Способ герметичного соединения оребренного трубчатого теплообменного элемента с многослойной трубной доской теплообменника - RU2064392C1
Код документа: RU2064392C1
Чертежи



Описание
Изобретение относится к изготовлению теплообменной аппаратуры (радиаторы, калориферы и др.) и может быть использовано в автомобиле- и двигателестроении, в энергетическом и химическом машиностроении.
Известны способы крепления теплообменного элемента в отверстии трубной доски теплообменника путем отбортовки кромки трубной доски по периметру отверстия, размещения в нем теплообменного элемента, торцовый участок которого выводит над отбортовкой, и развальцовки (патент США N 4159741, опубл. 1979). Наиболее близким техническим решением к изобретению является способ крепления трубы в отверстии многослойной трубной решетки (доски) теплообменника путем отбортовки каждого слоя по периметру отверстия, установки в нем трубы, размещения на торце отбортовки уплотнительного элемента и его обжатия при развальцовке трубы, где с целью повышения надежности на внутренней поверхности каждой отбортовки выполнены фаски в виде усеченного конуса, а слои трубной решетки ориентированы отбортовки навстречу друг другу (авт.св.СССР N 1096484, кл. F 28 F 9/16, В 21 D 38/06,07.06.84).
Недостатком известного способа является то, что в процессе эксплуатации из-за воздействия высоких температур, их перепада, вибраций и химического состава среды происходит старение резины, что сопровождается потерей упругих свойств и накоплением необратимых остаточных деформаций, и так как между резиновым уплотнением и шейкой теплообменного элемента нет прочной связи, то под воздействием вибрации и тепловых деформаций образуются щели и соединение теряет герметичность. Особенно быстро теряется герметичность в соединениях с трубами некруглого сечения, например, чаще всего используемых для соединения плоских теплообменных элементов с трубными досками, заделочных концов (шеек) плоскоовального сечения, что связано с неравномерностью распределения напряжений и деформаций в различных частях уплотнительного элемента такой конфигурации, т.е. на плоских и скругленных сторонах.
Целью изобретения является повышение надежности и долговечности соединения теплообменный элемент трубная доска, а значит и всего теплообменника.
Поставленная цель особенно актуальна в связи с разработанной и применяемой в настоящее время технологией изготовления высокоэффективных плоских и круглых теплообменных элементов путем подрезания и отгиба с поверхности заготовки тонких слоев металла (ребер) с заданными параметрами и сохранением их прочной связи с основой, т.е. таких теплообменных элементов, где трубка и ребра представляют собой одно целое.
Поставленная цель достигается тем, что для получения герметичного соединения теплообменного элемента с многослойной трубной доской теплообменника выполняется отбортовка каждого слоя трубной доски по периметру отверстия с образованием конической поверхности, установки в отверстии теплообменного элемента его шейкой, размещения в полости, образованной коническими поверхностями отбортовки двух смежных слоев трубной доски по периметру отверстия и шейки теплообменного элемента уплотнительного элемента, его сжатие и развальцовку выступающего конца теплообменного элемента, предварительно, перед установкой оребренного теплообменного элемента в отверстие, производят механическую обработку его шейки, чтобы форма посадочной поверхности соответствовала форме отверстия трубной доски, образовался упорный буртик для фиксации положения трубной доски и при этом сохранились остатки ребер с остаточной высотой у основания ребра не менее 0,2 0,3 мм, затем поверхность шейки на участке остатков ребер обезжиривают и покрывают слоем изоцианатного клея, например, лейконата, и подвергают высушиванию, уплотнительный элемент изготовляют из невулканизированной (сырой) резины, например СКН-40, при этом объем уплотнительного элемента должен превышать объем образованный отбортовками двух соседних слоев трубной доски и шейкой теплообменного элемента, на 10-15% после сжатия слоев трубной доски усилием, обеспечивающим удельное давление на уплотнительный элемент 1 2 кПа (1 2 кг/см2), производится вулканизация уплотнительного элемента, а на последней стадии формирования уплотнения, перед развальцовкой конца трубы, усилие сжатия слоев трубной доски увеличивают в 2 раза, до удельного давления на уплотнитель 2 4 кПа (2 4 кг/см2).
Наличие остатков ребер на шейке теплообменного элемента, наличие клеевой основы и вулканизации уплотнительного элемента под давлением обеспечивают надежное соединение уплотнения с теплообменным элементом. Давление на уплотнительный элемент перед вулканизацией обеспечивает проникновение уплотнения во все неровности соприкасаемых поверхностей и плотный контакт с ними. Увеличение давления на уплотнительный элемент при развальцовке конца шейки теплообменного элемента сообщает постоянный натяг соединению.
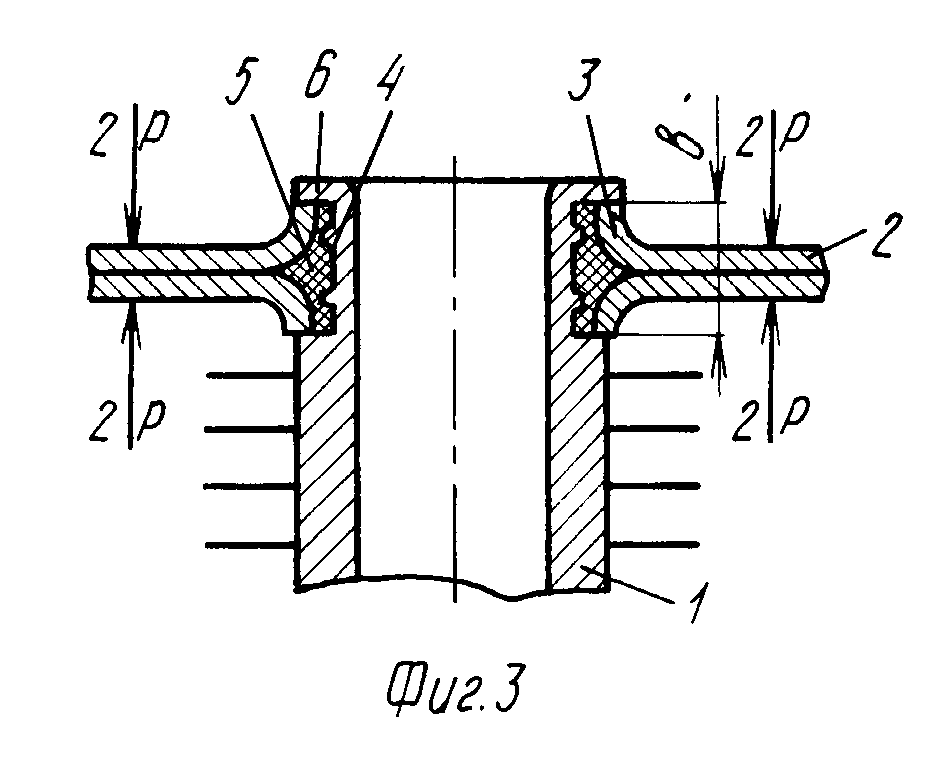
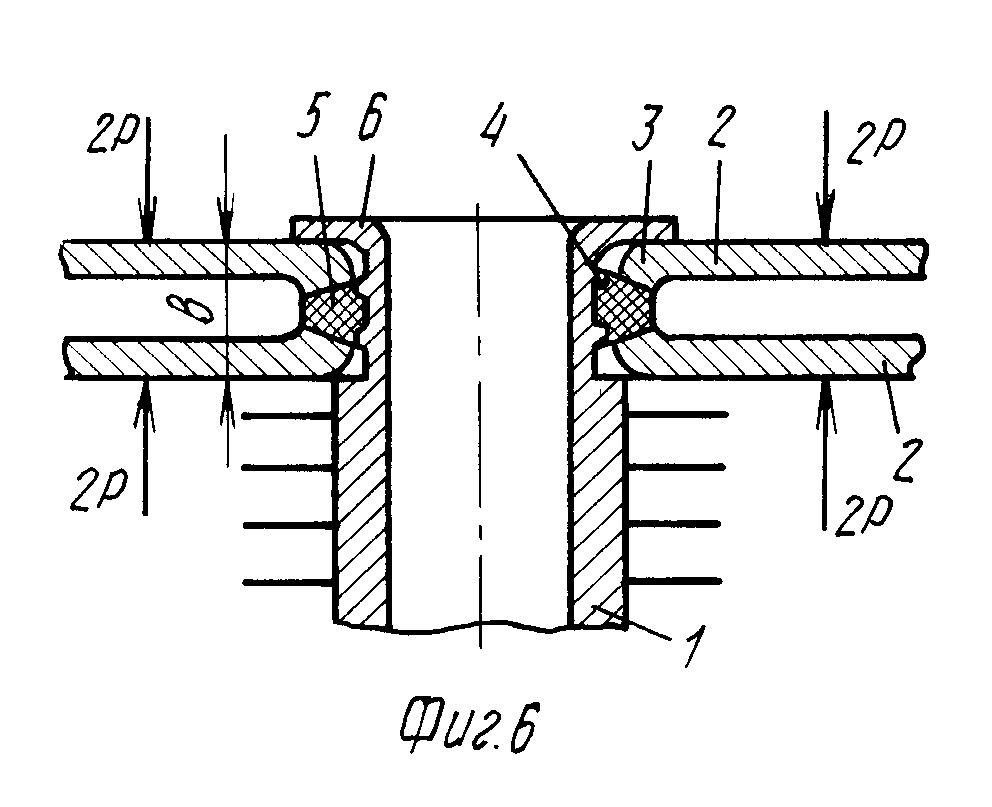
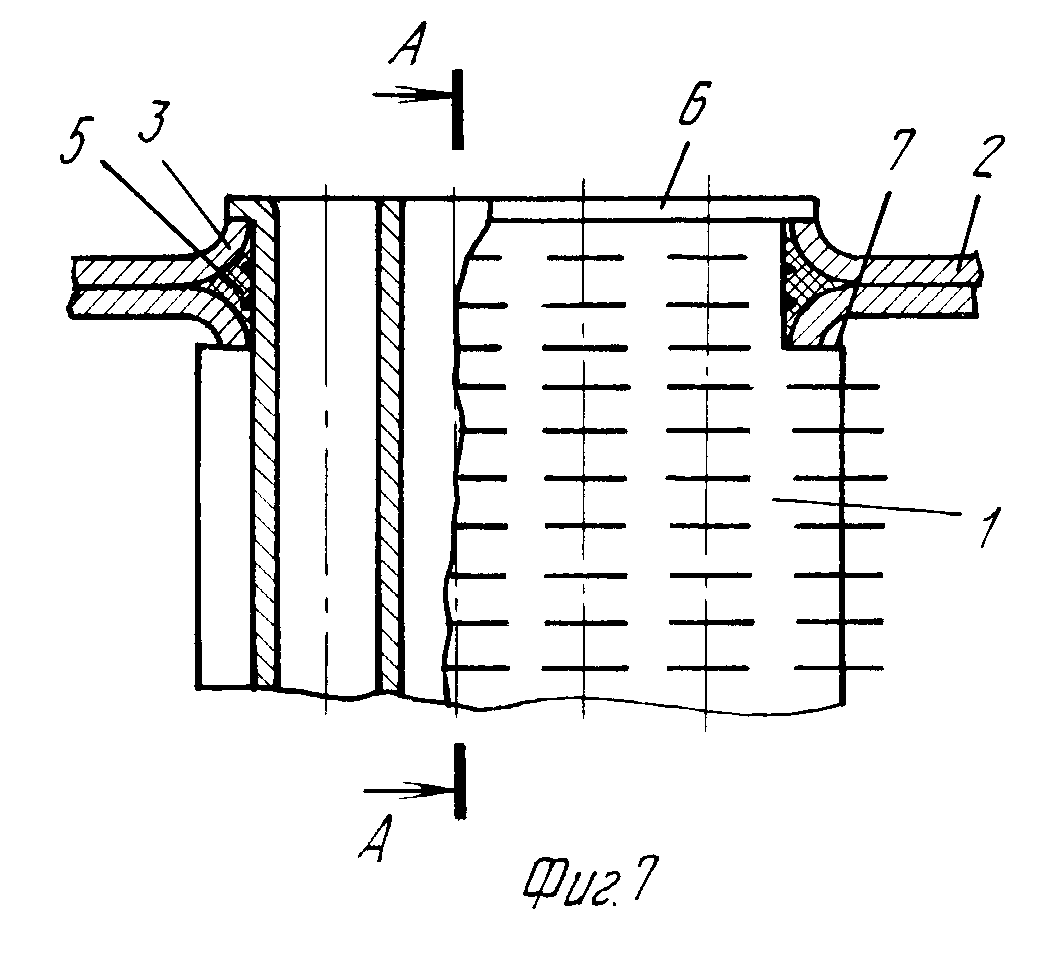
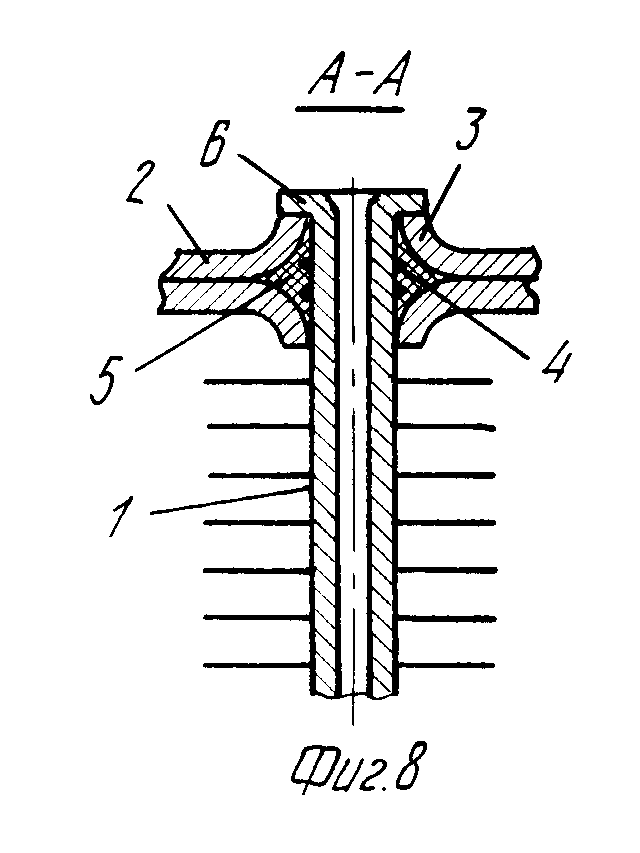
На фиг. 1 3 изображена последовательность формирования соединения круглого теплообменного с многослойной трубной доской, отверстия которой имеют отбортовки; на фиг. 4 6 последовательность формирования круглого теплообменного элемента с многослойной трубной доской, отверстия которой имеют отбортовки с коническими фасками на торцевых поверхностях; на фиг. 7 и 8 - герметичное соединение плоского теплообменного элемента, выполненного из плоской многоканальной трубы и имеющего плоскоовальную шейку, с многослойной трубной доской, в двух проекциях.
На фиг. 1 и 4 приведена схема сборки элементов соединения; на фиг. 2 и 5 схема формирования соединения на стадии вулканизации; на фиг. 3 и 6 схема формирования соединения на стадии развальцовки конца теплообменного элемента.
Примеры конкретного осуществления герметического соединения оребренного трубчатого теплообменного элемента с многослойной трубной доской поясняются фиг. 1 3 и фиг. 4 6. Изготовление теплообменника из круглых оребренных трубчатых теплообменных элементов с соединением их с трубной доской по предлагаемому способу осуществлялось по схеме, приведенной на фиг. 1-3. Соединение формировалось в ниже приведенной последовательности. Шейка теплообменного элемента 1 была сформирована в результате механической обработки с образованием на ее поверхности выступов 4 высотой 0,2 0,3 мм, после чего поверхность шейки была обезжирена и покрыта слоем клея "лейконат". Теплообменный элемент шейкой устанавливался в отверстие многослойной (двухслойной) трубной доски.
Половинки многослойной (двухслойной) трубной доски 2 (фиг.1) собирались отбортовками 3 в противоположные стороны, а между ними размещался уплотнительный элемент 5 из сырой резины СКН-40. После сборки слои трубной доски подвергались сжатию (фиг.2) с усилием, обеспечивающим удельное давление на уплотнительный элемент в пределах 1 2 кПа (1 2 кг/см2) и осуществлялась вулканизация уплотнительного элемента. После вулканизации усилие сжатия слоев трубной доски увеличивалось (фиг. 3) в два раза до удельного давления 2 4 кПа (2 4 кг/см2) и осуществлялась развальцовка конца теплообменного элемента с образованием буртика 6. После развальцовки усилие сжатия снималось.
Было осуществлено также изготовление отдельных соединений плоских теплообменных элементов с многослойной трубной доской. Соединение плоских теплообменных элементов, изготовленных из оребренных плоских многоканальных труб, с многослойной трубной доской (фиг. 7 и 8) имело особенности, отличие от соединения круглых труб. Так как шейка для присоединения таких труб к трубной доске имеет плоскоовальное сечение, сто при механической обработке выступы на ее поверхности, в отличие от круглых труб, не нарезались, а формировались за счет неполного срезания ребер на плоских сторонах шейки, а скругленные стороны плоскоовального сечения получались при этом гладкими. Трубная доска (см. фиг. 7) фиксировалась на теплообменном элементе между буртиками 7 у скругленных сторон шейки и буртиком 6 от развальцовки.
Использование изобретения по сравнению со способом-прототипом обеспечивает более надежную герметизацию соединения оребренного трубчатого теплообменного элемента с многослойной трубной доской, что позволит увеличить надежность и долговечность всего теплообменника, а значит, снизить затраты на его эксплуатацию и ремонт.
Ускоренные сравнительные испытания теплообменника из круглых теплообменных элементов с соединениями их с трубной доской, выполненными по предложенному способу, проводились на вибростенде, и показали, что надежность таких теплообменников в 2 раза выше, чем теплообменников с соединениями, выполненными по способу-прототипу.
Реферат
Использование: в автомобиле- и двигателестроении, а также в энергетическом и химическом машиностроении для герметичного соединения элементов теплообменной аппаратуры. Сущность изобретения: способ включает отбортовку каждого слоя трубной доски по периметру отверстия, установку в это отверстие шейки теплообменного элемента, размещение уплотнительного элемента в полости, образованной отбортовками двух смежных слоев трубной доски по периметру отверстия и шейки теплообменного элемента, сжатие слоев трубной доски с созданием давления на уплотнительный элемент и развальцовку выступающего из трубной доски конца теплообменного элемента. При этом перед установкой оребренного теплообменного элемента в отверстие трубной доски производят механическую обработку его шеек так, чтобы на них остались остатки ребер высотой 0,2 - 0,3 мм или сформировались аналогичные им выступы. Затем поверхность шейки обезжиривают и покрывают слоем клея, например "лейконат". Уплотнительный элемент изготавливают из невулканизированной резины, вулканизацию уплотнения осуществляют при сжатии трубных досок, а при развальцовке конца теплообменного элемента усилие сжатия увеличивают в 2 раза по сравнению с первоначальным. По окончании процесса усилие сжатия снимают 1 з.п.ф-лы, 8 ил.

Комментарии