Пресс непрерывного действия - SU415856A3
Код документа: SU415856A3
Чертежи


Описание
1
Изобретение нредназначено для изготовления древесностружечных плит и может быть использовано в деревообрабатывающем машиностроении .
Известны прессы непрерывного действия для изготовления древесностружечных плит, В|ключающие бесконечные прессующие ленты, огибающие пластинчатые цепи, над которыми смонтированы валки с регулируемым прижйMOiM .
Однако в процессе изтотовлення плит пластины цепи меняют свое положение.
Для ликвидации из менения положения нластин цепи в предлагаемом прессе каждая из пластин в зоне прессования, определяющей окончательную толщину плит, имеет длину, по меньшей мере, равную удвоенному диаметру
рОЛ1НКОВ.
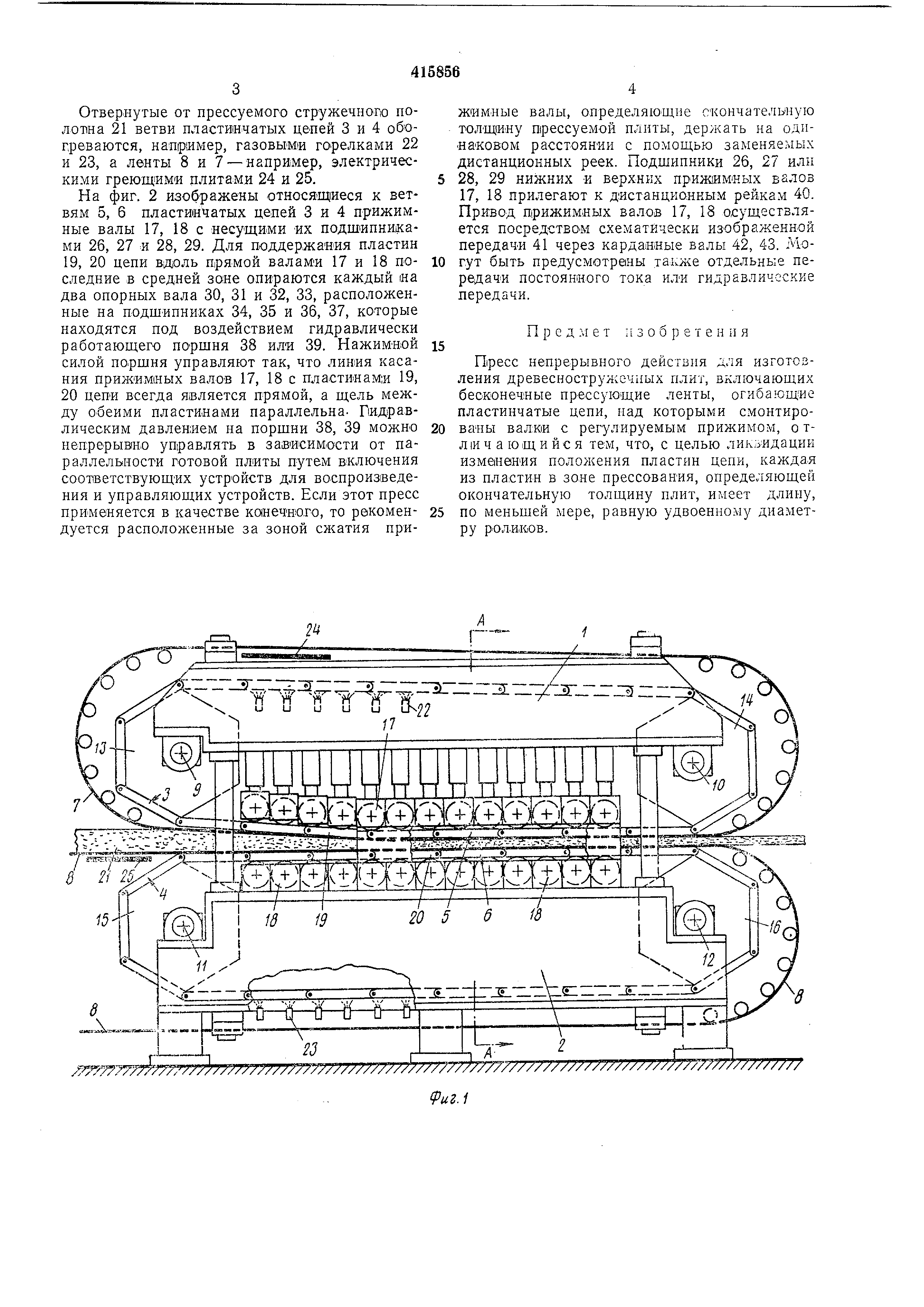
На фиг. 1 показан описываемый пресс, вид сбоку; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - частичный разрез по Б-Б на фиг. 2.
Пресс состоит в основном из двух рам 1 и 2, к каждой из которых относится одна бесконечная пластинчатая цепь 3 или 4 таким образом , что повернутые друг к другу ветви 5 и 6 этих пластинчатых цепей образуют служащую для формования стружечного полотна щель.
Цепи 3 и 4 охвачены соответственно бесконечными лентами 7 и 8, причем лента 8 одновременно апужит для подачи прессуемого стружечного полотна. Для возврата ленты 8
служит предусмотренный слева обратный валик или барабан. Для поворота пластинчатых цепей 3 и 4 служат насаженные на оси 9-12 обратные колеса 13 и 14, 15 и 16 многоугольной формы.
Повернутые друг к другу ветви 5 и б цепи находятся под воздействием прижимных валов 17, поскольку последние относятся к верхней пластинчатой цепи 3. Соответствующие прижимные валы 18 относятся к нижней пластинчатой цепи 4, они лежат напротив расположенных выше прижимных валов. Прижимные валы 17 находятся под воздействием регулируемых гидравлических средств.
Находящиеся ниже прижимных валов 17 прижимные валы 18 расположены стационарно .
Как видно на фиг. 1, диаметры прижимных валов измерены так, что, по меньшей мере,
два соседних прил :имных вала взаимодействуют с одной пластиной 19 и 20 цепи, т. е. длины каждой пластины 19 или 20 цепи, по меньшей мере, равны двойному расстоянию между осями соседних прижимных валов 17
или 18.
Отвернутые от прессуемого стружечного полотна 21 ветви пластинчатых цепей 3 и 4 обогреваются , например, газовыми горелками 22 и 23, а ленты 8 и 7 - например, электрическими греющими плитами 24 и 25.
На фиг. 2 изображены относящиеся к ветвям 5, 6 пластинчатых цепей 3 и 4 прижимные валы 17, 18 с несущими их подшипниками 26, 27 и 28, 29. Для поддержания пластин 19, 20 цепи вдоль прямой валами 17 и 18 последние в средней зоне опираются каждый иа два опорных вала 30, 31 и 32, 33, расположенные на подшипниках 34, 35 и 36, 37, которые находятся под воздействием гидравлически работающего порщня 38 или 39. Нажимной силой по.ршня управляют так, что линия касания прижимных валов 17, 18 с пластинам;и 19, 20 цепи всегда является прямой, а щель между обеими пластинами параллельна. Гидравлическим давлением на поршни 38, 39 можно неп:рерыв1но управлять в зависимости от параллельности готовой плиты путем включения соответствующих устройств для воспроизведения и управляющих устройств. Если этот пресс применяется в качестве конечного, то рекомендуется расположенные за зоной сжатия прижимные валы, определяющие окончательную толщину прессуемой плиты, держать на одинаковом расстоянии с помощью заменяемых дистанционных реек. Подшипники 26, 27 или 28, 29 нижних и верхних приж им«ых валов 17, 18 прилегают к дистанционным рейкам 40. Привод прижимных валов 17, 18 осуществляется посредствОМ схематически изображенной передачи 41 через карданные валы 42, 43. Могут быть предусмотрены та:Кже отдельные передачи постоянного тока или гидравлические передачи.
П р е д :,1 е т л з о б р е т е и и я
Пресс непрерывного действия для изготовления древесностружечных плит, включающих бесконечные прессующие ленты, огибающие пластинчатые цепи, над которыми смонтированы валки с регулируемым прижимом, о тЛ1И ч а ющ и йс я тем, что, с целью лик; идации изменения положения пластин цепи, каждая из пластин в зоне прессования, определяющей окончательную толщину плит, имеет длину, по меньщей мере, равную удвоенному диаметру роликов.

Реферат
Формула
Комментарии