Способ получения смазочных масел - SU1676456A3
Код документа: SU1676456A3
Чертежи
Описание
Изобретение относится к способу получения смазочных масел и может быть использовано в нефтеперерабатывающей промышленности.
Известен способ получения смазочных масел с использованием процессов депара- финизации и/идрбобработки 1.
Известен способ получения смазочных масел с использованием процессов каталитической депарафинизации растворителем и гидрообработки 2.
Более близким к изобретению является способ получения смазочных масел путем каталитического крекинга в присутствии водорода при повышенных температуре и давлении 3. В качестве сырья используют дистиллят, выделенный из продукта каталитической гидроконверсии нефтяного остатка . Продукт гидроконверсии подвергают
разгонке. Тяжелую фракцию продукта гидрокрекинга подвергают депарафинизации с получением целевых продуктов.
Недостаток способа заключается в необходимости охлаждения и повторного нагрева исходного сырья каталитического крекинга в присутствии водорода.
Целью изобретения является упрощение технологии процесса.
На чертеже приведена принципиальная схема проведения процесса.
Поставленная цель достигается описываемым способом получения смазочных масел путем каталитического гидрокрекинга в присутствии водорода при повышенных температурах и давлении дистиллята в паровой фазе однократной равновесной перегонки под вакуумом продукта каталитической гидроконверсии нефО
NJ О
1± СЛ О
со
тяного остатка,, выкипающего при 320- 600°С, или указанного дистиллята и дистил- лята в паровой фазе однократной равновесной перегонки под вакуумом нефтяного атмосферного остатка.
Предпочтительно исходное сырье содержит 10-50 мас.% дистиллята в паровой фазе однократной равновесной перегонки под вакуумом продукта каталитической гидроконверсии нефтяного остатка, выкипающего в интервале 320-600°С.
При фракционировании продукта гидрокрекинга получат керосиновую и/или га- зойлевую фракции
Отличительные признаки способа заключаются в использовании в качестве исходного сырья каталитического крекинга в присутствии водорода дистиллята в паровой фазе однократной равновесной перегонки под вакуумом продукта каталитической гидроконверсии нефтяного остатка, выкипающего при 320 600°С, или вышеуказанного дистиллята и дистиллята в паровой фазе однократной равновесной перегонки под вакуумом нефтяного атмосферного остатка.
Кроме того, отличительные признаки заключаются в использовании исходного сырья, содержащего 10-50 мас.% дистиллята в паровой фазе однократной равновесной перегонки под вакуумом продукта каталитической гидроконверсии нефтяного остатка, выкипающего в интервале температур 320-600°С, а также в возможности получения при фракционировании продукта гидрокрекинга керосиновой и/или газойле- вой фракций.
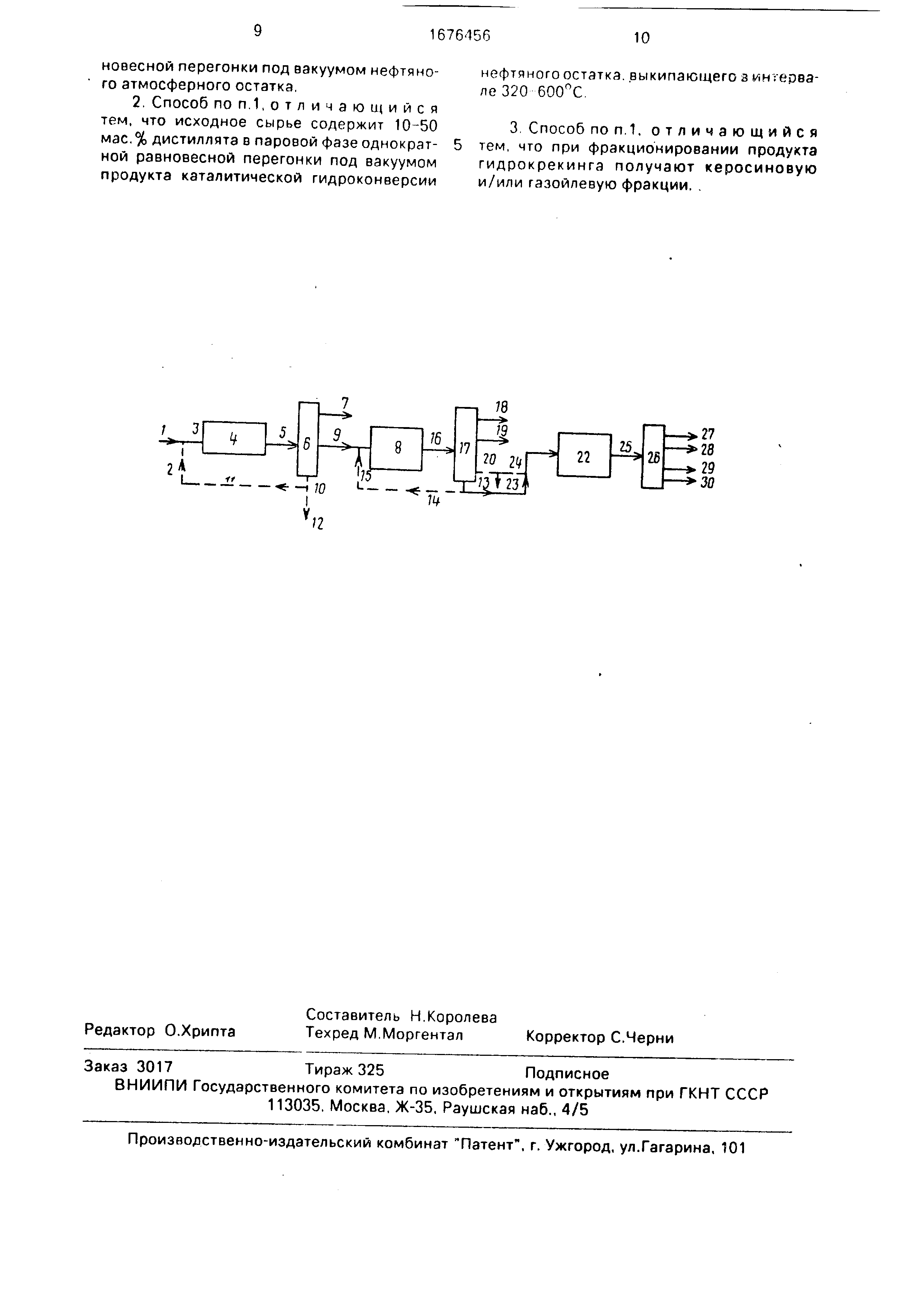
Вакуумный остаток подают по линии 1, возможно после смешения с рециркулируе- мым остатком дистилляции по линии 2, направляют по линии 3 на установку и каталитической гидроконверсии остатка. Полученный продукт подают по линии 5 на установку 6 перегонки. При этом получают фракцию газойля, отводимую по линии 7, дистиллят в паровой фазе однократной равновесной перегонки под вакуумом (далее дистиллят). Последний направляют на установку 8 гидрокрекинга по линии 9, а дистил- ляционный остаток отводят по линии 10, который возможно частично рециркулиро- вать по линии 11 на установку каталитической гидроконверсии остатка или отводить с установки по линии 12. Дистиллят, подаваемый по линии Э.можно смешивать с дистиллятом в паровой фазе однократной равновесной перегонки под вакуумом нефтяного атмосферного остатка (не показано ), а также с рециркулируемым остатком дистилляции, подаваемым по линиям 13 и 14.
Смесь по линии 15 направляют на установку 8, Полученный продукт направляют по линии 16 на установку 17 перегонки и получают фракцию керосина, отводимую по
линии 18, фракцию газойля, отводимую по линии 19, фракцию тяжелого газойля (кипящую при 320-390°С), отводимую по линии 20 и остаток дистилляции, который частично можно рециркулировать по линии 13, на ус0 тановку гидрокрекинга 15, и часть которого по линии 21 направляют на установку 22 каталитической депарафинизации. Часть фракции (320-390°С) можно отводить из процесса по линии 23, остальную часть или
5 всю фракцию направляют по линии 24 на установку 23 каталитической или сольвент- ной депарафинизации. Полученный продукт (возможно после отгонки газообразных веществ ) направляют по линии 25 на установ0 ку 26 перегонки и получают различные фракции смазочных исходных масел, отводимые по линиям 27-30.
Каталитическую гидроконверсию проводят при 300 500°С (желательно при 3505 450°С), давлении 50-300 бэр (желательно 75-200 бар), объемной скорости 0,02-10 кг/кг-ч (желательно 0,1-2 кг/кг-ч) и отношении водород/сырье 100-5000 л/кг (желательно 500-2000 л/кг).
0Используют катализаторы, содержащие
по меньшей мере один металл, выбранный из группы, образованной никелем и кобальтом , и один металл, выбранный из группы, образованной молибденом и вольфрамом,
5 на носителе, причем носитель содержит значительное количество глинозема, например , по меньшей мере 40 вес.%. Гидрокрекинг проводят при 250 -500°С, давлении до 300 бар и объемной скорости 0,1-10 кг/л- ч.
0 Соотношения водородсодержащий газ/сырье можно использовать в диапазоне 100-500 л/кг. Предпочтительно процесс проводят при 300-450°С, давлении 25-200 бар и объемной скорости 0,2-5 кг/л-ч, соот5 ношении водородсодержащий газ/исходное сырье 250-2000 л/кг.
Используют известные аморфные катализаторы гидрокрекинга, а также катализаторы гидрокрекинга на базе цеолита.
0
Используют синтетический цеолит Y и его модификации, такие,как различные формы сверхстабильного цеолита Y. Предпочтение отдается использованию катализаторов
5 гидрокрекинга на базе модифицированного цеолита Y, где используемый цеолит содержит значительное количество пор диаметром менее 8 нм, Цеолитные катализаторы гидрокрекинга могут также содержать другие активные компоненты, такие.как алюмосиликаты , а также связующие материалы, такие как глинозем.
Катализаторы гидрокрекинга содержат по меньшей мере один компонент гидрогенизации из металла группы IV и/или по меньшей мере один компонент гидрогенизации из металла группы VIII. Каталитические композиции могут включать один или несколько компонентов никеля и/или кобальта , один или несколько компонентов молибдена и/или вольфрама или один или несколько компонентов платины и/или палладия .
Каталитическая композиция содержит, как правило, 0,05-10 мас.% металлических компонентов группы VIII и мае. % металлических компонентов группы VI, j пересчете на 100 вес.ч. катализатора. Компоненты гидрогенизации в каталитических композициях могут быть в оксидной и/или сульфидной форме. Если используемый катализатор содержит металлический компонент групп VI и VIII в виде оксида, то до использования в гидрокрекинге его необходимо подвергнуть сульфидированию.
На стадии депарафинизации используют как сольвентную, так и каталитическую депарафинизацию (последняя предпочтительней ). Каталитическую депарафинизацию проводят контактированием фракции с катализатором в присутствии водорода. Используют катализаторы, содержащие кристаллические алюмосиликаты, такие как ZSM-5, ZSM-8, ZSM-11, ZSM-23 и ZSM-35. Обычно используемые катализаторы содержат металлы VI и/или VIII групп.
Каталитическую депарафинизацию проводят при 250-500°С. давлении водорода 5-200 бар, объемной скорости 0,1-5 кг/л- ч и соотношении водород/сырье 100-2500 л/кг. Предпочтительно каталитическую депарафинизацию проводят при 275-450°С. давлении водорода 10-110 бар, обьемной скорости 0.2-3 кг/л-ч и соотношении водород/сырье 200-2000 л/кг.
Пример 1. 100 вес.ч. вакуумного остатка Ближневосточного происхождения направляют по линиям 1 и 3 на установку 4 каталитической гидроконверсии остатка. При этом используют катализатор - молибден на кремнеземе. Гидроконверсию проводят при 435°С и парциальном давлении водорода 150 бар. Расход водорода составляет 3,2 мае.ч., объемная скорость подачи сырья 0,45 кг/кг-ч. Полученный при каталитической гидроконверсии остатка продукт подают по линии 5 на установку 6 перегонки. При этом получают 4,7 мае.ч. сероводорода и аммиака, 7,0 мае.ч.газообразных продуктов , кипящих ниже диапазона кипения
лигроина, 8.3 мае.ч. лигроина, 18.8 мае.ч. керосина, 30,9 мае.ч. газойля, отводимого по линии 7. и 33,7 мае.ч. нижней фракции. которую подвергают вакуумной перегонке и
получают 26,7 мае.ч. дистиллята в паровой фазе однократной равновесной перегонки под вакуумом, отводимого по линии 9, и 6,0 мае.ч. вакуумного остатка, отводимого по линиям 10 и 12. Дистиллят, отводимый по
0 линии 9, плотностью (15/4) 0,89 содержит, мас.%: 12.2 водорода, 0,5 серы, 0,12 азота, содержание коксового остатка по Конрадсо- ну«0,5 мас.%. и средняя температура кипения 445°С. Последний по линии 15 направляют на
5 установку 8 каталитической гидрообработки , содержащую катализатор на базе никеля/вольфрама на глиноземе. Каталитическую гидрообработку проводят при 405°С, парциальном давлении водорода 130 бар и обьем0 ной скорости 0.84 кг/кг.ч.
Полученный продукт по ;б направляют на установку 17 атмосферной перегонки . При этом получают 0,2 мае.ч. сероводорода, и 1.0 мае.ч. аммиака фрак5 ции. кипящей ниже лигроина, 4,3 мае.ч. лигроина , 8,3 мае.ч. керосина, отводимого по линии 18. 6,3 мае.ч. газойля, отводимого по линии 19, и 7.3 мае.ч. остатка, который по линии 21 направляют на установку 22 дспа0 рафинизации. При каталитической депара- финиззции используют композиционный кристаллический алюмосиликатный катализатор депарафинизации, содержащий палладий. Эту каталитическую депарафини5 зацию проводят при 355°С. парциальном давлении водорода 40 бар и объемной скорости 1,0 кг/кг.ч. Сырье депарафинизации содержит 22 мас.% парафина. Продукт депарафинизации направляют по линии 25 на
0 установку 26 перегонки и получают суммарно 5.2 мае.ч. смазочных масел, которые включают 30.8 мас.% нейтрола 80, 26,9 мас.% нейтрола 125, 23,1 мас.% нейтрола 250 и 19.2 мас.% нейтрола 5СО.
5П р и м е р 2. Способ проводят аналогично примеру 1, при этом используют катализатор А: никель и ванадий на двуокиси кремния, катализатор В: никель и молибден на окиси алюминия, катализатор С: молиб0 ден на двуокиси кремния, катализатор D: никель/вольфрам на окиси алюминия/цеолите Y.
В процессе каталитической гидроконверсии нефтяного остатка при 400°С, парци5 альном давлении водорода 100 бар, объемной скорости 0,2 кг/кг-ч при использовании катализатора А, содержащего никель и ванадий на двуокиси кремния, полученный продукт содержит 2,8 мас.% сероводорода и аммиака, 1,8 мас.% газообразных
продуктов, кипящих при температуре ниже лигроииа. 3,7 мас.% лигроина, 5,6 мас.% керосина, 12,0 мас.% газойля, 17.6 мас.% дистиллята и 56,5 мас.% остатка.
При каталитической гидр.оконверсии остатка (выкипающего при температуре выше 520 °С) при 460°С, обьемной скорости 2 кг/кг-ч, парциальном давлении водорода 250 бар, отношении газ/сырье 3000 нл/кг с использованием катализатора С, полученный продукт содержит 5,0 мас.% сероводорода и аммиака, 4,3 мас.% газообразных продуктов, кипящих при температуре ниже лигроина, 6,6 мас.% лигроина, 9,6 мас.% керосина, 18,5 мас.% газойля, 21,5 мас.% дистиллята и 34,5 мас.% вакуумного остатка .
В процессе гидрокрекинга используемый в качестве сырья дистиллят в паровой фазе однократной равновесной перегонки под вакуумом нефтяного атмосферного остатка {дистиллят 1) плотностью (15/4) 0.94 содержат97,3 мас.% фракции, кипящей при температуре вьние 370°С. 19,7 мас.% фракции , кипящей при температуре выше 540°С. коксуемостью по Конрадсону 0,9 мас.%. Используемый дистиллят з паровой фазе одно- кратной равновесной перегонки под вакуумом продукта каталитической гидроконверсии нефтяного остатка (дистиллят 2) плотностью (15/4) 0,92, содержит 86,5 мас.% фракции, кипящей при температуре выше 370°С, 3,2 мас.% фракции, кипящей при температуре выше 540°С. коксуемость по Конрадсону 0,3 мас.%. При гидрокрекинге смеси, содержащей 90 мас.% дистиллята
1и 10 мае % дистиллята 2 (первый вариант), с использованием катализатора В 455°С, скорости газа 750 нл/кг. давлении водорода 195 бар и обьемной скорости 1,95 кг/кг ч получают продукт, содержащий 2,7 мас.% сероводорода и аммиака 21,9 мас.% фракции , кипящей при температуре ниже 165°С, 46.5 мас.% фракции, кипящей при температуре 165-370°С и 28,9 мас.% фракции, кипящей при температуре выше 370°С.
При гидрокрекинге смеси, содержащей 50 мас.% дистиллята 1 и50 мас.% дистиллята
2(второй вариант), в присутствии неподвижного слоя, содержащего катализатор В и кадализатор D, при 406°С, скорости газа 3000 нл/кг и объемной скорости подачи сырья 0,47 кг/кг-ч получают продукт, содержащий 2,2 мас.% сероводорода и аммиака, 39,0 мас.% фракции, кипящей при температуре ниже 165°С, 34,4 мас.% фракции, кипящей при температуре 165-370°С и 24,4 мас.% продукта, кипящего при температуре выше 370°С,
Процесс каталитической депарафини- зации (первый вариант каталитической гидродепарафинизации ) проводят с использованием композиции кристаллического алюмоси- ликатного катализатора, содержащего палладий. Каталитическую депарафинизэцию
осуществляют при 370°С,парциальном давлении водорода 135 бар и скорости газа 700 нл/кг. Сырье депарафинизациий кипит при температуре выше 370°С и содержит 24 мас.% парафина. Полученный продукт подвергают
0 перегонке с получением 24,7 мае. % газообразного продукта, 11,4 мас.% продукта, кипящего при температуре ниже 370°С и 63,9 мас.% смазочного масла высокого качества.
Каталитическую гидродепарафиниза5 цию (второй вариант) проводят с использованием кристаллического алюмосиликатного катализатора депарафинизации, содержащего палладий. Сырье депарафинизации имеет среднюю температуру кипения 426°С. Ката0 литическую депарафинизацию проводят при 330°С, парциальном давлении водороде 37 бар и скорости газа 700 нл/кг. Полученный продукт подвергают перегонке с получением 72,4 мас.% смазочного масла, имеющего тем5 пературу точки потери текучести-1°С и вязкость 4,7 ест при 100°С.
При сольвентной депарафинизации используют смесь растворителей при весовом соотношении исходного сырья и смеси рас0 творителей 1:3. Смесь растворителей состоит из толуола и метилэтилкетона при их весовом соотношении 2:3. Полученную смесь охлаждают до-20°С и фильтруют для отделения кристаллов воска. Затем раство5 ритель отгоняют. Полученное депарафини- рованное смазочное масло имеет температуру текучести -10°С. Выход составляет 75,6 мас.% от исходного сырья. Содержание парафинового масла в полученном
0 воске составляет 10 мас.%.
Таким образом, предлагаемый способ позволяет упростить технологическую схему процесса.
Формула изобретения
5 1. Способ получения смазочных масел путем каталитического гидрокрекинга в присутствии водорода при повышенных температуре и давлении дистиллята, выделенного из продукта каталитической гидроконверсии
0 нефтяного остатка, с последующей депарафи- низацией тяжелой фракции продукта гидрокрекинга с получением целевых масел, отличающийся тем. что, с целью упрощения технологии процесса, в качестве исходного
5 сырья используют дистиллят в паровой фазе однократной равновесной перегонки под вакуумом продукта каталитической гидроконверсии нефтяного остатка, выкипающего при 320-600°С, или указанный дистиллят и дистиллят в паровой фазе однократной равновесной перегонки под вакуумом нефтяного атмосферного остатка.
2. Способ по п. 1,отличающийся тем, что исходное сырье содержит 10-50 мас.% дистиллята в паровой фазе однократной равновесной перегонки под вакуумом продукта каталитической гидроконверсии
нефтяного остатка, выкипающего з интервале 320 600°С
3 Способ по п.1. отличающийся тем, что при фракционировании продукта гидрокрекинга получают керосиновую и/или газойлевую фракции. .


Реферат
Изобретение относится к нефтехимии, в частности к получению смазочных масел. Цель изобретения - упрощение .технологии процесса. Получение ведут каталитическим гидрокрекингом дистиллята в присутствии водорода при повышенных температуре и давлении с последующей депарафинизацией тяжелой фракции продукта гидрокрекинга. Дистиллят используют в паровой фазе однократной равновесной перегонки под вакуумом продукта каталитической гидроконверсии нефтяного остатка, выкипающего при 320-600°С, или указанный дистиллят и дистиллят в паровой фазе однократной равновесной перегонки под вакуумом нефтяного атмосферного остатка. 2 з.п. ф-лы. 1 ил. оо С
Формула
Комментарии