Устройство для контроля изготовления состоящих из нескольких секторов профилей из каучука или термопластического синтетического материала - SU1175359A3
Код документа: SU1175359A3
Чертежи
Описание
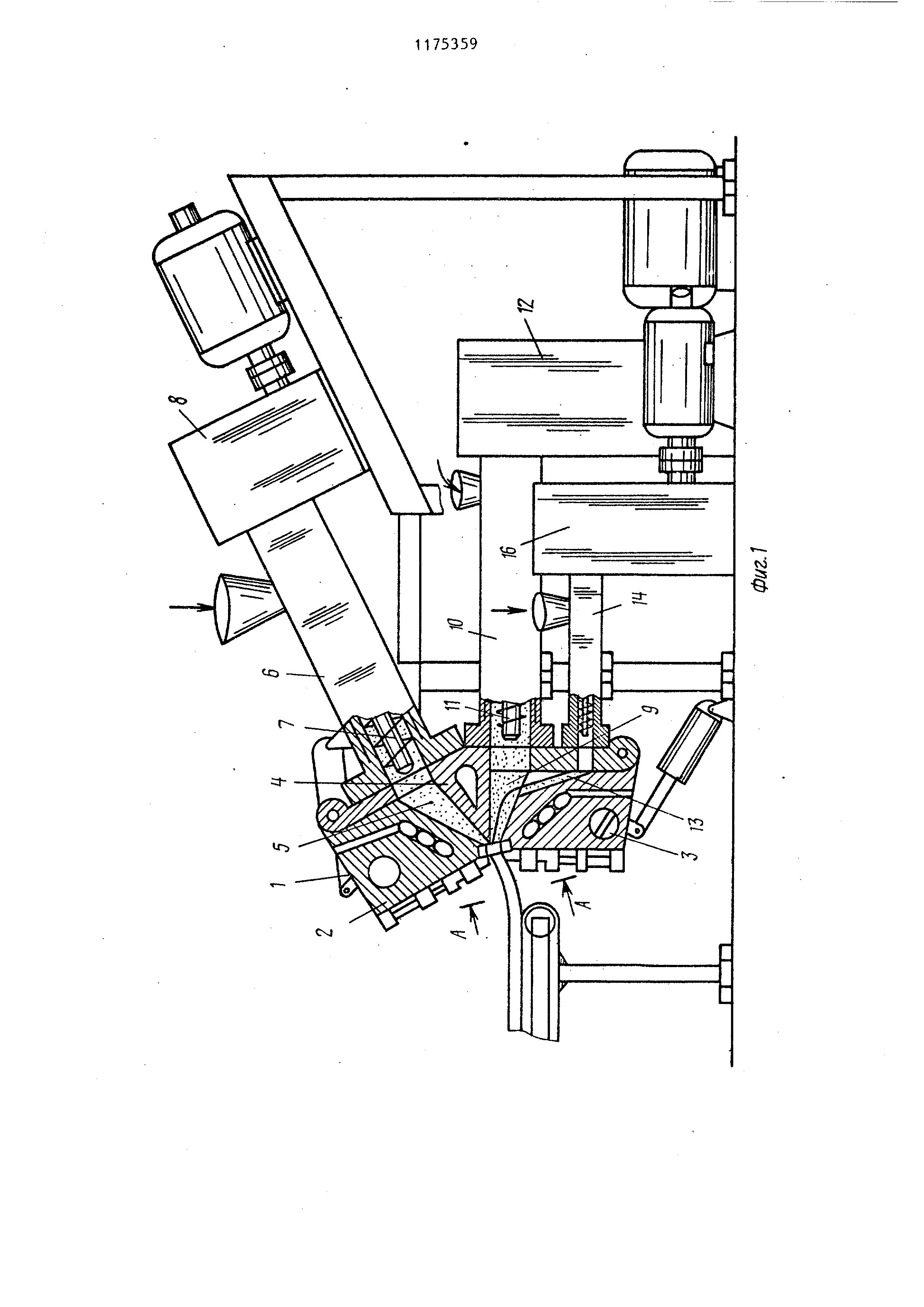
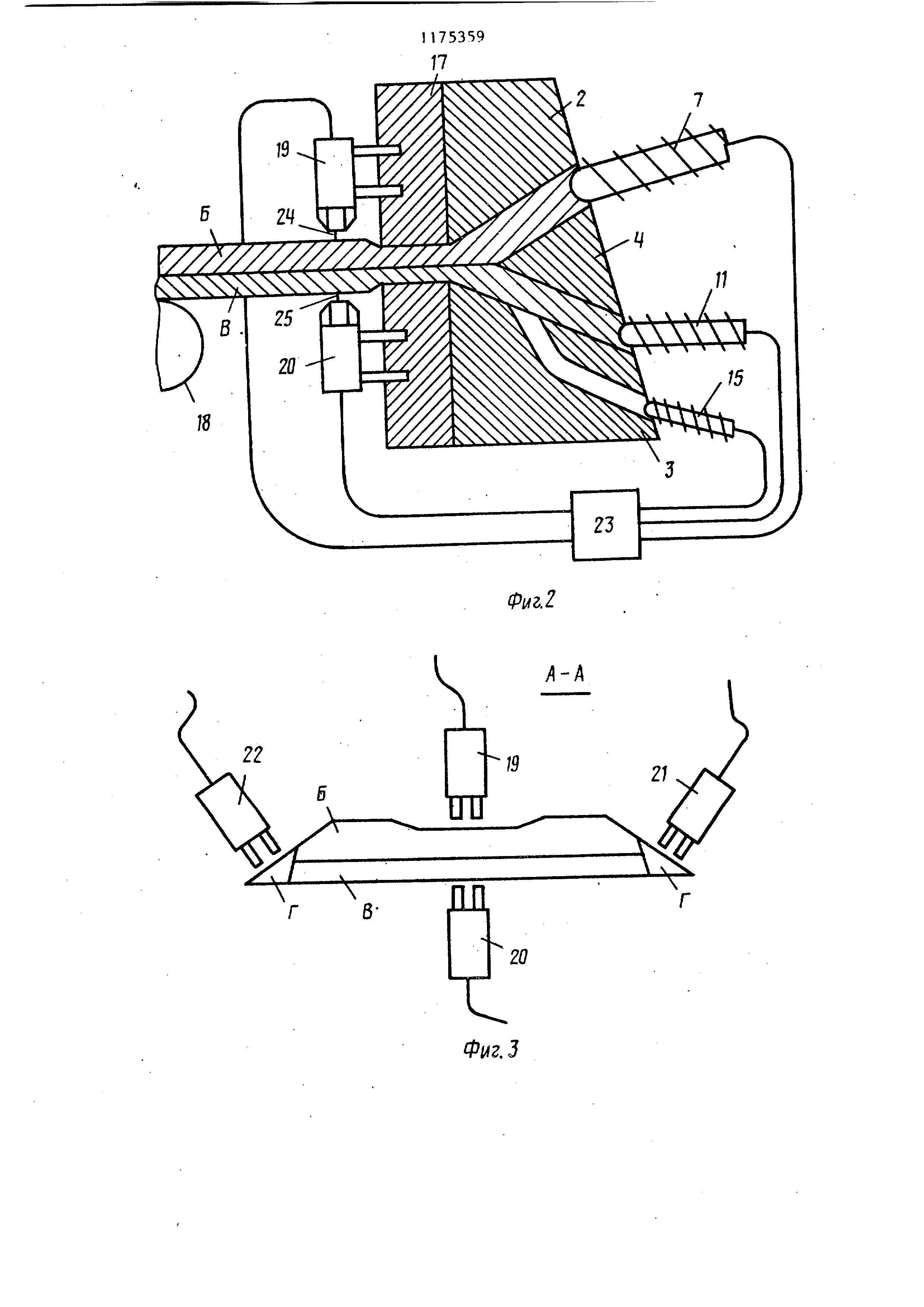
Изобретение относится к экструзионным установкам для получения из полимеров профилей, состоящих из ряда секторов различного материала, и может быть использовано для изготовления протекторов шин в химической шинной промьшшенности. Цель изобретения - повышение качества профилей путем обеспечения точности размеров составляющих профиль секторов. На фиг. 1 схематически представ;лено устройство для экструдирования профилейJ продольное сечение; на фиг. 2 - экструзионная головка с контуром регулирования, продольное сечение на фиг, 3 - поперечное сечение А-А на фиг. 1 по экструдированному профилю с измерителями расстояния. Устройство содержит экструзионну головку 1 для формирования профиля, состоящую из верхней части 2, ниж , ней части 3 и стационарной средней части 4. В экструзионной головке 1 выполнены проточные каналы 5 для сообщения с рабочей полостью экстру дера 6, шнек 7 которого соединен с приводом 8 вращения, проточные кана лы 9 для сообщения с рабочей полост экструдера 10 со штоксм 11, связанн с приводом 12 вращения, и проточны каналы 13 для подачи материала из экструдера 14, шнек 15 которого свя зан с приводом 16 вращения. На выхо де экструзионной головки 1 размещен профильный мундштук 17 (.фиг. 2), вблизи которого расположено поддерживающее приспособление для экструдируемого профиля в виде транспортера с выходным роликом 18, предотвращающим удлинение экструдируемого профиля, состоящего из секторов Б, В, Г, экструдируемых соответственно экструдерами 6, 10 и 14. Между профильным мундштуком 17 и выходным ро ликом 18 поддерживающего приспособл ния над каждым сектором Б, В, Г экс рудируемого арофиля размещены изме рители расстояния, выполненные в виде пневматических датчиков 19-22 давления, связанных через регулятор 23 с приводом вращения шнека экструдера , экструдирующего соответствующий сектор .профиля. Датчики 1922 давления могут быть установлены с возможностью радиального перемеще ния на профильномМундштуке 17 ( фиг. 2) или на другой детали зкструзионной головки 1. Важно, чтобы датчики 19-22 давления бьши расположены непосредственно у вьгхода экструзионной головки 1 в том месте, где выходящий экструдируемый профиль прошел процесс разбухания. Величина разбухания экструдируемого профиля зависит от вязкости соответствующей зкструдированной смеси и количественных соотношений отдельных смесей друг к другу. Устройство работает следуюп1им образом. Все три экструдера 6, 10 и 14 запитываются соответствующими им смесями и приводятся в действие. Выходяищй из профильного мундштука 17 экструдируемьй профиль проверяется относительно своего поперечного сечения и трех составных частей смеси (секторов) и путем повьпления или уменьшения числа оборотов соответствующего шнека, то есть соответствующего выхода отдельных смесей, приводится к своей заданной толщине. I Затем датчики 19-22 давления смещаются на относительно небольшое расстояние до экструдируемого профиля и фиксируются. Непосредственно после этого измеряется расстояние до экструдируемого профиля или скоростной напор выходящих воздушных потоков, и давление , тем самым однократно определенное для этого специального профиля , задается в регулятор 23 в качестве заданного давления. Одновременно регулятор 23 программируется таким образом, что уже при небольшом колебании давления, например 2 мбар, окабывается воздействие на число оборотов соответствующего шнека, чтобы обеспечить заданное давление. Насколько должен увеличиться соответствующий выход из экструдера, чтобы вернуться к заданному размеру экструдируемого профиля , можно легко определить путем испытаний. При падении давления датчиков давления 19-22 происходит, например, увеличение расстояний 24 или 25. Регулятором 23, таким образом, незначительно повышается число оборотов шнеков экструдеров 6 или 10, чтобы иметь возможность вернуться к заданным толщинам экструдируемого лрофиля. Таким образом, изобретение обеспечивает контролирование отдельных секторов экструдируемого профиля в части своей массы, например, отдельных частей (основа, беговая дорожка , боковина) протектора. Благодаря оценке отдельных секторов экструдируемого профиля, с помощью измерителей расстояний, датчиков давлений, которые расположены между выходным роликом 18 и выходом экструзионной головки 1, бесконтактно и сразу же устанавливается тот момент, когда соответствующий сектор станет тоньше или толще заданного, т.е. соответствующий экструдер имеет слишком малый или. слишком большой выход. Поддерживающее приспособление для выходящего экструдируемого профиля предотвращает возникновение удлинения выходящего профиля за счет силы тяжести. Затем обеспечивается очень быстрое воздействие на выход экструдера путем воздействия на число оборотов шнека. Почти не существует никакого времени запаздывания, потому что проточные каналы 5, 9 и 13 в экструзионной головке коротки, а резина подобно гидравлической жидкости чуть сжимается. Величина изменения выхода, то ест изменение числа оборотов шнека,очень мал а. При пуске устройства прежде всего устанавливается желаемый профиль относительно толщин отдельных составных частей. Только когда все три компонента смеси обеспечивают.заданную толщину, фиксируются датчики 19-22 давлений на определенном расстоянии от соответствующего сектора экструдируемого профиля, и измеренное затем расстояние вьщается в регулятор 23 в качестве заданной величины. 594 При установке пневматических датчиков 19-22 давления при определенном колебании давления, то есть при падении давления, которое возникает, когда увеличивается расстояние от датчика давления от соответствующего, проходяп его под ним сектора профиля, повышается число оборотов (шнека) экструдера. Благодаря повьш1ению числа оборотов экструдера выход массы поъьтается , и соответствующая толщина профиля снова согласуется с заданным зна ,чением. Если расстояние становится меньше, то есть опорное давление повышается, то незначительно понижается число оборотов шнека, соответственно сопряженного с датчиком давления, так что выходит меньше материала, и зависящий от расстояния до профиля скоростной напор и тем самым размер профиля снова возвращаются к своему заданному значению. Так как, например, с помощью датчика давления могут быть определены расЛояния до О, 1 мм, то осуществляется чрезвычайно точный контроль, причем в этом случае преимуществами датчиков давления являются функциональная надежность также и при больших количествах загрязнений, полная сохранность эксплуатационной надежности при высоких окружающих температурах и нечувствительность против магнитного влияния и звуковых волн. Таким образом, изобретение обеспечивает автЪматическое управление устройством изготовления профиля, состоящего из нескольких секторов, :при высокой чувствительности и точности реагирования на толщину и размер составных секторов этого профиля.

Реферат
1. УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗГОТОВЛЕНИЯ СОСТОЯЩИХ ИЗ НЕСКОЛЬКИХ СЕКТОРОВ ПРОФИЛЕЙ ИЗ КАУЧУКА ИЛИ ТЕРМОПЛАСТИЧЕСКОГО СИНТЕТИЧЕСКОГО МАТЕРИАЛА , содержащее экструдеры со шнеками, связанными с приводами вращения и соединенными с экструзионной головкой , снабженной расположенным на ее выходе профильным мундштуком. поддерживающее приспособление для . экструдируемого профиля и измерители расстояния, размещенные между профильным мундштуком и поддерживаняцим приспособлением и связанные посредством регулятора с приводами вращения шнеков, отличающеес-я тем, что, с целью повышения качества профилей путем обеспечения точности размеров составляющих профиль секторов, над каждым сектором экструдируемого профиля размещен измеритель расстояния, выполненньй в виде пневматического датчика давления и связанный через регулятор с приводом 3 шнека, экструдирующего соответствующий сектор профиля. 2. Устройство по п. 1, отличающееся тем, что пневматические датчики давления расположены на профильном мундштуке экструзионной головки с возможностью перемещения в радиальном направлении. sj СП :о :л UD
Комментарии