Пакет теплопередающих пластин - SU1709928A3
Код документа: SU1709928A3
Чертежи


Описание
Изобретение относится к теплотехнике и может быть использовано в теплопередающих устройствах.
Известен пакет гофрированных теплопередающих пластин, разделенных плоскими листами.
Известен также пакет теплопередающих пластин для теплообменника, содержащий пластины с гофрами, выполненными каждый в виде пары идентичных гребней, выступающих с обеих сторон пластин с образованием соответствующих выступов и впадин, вытянутых между противоположными краями пакета под углом к последним, ориентированных в смежных пластинах в противоположном направлении относительно Главного потока теплоносителя и контактирующих встречно направленными выступами в смежных пластинах в точках пересечения соответствующих гофр с образованием каналов между пластинами для теплоносителя. Эти пластины обладают оптимальными свойствами с точки зрения тепловых характеристик и условий низкого падения давления. Эти теплопередающие пластины используются при пакетировании их в клиновидные пакеты, особенно в регенеративных нагревателях воздуха, так как такие пакеты в меньшей степени подвержены блокировке сажей и другими плотными частицами, присутствующими в топочных газах, чем другие типы теплопередающих пластин, используемых для аналогичных целей .
Известные пакеты пластин производятся тремя различными способами.
Согласно первому способу полоса тон . кого листового металла сначала прокатывается между двумя профилированными валками, вследствие чего она приобретает предполагаемую профилированную форму, после чего профилированная полоса металла постепенно режется на большое количество кусков , размер которых равен, например, наименьшему или самому узкому размеру клиновидного пакета пластин. Прсле этого профилированная полоса металла опять режется на равное число пластин, размер которых представляет следующий наименьший размер пакета, и так до тех пор, пока из указанной полосы профилированного тонкого листового металла не нарежутся пластины, имеющие наибольший желаемый размер. Таким образом, изготавливается запас пластин, имеющих различные необходимые размеры, из которых подряд могут быть набраны требуемые пластины с последовательно увеличивающимися или уменьшающимися размерами для образования
клиновидного пакета пластин. Пластины набирают одна над другой так, что гребни гофр соседних пластин пересекаются после поворота каждой очередной пластины на 90° .
Каналы потока, образованные соседними пластинами, имеют форму, описанную в упомянутых описаниях.
(огласно второму способу соответствующие полосы тонкого листового металла одновременно прокатываются в отдельных клетях прокатного стана, которые взаимно организованы так, что когда полосы тонкого листового металла подаются из соответствующих пар валков в наложенном виде,
5 гребни гофр соответствующих полос пересекаются друг с другом аналогично описанному . Этот способ включает в себя одновременную резку обеих полос тонкого листового металла на меньшие куски, постепенно изменяя размеры пластин после операции резки так, что куски, нарезаемые из полос, могут сразу же набираться в виде клинообразного тела, после чего процедура повторяется для следующе5 го пакета пластин.
Третий способ включает в себя комбинацию из первого и второго способов. Согласно этому способу используется только одна клеть прокатного стана. После разделения металлической полосы на пластины, они собираются в пакеты, хотя в этом случае необходимо поворачивать каждую следующую пластину после вырезания указанной пластины из полосы так, чтобы гребни гофр
5 на взаимно прилегающих или смежных пластинах пересекались.
Недостатком известных пластин являются трудности с эффективным выдуванием сажи и продуктов коррозии, поскольку Струи
0 разрушаются в каналах потока между пластинами наклонно вытянутыми гофрами. В результате каналы, образованные взаимно прилегающими или смежными пластинами, время от времени частично блокируются,
5 что может привести к необходимости отключения теплообменной системы для очистки подогревателя воздуха.
В некоторых странах этот тип пластин используется благодаря их высокой теплоQ проводности, но совместно с использованием дополнительных решений для улучшения удаления сажи и других плотных частиц продувкой . Одно из таких решений заключается в делении теплопередающих пластин по
g крайней мере на две части в направлении потока среды с пустым промежутком между указанными двумя частями, так что сажа и другие плотные частицы могут выдуваться по направлению к пустому промежутку с обоих концов пластин.
Цель изобретения - уменьшение засорения каналов.
Поставленная цель достигается тем, что впадины гофр смежных пластин расположены одна против другой в плоскости сечения, проходящей через точки контакта выступов соответствующих гофр.
Если блокировка действительно происходит , она начинается в том месте, в котором выступы гребней соседних пластин сходятся к точке пересечения и представляют собой часть гребней, которая выступает внутрь промежуточного канала. Это означает , что пластина повернута невыгодным образом несмотря на то, что гребни смежных пластин пересекаются и что, следовательно, несколько точек пересечения на этой пластине имеют тенденцию к закупориванию. Такие точки пересечения начинают блокирование . Из-за того, что они действуют как воронкообразные сужения, в которых собираются частицы сажи, копоти и других плотных частиц, а также часто липкие частицы, что препятствует сквозному потоку теплоносителя . Также места пересечения замедляю1 струи, используемые для выдувания сажи и других плотных частиц.
В предлагаемом пакете все пересечения гребней гофр одинаковы, причем в каждом месте пересечения один гребень всегда имеет часть, которая выдается наружу из канала и не мешает потоку среды проходить через пересечение. Такая организация также позволяет струям, используемым для выдувания сажи и т.п., проходить через место пересечения без замедления.Для того, чтобы максимально уменьшить сопротивление потоку и тем самым тенденцию к закупориванию, расстояние между гофрами на каждой пластине существенно больше ширины гофр. .
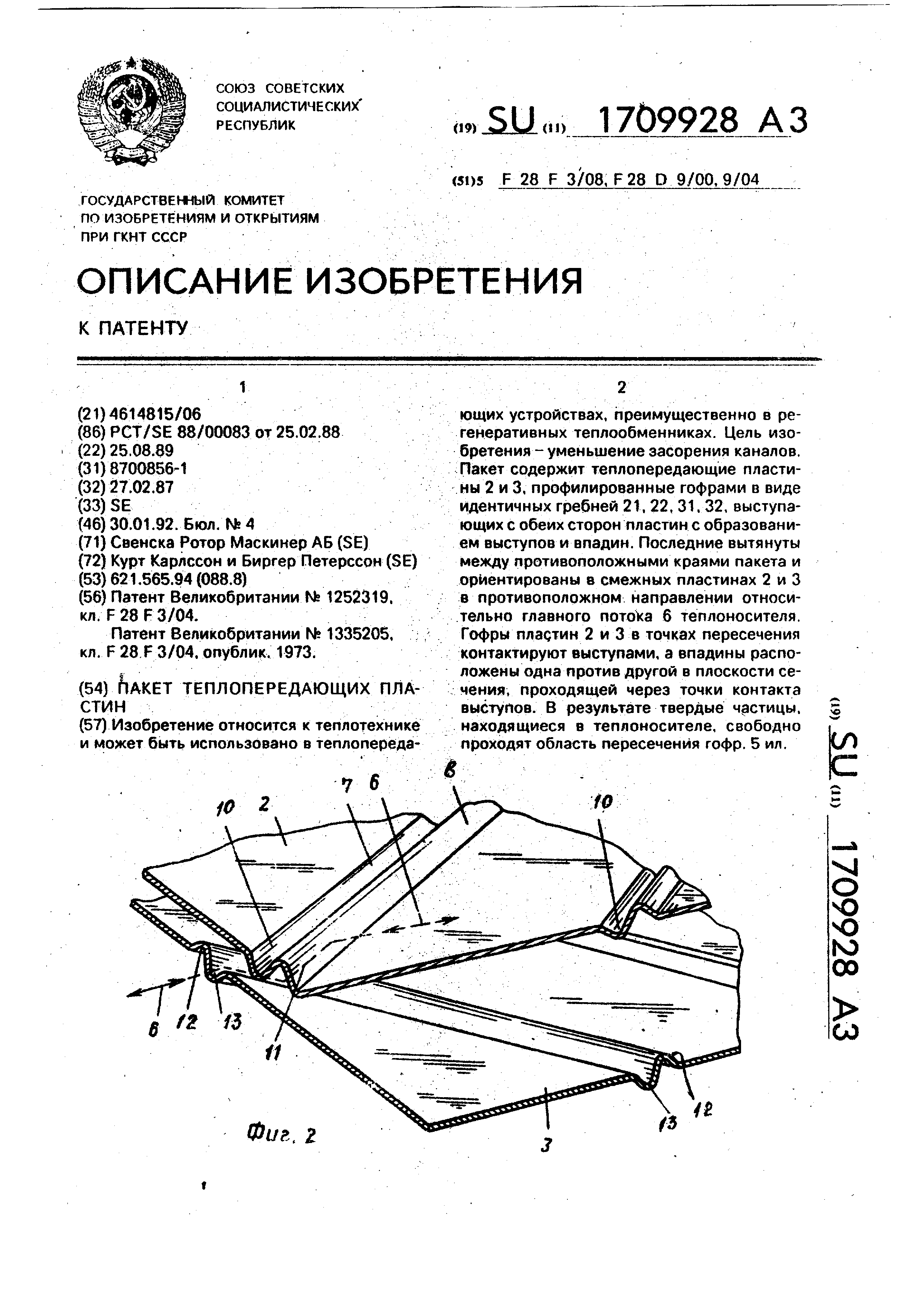
На фиг. 1 изображен клиновидный пакет теплопередающих пластин: на фиг. 2 поток теплоносителя в точке пересечения гребней двух соседних пластин, выполненных в соответствии с изобретением, частичное сечение; на фиг. 3 - то же, взятый в направлении потока теплоносителя, упрощенный вид; на фиг. 4 - плоскость, проходящая через точки контакта гребней соответствующих гофр, показанных на фиг. 3, поперечное сечение; на фиг. 5 - аналогичный фиг. 3 поток теплоносителя из двух пластин , не соответствующих изобретению.
На фиг. 1 изображен клиновидный пакет 1 теплопередающих пластин 2 и 3, которые имеют тип, показанный на фиг. 2 и 3, и которые предназначены для использования в ротационном регенеративном подогревателе воздуха. Подогреватель этого типа содерх ит большое количество пакетов 1 пластин , которые образуют в подогревателе кольцеобразное тело с каналами для теплоносителя , причем эти каналы вытянуты 5 между двумя взаимно противоположными крайними поверхностями 4 и 5 соответствующих пактов 1 пластин. Главное направление потока среды указано двойной стрелкой 6.
0 Каждая пластина 2 и 3 снабжена гофрами в виде гребней 7,8, 12.13 с расстоянием 2а между вершинами соответствующих выступов и впадин. Расстояние между плоскими участками 9 и 14 пластин тдкже
5 составляет 2а. Как видно на фиг. 2 и 3, расстояние между соседними пластинами изменяется от 2а до 4а в точках 10 пересечения гребней, причем путь потека теплоносителя в этих местах пересечения
0 обозначен стрелкой 11. Это означает, что частицы сажи, копоти и другие плотные частицы , сопутствующие теплоносителю, легко могут проходить через место 10 пересечения . Такие же условия наблюдаются при потоке теплоносителя противоположного направления и в смежных каналах (не показаны ).
Рассмотрим случай, когда пластины не ориентированы одна относительно другой,
0 хотя расположены так. что гребни взаимно пересекаются.Этот случай изображен на фиг. 5. где одна пластина 15, имеющая гребни 16 и 17, по другому ориентирована по сравнению с соответствующей пластиной.
5 изображенной на фиг. 3. На фиг. 5 гребни 7 и 17 обращены друг к другу в точках 18 пересечения так, что расстояние между пластинами составляет а, в результате чего в месте расположения указанных пересечеQ 1НИЙ канал потока сужается. В целом кана/ между пластинами 2 и 15 имеет дросселирующий эффект для потока теплоносителя, особенно при сравнении с потоком теплоносителя в двух каналах (не показаны), сосед5 них с предшествующим каналом.
Сужения в местах 18 пересечения заставляют частицы сажи, копоти и другие плотные частицы, несомые потоком теплоносителя , прилипать возле пересечений 18
Q вверх по течению и, следовательно, в воронкообразных промежутках выше указанных пересечений, если смотреть в направлении потока.
Таким образом, из всех теплопередаюс щих пластин, включенных, например, в подогреватель , достаточно, чтобы только одна пластина была неверно ориентирована, чтобы началось засорение или блокировка каналов потока, Это начальное засорение обычно быстро распространяется на другие каналы потока. Для исключения всякого риска неправильной ориентации пластин необходимо прокатывать металлическую полосу и нарезать профилированные полосы металла на пластины, а затем пакетировать пластины автоматически в заданной последовательности, например с помощью двух клетей прокатного стана, с прямой подачей на устройство резки полос и после этого немедленно на устройство пакетирования теплопередающих пластин в готовые к применению пакеты. Использование двух клетей прокатного стана устраняет необходимость поворота каждой второй пластин ьг перед собиранием пластин в пакеты в соответствий с используемой ранее стандартной процедурой, результатом которой является то. что пластины по крайней мере многих пакетов в каЛдом подогревателе воздуха оказываются ориентированными то правильно, то неправильно. При использовании способа, в котором применяется одна клеть прюкатного стана и в котором каждая вторая пластина поворачивается на заданное количество градусов, необходимо, чтобы соответствующие пластины всегда поворачивались вокруг оси под прямыми углами к главному направлению основных каналов , т.е. параллельно направляющей линии, вдоль которой профилированная поФиг .1
f3 3 лоса подается на устройство резки полос. Если это условие не выполняется, пластины ориентируются неверно. Так же должна быть обеспечена непрерывность после остановки движения. Все эти сложности устраняются при использовании сдвоенных клетей прокатного стана. Формул а изобретения Пакет теплопередающих пластин для теплообменника, содержащий пластины, профилированные гофрами, выполненными каждый в виде пары идентичных гребней, выступающих с обеих сторон пластин с образованием соответствующих выступов и впадин, вытянутых между противоположными краями пакета под углом к последним, ориентированных в смежных пластинах в противоположном направлении относительно главного потока теплоносителя и контактирующих встречно направленными выступами в смежных пластинах в точках пересечения соответствующих гофр с образованием каналов между пластинами для теплоносителя, отличающийся тем, что, С целью уменьщения засорения каналов , впадины гофр смежных пластин расположены одна против другой в плоскости сечения, проходящей через точки контакта выступов соответствующих гофр. г л
фиг.


Реферат
Изобретение относится к теплотехнике и может быть использовано в теплопереда-ющих устройствах, преимущественно в регенеративных теплообменниках. Цель изобретения - уменьшение засорения каналов. Пакет содержит теплопередающие пластины 2 и 3, профилированные гофрами в виде идентичных гребней 21, 22, 31, 32. выступающих с обеих сторон пластин с образованием выступов и впадин. Последние вытянуты между противоположными краями пакета и ориентированы в смежных пластинах 2 и 3 в противоположном направлении относительно главного потомка 6 теплоносителя. Гофры пластин 2 и 3 в точках пересечения контактируют выступами, а впадины расположены одна против другой в плоскости сечения, проходящей через точки контакта выступов. В результате твердые частицы, находящиеся в теплоносителе, свободно проходят область пересечения гофр. 5 ил.елС10 2fOФи?.^ 21ЪпXIО Ю Ю Ю 00>&СА)
Формула
Комментарии