Сборочный комплекс для изготовления витых теплообменников - RU2726859C1
Код документа: RU2726859C1
Чертежи



Описание
Изобретение относится к энергомашиностроению и может быть использовано в атомной, газовой, химической и других отраслях промышленности.
Известен станок, описанный в способе изготовления змеевикового теплообменника, на котором происходит навивка змеевиковых труб на оправку, закрепленную в бабках токарного станка, установка на их концах выходной опорной доски с последующим закреплением концов в трубных решетках и монтажом всей сборки (URL: http://vpolesve.ru/novosti2/vp_2017_3/, фото 1, дата обращения 20.04.2019 г.).
Недостатком является невысокая технологичность и большая трудоемкость операций по навивке и заводке труб в коллекторы.
За прототип, как наиболее близкий по технической сущности и достигаемому результату к заявляемому техническому решению, выбран станок для навивки теплообменников, содержащий шпиндель с оправкой для навивки, переднюю и заднюю бабки, тумбу с установленным на ней устройством для навивки и несколько панелей для управления процессом, установленных в разных частях станка (фото 1, газета «Волгодонская правда №№79-82(1391-13917, 08.07.2017 г.)).
Недостатком станка-прототипа, при применении для изготовления трубчатых секций теплообменников, является низкая точность из-за невозможности обеспечения прецизионной установки навивочного устройства, невозможность навивки крупногабаритных теплообменников, а также высокие трудозатраты - процесс навивки предусматривает участие как минимум четырех операторов-сборщиков.
Целью настоящего изобретения является расширение номенклатуры навиваемых изделий по габаритам, повышение производительности и качества навивки при сокращении трудозатрат.
Поставленная цель достигается за счет того, что в сборочном комплексе для изготовления витых теплообменников, включающем стапель с установленными на нем передней и задней бабками для вращения по горизонтальной оси оправки с теплообменником, шпиндель с зажимом под оправку теплообменника, двигающийся в горизонтальном направлении суппорт с установленными на нем центральным пультом управления и тумбой, а также с закрепленном на тумбе устройством для навивки труб, в переднюю бабку помещен привод шпинделя с электронной регулировкой частоты оборотов, а вышеуказанные передняя и задняя бабки приподняты по вертикали от горизонтальной оси вращения с помощью передней и задней переходных опор на высоту 0,7-1,0 м от оси шпинделя, при этом вращение оправке теплообменника передается от шпинделя через две передаточные шестерни, установленные в передней переходной опоре, тумба имеет возможность плавного перемещения в вертикальной плоскости, а задняя бабка, кроме движения вдоль оси вращения, может перемещаться поперечно оси вращения оправки по направляющим с возможностью отсоединения от оправки теплообменника, кроме того, из центрального пульта управления осуществляется управление всеми параметрами вращения и движения теплообменника, как то: скорость вращения оправки, шаг навиваемых труб на теплообменник, скорость перемещения тумбы, перемещение задней бабки.
На стапеле дополнительно имеется тельфер для перемещения готового теплообменника на погрузку.
Сборочный комплекс для изготовления витых теплообменников снабжен стендом для гидравлических испытаний для послойного испытания теплообменных труб и специальным прецизионным устройством для гибки теплообменных труб.
Применение привода шпинделя с электронной регулировкой частоты оборотов позволяет производить навивку теплообменных труб с любым требуемым шагом, тем самым обеспечивается расширение номенклатуры навиваемых изделий по габаритам, повышение производительности и качества навивки при сокращении трудозатрат.
Наличие привода шпинделя с электронной регулировкой частоты оборотов, который связан кинематически с суппортной группой станка, позволяет совершать согласованные движения вращения шпинделя с продольным движением суппорта.
То, что ось вращения оправки теплообменника поднята над осью вращения шпинделя через две передаточные шестерни, установленные в передней переходной опоре, обеспечивает расширение номенклатуры навиваемых изделий по габаритам, повышение производительности и качества навивки при сокращении трудозатрат.
Наличие тумбы с возможностью ее плавного перемещения в вертикальной плоскости позволяет вести процесс навивки теплообменных труб без переналадки и с большой точностью при навивке каждого слоя теплообменных труб, чем обеспечивается увеличение точности и универсальности управления при навивке труб на теплообменники, а также позволяет навивать трубы с тонкими стенками под большим углом и, следовательно, с большим натяжением, а трубы с толстыми стенками навивать с меньшим углом для предотвращения появления трещин и пластической деформации. Тем самым повышается производительность и качество навивки за счет того, что операцию по работе с устройством по навивке труб может отслеживать всего один оператор.
Задняя бабка перемещается поперечно оси вращения оправки по направляющим и может отсоединяться от оправки теплообменника, что сокращает время установки каждой новой трубы внутрь оправки, тем самым обеспечивается расширение номенклатуры навиваемых изделий по габаритам, повышение производительности и качества навивки при сокращении трудозатрат.
Центральный пульт управления, который устанавливает скорость вращения оправки, шаг навиваемых труб на теплообменник, скорость перемещения тумбы и перемещение задней бабки позволяет уменьшить число рабочих-сборщиков до 1, тем самым обеспечивается, повышение производительности навивки при сокращении трудозатрат.
Наличие на стапеле тельфера для перемещения готового теплообменника на погрузку позволяет переместить теплообменник в цех для отгрузки на последующий этап сборки.
Это происходит за счет того, что тельфер в составе комплекса позволяет при работе не зависеть от цехового крана и управляется с центрального пульта сборочного комплекса, тем самым обеспечивается по габаритам, повышение производительности и качества навивки при сокращении трудозатрат.
Стенд для гидравлических испытаний для послойного испытания теплообменных труб позволяет создавать давление от 0 до 40 мПа, что требуется для проведения гидравлических испытаний без снятия теплообменника со сборочного комплекса.
Это происходит за счет того, что после навивки каждого слоя теплообменных труб исключаются лишние перемещения собираемого теплообменника, а гидравлические испытания происходят непосредственно на стапеле.
Наличие специального прецизионного устройства для гибки теплообменных труб с целью их последующей заводки в оправку, которое состоит из матрицы и рычага, и обеспечивает допустимые овальность и утонение теплообменных труб согласно ПНАЭ Г-7-008-89. В этом устройстве для гибки вокруг неподвижного гибочного ролика предусмотрено движение обкатывающего прижимного ролика, прижимающего трубу непосредственно или с помощью ползуна. Размер ручья гибочного ролика, обкатывающего ролика и ползуна должен соответствовать наружному диаметру изгибаемой трубы. Устройство для подгибки состоит из следующих основных частей: подставки, гибочного ролика, вилки с обкатывающим роликом и скобы для закрепления трубы. Гибочные ролики и вилка с обкатывающим роликом крепятся на специальной оси так, что в зависимости от диаметра изгибаемых труб они могут меняться.
Указанная конструкция устройства позволяет достигать прецизионного соответствия овальности и исключить утонение концов теплообменных труб при гибке.
В результате применения данного устройства получаются качественные изделия, что подтверждается гидравлическими испытаниями, процесс сборки управляется с единого пульта управления, и требует двух операторов-сборщиков, что подтверждено визуально-измерительным контролем.
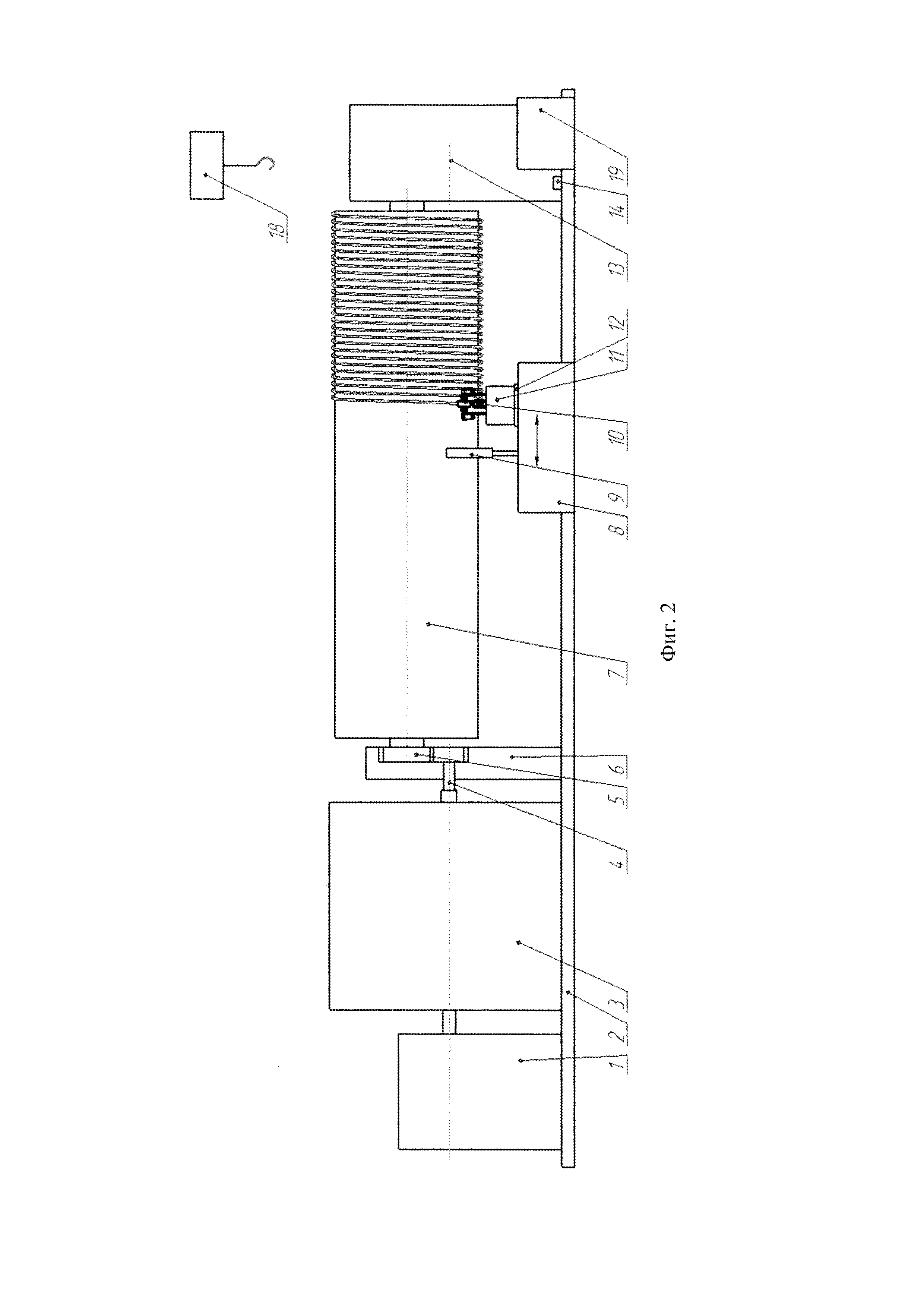
Сборочный комплекс для изготовления витых теплообменников (фиг. 1, 2, 3) имеет в основании стапель 2 на котором закреплены: привод вращения шпинделя с электронной регулировкой частоты оборотов 1, передняя бабка 3, передняя переходная опора 6, суппорт комплекса 8, задняя бабка 13, насосная станция 15. Шпиндель 4 установлен в передней бабке 3 и через передние шестерни 5 передает крутящий момент на оправку теплообменника 7, установленную в передней 6 переходной опоре. На суппорте 8 установлена подъемная тумба 11 и центральный пульт управления 9, на тумбе установлена планшайба 6 с устройством 10 для навивки металлических труб в змеевик 10. Задняя бабка 13 перемещается в поперечном направлении относительно оси вращения оправки 7 по направляющим задней бабки 14.
Комплекс иллюстрируется чертежами фиг. 1-3, где:
1 - привод вращения шпинделя с электронной регулировкой частоты оборотов;
2 - стапель;
3 - передняя бабка;
4 - шпиндель;
5 - передние шестерни;
6 - передняя переходная опора;
7 - оправка теплообменника;
8 - суппорт комплекса;
9 - центральный пульт управления;
10 - устройство для навивки металлических труб в змеевик;
11 - тумба;
12 - планшайба;
13 - задняя бабка;
14 - направляющие задней бабки;
15 - насосная станция;
16 - бак;
17 - стенд для гидравлических испытаний;
18 - тельфер;
19 - прецизионное устройство для гибки теплообменных труб.
Сборочный комплекс для изготовления витых теплообменников функционирует следующим образом.
Оправка теплообменника 7 устанавливается на сборочный комплекс по навивке труб на теплообменники на переднюю 6 переходную опору и заднюю 13 бабку. В начале процесса гибки теплообменника труба отгибается на специальном прецизионном устройстве для гибки труб 19 и заводится внутрь оправки, после чего заводится в устройство для навивки металлических труб в змеевик 20. Оператор выставляет угол поворота планшайбы 12, через центральный пульт управления 9 на требуемых технологических режимах включает привод вращения шпинделя 1 с электронной регулировкой частоты оборотов, выставляет уровень подъема тумбы 11 в зависимости от диаметра теплообменника, включает движение суппорта комплекса 8. Далее происходит процесс навивки металлических труб в змеевик 10. После навивания одного слоя труб на стенде для гидравлических испытаний 17 с помощью насосной станции 15, бака 16 происходит гидравлические испытания труб. После проведения гидравлических испытаний задняя бабка 13 по направляющим 14 отводится в поперечном направлении от оправки теплообменника 7, в оправку заводится новая теплообменная трубка, и процесс повторяется до окончания навивки последнего слоя теплообменных труб. После навивки труб теплообменник с помощью тельфера 18 перемещается в следующий цех для установки в корпус.
Необходимо подчеркнуть, что применение данного сборочного комплекса обеспечивает значительное расширение технологических возможностей для навивки теплообменников большой мощности с диаметром более 1,5 метров. Кроме того, управление из единого центра позволяет значительно сократить трудозатраты и себестоимость производимых теплообменных аппаратов, сократив на 1-2 человека персонал высококвалифицированных операторов-сборщиков оборудования.
Реферат
Изобретение относится к энергомашиностроению и может быть использовано при изготовлении теплообменников. Сборочный комплекс для изготовления витых теплообменников, включает стапель с установленными на нем передней и задней бабками для вращения по горизонтальной оси оправки с теплообменником, шпиндель с зажимом под оправку теплообменника, двигающийся в горизонтальном направлении суппорт с установленными на нем центральным пультом управления и тумбой, а также с закрепленном на тумбе устройством для навивки труб, в переднюю бабку помещен привод шпинделя с электронной регулировкой частоты оборотов, передняя и задняя бабки приподняты по вертикали от горизонтальной оси вращения с помощью передней и задней переходных опор на высоту 0,7-1,0 м от оси шпинделя, при этом вращение оправке теплообменника передается от шпинделя через две передаточные шестерни, установленные в передней переходной опоре, тумба имеет возможность плавного перемещения в вертикальной плоскости, а задняя бабка, кроме движения вдоль оси вращения, может перемещаться поперечно оси вращения оправки по направляющим с возможностью отсоединения от оправки теплообменника. 3 з.п. ф-лы, 3 ил.
Комментарии