Устройство для создания высокого давления - RU2060812C1
Код документа: RU2060812C1
Чертежи


















Описание
Изобретение относится к высоким и сверхвысоким давлениям, вызывающим химическую или физическую модификацию веществ, в частности к устройству для создания высокого давления, которое может быть использовано для синтеза сверхтвердых материалов, таких как алмазы и кубический нитрид бора, прессования и спекания порошковых материалов и композиций, а также для научных исследований материалов, находящихся под воздействием высоких давлений и температур.
Научно-исследовательскими работами последнего времени показано, что применение многопуансонных устройств для создания высокого давления является целесообразным как с точки зрения повышения качества сверхтвердых материалов, так и получения новых материалов, например, выращивания монокристаллов на затравках.
Среди многопуансонных устройств для создания высокого давления наилучшие показатели достигнуты в конструкциях, использующих для осуществления рабочего хода сжатия гидростатические приводы. Общим для этого класса устройств является наличие корпуса, в котором генерируется первичное давление, сферически эластичная оболочка, ограничивающая полость корпуса, внутри которой расположены пуансоны, имеющие форму усеченной пирамиды со сферической поверхностью большего основания. В сборе пуансоны при обязательном наличии зазора между ними имеют наружную сферическую поверхность, а внутри многогранную полость, которая является камерой сжатия. В камеру сжатия помещается деформируемый контейнер, во внутренней полости которого находится обрабатываемый материал. Перемещение пуансонов к центру сферы осуществляется гидростатическим приводом, воздействующим на пуансон через сферическую оболочку и обеспечивающим синхронизацию схождения пуансонов. Перемещением пуансонов к центру сферы обеспечивается уменьшение начального объема деформируемого контейнера и генерирование в камере сжатия высокого давления в диапазоне 4-8 ГПа.
Указанные выше особенности могут быть реализованы различными путями. Например, камера сжатия может иметь форму куба, тетраэдра, октаэдра и других многогранников и от этого зависит количество пуансонов. Пуансоны могут быть разделены по высоте на несколько частей и иметь как сферическую, так и коническую или плоскую поверхности силового контакта.
Кроме этого, устройство может быть выполнено одно-, двух- и трехступенчатым. При этом форма внутренних пуансонов не будет соответствовать форме наружных, а силовой контакт внутренних пуансонов с наружными может осуществляться как по одной, так и по нескольким поверхностям. Во всех случаях деформируемые прокладки для разделения пуансонов обязательны.
В описанных конструкциях устройств для создания высокого давления одной из проблем является проблема сборки-разборки, связанная с размещением деформируемого контейнера с обрабатываемым материалом между рабочими плоскостями пуансонов, которыми служат обращенные к центру шара плоскости их внутренних частей, и извлечением деформируемого контейнера с обработанным материалом после воздействия давления, причем при сборке необходимо обеспечить заданное положение пуансонов относительно друг друга.
Наиболее актуальна эта проблема при использовании устройства в промышленности, когда время сборки-разборки связано с производительностью устройства.
Известно устройство для создания высокого давления [1] содержащее цилиндрический корпус, в котором расположена уплотнительная оболочка, примыкающая к его боковой стенке, образованной цилиндрической обечайкой, днищу, служащему основанием, и крышке. Уплотнительная оболочка состоит из двух жестко связанных между собой частей. В верхней и нижней частях корпуса между уплотнительной оболочкой и соответственно крышкой и днищем расположены по два кольца для уплотнения корпуса в местах соединения обечайки с крышкой и днищем. Внутри первой оболочки расположена вторая уплотнительная оболочка сферической формы из металлической фольги, которая состоит из двух связанных между собой пайкой частей и в которой установлены четыре, шесть или большее количество пуансонов, имеющих форму усеченной пирамиды со сферическим большим основанием. Пуансоны расположены по периферии второй уплотняющей оболочки с зазором между боковыми поверхностями и выполнены составными по высоте. Внутренние части пуансонов, обращенные к центру шара, частью которого являются пуансоны, своими плоскостями образуют камеру высокого давления для размещения деформируемого контейнера с обрабатываемым материалом, подвергаемым давлению. При этом наружные и внутренние части пуансонов жестко связаны между собой посредством винтов.
Один из пуансонов, расположенный в нижней части корпуса, жестко связан с промежуточной деталью, установленной на днище корпуса, служащей опорой для нижнего пуансона и одновременно для размещения электроввода, обеспечивающего нагрев материала при воздействии на него давления. Между сферической поверхностью наружных частей пуансонов и второй оболочкой установлены щитки, перекрывающие зазоры между боковыми поверхностями наружных частей пуансонов и служащие средством для уплотнения зазоров, причем каждый щиток жестко связан с пуансонами посредством винтов. Полость корпуса между первой и второй оболочками, служащая камерой первичного давления, сообщена с источником рабочей жидкости под давлением. При подводе рабочей жидкости в камеру первичного давления пуансоны воспринимают давление и начинают синхронно сходиться к центру шара, воздействуя на деформируемый контейнер с обрабатываемым материалом. При этом вторая оболочка подвергается пластической деформации.
Для извлечения деформируемого контейнера с обработанным материалом после воздействия на него давления осуществляется разборка устройства, заключающаяся в следующем.
Рабочая жидкость отводится из камеры первичного давления. Снимается крышка, извлекаются верхние кольца, затем снимается цилиндрическая обечайка и отделяется верхняя часть первой оболочки. После этого разрезается вторая оболочка, извлекаются винты, соединяющие щитки с наружными частями пуансонов, и последовательно извлекаются все пуансоны и сдеформированный контейнер с обработанным материалом.
Сборка устройства осуществляется в обратной последовательности, причем вторая оболочка заменяется новой. Описанный процесс сборки-разборки устройства для создания высокого давления является трудоемким, так как практически не механизирован из-за конструктивных особенностей устройства. Наружные и внутренние части пуансонов, связанные между собой, имеют большой вес и требуют больших усилий для установки-удаления. Разрезание использованной второй оболочки, удаление пуансонов при извлечении материала, установка нового деформируемого контейнера с материалом и поочередно пуансонов, сборка второй оболочки и ее герметизация, а также монтаж собранных частей внутри первой оболочки, значительно снижают производительность устройства.
Известно также устройство для создания высокого давления [2] содержащее основание, на котором установлен корпус со сферической полостью, состоящий из двух частей, расположенных одна над другой, и снабженный средством для уплотнения зазора между его частями, эластичную оболочку сферической формы, состоящую из двух частей, расположенных соответственно в верхней и нижней частях корпуса так, что между наружной поверхностью эластичной оболочки и внутренней сферической поверхностью корпуса имеется полость, служащая камерой первичного давления, которая связана с источником рабочей жидкости под давлением, расположенную внутри эластичной оболочки группу пуансонов, состоящих из наружных частей, которые имеют форму усеченной пирамиды со сферическим большим основанием, являются частью шара и расположены с зазором между боковыми поверхностями, и одна из которых, расположенная в нижней части эластичной оболочки, жестко связана с нижней частью корпуса, и внутренних частей, также расположенных с зазором между боковыми поверхностями, контактирующих с наружными частями пуансонов и образующих плоскостями, обращенными к центру сферической оболочки, камеру высокого давления для размещения деформируемого контейнера с обрабатываемым материалом, подвергаемым давлению, расположенное внутри эластичной оболочки средство для уплотнения зазоров между боковыми поверхностями наружных частей пуансонов и связанное с частями корпуса средство для их удержания при подаче рабочей жидкости в камеру первичного давления.
В указанном устройстве части эластичной оболочки соединены между собой по окружностям их оснований, придавая камере первичного давления форму сферического кольца. После удаления рабочей жидкости из камеры первичного давления наружные части пуансонов не возвращаются в исходное положение.
При такой конструкции устройства для извлечения материала после воздействия на него давления необходимо осуществить полную его разборку, при которой после снятия верхней части корпуса разъединяются части эластичной оболочки, последовательно удаляются наружная часть верхнего пуансона, наружные части боковых пуансонов, а затем внутренние части пуансонов и сдеформированный контейнер с обработанным материалом. Такая разборка и, следовательно, сборка являются трудоемкими и длительными. Сама конструкция устройства не позволяет механизировать процесс сборки-разборки. Следствием длительного времени сборки-разборки является низкая производительность устройства.
Использование байонета в качестве средства для удержания частей корпуса при подаче рабочей жидкости в камеру первичного давления также существенно увеличивает время сборки и разборки.
Задача изобретения разработка устройства для создания высокого давления с таким выполнением камеры первичного давления при обеспечении восстановления зазора между наружными частями пуансонов при удалении рабочей жидкости из камеры первичного давления, обеспечении установки и удаления из корпуса одновременно всех внутренних частей пуансонов и обрабатываемого материала, подвергаемого давлению, и поддержании заданного положения внутренних частей относительно друг друга, которое позволило бы ускорить и упростить сборку-разборку устройства для размещения материала и его удаления после воздействия давления, повысить производительность устройства, обеспечить высокую воспроизводимость условий воздействия давления и возможность механизации работ по сборке-разборке.
Задача решается тем, что в устройстве для создания высокого давления содержащем основание, на котором установлен корпус со
сферической полостью,
состоящий из двух частей, расположенных одна над другой, и снабженный средством для уплотнения зазора между его частями и приводом разъема частей, эластичную оболочку
сферической формы, состоящую из
двух частей, расположенных соответственно в верхней и нижней частях корпуса так, что между наружной поверхностью эластичной оболочки и внутренней сферической
поверхностью корпуса имеется полость,
служащая камерой первичного давления, которая связана с источником рабочей жидкости под давлением, расположенную внутри эластичной оболочки группу пуансонов,
состоящих из наружных частей, которые
имеют форму усеченной пирамиды со сферическим большим основанием, являются частью шара и расположены с зазором между боковыми поверхностями, и одна из которых,
расположенная в нижней части эластичной
оболочки, связана с нижней частью корпуса, и внутренних частей, также расположенных с зазором между боковыми поверхностями, контактирующих с наружными частями
пуансонов и образующих плоскостями,
обращенными к центру сферической оболочки, камеру высокого давления для размещения обрабатываемого материала, подвергаемого давлению, расположенное внутри
эластичной оболочки средство для уплотнения
зазоров между боковыми поверхностями наружных частей пуансонов и связанное с частями корпуса средство для их удержания при подаче рабочей жидкости в камеру
первичного давления, части эластичной
оболочки закреплены по окружностям их оснований на соответствующих частях корпуса, образуя в камере первичного давления две полости, изолированные одна от другой,
при этом наружные части пуансонов
снабжены средством для восстановления зазоров между их боковыми поверхностями при отводе рабочей жидкости из полостей камеры первичного давления, а внутренние части
пуансонов снабжены средством для их
удержания в заданном положении относительно друг друга, приспособленным для установки-удаления одновременно всех внутренних частей пуансонов и обрабатываемого
материала, подвергаемого давлению,
соответственно в нижнюю часть корпуса между расположенными в ней наружными частями пуансонов и из нижней части корпуса, и средством для уплотнения камеры высокого
давления и для поддержания зазоров
между их боковыми поверхностями
При таком выполнении устройства обеспечиваются ускорение и упрощение сборки-разборки, возможность механизации работ по
сборке-разборке и высокая
воспроизводимость условий воздействия на материал давления. Кроме того, повышается производительность устройства.
Средство для удержания внутренних частей пуансонов в заданном положении относительно друг друга выполнено в виде жесткого каркаса, охватывающего внутренние части пуансонов и расположенный между ними материал, образованного элементами с конфигурацией, обеспечивающей контакт наружных и внутренних частей пуансонов, и имеющего приспособление, обеспечивающее установку-удаление внутренних частей пуансонов и обрабатываемого материала, при этом в наружных или внутренних частях пуансонов со стороны плоскостей их контакта выполнены пазы для размещения жесткого каркаса, повторяющие конфигурацию его элементов, открытые со стороны боковых поверхностей наружных или внутренних частей пуансонов и имеющие глубину, превышающую толщину элементов жесткого каркаса на величину рабочего хода пуансонов для передачи усилия от наружных частей пуансонов к внутренним частям, минуя жесткий каркас.
Это повышает точность ориентирования внутренних частей относительно друг друга.
При наличии шести пуансонов жесткий каркас выполнен в виде короба с центральными отверстиями, выполненными в его боковых стенках и дне, открытого со стороны наружной части верхнего пуансона и установленного в кольцеобразных пазах, выполненных во внутренних частях пуансонов, при этом приспособлением, обеспечивающим установку-удаление внутренних частей пуансонов служат отверстия, выполненные в верхних частях боковых стенок короба.
Каркас в виде короба характеризуется простотой конструкции.
Боковые стенки короба и его дно соединены между собой шарнирно с возможностью поворота вокруг осей, совмещенных с ребрами короба.
Это обеспечивает удобство сборки-разборки.
Жесткий каркас выполнен в виде короба, в боковых стенках которого выполнены пазы, открытые со стороны верхнего пуансона и имеющие U-образную или прямоугольную форму, а в днище короба выполнено центральное отверстие.
Такая конструкция жесткого каркаса наиболее целесообразна для массивных пуансонов.
Жесткий каркас выполнен в виде рамы, форма поперечного сечения которого представляет собой тавровый профиль, по углам которой пеpпендикулярно плоскости рамы закреплены стойки с крестообразной формой поперечного сечения, при этом пазы для размещения ребер рамы и стоек выполнены в наружных и внутренних частях соответствующих пуансонов.
Такая конструкция жесткого каркаса обеспечивает, кроме удобства сборки и разборки, более точное центрирование наружных и внутренних частей пуансона относительно друг друга.
Средство для удержания внутренних частей пуансонов в заданном положении относительно друг друга представляет собой группу стоек, количество которых соответствует количеству углов оснований внутренних частей пуансонов, каждая из которых закреплена на пересечении боковых поверхностей внутренних частей пуансона, наружная часть которого жестко связана с нижней частью корпуса и расположена в пазу, выполненном во внутренней части соответствующего пуансона со стороны плоскости контакта с наружной частью этого пуансона и повторяющем форму стойки, при этом глубина пазов для размещения стоек превышает толщину стоек на величину рабочего хода пуансонов.
Такая конструкция позволяет сократить время сборки и за счет крепления концов стоек в наружной части верхнего пуансона.
Средство для поддержания зазоров между наружными частями пуансонов выполнено в виде группы упругих элементов.
Это обеспечивает работоспособность конструкции при наличии жесткого каркаса.
При размещении обрабатываемого материала в деформируемом контейнере из диэлектрического материала и при наличии электроввода для обеспечения прямого или косвенного нагрева обрабатываемого материала одновременно с воздействием на него давления, закрепленного в нижней части корпуса и электрически связанного с двумя противолежащими пуансонами, и при выполнении средства для уплотнения зазоров между боковыми поверхностями наружных частей пуансонов в виде щитков, расположенных со стороны сферической поверхности наружных частей пуансонов и контактирующих с эластичной оболочкой, жесткий каркас по меньшей мере на участках контакта с внутренними частями пуансонов выполнен из диэлектрического материала или имеет диэлектрическое покрытие, при этом каждый щиток снабжен прокладкой из диэлектрического материала, расположенной между сферической поверхностью наружной части пуансона и щитком, а средство для поддержания зазоров между наружными частями пуансонов дополнительно содержит прокладки из диэлектрического материала по количеству упругих элементов, закрепленные на боковых поверхностях наружных частей пуансонов на участках контакта с упругими элементами.
Это обеспечивает возможность нагрева обрабатываемого давлением материала.
В деформируемом контейнере на каждой грани выполнены центральные сквозные отверстия, образующие полости для размещения обрабатываемого материала, а в нижних и верхних частях корпуса установлены дополнительные электровводы, электрически связанные по крайней мере с еще одним пуансоном.
Такое выполнение устройства обеспечивает повышение производительности и получение материалов с новыми свойствами.
Наружные части тех пуансонов, которые удаляются из корпуса для извлечения и установки жесткого каркаса вместе с внутренними частями пуансонов и обрабатываемым материалом снабжены приспособлением для их установки-удаления.
Это ускоряет сборку-разборку устройства и тем самым повышает его производительность.
Приспособление для установки-удаления наружной части пуансона выполнено в виде подпружиненного элемента Т-образной формы, расположенного в глухом отверстии, выполненном в наружной части пуансона со стороны ее сферической поверхности, и выступающим над сферической поверхностью в раскрытом положении корпуса.
Такая конструкция приспособления технологична, а само приспособление просто в эксплуатации.
Устройство содержит дополнительную эластичную оболочку, повторяющую форму основной эластичной оболочки, примыкающую к основной эластичной оболочке и состоящую из двух частей, механически связанных с соответствующими частями основной эластичной оболочки, при этом средство для уплотнения зазоров между боковыми поверхностями наружных частей пуансонов механически связано с дополнительной эластичной оболочкой.
Наличие дополнительной эластичной оболочки повышает работоспособность и производительность устройства.
Устройство содержит дополнительную упругую оболочку, повторяющую форму основной эластичной оболочки и примыкающую к ней, состоящую из двух частей, одна часть которой, размещенная в верхней части корпуса механически связана с соответствующей частью основной эластичной оболочки, а другая часть дополнительной упругой оболочки, размещенная в нижней части пуансона, контактирует своей наружной поверхностью с внутренней поверхностью части основной эластичной оболочки, выполнена из жестко упругого материала и имеет на краях большего основания этой части дополнительной упругой оболочки приспособление для установки и удаления всех элементов, находящихся внутри дополнительной упругой оболочки.
Такая конструкция устройства существенно повышает работоспособность и производительность, а также облегчает процесс сборки-разборки.
Средство для удержания частей корпуса при подаче рабочей жидкости в камеру первичного давления выполнено в виде рамы, установленной на основании с возможностью поворота относительно горизонтальной оси и в вертикальном положении охватывающей корпус и контактирующей с нижней и верхней частями корпуса внутренними цилиндрическими поверхностями ее поперечных участков, при этом нижние и верхние части корпуса имеют соответствующие наружные цилиндрические поверхности контакта с рамой, повторяющие по существу ту же кривизну, причем рама снабжена приводом поворота, установленным на основании.
Рама снабжена средством для возврата частей корпуса в исходное положение при отводе рабочей жидкости из полостей камеры первичного давления.
Такое выполнение средства для удержания частей корпуса при подаче рабочей жидкости в камеру первичного давления и наличие средства для возврата частей корпуса в исходное положение при отводе рабочей жидкости из полости камеры облегчает обслуживание устройства и сокращает время сборки-разборки устройства в целом.
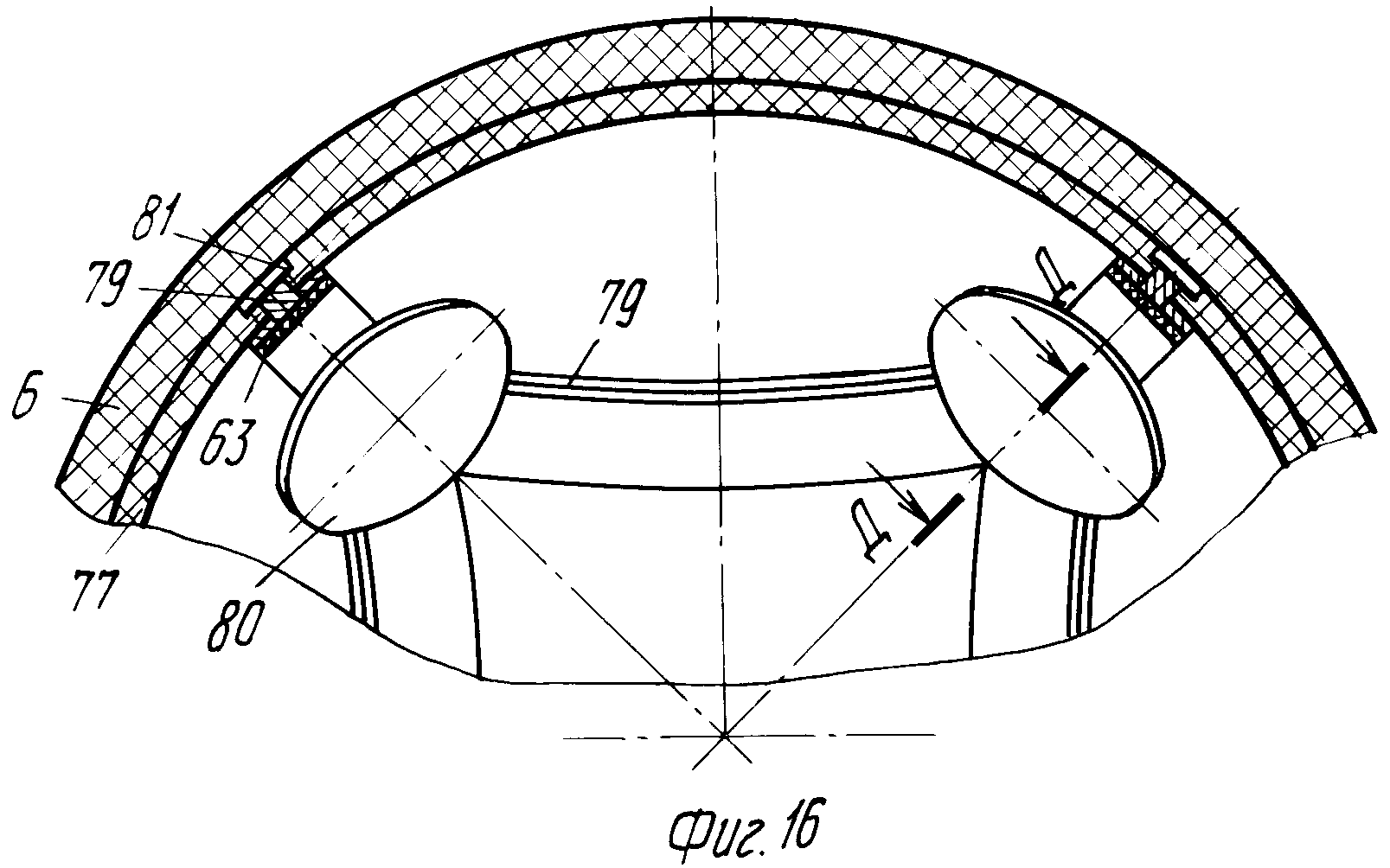
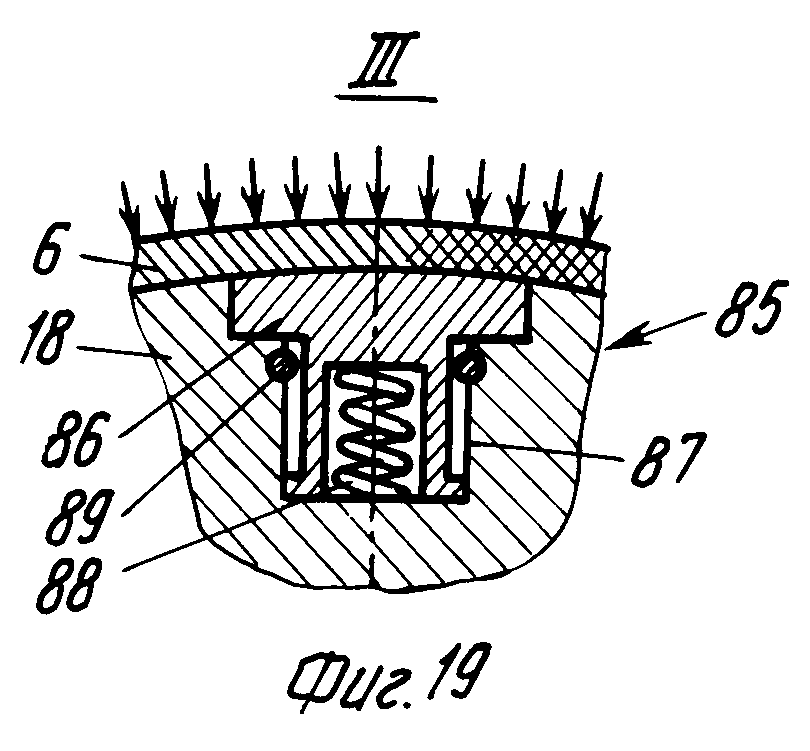
На фиг.1 изображено устройство для создания высокого давления до подачи рабочей жидкости в камеру первичного давления, продольный разрез; на фиг.2 жесткий каркас, выполненный в виде короба, изометрия; на фиг.3 короб с установленными в нем внутренними частями пуансонов и обрабатываемым материалом в крайнем положении пуансонов при достижении заданного давления и частично пуансонов, продольный разрез; на фиг. 4 узел I на фиг.3, в увеличенном масштабе; на фиг. 5-7 возможные варианты выполнения жесткого каркаса; на фиг. 8 разрез А-А на фиг.10, устройство для создания давления со средством для удержания внутренних частей пуансонов в заданном положении относительно друг друга, выполненным в виде стоек; на фиг.9 разрез Б-Б на фиг.8; на фиг. 10 разрез В-В на фиг.8; на фиг.11 разрез Г-Г на фиг.8; на фиг.12 камера высокого давления в увеличенном масштабе, продольный разрез; на фиг.13 то же, что на фиг.1 с внутренними частями пуансонов и с камерой высокого давления в виде октаэдра, продольный разрез; на фиг.14 деформируемый контейнер с отверстиями на его боковых гранях, изометрия; на фиг.15 устройство для создания давления с основной и дополнительной оболочкой, продольный разрез; на фиг.16 фрагмент дополнительной оболочки с установленными в ней средствами для уплотнения зазоров между боковыми поверхностями наружных частей пуансонов, продольный разрез; на фиг.17 разрез Д-Д на фиг.16; на фиг.18 узел II на фиг. 15 в увеличенном масштабе; на фиг.19 и 20 узел III на фиг.1, возможные варианты выполнения; на фиг.21 устройство для создания давления, вид сбоку; на фиг.22 то же, с раскрытыми частями корпуса; на фиг.23 то же, вид сверху.
Устройство для создания высокого давления содержит основание 1 (фиг.1), на котором установлен корпус 2 со сферической полостью. Корпус 2 состоит из двух частей, расположенных одна на другой, нижней части 3 и верхней части 4, имеющих полусферические полости. В корпусе 2 расположена эластичная оболочка сферической формы, состоящая из двух полусферических частей, нижняя 5 из которых расположена в нижней части 3 корпуса 2, а верхняя 6 в его верхней части 4, причем так, что между наружной поверхностью нижней и верхней частей 5 и 6 и внутренней сферической поверхностью корпуса 2 имеется полость, служащая камерой 7 первичного давления. Нижняя и верхняя части 5 и 6 эластичной оболочки закреплены по окружностям их оснований соответственно на нижней части 3 и верхней части 4 корпуса 2, образуя в камере 7 первичного давления две полости, изолированные одна от другой. Закрепление нижней и верхней частей 5 и 6 эластичной оболочки осуществляется следующим образом. Края 8 и 9 частей 5 и 6 выполняются отогнутыми и с утолщениями, которые выполняются по окружности оснований и заходят в соответствующие пазы, выполненные в нижней и верхней частях 3 и 4 корпуса 2. Предпочтительным материалом эластичной оболочки служит маслобензостойкая резина или полиуретан.
Камера 7 первичного давления сообщена с источником 10 рабочей жидкости под давлением, содержащим насос 11 высокого давления, подающий рабочую жидкость в магистрали 12 и 13, которые через штуцеры 14 и 15 и каналы 16 и 17, выполненные соответственно в нижней и верхней частях 3 и 4, корпуса 2, сообщены с полостями камеры 7.
Внутри эластичной оболочки расположена группа пуансонов, минимальное количество которых равно четырем, и может составлять шесть, восемь и так далее. В описываемом варианте устройства количество пуансонов равно шести. Каждый пуансон содержит наружную часть 18, имеющую форму усеченной пирамиды со сферическим большим основанием, причем наружные части 18 всех пуансонов являются частью шара. Кроме того, наружные части 18 пуансонов расположены с зазором 19 между боковыми поверхностями пуансонов и с зазором 20 между сферическими поверхностями пуансонов и эластичной оболочкой.
Каждый пуансон содержит также по меньшей мере одну внутреннюю часть. В одноступенчатой конструкции устройства у каждого пуансона имеется, как правило, одна внутренняя часть 21 (фиг.1), которая повторяет форму наружной части 18 и представляет собой усеченную пирамиду, своим большим основанием контактирующую с плоскостью наружной части 18, обращенной к центру шара, частью которого являются наружные части 18 всех пуансонов, т.е. указанные плоскости являются плоскостями контакта наружной и внутренней частей 18 и 21 каждого пуансона. При такой форме внутренних частей 21 пуансонов, целесообразно равенство площадей большего основания внутренней части 21 и меньшего основания наружной части 18. При этом внутренние части 21 также расположены относительно друг друга с зазором 19 между их боковыми поверхностями.
Плоскости меньших оснований внутренних частей 21 всех пуансонов обращены к центру шара и образуют в центральной части шара камеру 22 высокого давления для размещения обрабатываемого материала, подвергаемого давлению. Для непосредственного размещения обрабатываемого материала 23 в камере 22, материал должен быть предварительно спрессован и ему должна быть придана форма камеры 22. В описываемом варианте обрабатываемый материал 23 помещается в камеру 22 высокого давления в деформируемом контейнере 24. В качестве обрабатываемого материала может быть использован пирофиллит, литографский камень и композиции на основе различных окислов.
В зазоре 20 между сферическими поверхностями наружных частей 18 пуансонов и эластичной оболочкой расположены щитки, перекрывающие зазоры 19 между боковыми поверхностями наружных частей 18 и служащие средством 25 для уплотнения зазоров между боковыми поверхностями наружных частей пуансонов. При этом каждый щиток жестко связан с наружной частью 18 одного из пуансонов посредством элемента крепления (не показан). Наружные части 18 пуансонов снабжены средством 26 для восстановления зазоров 19 между их боковыми поверхностями при отводе рабочей жидкости из полостей камеры 7 первичного давления. Средство 26 для восстановления зазоров конструктивно может быть выполнено в виде упругих элементов, например тарельчатых пружин, установленных в зазорах 19, предпочтительно по две в каждом зазоре 19. Кроме того, средство 26 для восстановления зазоров может быть выполнено в виде группы стержней, расположенных в глухих отверстиях, выполненных в наружных частях 18 пуансонов со стороны их боковых поверхностей. Стержни подпружинены в направлении боковых поверхностей наружных частей 18 соседних пуансонов и упираются концами, имеющими, например, утолщение, в боковые поверхности наружных частей 18 соседних пуансонов. Вместо стержней могут быть использованы Г-образные или Т-образные элементы.
Между боковыми поверхностями внутренних частей 21 пуансонов расположены деформируемые прокладки, как однослойные, так и многослойные, служащие средством 27 для уплотнения камеры высокого давления и поддержания зазора между их боковыми поверхностями. Деформируемые прокладки приклеиваются к боковым поверхностям внутренних частей 21 непосредственно у камеры 22 высокого давления. Помимо выставления исходной величины зазоров, деформируемые прокладки обеспечивают заданное положение внутренних частей 21 пуансонов относительно друг друга, ограничивают при сжатии попадание обрабатываемого материала 23 в зазоры 19 и обеспечивают распределенные нагрузки на боковые поверхности внутренних частей 21, тем самым препятствуя разрушению наиболее нагруженных участков внутренних частей 21 пуансонов.
Внутренние части 21 пуансонов снабжены средством для их удержания в заданном положении относительно друг друга, обеспечивающим установку одновременно всех внутренних частей 21 пуансонов и обрабатываемого материала 23 соответственно в нижнюю часть 3 корпуса 2 между расположенными в ней наружными частями 18 пуансонов и их удаление из нижней части 3. Таким средством служит жесткий каркас 28, охватывающий внутренние части 21 пуансонов и расположенный между ними материал 23. Жесткий каркас 28 образован элементами с конфигурацией, обеспечивающей контакт наружных и внутренних частей 18 и 21 пуансонов, и имеет приспособление 29, обеспечивающее установку-удаление внутренних частей и материала 23. При этом в наружных или внутренних частях 18 и 21 пуансонов со стороны указанных выше плоскостей их контакта выполнены пазы для размещения жесткого каркаса 28, повторяющие конфигурацию его элементов и открытые со стороны боковых поверхностей наружных или внутренних частей 18 и 21 пуансонов. Глубина этих пазов превышает толщину элементов жесткого каркаса 28 на величину рабочего хода пуансонов для передачи усилия от наружных частей 18 пуансонов к внутренним частям 21, минуя жесткий каркас 28.
Выполнение приспособления 29 (фиг.1-3) в виде отверстий в описанных вариантах жесткого каркаса 28 является наиболее технологичным.
При наличии шести пуансонов жесткий каркас 28 (фиг.2) может быть выполнен в виде короба с центральными отверстиями 30, выполненными в его боковых стенках 31 и дне 32. Короб открыт со стороны наружной части 18 (фиг.3) верхнего пуансона и установлен в пазах 33, выполненных во внутренних частях 21 пуансонов. Приспособление 29 (фиг.2), обеспечивающим установку-удаление внутренних частей пуансонов и обрабатываемого материала также служат отверстия, выполненные в верхних частях боковых стенок 31 короба.
Для облегчения сборки-разборки внутренних частей 21 пуансонов боковые стенки 31 короба и его дно 32 соединены между собой шарнирно, с возможностью поворота вокруг осей, совмещенных с ребрами короба. Шарнирное соединение в такой конструкции жесткого каркаса 28 обеспечено осями 34 (фиг.4).
Выполнение приспособления 29 (фиг. 1-3) в виде отверстий в описанных вариантах жесткого каркаса 28 является наиболее технологичным.
При наличии четырех пуансонов в одноступенчатой конструкции устройства жесткий каркас 28 имеет форму тетраэдра (не показано) и состоит из четырех пластин треугольной формы с центральными отверстиями, соединенных между собой шарнирно с возможностью поворота вокруг осей, совмещенных с ребрами тетраэдра.
Возможно выполнение жесткого каркаса 28 в виде короба с центральным отверстием 35 (фиг.5) в его днище 36 и с пазами 37 U-образной формы в его боковых стенках 38, причем пазы 37 обращены открытой частью к верхней наружной части 18 (фиг.1) пуансона. Пазы 39 (фиг.6) могут иметь прямоугольную форму, также обращенную открытой частью к верхней наружной части 18 (фиг.1) пуансона, а отверстие 40 (фиг.6) в днище 41 имеет прямоугольную форму.
Еще один вариант выполнения жесткого каркаса (фиг.7) представляет собой раму 42, форма поперечного сечения которого представляет собой тавровый профиль. По углам рамы 42 перпендикулярно ее плоскости закреплены стойки 43 с крестообразной формой поперечного сечения, при этом пазы для размещения ребер рамы 42 и стоек 43 выполнены в наружных и внутренних частях 18 и 21 соответствующих пуансонов (фиг.1).
Средство для удержания внутренних частей пуансона в заданном положении относительно друг друга может представлять собой группу стоек 44 (фиг.8), количество которых соответствует количеству углов оснований внутренних частей 21 пуансонов, каждая из которых закреплена на выступе 45 (фиг.9), выполненном на пересечении боковых поверхностей внутренних частей 21 пуансонов.
Каждая стойка 44 закреплена на выступе 45 с помощью винта 46. Стойка 44 может быть выполнена с диэлектрическим покрытием 47 или же целиком из диэлектрического материала (фиг.10).
Каждая стойка 44 (фиг.10) расположена в пазу 48, выполненном во внутренней части 21 соответствующего пуансона со стороны плоскости контакта с наружной частью 18 этого пуансона, и повторяющим форму стойки 44, при этом глубина пазов 48 превышает толщину стоек 44 на величину рабочего хода пуансонов.
Верхние концы стоек 44 (фиг.8) расположены в пазах 49 (фиг.11), выполненных в наружной части 18 верхнего пуансона, и закреплены в пазах 48 с помощью штифта 50, при этом концы стоек 44 имеют пазы под штифты 50 длиной, превышающей сумму двойного хода пуансона и диаметра штифта 50.
Такое крепление стоек 44 позволяет удалять и устанавливать внутренние части 21 пуансонов (фиг. 8), контейнер 24 с обрабатываемым материалом 23 (фиг.10) при помощи верхней части 18 верхнего пуансона.
Наружная часть 18 (фиг.1) одного из пуансонов, расположенных в нижней части 3 корпуса 2, связана с нижней частью 3 с помощью электроввода 51, который может быть использован для измерения давления в камере 22 высокого давления в процессе воздействия на обрабатываемый материал 23 давлением, а также для нагрева обрабатываемого материала 23 при воздействии на него давления. Нижняя и верхняя части 3 и 4 корпуса 2 в описываемом варианте установлены на оси 52 поворота, и верхняя часть 4 в варианте промышленной конструкции может быть связана с приводом разъема частей не показан).
В зазоре между нижней и верхней частями 3 и 4 корпуса 2 расположено два кольцеобразных элемента 53, имеющие в поперечном сечении форму треугольника. Двумя своими наклонными поверхностями кольцеобразные элементы 53 контактируют с отогнутыми краями 8 и 9 нижней и верхней частей 5 и 6 эластичной оболочки, закрепленными соответственно на нижней и верхней частях 3 и 4 корпуса 2, и служит средством для уплотнения зазора между нижней и верхней частями корпуса.
При подаче рабочей жидкости в полости камеры 7 первичного давления создаваемое в них давление равномерно воздействует как на части 5 и 6 эластичной оболочки, так и на части 3 и 4, корпуса 2, стремясь их раздвинуть. Для удержания усилия действующего на части 3 и 4 корпуса 2 он снабжен средством 54 для удержания его частей при подаче рабочей жидкости в полости камеры 7 первичного давления.
Электроввод 51 представляет собой трубку 55, конец которой расположен в отверстии, выполненном в нижней части 5 эластичной оболочки. Внутри трубки 55 расположен массивный стержень 56, на торец которого опирается наружная часть 18 пуансона и который служит опорой для всех пуансонов. На трубку 55 и стержень 56 надеты шины соответственно 57 и 58, электрически соединенные с источником питания (источником напряжения), причем трубка 55 электрически изолирована от стержня 56 и нижней части 3 корпуса 2 посредством кольцеобразных прокладок 59 из диэлектрического материала.
Для нагрева материала 23 используется электронагревательный элемент 60 (фиг. 12), который в устройствах для создания высокого давления обычно представляет собой графитовый цилиндрический контейнер с выступами на торцах, электрически соединенный с источником питания через противолежащие пуансоны, контактирующие с выступами графитового контейнера, в данном случае через верхний и нижний пуансоны. Графитовый контейнер установлен внутри деформируемого контейнера 24 и электрически изолирован от обрабатываемого материала 23 посредством расположенного между ними промежуточного деформируемого контейнера 61 из диэлектрического материала, аналогичного материалу деформируемого контейнера 24, при этом на большей части торца электронагревательного элемента 60 расположена шайба 62 из диэлектрического материала.
Для обеспечения электрической изоляции верхнего и нижнего пуансонов от боковых пуансонов жесткий каркас 28 (фиг.1 и 2) по меньшей мере на участке контакта с внутренними частями 21 пуансонов выполнен из диэлектрического материала, например стеклотекстолита. Конструктивно жесткий каркас 28 может быть выполнен с покрытием из диэлектрического материала на участках контакта с внутренними частями 21 пуансонов, т.е. на внутренних поверхностях боковых стенок 31 и дна 32 (фиг.2) короба, а также на внутренних поверхностях в центральных отверстиях 30. Жесткий каркас 28 может быть целиком выполнен из этого материала (фиг.1). При этом щитки, перекрывающие зазоры 19 между боковыми поверхностями наружных частей 18 пуансонов, снабжены прокладками 63 из диэлектрического материала, например стеклотекстолита, расположенными между сферической поверхностью наружных частей 18 и щитками. Средство 26 для восстановления зазоров между боковыми поверхностями наружных частей пуансонов также содержит прокладки 64 из диэлектрического материала, например стеклотекстолита, закрепленные на боковых поверхностях наружных частей 18 пуансонов на участках контакта с упругими элементами. Закрепление прокладок 64 может быть осуществлено, например, с помощью клея.
Для отвода тепла от пуансонов при нагреве обрабатываемого материала 23 одновременно с воздействием на него давления в устройстве может быть выполнена система охлаждения (не показана), которая подает охлаждающую жидкость по каналам 65 к пуансонам.
В двухступенчатой конструкции устройства, в основном аналогичной показанной на фиг.1, у каждого пуансона имеется по меньшей мере по две внутренних части. При наличии шести пуансонов (фиг.13), внутренние части 66 всех пуансонов представляют собой составной кубик, образованный восемью кубиками. Кубики расположены с зазором 67 относительно друг друга, а с наружными частями 18 пуансонов находятся в непосредственном контакте. В зазорах 67 расположены деформируемые прокладки 68, как однослойные, например, из пирофиллита, так и многослойные. Камера высокого давления образована срезами одной из вершин каждого кубика и представляет собой октаэдр.
При нагреве материала одновременно с воздействием на него давления в описываемой конструкции устройства деформируемые прокладки 68 (фиг.13) по меньшей мере со стороны контакта с одной из внутренних частей 66 выполнены из диэлектрического материала, например пирофиллита, а наружная часть 18 каждого пуансона электрически связана с одной из внутренних частей 66 этого пуансона и электрически изолирована от других его внутренних частей 66. При этом жесткий каркас 28 выполнен целиком из диэлектрического материала или имеет покрытие из этого материала на участках контакта с внутренними частями 66 пуансонов.
В деформируемом контейнере 24 (фиг.1), расположенном в камере 22 высокого давления, на каждой грани выполнены центральные сквозные отверстия 69 (фиг. 14), образующие полости 70 (фиг.15) для размещения обрабатываемого материала 23. Деформируемый контейнер может иметь в качестве средства 27 для уплотнения камеры выступы 71 (фиг.14) на ребрах деформируемого контейнера 24.
Для дополнительного нагрева обрабатываемого материала 23 (фиг.15), устройство снабжено дополнительными электровводами 72, электрически связанными с пуансонами, не подключенными к основному электровводу 51 и расположенные в нижней и верхней частях 3 и 4 корпуса 2. Электровводы 72 изолированы от корпуса 2 втулками 73 и соединены гибкими проводами 74 и 75 с клеммами 76, герметично соединенными с частями 5 и 6 эластичной оболочки. Под воздействием гидростатического давления, создаваемого в камере 7 первичного давления, клеммы 76 при обработке материала 23 контактируют с наружными частями 18 пуансонов. Таким образом, при подаче напряжения, например, к электровводам 51 и 72, ток проходит через электроввод 51, наружную часть 18 нижнего пуансона, внутреннюю часть 21 нижнего пуансона, обрабатываемый материал 23, внутреннюю часть 21 верхнего пуансона, наружную часть 18 верхнего пуансона, клемму 76, провод 75 и дополнительный электроввод 72, нагревая обрабатываемый материал 23. При подаче напряжения к другим электровводам 72 ток протекает в обрабатываемом материале 23 в перпендикулярном направлении.
Возможен вариант, когда устройство снабжается дополнительной эластичной оболочкой, повторяющей форму основной эластичной оболочки и состоящей из двух частей 77 и 78 (фиг.15), верхняя часть 77 которой размещена в верхней части корпуса 2 и механически связана с частью 6 основной эластичной оболочки, а нижняя часть 78 дополнительной эластичной оболочки размещена в нижней части корпуса 2 и механически связана с частью 5 основной эластичной оболочки. С частями 77 и 78 дополнительной эластичной оболочки механически связано средством 25 для уплотнения зазоров между боковыми поверхностями наружных частей 18 пуансонов. В качестве средства 25 для уплотнения зазоров использованы продольные и круглые щитки 79 и 80 соответственно (фиг.16 и 17), механически связанные при помощи заклепок 81 с частями 77 и 78 дополнительной эластичной оболочки.
Для быстрого извлечения и установки всех элементов, находящихся внутри основной эластичной оболочки, она может снабжаться дополнительной оболочкой, одна часть 77 (фиг.18) которой выполнена эластичной и механически связана с частью 6 основной эластичной оболочки, а другая часть 82 дополнительной оболочки выполнена из жестко упругого материала, например, композита на основе полиуретана, и свободно контактирует с внутренней поверхностью части 5 основной эластичной оболочки. Часть 82 дополнительной оболочки на краях ее большего основания имеет приспособление для установки и удаления всех элементов, находящихся внутри дополнительной оболочки, представляющее собой петлю 83 с отверстием 84 на ее свободном конце, другой конец которой имплантирован в часть 82 дополнительной оболочки.
При сборке-разборке устройства для установки-извлечения обрабатываемого материала 23 (фиг.1) наружная часть 18 по меньшей мере одного пуансона удаляется для извлечения одновременно всех внутренних частей 21 пуансонов и обрабатываемого материала 23 с помощью жесткого каркаса 28. При наличии шести пуансонов удаляется только наружная часть 18 верхнего пуансона, а наружные части 18 боковых и нижнего пуансонов устанавливаются один раз при монтаже устройства. Для обеспечения установки-удаления наружной части 18 верхнего пуансона эта наружная часть 18 имеет захват 85 (фиг.19 и 20), выполненный в виде Т-образного элемента 86, расположенного в глухом осевом отверстии 87 наружной части 18, выполненном со стороны ее сферической поверхности. Т-образный элемент 86 подпружинен установленной в отверстии 87 пружиной 88 и не выступает над сферической поверхностью наружной части 18 после соединения верхней и нижней частей 4 (фиг.1), 3 корпуса 2. В раскрытом положении корпуса 2 Т-образный элемент 86 (фиг.19 и 20) выталкивается пружиной 88 из отверстия 87 и выступает над сферической поверхностью. Удержание Т-образного элемента 86 в отверстии 87 осуществляется пружинным кольцом 89.
Указанное выше средство 54 (фиг.1) для удержания частей корпуса при подаче рабочей жидкости в камеру первичного давления выполнено в виде вертикально расположенной рамы 90 (фиг. 21-23), прямоугольной формы, установленной на основании 1 с возможностью поворота относительно горизонтальной оси 91 и при повороте охватывающей корпус 2 (фиг.21) по высоте и контактирующей с ним своими горизонтально расположенными цилиндрическими участками 92 и 93 (фиг. 21 и 22) при подаче рабочей жидкости в полости камеры 7 (фиг.1) первичного давления.
При малых габаритах и весе устройства для создания высокого давления поворот рамы 90 может осуществляться вручную, а при больших габаритах и весе с помощью привода 94 (фиг.21 и 22) поворота, установленного на основании 1 и связанного с рамой 90.
В случае выполнения привода в виде гидропневмоцилиндра, последний связан с рамой 90 и с основанием 1 осями 95 и 96 (фиг.21).
Раскрытие частей 3 и 4 (фиг.1) корпуса 2 может быть совмещено с поворотом рамы 90 (фиг.22). Для этого верхняя часть 4 (фиг.1) корпуса 2 связана с верхней поперечиной рамы 90 (фиг.22) тягой 97, закрепленной при помощи шарнира 98 на верхней части 4 корпуса 2 и двойного шарнира 99 и 100 с рамой 90. К верхней части рамы 90 крепятся два средства 101 возвращения частей 3 и 4 корпуса 2 в исходное положение.
Работа устройства для создания высокого давления основана на известном принципе мультипликации, согласно которому первичное давление жидкости, создаваемое в камере 7 первичного давления (фиг.1) преобразуется в высокое и сверхвысокое давление, создаваемое в камере 22 высокого давления в твердом теле за счет разности площадей сферической поверхности, частью которой являются наружные части 18 всех пуансонов, и меньшего основания внутренней части 21, образующей камеру 22 высокого давления.
Так, если в камере 7 первичного давления создается давление рабочей жидкости, например 200 МПа, то при соотношении указанных площадей, равном, например, тридцати, на обрабатываемый материал 23 воздействует давление 5-6 ГПа. Часть усилия теряется на деформирование средства 27.
Работа описанного устройства для создания высокого давления предусматривает подготовительные операции, связанные с установкой в устройство (фиг.1) и извлечением из него деформируемого контейнера 24 с обрабатываемым материалом 23, средств 27 для уплотнения камеры 22 высокого давления, всех внутренних частей 21 пуансонов, наружной части 18 верхнего пуансона или же всю совокупность элементов устройства, находящихся внутри эластичной оболочки, состоящей из двух частей 5 и 6. Вид подготовительной операции зависит от особенностей процесса синтеза.
Сравнительно небольшие по массе внутренние части 21 пуансонов (при количестве пуансонов равном шести) достаточно легко монтируются в каркасе 28 типа короба (фиг.2). Установка внутренних частей 21 пуансонов (фиг.1) в короб производится вне устройства на отдельном стенде. Вначале на боковые поверхности внутренней части 21 нижнего пуансона помещаются деформируемые прокладки. Затем внутренняя часть 21 помещается в короб в отверстие 30 (фиг.2) дна 32 своим выступом на плоскости контакта с наружной частью 18 нижнего пуансона (фиг.1). На четырех внутренних частях 21 боковых пуансонов прикрепляются на примыкающих друг к другу боковых поверхностях две деформируемые прокладки. Внутренние части 21 боковых пуансонов поочередно укладываются в короб боковой поверхностью, не имеющей прокладки вниз, выступами в отверстия 30 (фиг. 2) на боковых стенках 31. Деформируемый контейнер 24 (фиг.1) с обрабатываемым материалом 23 устанавливается в промежуток между внутренними частями 21. Внутренняя часть 21 верхнего пуансона монтируется в короб сверху. Таким образом, короб готов для установки его в устройство.
Более оперативная установка внутренних частей 21 небольших пуансонов может быть произведена также в короб (фиг.5). В этом случае внутренние части 21 боковых пуансонов устанавливаются парами сверху, когда деформируемый контейнер 21 с материалом 23 установлен на плоскости меньшего основания внутренней части 21 нижнего пуансона.
Для внутренних частей 21 пуансонов с большей контактной поверхностью с наружной частью 18 пуансона предпочтительна конструкция каркаса, изображенная на фиг.6.
Последовательность установки внутренних частей 21, прокладок и деформируемого контейнера 24 с обрабатываемым материалом 23 в этом случае сохраняется как для каркаса на фиг.5. Этот каркас применим и для монтажа пуансонов (фиг.13), имеющих форму кубиков.
Для более точного ориентирования внутренней части 21 (фиг.1) относительно наружной части 18 пуансона более подходит конструкция каркаса, показанного на фиг.7. Последовательность установки внутренних частей 21 пуансонов описана выше.
Для массивных внутренних частей 21 предпочтителен короб с шарнирным закреплением стенок 31 к дну 32 (фиг.4). Перед установкой внутренних частей 21 пуансона короб за счет шарнирного соединения раскладывается на плоскости. В отверстие 30 устанавливаются пять внутренних частей 21 пуансона своими выступами. На всех боковых поверхностях внутренних частей 21 двух противоположных боковых пуансонов крепится по четыре прокладки. На меньшее основание внутренней части 21, установленной на дне 32, укладывают деформируемый контейнер 24 с обрабатываемым материалом 23. Попарно поднимают боковые стенки 31 и закрепляют между собой осями 34. Внутренняя часть 21 верхнего пуансона укладывается в собранный короб последней.
При применении камеры высокого давления большего размера целесообразно применять средство для удержания (фиг.8-11). Укладка внутренних частей 21 пуансонов и их ориентирование относительно друг друга предполагает также установку вначале прокладок. Поочередность укладки описана выше. После установки внутренней части 21 верхнего пуансона на концы стоек 44 (фиг.8, 10 и 11) устанавливается наружная часть 18 пуансона так, чтобы концы стоек 44 входили в пазы 49. Штифтами 50 внешняя часть 18 пуансона соединяется со стойками 44. В таком виде средство для удержания подготовлено для установки в устройство.
Для некоторых технологических процессов целесообразно удаление из устройства всей совокупности элементов, находящихся в сферической оболочке. Подготовка этой совокупности элементов к синтезу также производится на отдельном стенде. Внутрь нижней части дополнительной оболочки 82 (фиг.18) по ее оси укладываются соединенные в единое внутренняя 21 и наружная 18 части нижнего пуансона. Ориентируясь на прикрепленные к части 82 дополнительной оболочки средства 25 уплотнения зазоров между наружными частями 18 пуансонов, устанавливают четыре боковых пуансона с прокладками, монтируют в камеру 22 высокого давления деформируемый контейнер 24 с обрабатываемым материалом 23. Сверху укладывают верхний пуансон. Такое выполнение предполагает высокую точность схождения пуансонов к центру шара при синтезе.
Возможно в описываемом случае применение и средств для удержания в виде короба при отделении внутренних 21 и наружных 18 частей друг от друга.
Для оперативной работы устройства на стенде должны быть готовы к синтезу не менее двух коробов и частей 82 оболочек с находящимися внутри их элементами.
В начале работы (фиг.22) рама 90 отклонена от вертикального положения приводом 94. Верхняя часть 4 корпуса 2 повернута в сторону тягой 97. В нижней части 3 корпуса 2 находится нижняя часть 5 оболочки, в которой расположено пять наружных частей пуансонов 18 (фиг.1). При использовании дополнительной оболочки пуансоны в нижней части 5 оболочки отсутствуют.
С помощью приспособления 29 (отверстий) (фиг.1-7) захватывают и перемещают каркас со стенда к устройству и устанавливают его между наружными частями 18 боковых пуансонов на наружную часть 18 нижнего пуансона. Подъемными средствами с помощью захвата 85 (фиг.19 и 20) устанавливают в устройство наружную часть 18 верхнего пуансона. Закрепляют средства 25 уплотнения.
В других случаях устанавливают в устройство каркас 28 совместно с наружной частью 18 верхнего пуансона с помощью захвата 85.
При установке в устройство нижней части 82 (фиг.18) дополнительной оболочки совместно с находящимися внутри ее пуансонами пользуются приспособлением в виде петель 83 с отверстием 84, за которые собранный узел перемещается к устройству или к стенду.
После монтажа в устройстве пуансонов включается привод 94 (фиг.21) и рама 90 начинает движение к вертикальному положению. Благодаря кинематике, соединение верхней части 4 с нижней частью 3 корпуса 2 происходит быстрее, чем поворот рамы 90. При подходе к вертикальному положению рама 90 своими цилиндрическими поверхностями входит в контакт с соответствующими цилиндрическими участками 92 и 93 на наружных поверхностях верхней 4 и нижней 3 частей корпуса 2.
В вертикальном положении рамы 90 включают источник 10 рабочей жидкости под давлением (фиг. 1). Жидкость от насоса 11 по магистралям 12 и 13 и каналам 16 и 17 под давлением подается в камеру 7 первичного давления. Давление передается одновременно на внутреннюю сферическую поверхность частей 3 и 4 корпуса 2, прижимая их к цилиндрическим участкам 92 и 93 (фиг.21) рамы 90 и увеличивая зазор между частями 3 и 4 корпуса 2 (фиг.1), а также на наружные сферические поверхности частей 5 и 6 эластичной оболочки. При этом кольца 53 перекрывают зазор между частями 3 и 4 корпуса 2, а края 9 частей оболочек 5 и 6 герметизируют камеру 7 первичного давления. По мере роста давления в камере 7 пуансоны перемещаются к центру шара, уменьшая объем камеры 22 высокого давления и деформируя прокладки. Средства 25 уплотнения перекрывают уменьшающийся зазор 19, а части 5 и 6 оболочки, уменьшаясь в диаметре, герметизируют общую сферическую поверхность всех пуансонов.
При этом жесткий каркас 28, выполненный в виде короба (фиг.2,5-7), или имеющий форму тетраэдра не изменяет своего положения и не деформируется, благодаря пазам 33 (фиг.3).
В конструкции устройства (фиг. 8 и 10) элементы крепления, например, стойка 44, также не препятствует свободному движению боковых и верхнего пуансонов, благодаря зазорам 48 (фиг.10) и выбранной глубины пазов 49 (фиг. 11).
По достижении заданного в камере 22 давления (фиг.1), на обрабатываемый материал 23 можно воздействовать нагревом, пропуская ток через электроввод 51, массивный стержень 56, дополнительные электровводы 72 (фиг.15) и обрабатываемый материал 23 (прямой нагрев) или через встроенный в деформируемый контейнер 24 электронагревательный элемент 60 (косвенный нагрев) (фиг.12).
После выдержки под давлением и температурой, нагрев отключают, а давление в камере 7 плавно снижают до нуля. Включают средство 101 (фиг.21), например, гидроцилиндры, и возвращают части 3 и 4 корпуса 2 в положение, занимаемое ими до нагружения.
Затем отводят раму 90 и верхнюю часть 4 корпуса 2, поворачивая ее вокруг оси 52 (фиг.1).
Устройство готово к разборке внутренних частей 21 пуансонов и извлечению сдеформированного контейнера 24 и обработанного материала 23 или извлечению из устройства всех пуансонов.
Разборка элементов устройства производится грузоподъемными механизмами. Вначале снимается средство 27 уплотнения зазоров между наружными частями пуансонов (фиг. 22 и 23), затем за захват 85 удаляется наружная часть 18 верхнего пуансона (или совместно с каркасом 28), а следом за отверстие в каркасе 28 сам каркас 28 с шестью внутренними частями 21 с сдеформированным контейнером 24 и обработанным материалом 23.
При демонтаже элементов устройства в случае использования дополнительной оболочки, из корпуса 2 извлекается нижняя часть 82 (фиг.18) дополнительной оболочки за отверстия 84 (фиг.18) в петлях 83 со всеми пуансонами и с сдеформированным контейнером 24 (фиг.15) и обработанным материалом 23.
После удаления обработанных элементов из устройства оно загружается уже заранее подготовленными новыми элементами. Устройство подготовлено к новому циклу.
На стенде удаленные элементы разбираются, очищаются, из сдеформированного контейнера 24 извлекается обработанный материал 23.
Представленная выше совокупность технических признаков позволяет значительно упростить эксплуатацию описанного типа устройств, повысить надежность и их производительность путем сокращения времени на обслуживание и обеспечить новые возможности при обработке материала одновременным воздействием высокого давления в диапазоне 4,5-8,0 ГПа и температур 1300-2000оС.
Реферат
Изобретение относится к высоким и сверхвысоким давлениям, вызывающим химическую или физическую модификацию веществ. Сущность изобретения: устройство имеет корпус со сферической полостью, в которой расположена эластичная оболочка сферической формы. Корпус и оболочка состоят из двух частей, причем части оболочки закреплены на соответствующих частях корпуса, образуя камеру первичного давления с двумя изолированными полостями. Внутри частей оболочки расположены пуансоны, наружные части которых имеют форму усеченных пирамид со сферическим большим основанием и расположены с зазорами между боковыми поверхностями, в которых расположены упругие элементы. Внутренние части пуансонов, контактирующие с наружными частями, также расположены с зазорами между боковыми поверхностями, в которых расположены деформируемые прокладки. Плоскостями внутренних частей, обращенными к центру сферической оболочки, образована камера высокого давления. Зазоры между наружными частями пуансонов уплотнены щитками, а внутренние части снабжены средством для их удержания в заданном положении относительно друг друга, приспособленным для установки-удаления одновременно всех внутренних частей и материала, упрощая и ускоряя сборку-разборку, повышая производительность устройства и обеспечивая высокую воспроизводимость условий сжатия материала, а также обеспечивая возможность механизировать и автоматизировать работы по сборке-разборке. 15 з. п. ф-лы, 23 ил.
Комментарии