжимающей силы.
Величина вакуума, создаваемого в камере после закупоривания, будет зависеть от упаковываемого материала. Обычно достаточный вакуум создают для противодействия силам расширения в упаковываемом материале, которые могли бы вызвать расширение материала. Обычно используют величину вакуума, которая больше теоретически вычисленного давления, для обеспечения нейтрализации сил расширения. В вариантах осуществления настоящего изобретения, используемых для упаковки объемных материалов из волокна, может быть предпочтительно создан вакуум в камере, который больше половины атмосферы (больше 0,5 кг/см2), обычно до одной атмосферы (больше 1 кг/см2) для обеспечения нейтрализации сил расширения.
Как здесь описано, в некоторых вариантах осуществления настоящего изобретения, кромочные части упаковочного материала, например ламинатов, герметично прикрепляют друг к другу для полного охвата упаковываемого материала. Герметизация может осуществляться множеством разных способов, таких как описанные здесь. В зависимости от размера упаковки, упаковываемого материала и величины вакуума может показать себя предпочтительным закупоривание ребром. Закупоривание ребром (стыкового типа) может производиться с использованием известных в данной области техники способов и сварочной машины челюстного типа с постоянным нагревом или индукционной сварочной машины. В окружающей среде при производстве обычно будет предпочтительно быстро производить операцию закупоривания для повышения общей производительности.
Обычно для содействия закупориванию многослойный упаковочный материал будет содержать герметизирующий слой в качестве самого внешнего слоя. Герметизирующий слой может содержать термически свариваемый полимер с температурой плавления, которая минимизирует время закупоривания. В целом, полиэтилен низкой плотности (включая ULLDPE или LLDPE) признан обеспечивающим пригодную комбинацию эксплуатационных характеристик и характеристик по уплотнению. Предпочтительно, герметизирующий слой может иметь достаточную толщину для обеспечения затекания расплавленного материала в швы и во вторичные швы, которые расположены внахлест. Толщина может содействовать минимизации протечки.
На фиг.3 показан альтернативный вариант выполнения камеры, пригодной для использования в рамках настоящего изобретения. Как показано на фиг.3, в варианте осуществления настоящего изобретения верхняя стенка 42 может быть предварительно соединена с боковыми стенкам 46, 48, 50 (не показана) и 52 (не показана). Полученная "открытая коробообразная" конфигурация может включать предварительно загнутые закупориваемые кромки или клапаны 47, 49, 51 (не показан) и 53 (не показан). Нижняя стенка 44 может включать предварительно загнутые закупориваемые кромки или клапаны 45. По меньшей мере, одна стенка будет включать средство 56 для вакуумирования. Кроме того, на одной или более стенок может быть выполнено средство 58 для легкого вскрытия. Конструкция и материалы, используемые в варианте осуществления изобретения, показанном на фиг.3, могут быть такими, как здесь описано в других разделах.
Камера, показанная на фиг.3, может использоваться в различных вариантах. Например, волокно может быть помещено на нижнюю стенку, и затем остальные части камеры могут быть расположены поверх волокна и нижней стенки, и нижняя стенка может быть герметично прикреплена к боковым стенкам перед вакуумированием.
На фиг.4А и 4В показан другой возможный вариант осуществления настоящего изобретения в виде с пространственным разнесением деталей и в собранном виде. Упаковка 72 (фиг.4B) содержит соединение U-образного типа. Как показано на фиг.4А, три стенки: верхняя 62, боковая стенка 61 и боковая стенка 63 упаковки образованы первой U-образной частью из полимерной пленки 60, и остальные три стенки: нижняя 67, боковая стенка 66 и боковая стенка 68 упаковки образованы второй U-образной частью из полимерной пленки 65. Края U-образных частей могут также содержать закупориваемые кромки или клапаны, один из которых показан на каждой части позициями 64 и 69, соответственно. По меньшей мере, одна стенка, по меньшей мере, одной U-образной части содержит средство для вакуумирования.
Вторую U-образную часть, содержащую дно 67, можно помещать, например, на нижний стол или тюковочный пресс. Упаковываемый материал 70, например, волокнистый материал может быть помещен сверху на дно 67. Первую U-образную часть 60, содержащую верхнюю стенку 62, можно затем поместить сверху на упаковываемый материал 70. В этом случае боковые стенки 61, 63, 65 и 68 могут охватывать материал, и кромки одних стенок могут быть герметично соединены с кромками других боковых стенок и верхней стенки 62 и нижней стенки 67 с использованием клапанов для образования упаковки 72. Затем упаковка может быть вакуумирована. В альтернативном варианте первую U-образную часть можно помещать сверху на материал и сжимать материал перед охватыванием материала боковыми стенками и закупориванием.
На фиг.5 показан другой вариант осуществления настоящего изобретения. Как показано на фиг.5, объемный материал 100 может быть упакован с использованием настоящего изобретения. Упаковочный материал может содержать компоненты 110, 120, 130 и 140, сформированные, например, из ламинатов описанных здесь типов.
Для облегчения закупоривания каждый компонент может включать фланцеобразные кромки 112, 114, 116 и 118 на компоненте 110; 122, 124, 126 и 128 на компоненте 120; 132, 134, 136 и 138 на компоненте 130; и 142, 144, 146 и 148 на компоненте 140. На первом этапе "В" кромки соответствующих пар могут быть герметично скреплены для образования более крупных компонентов. Как показано на фиг.5, кромка 112 компонента 110 и кромка 122 компонента 120 герметично скреплены и образуют шов 152. Подобным образом кромка 132 компонента 130 и кромка 142 компонента 140 герметично скреплены и образуют шов 162.
Как показано ссылочной позицией "С" на фиг.5, образованные таким образом более крупные компоненты могут быть помещены на верхнюю и нижнюю поверхности объемного материала для образования упаковки с находящимся внутри нее объемным материалом. Затем могут быть запечатаны остальные кромки упаковочного материала для полного закупоривания упаковки. Ссылочной позицией "D" на фиг.5 показаны швы 172 и 182. Избыточный упаковочный материал будет образовывать клапаны 192, 194, 196 и 198. Клапаны можно загнуть и прикрепить поверх боковых стенок упаковки для образования упаковки 200, соответствующей настоящему изобретению, обозначенной ссылочной позицией "Е" на фиг.5.
Как будет понятно при ознакомлении с приведенным здесь описанием, по меньшей мере, один компонент упаковочного материала может включать средство для вакуумирования для облегчения создания вакуума внутри упаковки.
На фиг.2, 3, 4 и 5 показаны по существу кубовидные камеры, которые будут образовывать по существу кубовидные упаковки. Настоящее изобретение включает упаковки разных форм. Кроме того, настоящее изобретение включает упаковки неправильных или произвольных форм. Как будет понятно при ознакомлении с приведенным здесь описанием, принципы настоящего изобретения можно использовать с камерами в формах пакетов для изготовления упаковок, которые соответствуют форме волокна, находящегося во внутреннем объеме пакета. Многие признаки и преимущества настоящего изобретения будут достигнуты при изготовлении упаковок неправильной формы, хотя такие упаковки менее предпочтительны для штабелирования и укладки на поддоны.
Как указано выше, упаковки, соответствующие настоящему изобретению, предпочтительны для использования с широким разнообразием волокон. Один вариант осуществления настоящего изобретения содержит упаковку для ацетатной пакли типа, используемого в качестве фильтрующего материала. В этом варианте упаковка, соответствующая настоящему изобретению, может содержать: герметичную камеру под давлением, которое меньше атмосферного давления, при этом внутренний объем камеры содержит ацетатное волокно.
На фиг.6А, 6В, 6С и 6D показан вакуумный выпускной узел, соответствующий настоящему изобретению, пригодный для использования в качестве средства для вакуумирования в вариантах осуществления настоящего изобретения. Как показано на фиг.6А видом с пространственным разнесением деталей, вакуумный выпускной узел может содержать выпускное средство 302, прокладку 304 и крышку 306. Выпускное средство содержит окно 312, которое допускает прохождение воздуха между внутренним пространством упаковки и окружающим пространством. Окно может включать множество отверстий 314 или одно отверстие. Предпочтительно, окно может иметь форму обратного клапана, который допускает только односторонний поток из внутреннего пространства упаковки наружу.
Как показано на фиг.6А, часть с окном может быть поднята относительно основания 302 выпускного средства с образованием стенки 316, которая позволяет окну проходить сквозь упаковочный материал. Часть стенки 316, которая будет проходить сквозь упаковочный материал, может содержать фланцевую часть 318 для облегчения соединения с вакуумирующим устройством. При использовании основание 302 помещают с одной стороны упаковочного материала, и стенка 316 проходит через отверстие или прорези в упаковочном материале таким образом, что фланец 318 находится с противоположной стороны упаковочного материала относительно основания 302. Прокладка 304, имеющая отверстие 305, приспособленное для плотной посадки вокруг стенки 316 выпускного средства 302, может быть установлена на фланец для закрепления узла. Кроме того, узел может быть приклеен и/или герметично прикреплен к упаковочному материалу. Крышка 306 применяется для закупоривания окна 312, как показано на фиг.6В. В альтернативном варианте окно 312 может быть закупорено при помощи клея и упаковочного материала после создания вакуума.
Вакуумный выпускной узел может быть образован из формуемых и/или механически обрабатываемых материалов, включающих (но не ограниченных ими) нейлон, LLDPE и т.п., металл, древесину и т.д. Вакуумный выпускной узел может быть изготовлен посредством формования и/или механической обработки с использованием обычных технических приемов.
На фиг.6С показана дополнительная деталь варианта выполнения выпускного средства 302. Как показано на фиг.6С, выпускное средство 302 может быть по существу круглым и включать проходящие в радиальных направлениях элементы 322 для усиления. Кроме того, выпускное средство может включать полого возвышающуюся часть 324 вблизи окна.
Как показано на фиг.6D, на его нижней стороне выпускное средство 302 может иметь каналы 326 и клиновидные части 322, соответствующие проходящим в радиальном направлении элементам. Каналы и клиновидные части способствуют созданию конструкционного профиля вакуумного выпускного узла.
В варианте осуществления изобретения, показанном на фиг.6А, 6В, 6С и 6D, вакуумный выпускной узел по существу круглый, и соединитель с вакуумирующим устройством круглый. Как будет понятно специалистам в данной области техники, могут быть пригодны другие формы и конструкции. Обычно основание вакуумного выпускного узла будет больше окна для создания структурной опоры для окна и стенок упаковки. Большее основание будет также способствовать предотвращению вытягивания узла сквозь стенки упаковки и созданию большей поверхности уплотнения. Обычно основание будет в 1,5-20 раз больше окна. В одном варианте осуществления настоящего изобретения диаметр окна составлял приблизительно 26 сантиметров, и диаметр основания составлял приблизительно 80 сантиметров.
На фиг.7 показан вариант устройства, соответствующего настоящему изобретению. Как показано на фиг.7, устройство, соответствующее настоящему изобретению, может содержать упаковочную систему типа, показанного на фиг.2. Устройство может также содержать емкость 84, предназначенную для содержания волокон 82, и пресс-шток 86. Пресс-шток может быть гидравлическим и может приводиться в действие двигателями и соответствующим управляющим оборудованием (не показано). Устройство может также содержать систему 88 вакуумирования. Система вакуумирования содержит вакуумирующее устройство 90 и связанные с ним шланги 92, выполненные с возможностью соединения со средством 26 для вакуумирования в стенке упаковочной системы.
Для использования нижняя поверхность упаковочной системы может быть помещена в емкость. Волокно может быть помещено поверх нижней поверхности, и вокруг волокна располагают боковые и верхнюю поверхности. Волокно может быть сжато с использованием гидроцилиндра 86. После сжатия со средством 26 для вакуумирования может быть соединен шланг 92 системы 88 вакуумирования для извлечения воздуха и газов из камеры до достижения давления в камере, которое ниже окружающего атмосферного давления.
Другие признаки и преимущества настоящего изобретения показаны на следующем примере.
Пример 1
Преимущества одного варианта выполнения упаковки, соответствующей настоящему изобретению, содержащей волокно, показаны со ссылками на типичный тюк известного уровня техники, называемый сравнительным.
Для изготовления типичного тюка известного уровня техники в качестве сравнительного и варианта осуществления настоящего изобретения использовалось тюковочное оборудование, производимое фирмой Lummus Corporation, Savannah, Georgia.
Сравнительный тюк
Бункер тюковочного пресса был наполнен ацетатной паклей до такого уровня, что после сжатия размеры тюка составляли приблизительно 94 сантиметров (см) в ширину, 122 см в длину и 112 см в высоту. После устранения сжимающего усилия новые размеры тюка составили приблизительно 99 см в ширину, 127 см в длину и 123 см в высоту.
Затем тюк был упакован в картонные и пластмассовые листы вдоль сторон тюка и 10 пластмассовых лент, охватывающих тюк. После извлечения из тюковочного оборудования тюк находился на хранении и увеличился приблизительно на 18 см в высоту до приблизительных размеров тюка, составляющих 99 см в ширину, 127 см в длину и 141 см в высоту. Плотность тюка составляла около 0,4 грамма на кубический сантиметр, и тюк весил приблизительно 726 килограммов (кг). Полученный тюк имел углубления от лент, которые очевидны при визуальном контроле и выпуклости приблизительно на 5 см в центре на верхней и нижней поверхностях. В результате тюк был недостаточно плоским и его пришлось штабелировать на боковой стороне.
Вариант осуществления настоящего изобретения
Вариант выполнения упаковки, соответствующий настоящему изобретению, был изготовлен с использованием следующего способа. Использованная упаковка была по существу такой, как показано на фиг.2.
Нижнюю стенку установили в нижнюю секцию камеры для удерживания волокна технологического оборудования, обычно используемого для сжатия волокна в тюках. Камера для удерживания волокна была заполнена ацетатной паклей, уложенной на верхнюю поверхность нижней стенки. На волокно, заполняющее камеру поместили верхнюю стенку. Был выполнен цикл сжатия для создания прямоугольной кубовидной конфигурации. При поддержании сжатия стенки удерживающей волокно камеры были удалены, и вокруг сжатой ацетатной пакли обернули охватывающие стенки (боковые стенки). На предварительно загнутых кромках передних и задних краев охватывающих стенок посредством термической сварки были выполнены непроницаемые для воздуха уплотнения. Сопрягаемые предварительно загнутые кромки сверху и снизу на охватывающих стенках, верхней стенки и нижней стенки были также запечатаны при помощи термической сварки, в результате чего была создана герметично закупоренная камера.
К вакуумному обратному клапану в боковой стенке (панели охватывающих стенок) камеры присоединили вакуумный шланг. Камеру вакуумировали посредством откачивания воздуха, пока расширяющие силы ацетатной пакли не были уравновешены, и ацетатное волокно не стало прилагать небольшое или перестало прилагать направленные наружу усилия к стенкам камеры. Вакуумный шланг удалили, и вакуумный обратный клапан удерживал вакуум в камере. Сжатие со стороны технологического оборудования было снято.
После извлечения из тюковочного пресса полученная упаковка сохранила по существу кубовидную форму с размерами, составляющими приблизительно 98 см в ширину, 123 см в длину, 127 см в высоту, и содержала приблизительно 975 килограммов ацетатной пакли. Общая плотность ацетатной пакли внутри упаковки составляла приблизительно 0,64 грамма на кубический сантиметр.
При хранении расширение было минимальным, при этом упаковка сохраняла по существу кубовидную конфигурацию с размерами, составляющими приблизительно 98 см в ширину, 123 см в длину и 129 см в высоту. Тюк был по существу плоским сверху и снизу с отклонением в пределах 0,35 сантиметра.
Пример 2
Этот пример показывает варианты осуществления настоящего изобретения.
Упаковка, соответствующая настоящему изобретению, была образована как показано на фиг.5 посредством соединения друг с другом внахлест частей пленки Bx4 Nylon/Valéron/ULLDPE для формирования двух кусков пленки размером приблизительно 243 сантиметра на 269 сантиметров. Можно ожидать, что подобным образом можно применять другие ламинаты, такие как PET-SiOx/Valéron/ULLDPE. В одном из кусков пленки было пробито отверстие диаметром приблизительно 2,8 сантиметра для вакуумного выпускного узла, по существу такого, как показанный на фиг.6А, 6В, 6С и 6D. Для приваривания вакуумного выпускного узла к куску пленки использовали машину для термосварки.
Затем в бункер тюковочного пресса обычного тюковочного устройства, такого как упомянутое здесь во всех случаях, поместили другой кусок пленки. Паклю из ацетата целлюлозы подавали в бункер тюковочного пресса поверх куска пленки для получения законченного сжатого тюка высотой приблизительно 127 сантиметров.
Первый кусок пленки был затем помещен на стол тюковочного устройства таким образом, чтобы, когда стол движется, сжимая паклю из ацетата целлюлозы, кусок пленки накрывал верхнюю и верхние боковые части волокна.
Затем волокна были сжаты.
При сохранении сжатия стороны тюковочного бункера были сброшены, и кромки первого и второго кусков пленки были герметично прикреплены друг к другу с использованием закупоривания в ребро, как показано на фиг.5, С и D.
Поверх части вакуумного выпускного узла, проходящего сквозь пленку, была установлена прокладка из мягкого каучука.
С использованием источника вакуума и соединения шланга с окном вакуумного выпускного узла в упаковке был создан небольшой вакуум для создания перепада давлений для удаления избыточного воздуха перед выпрямлением упаковки.
Кромки пленки были затем туго натянуты для устранения складок и морщин, загнуты и сварены, как показано на фиг.5, D и Е, для образования по существу квадратной упаковки.
С использованием источника вакуума и шлангового соединения было продолжено вакуумирование до получения по существу постоянного вакуума, составляющего приблизительно 0,90 кг/см2.
Шланг был отсоединен, и на окно была установлена крышка.
Сжимающее усилие, создаваемое столом тюковочного пресса, было устранено, и полученный тюк был извлечен из тюковочного пресса. На тюк была нанесена обычная термоусадочная упаковка, и тюк проверили на предмет потери вакуума.
В результате была получена упаковка, соответствующая настоящему изобретению.
Хотя настоящее изобретение было описано со ссылками на конкретные варианты его осуществления, специалистам в данной области техники будет понятно, что система, соответствующая настоящему изобретению, может быть выполнена разными способами и в различных вариантах. Соответственно, приведенное здесь описание не следует рассматривать как ограничивающее настоящее изобретение, поскольку другие варианты также входят в объем настоящего изобретения.
Реферат
Настоящее изобретение относится к технологии производства вакуумных упаковок, в частности к тюкам волокон. Тюк кубовидной формы имеет плоскую верхнюю, плоскую нижнюю и множество боковых стенок, содержит закупоренную камеру, имеющую внутренний объем при давлении, которое меньше окружающего атмосферного давления. Внутренний объем упаковки содержит навалочный материал, объемный материал из волокна, волокна или волокнистые материалы. Плотность материала составляет 0,48-0,82 г/см3. По меньшей мере, одна стенка содержит средство для вакуумирования. Способ упаковки волокон, в том числе упругих, включает помещение волокон во внутренний объем камеры, сжатие их, герметичное закупоривание, вакуумирование и устранение сжатия. Обеспечивается целостность упакованного материала, более компактное укладывание тюков при их транспортировке, снижается потенциальная опасность для пользователей, возникающая при использовании крепежных средств. 5 н. и 23 з.п. ф-лы., 7 ил.
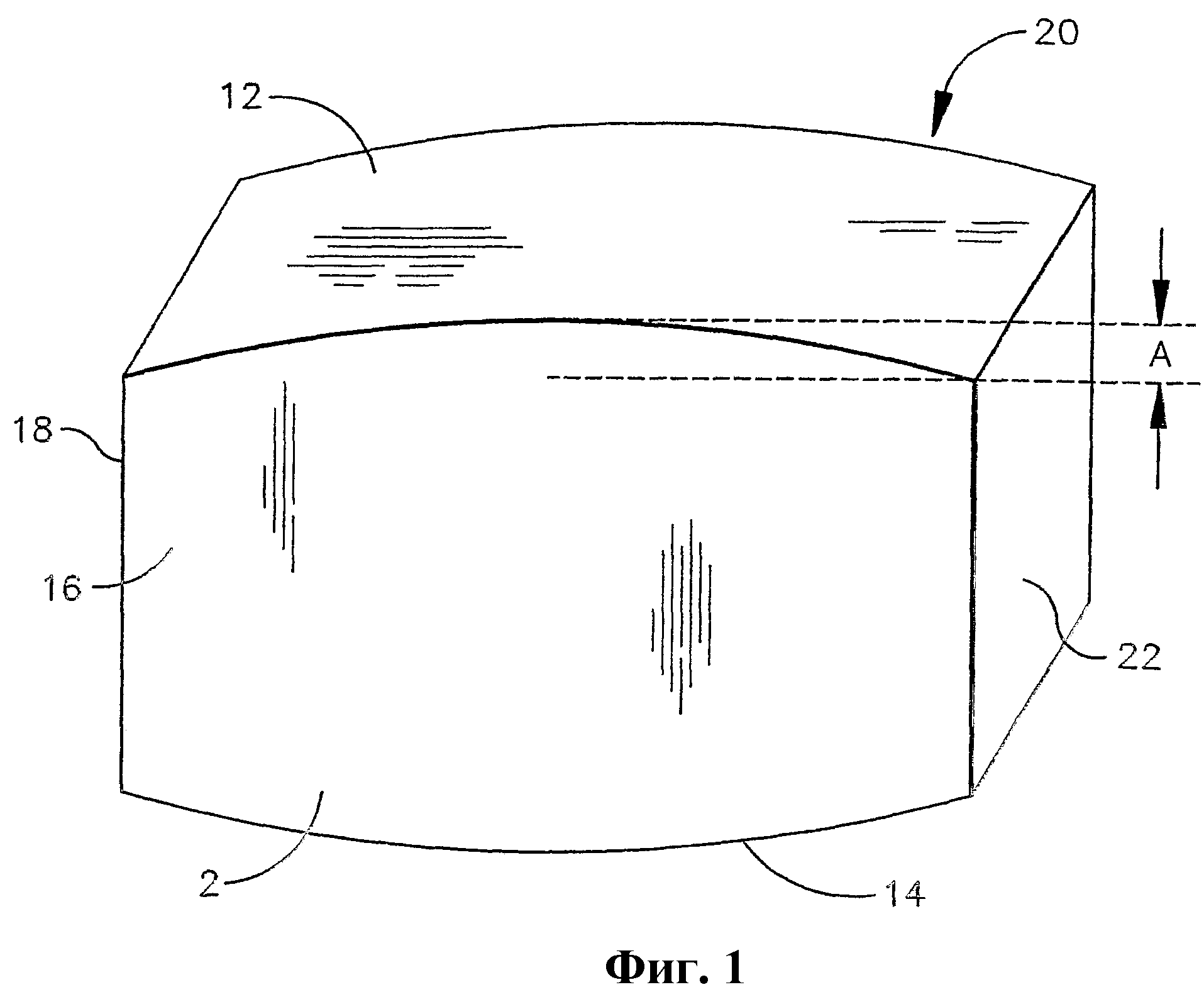
Формула
Документы, цитированные в отчёте о поиске
Оберточный материал, способ защиты предметов и способ изготовления оберточного материала
Комментарии