Устройство для изготовления протекторов для автомобильных шин или других профилей или полотен из каучука,эластомеров или термопластов - SU1386021A3
Код документа: SU1386021A3
Чертежи

Описание
Изобретение относится к переработке полимеров в изделия и может быть использовано в химической промьшлен- ности, в автомобилестроении.
Цель изобретения - упрощение обслуживания устройства и облегчение процесса чистки цилиндра экструдера.
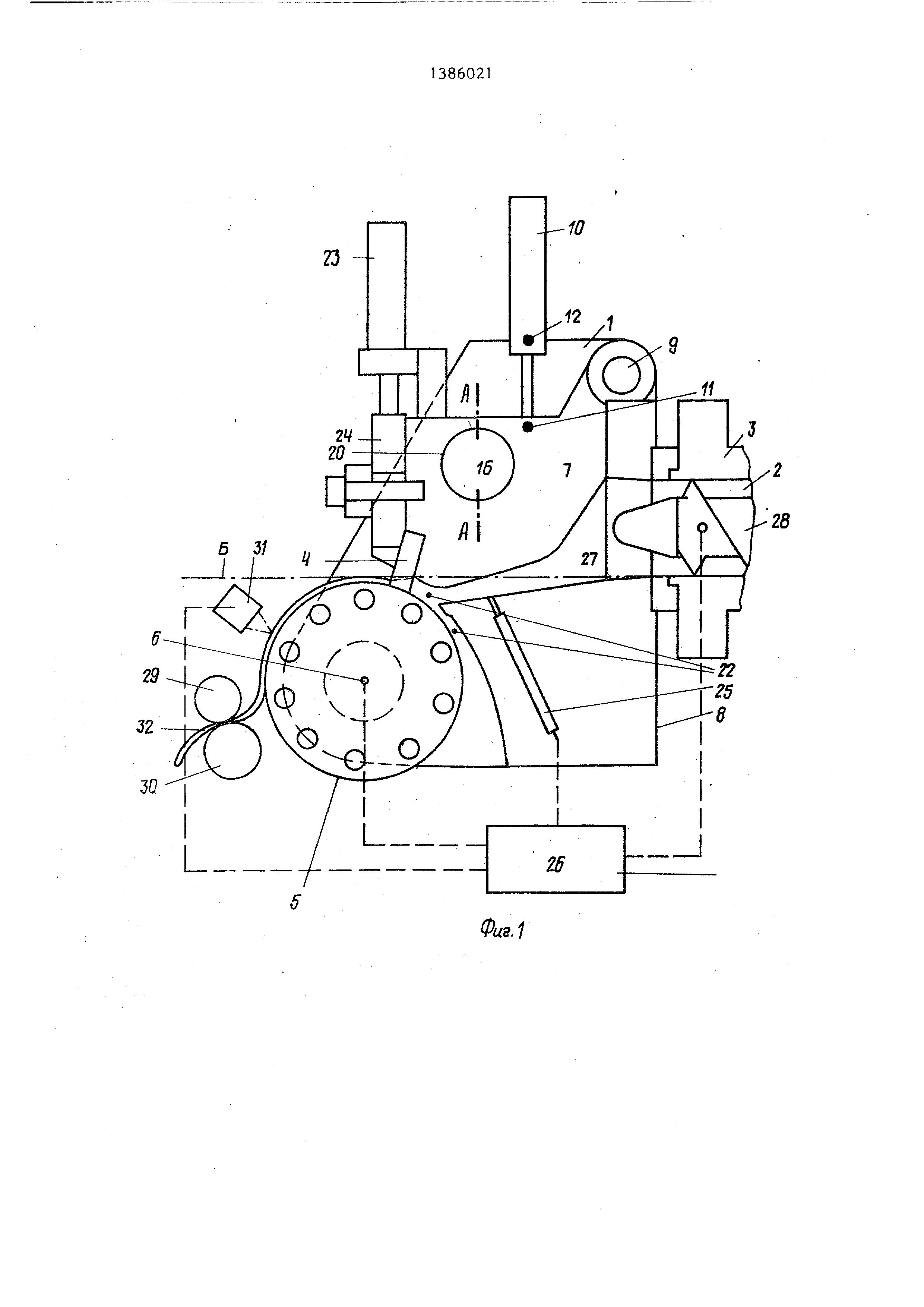
На фиг.I показано устройство, продольный разрез; на фиг.2 - разрез А-А на фиг.1.
Устройство содержит корпус 1, расположенное на выходе из горизонтального отверстия 2 цилиндра 3 экструде ра сопло для профилирования материа- ла, выход которого ограничен частью корпуса 1 со сменной профильной пластиной 4 и горизонтальным валком 5, смонтированным в опорах 6 с возможностью вращения и расположенном попе речно выходу сопла. На корпусе 1 установлена головка из верхней 7 и нижней 8 частей, причем верхняя часть 7 головки смонтирована на корпусе i шарнирно с помощью шарнира 9 и снаб- жена для ее поворота относительно верхней рабочей поверхности нижней части 8 головки гидроцилиндрами 1 О, имеющими точку 11 крепления на верхней части 7 головки и точку 12 креп- ления на боковых частях 13 или 14 корпуса 1. Головка снабжена фиксаторами рабочего ее положения в виде установленных в верхней части 7 клиньев 15 и 16, соединенных с гидро- или пневмоцилиндрами 17, 18 их перемещения для захода в отверстия 19, 20 в боковых частях 14, 13 корпуса. Гидроцилиндры (или пневмо-) 17, 18 соединены с опорной пластиной 21, а клинья 15, 16 и отверстия 19, 20 выполнены коническими. Опоры 6 валка 5 закреплены на нижней части 8 головки с возможностью размещения верхней зоны поверхности валка 5 и верхней рабочей поверхности нижней части 8 головки ниже горизонтальной плоскости Б, касательной к нижней части отверстия 2 цилиндра 3 экструдера, причем нижняя 8 и верхняя 7 части головки, обращенные к валку 5, расположены на расстоянии от поверхности валка 5 с возможностью образования с ним рабочих зазоров 22.
С помощью гидроцилиндра 23 и сое- диняемых с ним держателей 24 надежно фиксируется в своей позиции сменная профильная пластина 4, Манометр 25 и управляющее устройство 26 фик
5 0 5 30 с 0 5
0
5
сируют давление в канале 27 головки. В цилиндре 3 зкструдера расположен шнек 28. За валком 5 смонтированы нож 29 и приводной режущий валок 30. Ширина выходящего полотна считывается диодами 31.
Устройство работает следующим образом .
Освобождение головки происходит за счет того, что прежде всего из боковых частей 13 и 14 выводятся клинья 15 и 16. Затем включаются гидроцилиндр 10 и верхняя часть 7 головки поднимаются, поворачиваясь вокруг шарнира 9. После этого можно без дополнительных мер предосторожности очищать головку, менять вставки, через которые происходит истечение материала , или профильные пластины и вынимать щнек 28 экструдера, а также его заменить. По окончании этих работ верхняя часть 7 головки снова с помощью гидроцилиндров 10 двойного действия опускается вниз и фиксируется путем введения клиньев 15 и 16 в отверстия 19 и 20 корпуса 1, благодаря чему обеспечивается уравновешенная фиксация головки.
Путем выполнения зазора между частями головки, обращенными -к валку 5, и поверхностью валка 5, например, в области 50-500 хорошо сохраняется выходная ширина профиля или полотна материала в узкой зоне допусков, после чего устройство однократно регулируется в части давления экструдиро- вания и окружной скорости валка 5.
Если теперь это состояние фиксировать дополнительными контрольными устройствами и провести соответствующие операции по регулированию, то головка может функционировать автоматически . При этом в канале 27 для протекания массы возникают давления материала до 250 бар, фиксируемые с помощью манометра 25 и регистрируемые управляющим устройством 26.
Управляющее устройство 26 в зависимости от измеряемого значения давления воздействует на (подробно не показанный в графических материалах) привод валка 5 таким образом, что при давлении, выше ранее- установленного , привод валка 5 незначительно (или соответственно) повышает окружную скорость валка 5 (до 2%), чтобы больше материала выходило из канала 27 головки, благодаря чему шярина
профиля или ленты, уменьшаясь, достигает установленной ширины,
Точная (до миллиметра) ширина профиля 32 достигается с помощью устрой ства для обрезки краев, состоящего из режущего ножа 29 и приводного режущего валка 30. Режущие ножи установлены так, что с их помощью также могут быть осуществлены срезы, прохо дящие наклонно к рабочему направлению .
Альтернативно управляющее, устройство 26 в соответствии с измеряемым значением давления в канале 27 голов ки может воздействовать на непоказанный привод шнека 28, чтобы при превышении определенного значения давления незначительно уменьшить (например , до 2%) число оборотов шнека 28, благодаря чему соответственно уменьшается подача в экструдер. В связи с этим падает давление в канале 27 головки, и ширина выходящего из головки профиля 32 становится незначи тельной уже при остающейся прежней окружной скорости валка 5, т.е. также уменьшается масса срезанных краев
Таким образом, путем фиксации давления с помощью манометра 25 и воз- действия на окружную скорость валка 5 или на число оборотов шнека 28 достигается то, что: части головки могут быть установлены с небольшим зазором по отношению к валку 5 без того, что оба узла должны иметь предварительный натяг по отношению друг к другу; проблемы прижимных или изнашиваемых пластин (износ на пластине и на вращающемся валке) полностью исключаются; между прижимной пластиной и поверхностью валка 5 не собирается материал, термически не перегружается и не вызывает каких-либо загрязнений, т«е. отпадает необходи- мость в боковых ограничивающих пластинах .
Альтернативно ширина выходящего полотна 32 по обе стороны может также считываться фотодиодами 31. При увеличении ширины полотна или профиля управляющим устройством 26, с которым соединены фотодиоды 31, также воздействуют на окружную скорость валка 5 и/или на число оборотов шне- ка 28.
Таким образом, установка горизонтального , расположенного поперечно головке валка незначительно ниже самой нижней линии горизонтально расположенного отверстия 2 цилиндра 3 экструдера, в котором установлен транспортирующий шнек 28, обеспечивает возможность вытянуть шнек 28 из цилиндра 3 экструдера после того как верхняя часть 7 головки сдвинут вверх, чтобы обеспечить возможность провести основательную очистку или замену шнека 28. Для этого валок 5, расположенный перед головкой, может остаться без изменений, потому что шнек 28 может выводиться над ним Компактному исполнению устройства способствует то, что шарниры 9 для верхней части 7 головки и также гидроцилиндр IО для поворота установлены на верхней части головки или боковых деталях корпуса 1, а не на фланце цилиндра 3 зкструдера согласно техническому уровню. Благодаря этому головка может быть вьшолнена очень компактной и может быть Лри- фланцована к любому экструдеру без каких-либо специальных мероприятий на самом экструдере.
Согласно изобретению фиксацию откидной верхней части 7 осуществляют путем того, что на верхней части 7 головки закрепляется клиновое фиксирующее устройство, задействуемое гидравлически или пневматически, которое заводит два конических по форме клина 15, 16 соответственно справа и слева наружу в вьшолненные коническими отверстия в боковых частях корпуса 1, причем из-за конусности клиньев 15, 16 и отверстий верхняя часть 7 головки с большим давлением прилегает к нижней части 8 головки и очень хорошо уплотняется.
Такая фиксация частей головки в рабочем положении требует мало места и благодаря этому обеспечивается компактность конструкции устройства.
Компактность устройства обеспечивается и тем, что валок 3, расположенный поперек перед головкой, крепится в боковьпс частях корпуса 1, Благодаря этому достигается, в частности , точное сопряжение корпуса 1 и наружной поверхности валка 5, которое , кроме того, в Любое время может быть точно повторено (например, в случае замены корпуса), пока верхняя часть 7 головки за счет клиновой фиксации прижата к нижней части 8 головки .
Установка части головки, обращен- -ной к валку 5, на некотором расстоянии от поверхности валка 5 ведет к тому, что.выходная ширина профиля или полотна может быть сохранена в относительно точных областях допусков , так как устройство однократно было отрегулировано в части давления экструзии и относительно окружной скорости валка 5.
Дополнительное к расположению части головки, обращенной к валку 5, на некотором расстоянии от валка 5 измерение давления экструзии в головке и регулирование выходной ширины профиля или полотна из головки управляющим устройством, воздействующим на окружную скорость валка 5 или на числа оборотов шнека 28 экструдера, обес печивают достижение более улучшенньпс результатов. Например, измеряется давление материала в головке и в Соответствии с этим значением осуществляется воздействие на окружную ско- рость валка 5 и/или на число оборотов шнека 28 с помощью управляющего устройства 26.
Альтернативно могут также с помощью фотодиодов 3 зондироваться края профиля или полотна 5 а значения измерений передаваться к управляющему устройству 26J которое затем соответственно регулирует окружную скорость валка 5 и/или число оборотов шнека 28,
Таким образом, если путем повьш е- ния окружной скорости валка 5 из выходной щели сопла (которая ограничивается внизу валком 5, а вверху плас- тиной 4) выходит больше материала, экструдировднное полотно или профиль также становится уже или, если замедляется окружная скорость валка 5, То лента или профиль становится шире.
Следовательно, дополнительная установка управляющего устройства 26 в сочетании с профильными пластинами 4 для различных величин выходной ширины головки позволяет автоматически регулировать каждую ширину профиля или ширину полотна только благодаря соответствующему управлению окружной скоростью валка 5 или числом оборотов шнека 28 (т.е. количество выталкиваемой из экструдера массы) в зависимости от давления материала в головке или полученных с помощью фо- тодиодов 31 значений ширины экструди
О
д з
Q
5
5
рованного материала без использования боковых ограничителей.
Использование изобретения позволяет получить компактное устройство с одновалковой головкой, обеспечивающее при работе хорошие показатели , например в части протечек и точности профиля или экструдированного полотна. Кроме того, облегчается об-служиварие устройства, потому что часть головки может очень быстро от водиться (раскрытие боковых клиновых фиксаторов иподъем верхнейчасти головки ,благодаря чемусущественно облегчается очистка головки и смена ииека. Формула изобретения
Устройство для изг отовления протекторов для автомобильных шин или других профилей или полотен из каучука , эластомеров или термопластов,
.содержащее корпус, расположенное на выходе из горизонтального отверстия цилиндра экструдера сопло для профилирования материала, выход которого ограничен частью корпуса со сменной профильной пластиной и горизонтальным валком, сомнтированным в опорах с возмож гостью вращения и располо женным поперечно выходу сопла, головку из верхней и нижней частей, причем верхняя часть головки смонтирована шарнирно на корпусе и снабжена для ее поворота относительно верхней рабочей поверхности нижней части головки гидроцилиндрами, точки крепления которых, расположены на боковой части корпуса и верхней части головки, и фиксаторами рабочего положения головки в виде установленных в верхней части головки клиньев, соединенных с гидро- или пневмоцилиндрами их перемещения для захода в отверстия в боковой части корпуса, отличающееся тем, что, с целью упрощения обслуживания устройства и облегчения процесса чистки цилиндра экструдера , опоры валка закреплены на нижней части головки с возможностью размещения верхней зоны поверхности валка и верхней рабочей поверхности нижней части головки ниже горизонтальной плоскости, касательной к нижней части отве.рстия цилиндра экструдера , причем нижняя и верхняя части головки, обращенные к валку, расположены на расстоянии от поверхности валка с возможностью образования с ним рабочих зазоров.
э
19
.15
IS



Реферат
Изобретение относится к изготовлению протекторов автомобильных шин или других профилей из каучука, эластомеров или термопластов и м.б. использовано в химической промьшшеннос- ти, в автомобилестроении. Цель изобретения - упрощение обслуживания устройства и облегчение процесса чистки 1д1линдра экструдера. Устройство содержит корпус, цилиндр экструдера с горизонтальным отверстием и шнеком, сопло, ограниченное сменной профильной пластиной и горизонтальным валком . Между соплом и цилиндром расположена головка из верхней и нижней частей. Верхняя часть смонтирована на шарнире и снабжена гидроцилиндром для ее поворота. Валок смонтирован в опорах с возможностью вращения. Опоры закреплен. на нижней части головки с возможностью размещения верхней зоны повеихностк валка и верхней поверхности нижней части головки ниже горизонтальной ллоскост --, касательной к нижней части отверстия цилиндра экструдера. Нижняя и верхняя части Гхоловки образуют с валком рабочие зазоры. Верхняя часть головки снабл ена клиновыми фиксаторами ее положения . После поворота на шарнире верхней части головки и фиксации ее положения обеспечивается возможность свободного вывода шнека из цилиндра экструдера. При этом валок остается без изменения его положения, т.к. шнек выводится над ним. Данное исполнение устройства позволяет удобно провести процесс чистки головки и отверстия цилиндра, заменить шнек или другие элементы устройства. Размещение шарниров поворота верхней части головки на корпусе и опор валка на нижней части головки обеспечивает компактность устройства. 2 ил. § СО С

Формула
Комментарии