Ручной реечный пресс - RU181394U1
Код документа: RU181394U1
Чертежи


Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ПОЛЕЗНАЯ МОДЕЛЬ.
Полезная модель относится к ручным прессам для холодной обработки металлов: для выпрессовки и запрессовки втулок, подшипников и других деталей, выпрямление или гибка небольших деталей, а также в ремонтных целях. Ручные прессы по признакам своей работы относятся к холодной обработке металлов и воздействуют на металл путем неударного статического воздействия.
УРОВЕНЬ ТЕХНИКИ.
Ручные прессы применяются для выпрессовки и запрессовки втулок, подшипников и других деталей, выпрямление или гибка небольших деталей. Сфера применения ручных прессов начинается с небольших мастерских и доходит до крупных промышленных предприятий, где в мелкосерийных производствах требуется применение небольших усилий от 5000 Н (500 кг) до 50000 Н (5000 кг)) особенно при опытных и экспериментальных работах.
Но сфера применения ручных прессов не ограничивается только металлом. Ручные прессы применяют при изготовлении строительных материалов типа кирпичей, блоков, а также для получения масел из семян.
В патенте РФ №2298479 (30. 9. 2005) «Механический ручной пресс», который применяется для холодной обработки металлов (листоштамповки, пробивки), увеличение рабочего усилия достигается введением в конструкцию дополнительной системы рычагов. Подчеркнем, что конструкция этого пресса намного сложнее ручного реечного пресса; пресс по патенту №2298479 содержит коленно-рычажный механизм связанный с кулисным механизмом.
Патент РФ №2067530 (02. 26.1993) «Ручной пресс». Ручной пресс предназначен для резки и штамповки металлопроката. Отличается тем, что в конструкции на ползуне, выполненном в виде составного стержня, направляющая которого имеет упор, установлен рессорный амортизатор.
В полезной модели №51558 (1.7. 2016) «Механический ручной пресс», пресс может применяться как листоштамповочный, пробивочный, гибочный, брикетировочный. Технический результат: снижение высоты пресса осуществляется за счет изменения компоновки, благодаря введению дополнительного рычага.
А.с. №653018 (13.10.1977) «Ручной клепальный пресс». Для осуществления клепки в труднодоступных местах в конструкцию введены новые детали типа обоймы.
В патенте РФ №2147511 (24. 04. 2008) «Прессформа и ручной пресс для изготовления фигурных элементов мощения». Изобретение относится к области строительства для изготовления бетонных элементов мощения. Пресс-форма для изготовления фигурных элементов мощения содержит пластмассовую форму с дном. Она снабжена двумя крючками, двумя ручками для выпрессовки,
Патент РФ №2063334 (03.26.1994) « Ручной пресс» используется при изготовлении строительных материалов: кирпича, строительных блоков, а также в пищевой промышленности для получения масел из семян растений. Конструкция изобретения содержит ручной пресс и раму с закрепленной на ней формой.
В современном машиностроении различными компаниями выпускаются и сопровождаются при эксплуатации сервисными центрами ручные прессы.
Ручные прессы МР1 (усилие 1000 кг), МР2 (усилие 2000 кг), МРЗ (усилие 3000 кг) сопровождаются сервисным обслуживание компанией ООО «ТРИОД», г, Звенигород, РФ.
Ручные прессы из Германии DDP1 (7500 Н), DDP2 (усилие12200 Н), DDP3 (Усилие19850Н), DDP4 (усилие 31215 Н).
Ручные прессы из Чехии АР-1 (усилие 10000 Н), АР-2(усилие 20000 Н), АР-3 (усилие 30000 Н).
За прототип полезной модели принят ручной реечный пресс МР1. Усилие на рабочий шток передается вручную от рычага через реечную передачу, то есть через шестерню и рейку, выполненную заодно со штоком. Этот пресс изготавливается компанией РуСтан (г. Москва), сервисное обслуживание пресса производит компания ООО «ТРИОД», г, Звенигород.
Техническая характеристика ручного реечного пресса МР-1
Максимальное давление на штоке 10000 Н,
Максимальная высота рабочей зоны 140 мм,
Длина рабочего штока 245 мм,
Длина рычага 350 мм,
Вылет рабочего штока 98 мм,
Масса 15 кг.
Размер рабочего штока 25×25 мм,
Пресс имеет высоту 320 мм и размеры основания 268×128 мм.
Максимальное давление на штоке 1000 кг передается ручным усилием, равным 40 кг, через рукоять и реечную передачу. Большее усилие передавать нельзя из за возможной поломки конструкции, начиная от вала рукояти и кончая зубьями рейки (зубья рейки могут получать местное смятие, местное выкрашивание).
Это пресс компактный, имеет сравнительно небольшие размеры и вес. Недостаток состоит (при существующих габаритах и весе) в недостаточно большом усилии на рабочем штоке. В предлагаемой полезной моделе увеличение усилия на рабочем штоке достигается установкой пружины сжатия на рабочем штоке; усилие на этой пружине суммируется с усилием от ручного усилия на рукояти, увеличивая рабочее усилие на штоке ориентировочно в два раза.
Надетая на шток сжатая пружина распрямляясь при рабочем ходе одним концом упирается в корпус пресса, а другим концом упирается в фиксирующий палец на нижней части штока, который выходит из корпуса, при этом зубья рейки от пружины не нагружаются. То есть пружина сжатия, надетая на шток и сжатая перед рабочим ходом до соприкосновения витков, при рабочем ходе штока распрямляется воздействуя непосредственно на шток, помогая ручному усилию, которое приходит от рукояти к штоку через реечную передачу.
При использовании зубчатой рейки, расположенной в контакте с шестерней, обеспечивается перемещение рабочего штока, а упор одного конца пружины сжатия в корпус необходим для разжатия пружины сжатия при удалении стопорной шайбы и стопорного пальца.
РАСКРЫТИЕ ПОЛЕЗНОЙ МОДЕЛИ.
Прототипом предлагаемой полезной модели является пресс МР-1. Задача полезной модели состоит в том, чтобы при тех же габаритах пресса, при том же ручном усилии на рукояти 400 Н, и через усилие на реечной передаче на штоке 10000 Н, увеличить рабочее усилие на штоке примерно в два раза в результате применения пружины сжатия с усилием в сжатом состоянии 10000 Н надетой на шток и использования усилия 10000 Н этой пружины непосредственно на сам шток через фиксирующий палец на этом штоке в нижней его части.
Выполняется эта задача следующим образом.
Ручной реечный пресс, содержащий корпус, рабочий шток, выполненный заодно с рейкой, и имеющий на корпусе зону выхода из корпуса при рабочем движении и зону входа при рабочем движении, рукоять для ручного усилия, соединенную с валом, на котором сидит шестерня, соединенная с рейкой на штоке, рабочий стол, рабочий инструмент на штоке для выполнения пластической или иной операции. На шток надета пружина сжатия, ограниченная на штоке снизу (в зоне выхода из корпуса) фиксирующим пальцем в положении, когда витки пружины сомкнуты, а сверху на штоке имеется стопорный палец, только при вынимании которого шток (при плавном вращении рукояти) может совершать рабочее движение и пружина начнет увеличиваться по длине, создавая усилие на рабочем штоке дополнительно к ручному усилию на рукояти, при этом рабочий инструмент 6 на штоке получает усилие как ручное от рукояти, так и от пружины, например, для запрессовки втулки в деталь, находящейся на рабочем столе.
Термин нижняя часть штока и верхняя часть штока применяется поскольку пресс работает всегда в вертикальном положении (например, согласно инструкциям по эксплуатации).
В технике существует большое число приспособлений, устройств и механизмов, в которых пружины выполняют как вспомогательные операции, так и ответственные рабочие операции, но тот принцип, который предложен в полезной модели не встречается; то есть не встречается даже сама конструктивная идея.
Как правило увеличение усилия на рабочем штоке прессов достигается различными путями приведенными выше в патентах и полезных моделях в библиографии.
В полезной модели ручному усилию помогает пружина сжатия.
Пружина сначало сжимается, используя фиксирующий палец на штоке и вращая рукоять в обратном направлении (чем при рабочем ходе), а затем эта пружина стопорится в сжатом положении стопорным пальцем в верхней части штока, причем этот палец упирается в корпус пресса.
Перед рабочей операцией (например, запрессовки втулки) пружина освобождается от стопорения стопорного пальца, плавно с помощью вращения рукояти распрямляется и усилие этой пружины суммируется с ручным усилием, пришедшем на шток через передаточный механизм (реечную передачу) от усилия на рукояти.
Усилие на штоке в начале рабочего процесса пластической холодной деформации металла примерно в два раза больше, чем после начала рабочего процесса. В начальной стадии рабочего процесса (например, перед запрессовкой втулки) нужно преодолевать силу трения покоя, которое примерно в два раза больше силы трения скольжения, так как коэффициент трения покоя примерно в два раза больше коэффициента трения скольжения. После начала рабочего процесса необходимое усилие на шнеке уменьшается примерно в два раза.
Коэффициент трения при покое в два раза больше коэффициента трения при скольжении (Александров Н.В., Яшкин А.Я. Курс общей физики. Механика. М., Просвещение. 1978. С. 82-83).
Усилие на шток от ручного усилия на рукояти 400 Н передается на шток через зубья рейки реечной передачи и равно 10000 Н, а усилие от пружины передается непосредственно на шток через фиксирующий палец и тоже равно в начале рабочего процесса (например запрессовки) 10000 Н.
Заметим следующее. Чтобы сжать пружину при помощи фиксирующего пальца (внизу штока) и застопорить ее стопорным пальцем (вверху штока), нужно приложить усилие на рукояти такое же усилие 400 Н, но в обратном направлении. При этом пружина сожмется до соприкосновения витков и ее сила будет равна 10000 Н; при этом процесс сжатия пружины с учетом установки стопорного пальца занимает несколько секунд.
Усилие рабочего хода (например, запрессовки втулки) занимает несколько минут и в это время от усилия на рукояти 400 Н и передающее это усилие через реечную передачу на шток, равное 10000 Н, нагружены рабочие стороны зубья рейки. То есть нагружены несколько минут те стороны зубьев рейки и соответствующие зубья шестерни, которые перемещают шток вниз совершая рабочий процесс.
Заметим, что при рабочем ходе на рейке и сопряженной с ней шестерней работают рабочие стороны зубьев, а при ручном сжатии пружины, когда шток поднимается вверх посредством рукояти (то есть имеет место реверс реечной передачи) работают нерабочие стороны зубьев.
Чертежи показаны без мелких конструктивных деталей.
Принцип полезной модели состоит в установке на штоке пружины сжатия, которая помогает ручному усилию, передаваемому на шток от рукояти, и увеличивает примерно в два раза суммарное рабочее усилие на рабочем штоке при рабочей операции.
Цель полезной модели состоит в том, что при сохранении габаритных размеров пресса увеличить в два раза усилие на рабочем штоке за счет использования силы пружины сжатия, установленной, со сжатой, фиксирующим пальцем, до предела витками в нижней части штока и застопорена стопорным пальцем с верхней части штока, с упором этой пружины в корпус пресса; при начале рабочего процесса (например, операции запрессовки) стопорный палец вынимается и пружина сжатия вступает в работу, воздействуя через фиксирующий палец в нижней стороне штока, и вместе с ручным усилием на рукояти, воздействующим через рейку на шток, суммируя и увеличивая результирующее рабочее усилие на рабочем штоке.
Чтобы сжать пружину вручную до соприкосновения витков нужны на рукояти те же 40 кг, но рукоять при этом нужно вращать в обратную сторону и эту нагрузку воспринимают другие, нерабочие стороны зубьев рейки.
После начала рабочего хода штока пружина увеличивается по длине и ее усилие на шток уменьшается. Но здесь необходимо учесть следующее. При начале рабочей операции (например, запрессовки втулки) сначало преодолевается сила трения покоя, а затем уже преодолевается сила трения скольжения.
Коэффициент трения при покое в два раза больше коэффициента трения при скольжении (Александров Н.В., Яшкин А.Я. Курс общей физики. Механика. М., Просвещение. 1978. С. 82-83.
Поэтому наиболее важно иметь усилие на штоке в самом начале рабочего движения (например запрессовки). В дальнейшем усилие на штоке от действия пружины уменьшается.
Для полезной модели (прототип пресс МР1) усилие пружины надетой на рабочий шток должна быть ориентировочно равна 10000 Н; усилие от ручного усилия на рукояти (400 Н) и через реечную передачу усилие на рабочем штоке тоже равно 10000 Н.
Пружины для предлагаемой полезной модели могут быть различных видов (цилиндрические, конические, комбинированные); наличие того или иного вида пружины не влияет на сам принцип полезной модели.
Например, подбор параметров цилиндрических пружин сжатия может производиться путем расчета по ГОСТ 13764-86.
Усилие на пружине при полном сжатии витков зависит от сочетания рабочего числа витков, полного числа витков, диаметра прутка пружины, диаметра самой пружины, жесткости пружины, длины пружины в свободном состоянии, длины пружины при соприкосновении витков.
Подбор параметров пружины не является неотъемлимой частью полезной модели, поэтому приведем только один пример для наиболее распространенной цилиндрической пружины сжатия.
В качестве примера приведем параметры цилиндрической пружины сжатия из материала 65С2 ВА по ГОСТ 14963-79; максимальное допустимое касательное напряжение для этой стали равно 1463 МПа.
При поджатых шлифованных концах, на максимальное усилие при соприкосновении витков 10000 Н данные расчета: рабочее число витков n=3, полное число витков n1=5; диаметр прутка проволоки d=10 мм, внутренний диаметр пружины Dв=40 мм, наружный диаметр пружины D=60 мм, длина пружины в свободном состоянии L1=78 мм; жесткость пружины С=260 Н/мм; длина пружины при соприкосновении витков L=45 мм; максимальное касательное напряжение в витках пружины 1400МПа.
Подбор пружины на одно и тоже усилие можно получить при различных параметрах d,D,Dв,L, L1,C,n1,n, различных материалах, различных конструкциях нерабочих концов.
Недостатком прототипа, ручного реечного пресса МР1, является недостаточное рабочее усилие на штоке (равное 10000 Н) при тех же габаритах пресса.
Отличие полезной модели от прототипа конструктивно состоит в том, что на шток с нижней стороны (пресс работает в вертикальном положении) надета пружина сжатия, которая при рабочем ходе разжимаясь работает вместе с усилием на рукояти, то есть усилие пружины сжатия(10000 Н), которая одним концом упирается в корпус, а другим концом в фиксирующий палец, суммируется с ручным усилием (400 Н) на рукояти, которое через реечную передачу передает усилие (10000 Н) на шток; то есть усилие на рабочем штоке в начале рабочего движения (когда необходимо преодолеть трение покоя) увеличивается в два раза.
Существенный признак полезной модели конструктивно состоит в том, что на шток с нижней стороны надета пружина сжатия, которая одним концом упирается в корпус пресса, а другим концом упирается в фиксирующий палец, расположенный в нижней части штока со стороны выхода штока из корпуса.
Объективно проявляющийся технический результат состоит в увеличении рабочего усилия на штоке в начальной стадии рабочего процесса ориентировочно в два раза; причем усилие на рабочих сторонах зубьев рейки не изменяется (а следовательно, износ, а также другие эксплуатационные дефекты зубьев рейки не увеличиваются).
Отличительные признаки полезной модели, конструктивно состоят в том, что в конструкцию пресса введен новый конструктивный элемент пружина сжатия, которая при рабочем ходе штока помогает ручному усилию.
Предлагаемая полезная модель обладает свойством промышленной применимости, так как дополнительный конструктивный элемент пружина сжатия может быть изготовлена на современном заводском оборудовании в механическом цехе.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
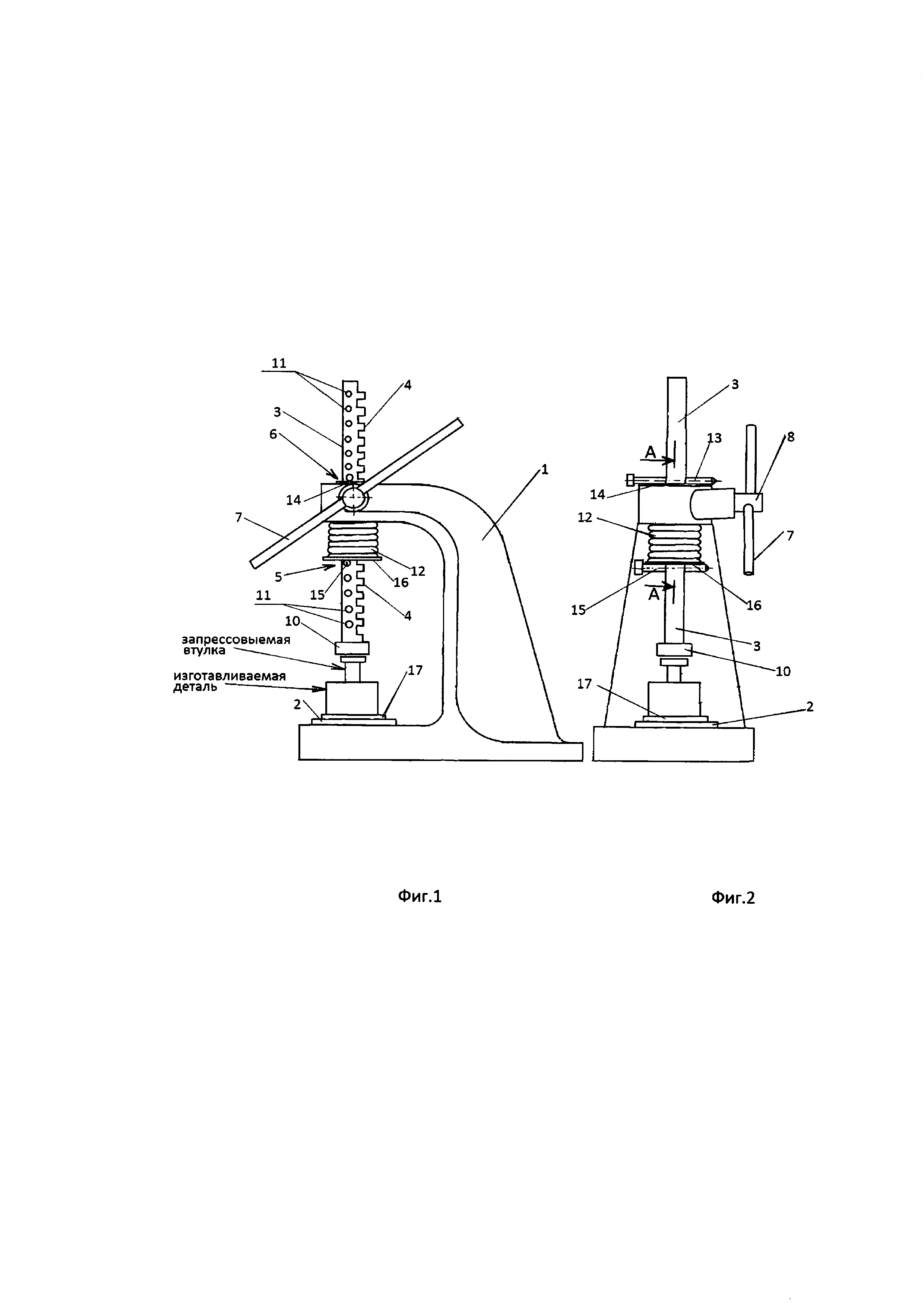
На фиг. 1 представлен вид пресса сбоку в положении, когда пружина сжата и сверху застопорена стопорным пальцем; изготавливаемая деталь небольшая по высоте и используется практически вся величина вылета штока.
На фиг. 2 представлен вид пресса спереди в положении, когда пружина сжата и сверху застопорена стопорным пальцем; изготавливаемая деталь небольшая по высоте и используется практически вся величина вылета штока.
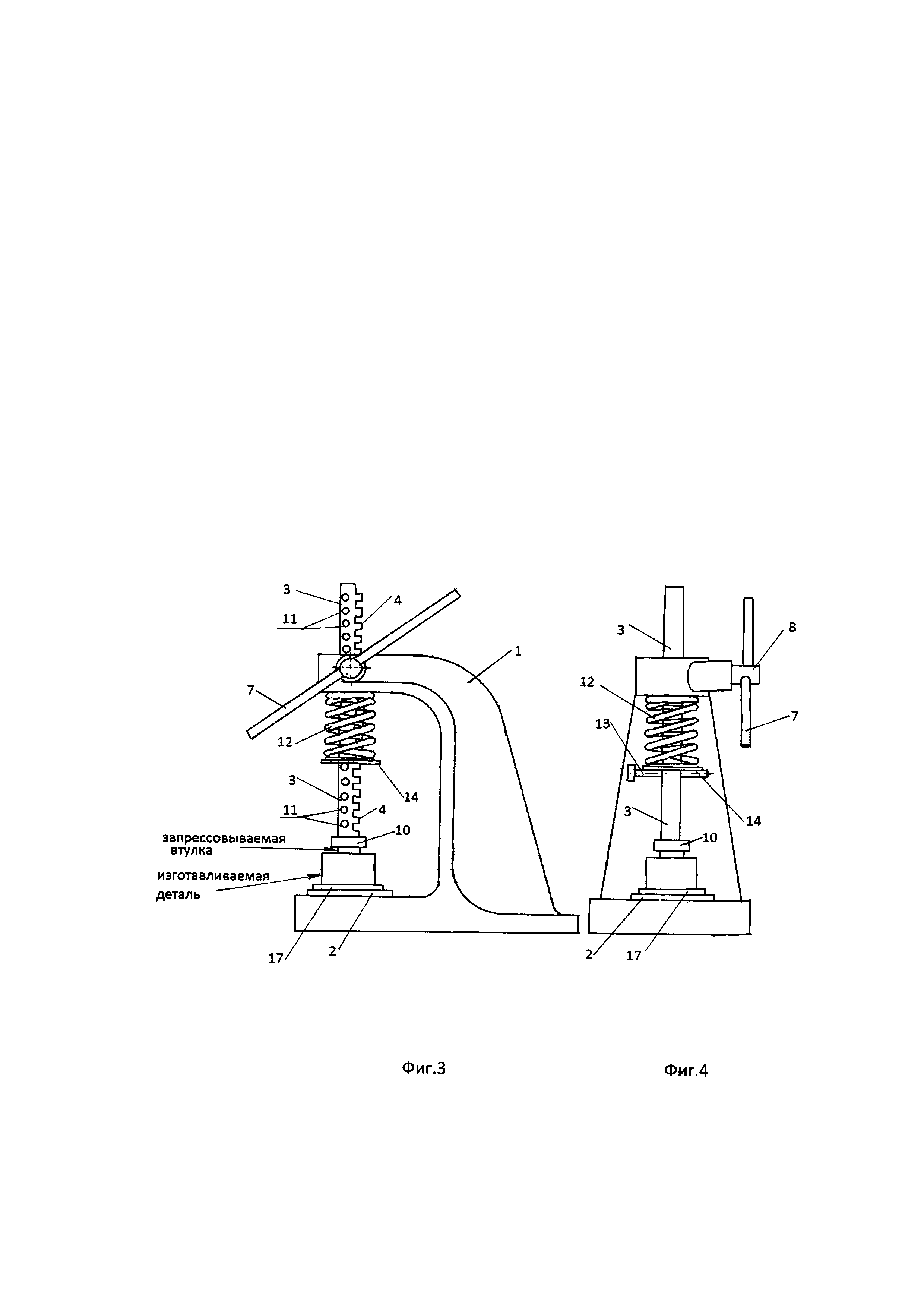
На фиг. 3 представлен вид пресса сбоку в положении, когда стопорный палец вынут и рабочий шток перемещается вниз, совершая рабочее движение, под действием разжимающейся пружины и ручного усилия на рукояти; изготавливаемая деталь небольшая по высоте и используется практически вся величина вылета штока.
На фиг. 4 представлен вид пресса сбоку в положении, когда стопорный палец вынут и рабочий шток перемещается вниз, совершая рабочее движение, под действием разжимающейся пружины и ручного усилия на рукояти; изготавливаемая деталь небольшая по высоте и используется практически вся величина вылета штока.
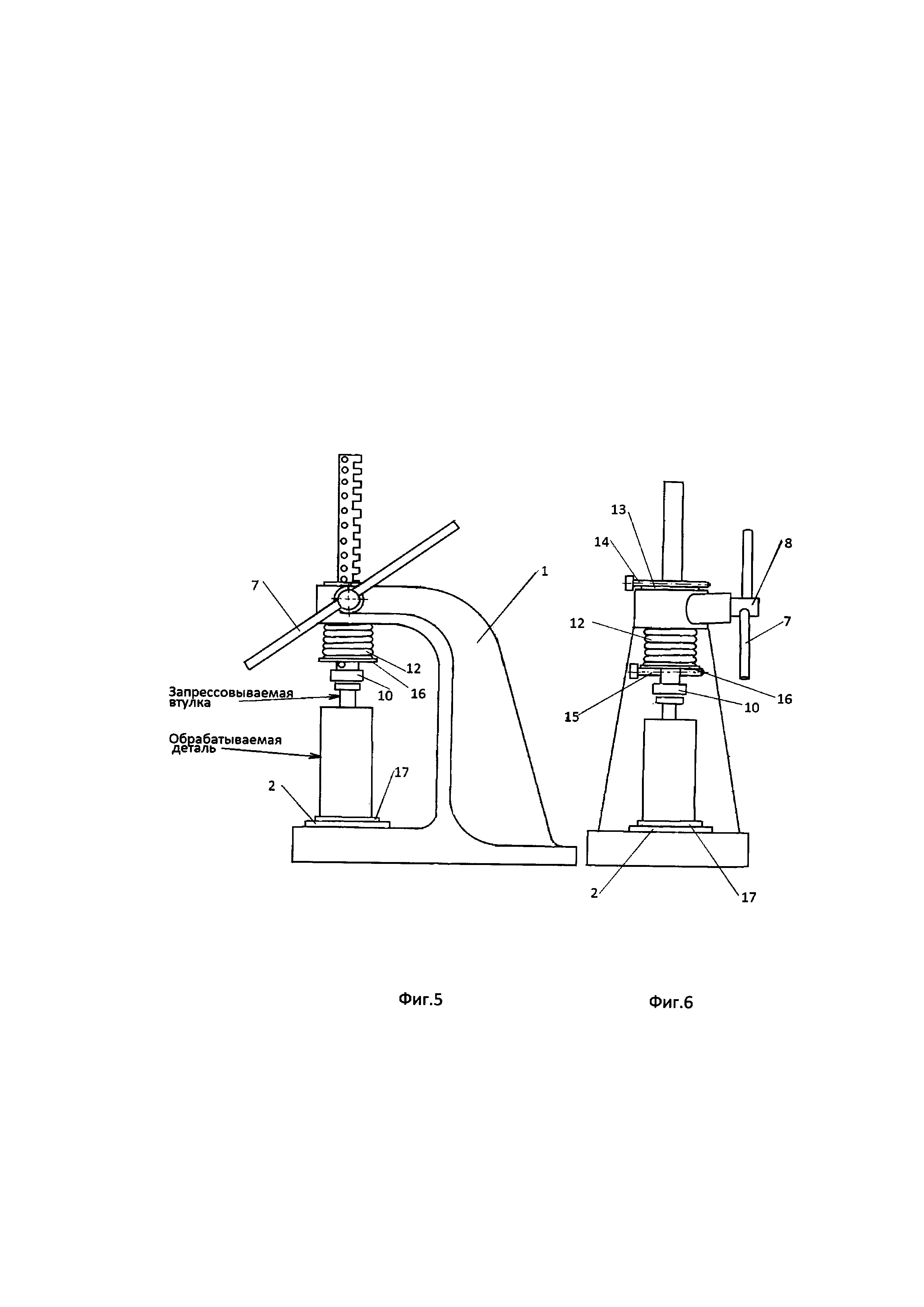
На фиг. 5 представлен вид пресса сбоку в положении, когда пружина сжата и сверху застопорена стопорным пальцем; изготавливаемая деталь большая по высоте и используется небольшая величина вылета штока.
На фиг. 6 представлен вид пресса спереди в положении, когда пружина сжата и сверху застопорена стопорным пальцем; изготавливаемая деталь большая по высоте и используется небольшая величина вылета штока.
На фиг. 7 представлен вид пресса сбоку в положении, когда стопорный палец вынут и рабочий шток перемещается вниз, совершая рабочее движение, под действием разжимающейся пружины и ручного усилия на рукояти; изготавливаемая деталь большая по высоте и используется небольшая величина вылета штока.
На фиг. 8 представлен вид пресса сбоку в положении, когда стопорный палец вынут и рабочий шток перемещается вниз, совершая рабочее движение, под действием разжимающейся пружины и ручного усилия на рукояти; изготавливаемая деталь большая по высоте и используется небольшая величина вылета штока.
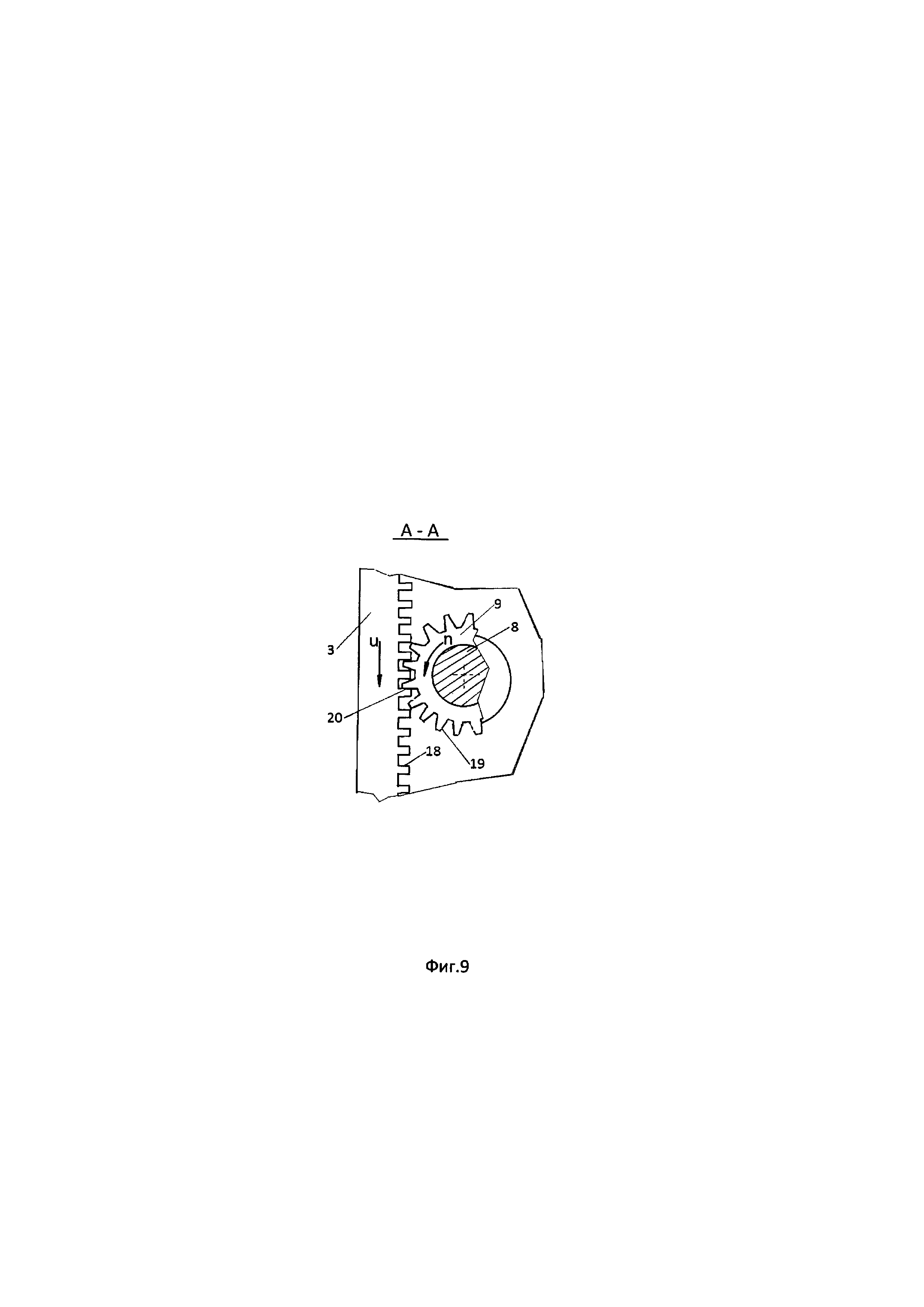
На фиг. 9 (сечение А-А) показано взаимное положение рабочих профилей зубьев рейки и зубчатого колеса при рабочем движении рабочего штока, то есть при движении вниз.
На фиг. 10 (сечение А-А) показано взаимное положение нерабочих профилей зубьев рейки и зубчатого колеса при нерабочем движении рабочего штока, то есть при движении вверх для сжатия пружины для установки стопорного пальца.
ОСУЩЕСТВЛЕНИЕ ПОЛЕЗНОЙ МОДЕЛИ
Ручной реечный пресс, содержащий корпус 1, рабочий стол 2, рабочий шток 3, выполненный заодно с рейкой 4, и имеющий на корпусе зону выхода из корпуса 5 и зону входа в корпус 6, рукоять 7 для ручного усилия, соединенную с валом 8, на котором сидит шестерня 9, соединенная с рейкой на штоке, рабочий инструмент (пуансон)Ю на штоке для выполнения пластической или иной операции, отличающийся тем, что на штоке имеются отверстия 11 диаметром d=8 мм с шагом t=2 d и на этот шток надета пружина сжатия 12, ограниченная на штоке снизу (в зоне выхода из корпуса) фиксирующим пальцем 15, вставленным в одно из отверстий 11, и фиксирующей шайбой 16, а сверху (в зоне входа в корпус) на штоке имеется стопорный палец 13, вставленный в одно из отверстий 11, и стопорной шайбой 14. Только при вынимании пальца 13 и шайбы 14 шток (при плавном вращении рукояти) может совершать, перемещаясь вниз, рабочее движение и пружина начнет разжиматься и увеличиваться по длине, создавая усилие на рабочем штоке дополнительно к ручному усилию на рукояти, при этом рабочий
инструмент на штоке получает усилие как от пружины, так и от рукояти для совершения технологической операции (например, для запрессовки втулки в изготавливаемую деталь на рабочем столе),
причем стопорная шайба 14 выполнена толщиной, обеспечивающей компенсацию шага между отверстиями рабочего штока для расположения пружины в сжатом состоянии.
Подкладка 17 между рабочим столом и изготавливаемой деталью выполнена толщиной, обеспечивающей положение относительно рабочего инструмента детали, необходимое для выполнения над ней технологической операции.
Заметим, что детали пресса изображены без мелких конструктивных подробностей.
Заметим следующее. Чтобы сжать пружину при помощи фиксирующего пальца и застопорить ее стопорным пальцем, нужно приложить усилие на рукояти такое же усилие 400 Н, но в обратном направлении. При этом пружина сожмется до соприкосновения витков и ее сила будет равна 10000 Н; при этом процесс сжатия пружины с учетом установки стопорного пальца занимает несколько секунд.
Усилие рабочего хода (например, запрессовки втулки) занимает несколько минут и в это время от усилия на рукояти 400 Н и передающее это усилие через реечную передачу на шток равное 10000 Н нагружены рабочие стороны зубья рейки. То есть нагружены несколько минут те стороны зубьев рейки и соответствующие зубья шестерни, которые перемещают шток вниз совершая рабочий процесс.
На фиг. 9, где: п - направление вращения шестерни; u - направление перемещения штока; 3 - рабочий шток, выполненный заодно с рекой; 8 - вал рукояти, на котором находится шестерня. Обозначены 18 - рабочие стороны зубьев рейки и 19 - рабочие стороны зубьев шестерни. Эти стороны имеют контакт 20 (площадь контакта) от соприкосновения и перемещают шток вниз, совершая рабочий процесс. Этот процесс (например запрессовки втулки) занимает несколько минут. Во время рабочего процесса рабочие стороны зубьев рейки и шестерни нагружены и подвергаются износу.
На фиг. 10, где: п - направление вращения шестерни; u - направление перемещения штока; 2 - рабочий шток, выполненн 21 - нерабочие стороны зубьев рейки и 22 - нерабочие стороны зубьев шестерни. Эти стороны зубьев имеют контакт 23 (площадь контакта) от соприкосновения и перемещают шток вверх (это реверс реечной передачи), совершая сжатие пружины. Этот процесс занимает несколько секунд даже с учетом установки стопорного пальца. Во время процесса сжатия пружины нерабочие стороны зубьев рейки и шестерни практически не изнашиваются.
Заметим, что рабочие и нерабочие стороны рейки и шестерни отличаются тем, что рабочие стороны изготавливаются с большей точностью и их в ряде случаев подвергают поверхностному упрочнению для большей долговечности.
На шток с нижней стороны (пресс работает в вертикальном положении) надета пружина сжатия, которая при рабочем ходе разжимаясь работает вместе с усилием на рукояти, то есть усилие пружины сжатия(10000 Н), которая одним концом упирается в корпус, а другим концом в фиксирующий палец на штоке, суммируется с ручным усилием (400 Н) на рукояти, которое через реечную передачу передает усилие (10000 Н) на шток; то есть усилие на рабочем штоке в начале рабочего движения (когда необходимо преодолеть трение покоя) увеличивается в два раза.
Чтобы сжать пружину вручную до соприкосновения витков нужны на рукояти те же 400 Н, но рукоять при этом нужно вращать в обратную сторону (то есть при реверсе реечной передачи) и эту нагрузку воспринимают другие, нерабочие стороны зубьев рейки.
После начала рабочего хода штока пружина увеличивается по длине и ее усилие на шток уменьшается. Но здесь необходимо учесть следующее. При начале рабочей операции (например, запрессовки втулки) сначала преодолевается сила трения покоя, а затем уже преодолевается сила трения скольжения.
Коэффициент трения при покое в два раза больше коэффициента трения при скольжении (Александров Н.В., Яшкин А.Я. Курс общей физики. Механика. М., Просвещение. 1978. С. 82-83.
Поэтому наиболее важно иметь большое усилие на штоке в самом начале рабочего движения (например, запрессовки). В дальнейшем усилие на штоке от действия пружины уменьшается, но все равно суммарное на штоке усилие будет больше 10000 Н.
Изготавливать пружину с диаметром прутка d=10 мм нужно в механическом цехе на специализированном оборудовании. Навивать вручную, с помощью ручных приспособлений можно пружину с диаметром витка d до 4 мм. То есть пружину нужно заказывать, но все равно стоимость заказа пружины на порядок меньше стоимости пресса.
Нецелесообразно, чтобы длина пружины в свободном состоянии L1 превышал вылет рабочего штока, в противном случае необходимо будет иметь приспособление (хотя и несложное) для надевания пружины на шток и установки фиксирующего пальца.
Чертежи выполнены без мелких конструктивных подробностей (то есть с некоторыми элементами упрощения), что не влияет на освещение самого принципа полезной модели.
Пуансоны имеют различную геометрическую форму и выполняют различные технологические операции: запрессовка и выпрессовки втулок и подшипников, обжим, просечки, операции заклепки, пробойные операции.
Отверстия в штоке выполнены с шагом t=2d, где d - диаметр. В отверстиях имеется вертикальные усилия (пресс работает в вертикальном положении) и от этих усилий в нижней части отверстий возникают усилия смятия и распространение зоны
смятия (или области смятия) не должна близко подходить к соседнему отверстию. Анализ элементов конструкций пластинчатых цепей, втулочных цепей, цепей для цевочных колес, где имеются аналогичные нагрузки, показал, что ориентировочно шаг между отверстиями, исходя из условия обеспечения прочности, равен двум диаметрам втулок или пальцев. Это заимствовано нами.
Стопорная шайба 14 в прессе выполнена толщиной, обеспечивающей компенсацию шага между отверстиями рабочего штока для расположения пружины в сжатом состоянии.
Подкладка 17 под изготавливаемой деталью выполнена толщиной, обеспечивающей положение относительно рабочего инструмента детали, необходимое для выполнения над ней технологической операции. Подкладка подбирается такой толщины, чтобы максимально приблизить деталь к пуансону для выполнения технологической операции (например, для запрессовки втулки).
Следует подчеркнуть следующее важное обстоятельство. Пресс применяется в единичном и мелкосерийном производстве в опытном производстве заводских цехов, при индивидуальном производстве в условиях гаража, в сервисных мастерских и фирмах. Целесообразность полезной модели можно привести на следующем примере. Необходимо выпрессовать старую изношенную втулку из корпуса сложной детали. А
это связано с необходимостью применения значительных усилий, так как втулка может получить коррозию и «схватиться» с корпусом, в который она была когда то запрессована. Если втулку не удастся выпрессовать, то нужно будет выбросить корпус и изготавливать новый, что при ремонтных работах крайне нежелательно. Применить более мощный пресс не всегда возможно, так как там другие размеры рабочего штока и пуансонов. При огромном многообразии применения прессов могут быть применены и другие примеры целесообразности предлагаемой полезной модели.
БИБЛИОГРАФИЯ
Патент РФ №2298479 (30. 9. 2005) «Механический ручной пресс»,
Патент РФ №2147511 (24. 04. 2008) «Прессформа и ручной пресс для изготовления фигурных элементов мощения».
Патент РФ №2063334 (03.26.1994) « Ручной пресс»
Полезная модель №51558 (1.7. 2016) «Механический ручной пресс»,
А.с.№653018 (13.10.1977) «Ручной клепальный пресс».
Реферат
Ручной реечный пресс, содержащий корпус, рабочий стол, рабочий шток, выполненный заодно с рейкой и имеющий на корпусе зону выхода из корпуса и зону входа в корпус, рукоять для ручного усилия, соединенную с валом, на котором сидит шестерня, соединенная с рейкой на штоке, рабочий инструмент (пуансон) на штоке для выполнения пластической или иной операции; на штоке имеются отверстия диаметром (J=8mm с шагом t=2 d и на этот шток надета пружина сжатия, ограниченная на штоке снизу (в зоне выхода из корпуса) фиксирующим пальцем, вставленным в одно из отверстий, и фиксирующей шайбой в положении, когда витки пружины сомкнуты, а сверху (в зоне входа в корпус) на штоке имеется стопорный палец, вставленный в одно из отверстий, и стопорной шайбой, только при вынимании которых шток (при плавном вращении рукояти) может совершать, перемещаясь вниз, рабочее движение и пружина начнет разжиматься и увеличиваться по длине, создавая усилие на рабочем штоке дополнительно к ручному усилию на рукояти, при этом рабочий инструмент на штоке получает усилие как от пружины, так и от рукояти для совершения технологической операции (например, для запрессовки втулки в изготавливаемую деталь на рабочем столе), причем стопорная шайба имеет различную толщину для компенсации шага между отверстиями с той целью, чтобы пружина находилась в предельно сжатом состоянии, а подкладка между рабочим столом и изготавливаемой деталью также имеет различную толщину для регулировки по высоте изготавливаемой детали относительно рабочего инструмента (пуансона).
Комментарии