Способ ввода в работу многопуансонного профильного пресса - SU1428186A3
Код документа: SU1428186A3
Чертежи
Описание
t14
Изобретение относится к переработке полимеров в изделии и может быть использовано для изготовления из различных резиновых смесей или их смесей синтетических материалов профилированных лент для протекторных лерт или боковин автомобильных шин..
Цель изобретения - повышение качества изделий и сокращение потерь ма- териала при смене смеси.
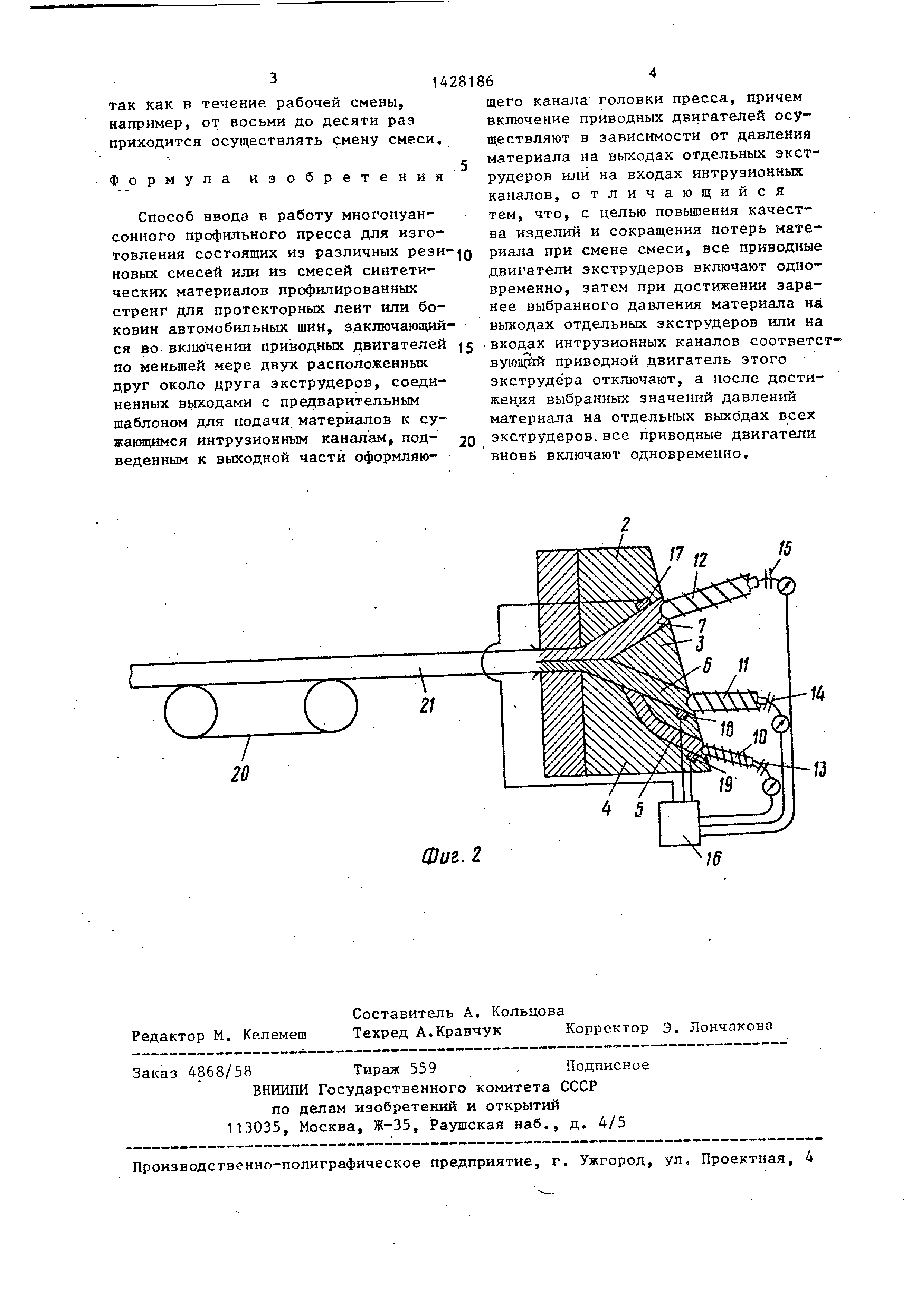
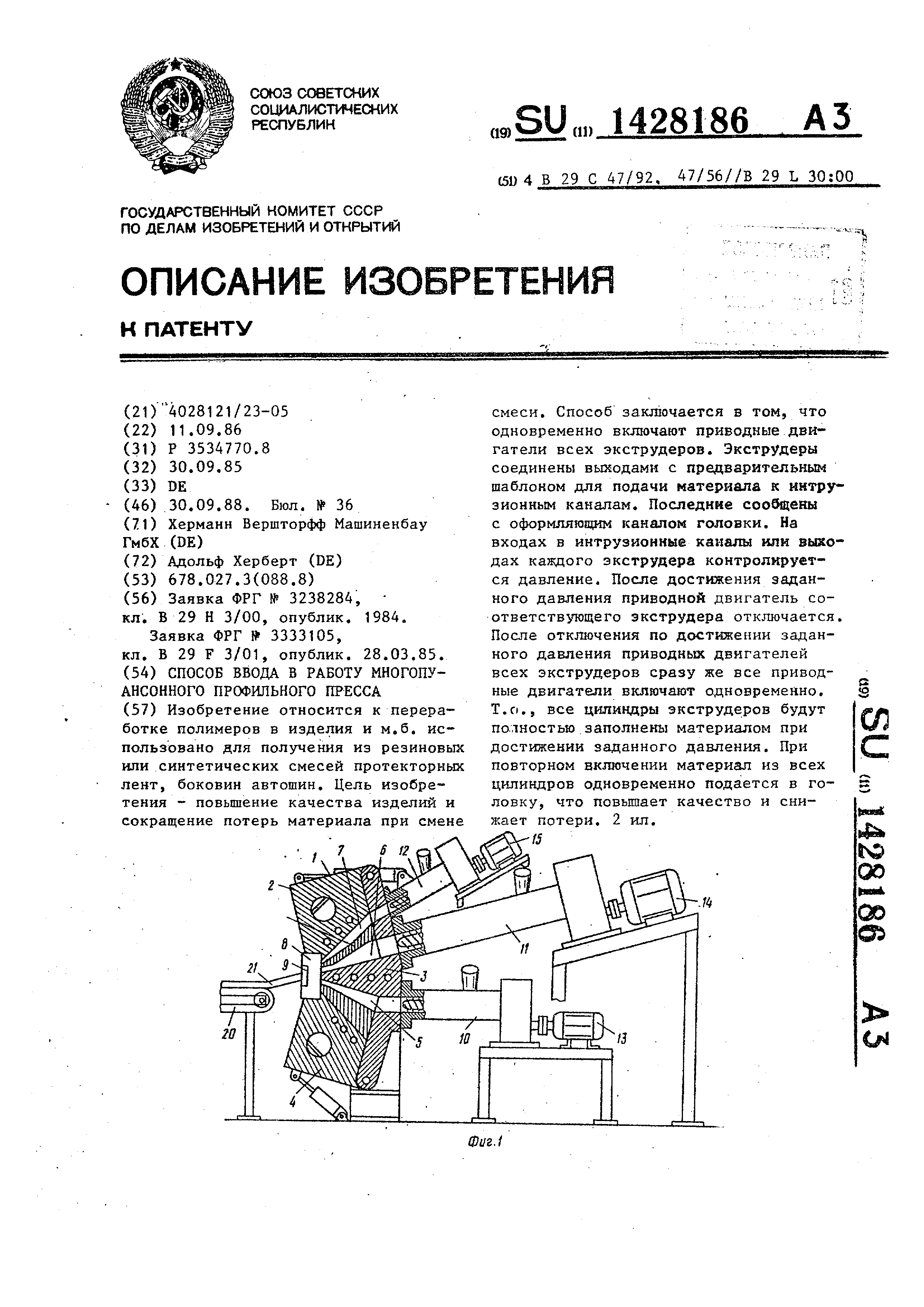
На фиг.. 1 изображена головка много пуансонного профильного пресса с относящимися к ней экструдерами, продольный разрез; на фиг. 2 - прибор управления, продольный разрез.
Установка, поясняющая предложенный способ, состоит из головки много- руансонного профильного пресса 1с отводимой вверх верхней частью 2, не- родв5-шной средней частью 3 и складывающейся нижIieй частью 4. В головке || выполнены сужающиеся интрузионные каналы 5, 6 и 7, которые входят в предварительный шаблон 8 и затем в :пластинчатую литьевую форму 9.
К интрузионным каналам 5, 6 и 7 подключены экструдеры 10, 11 и 12 с приводными двигателями 13, 14, 15 экструдеров 10-12.
На фиг. 2 представлен стандартный прибор 1б управления., который с. помощью соответствующих трубопроводов соединен с датчиком 17 давления, установленным на входе в интрузионный канал 7, с датчиком 18 давления, устано Ешенным на входе в интрузионный канал 6, и с датчиком 19 давления, ус тановленньзм на входе в интрузионный канал 5 „
Датчики 17j 18 и 19 давления могут быть также установлены на выходах отдельных экструдеров вблизи соответ- ств тощего конца шнека..
Кроме того, прибор управления сое- дивен с тремя приводными двигателями 13-15 экструдеров 10-12. Для приема изделия предназначен транспортер 20,
Предложенньй способ осуществляется следу1ощ1«4 образ ом о
11ривор1,ные двигатели 13-15 уста™ включаются одновременно. Затем фактические дав,пения на входе в интрузионные каналы 5-7 1ши на выходе каждого экструдера контролируется с яомощью датчиков 17-19 давления и сравтшваются с заранее заданными ве- ппчинами давления с помощью прибора 16 управления. Если заранее заданная
862
величина давления регистрируется, например , датчиком 19 давления, прибор 16 управления отключает приводной двигатель 13 экструдера 10.
После достижения следующего заданного давления, зарегистрированного, например, с помощью датчика 18 давления , выключается приводной двигатель 14 зкструдера 11, Если также поступи сигнал от датчика 17 давления о достижении заданного давления, то прибор 16 управления выключит и приводной двигатель 15, сразу же после этого включаются все приводные двигатели 13, 14 и 15 одновременно.
Далее все экструдеры 10, 11 и 12 осуществляют равномерно подачу материала в сопряженные интрузионные каналы 5j 6 и 7, причем объем принимаемого интрузионными каналами 5-7 материала приведен з соответствие с подачей отдельных зкструдеров 10-12.
Затем из пластинчатой литьевой
формы 9 появляется стрелка 21 полного профиля, состоящая из трех различных резиновых смесей, и поступает на ленточный транспортер 20.После экструзии примерно 1 м профильной длины из головки появляется доброкачестванная профилированная стренга, так что будут лишь незначительные потери материала в головке.
Таким образом, благодаря считьша- нию давления материала на выходе каждого экструдера 10-12 или на входе головки многопуансонного профильного пресса и отключению сопряженного с выходом экструдера приводного двигателя при достижении заранее выбранного давления соответствующий цилиндр экструдеров 10-12 и каналы в головке будут полностью заполнены материалом
При повторном включении всех экструдеров материал из всех цилиндров экструдеров одновременно подается в каналы предварительного шаблона 8, чтобы затем одновременно и почти в полном объеме он мог выходить из пластинчатой литьевой формы 9, т.е. данньм способ ввода в работу пресса можно охарактеризовать минимальной потерей многосекционного прессованного профиля за счет повышения ее качества.
Предложенный способ обеспечивает лишь минимальное количество отходов материала после каждого процесса ввода пресса в работу, что важно,
так как в течение рабочей смены, например, от восьми до десяти раз приходится осуществлять смену смеси.
Формула изобретения
Способ ввода в работу многопуан- сонного профильного пресса для изготовления состоящих из различных резиновых смесей или из смесей синтетических материалов профилированных стренг для протекторных лент или боковин автомобильных шин, заключающийся во включении приводных двигателей по меньшей мере двух расположенных друг около друга экструдеров, соединенных вьпсодами с предварительным шаблоном для подачи материалов к сужающимся интрузионным каналам, подведенным к выходной части оформляю
д 5 8186
щего канала головки пресса, причем включение приводных двигателей осуществляют в зависимости от давления материала на выходах отдельных экструдеров или на входах интрузионных каналов, отличающийся тем, что, с целью повьш1ения качества изделий и сокращения потерь материала при смене смеси, все приводные двигатели экструдеров включают одновременно , затем при достижении заранее выбранного давления материала на выходах отдельньк экструдеров или на входах интрузионных каналов соответствующий приводной двигатель этого экструдёра отключают, а после достижения выбранных значений давлений материала на отдельных выходах всех экструдеров.все приводные двигатели вновь включают одновременно.
20
Реферат
Изобретение относится к переработке полимеров в изделия и м.б. использовано для получения из резиновых или синтетических смесей протекторных лент, боковин автошин. Цель изобретения - повышение качества изделий и сокращение потерь материала при смене смеси. Способ заключается в том, что одновременно включают приводные двигатели всех экструдеров. Экструдеры соединены выходами с предваритепьньм шаблоном для подачи материала к ннтру- зионным каналам. Последние сообщены с оформляющим каналом головки. На входах в интрузиониые каналы или выходах каждого экструдера контролируется давление. После достижения заданного давления приводной двигатель соответствующего экструдера отключается. После отключения по достижении заданного давления приводных двигателей всех экструдеров сразу же все приводные двигатели включают одновременно. Т.о., все цилиндры экструдеров будут полностью заполнены материалом при достижении заданного давления. При повторном включении материал из всех цилиндров одновременно подается в головку , что повьшает качество и снижает потери. 2 ил. tf -tt а «о с {яш« ю 00 00 О5
Формула
Комментарии